FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


96 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
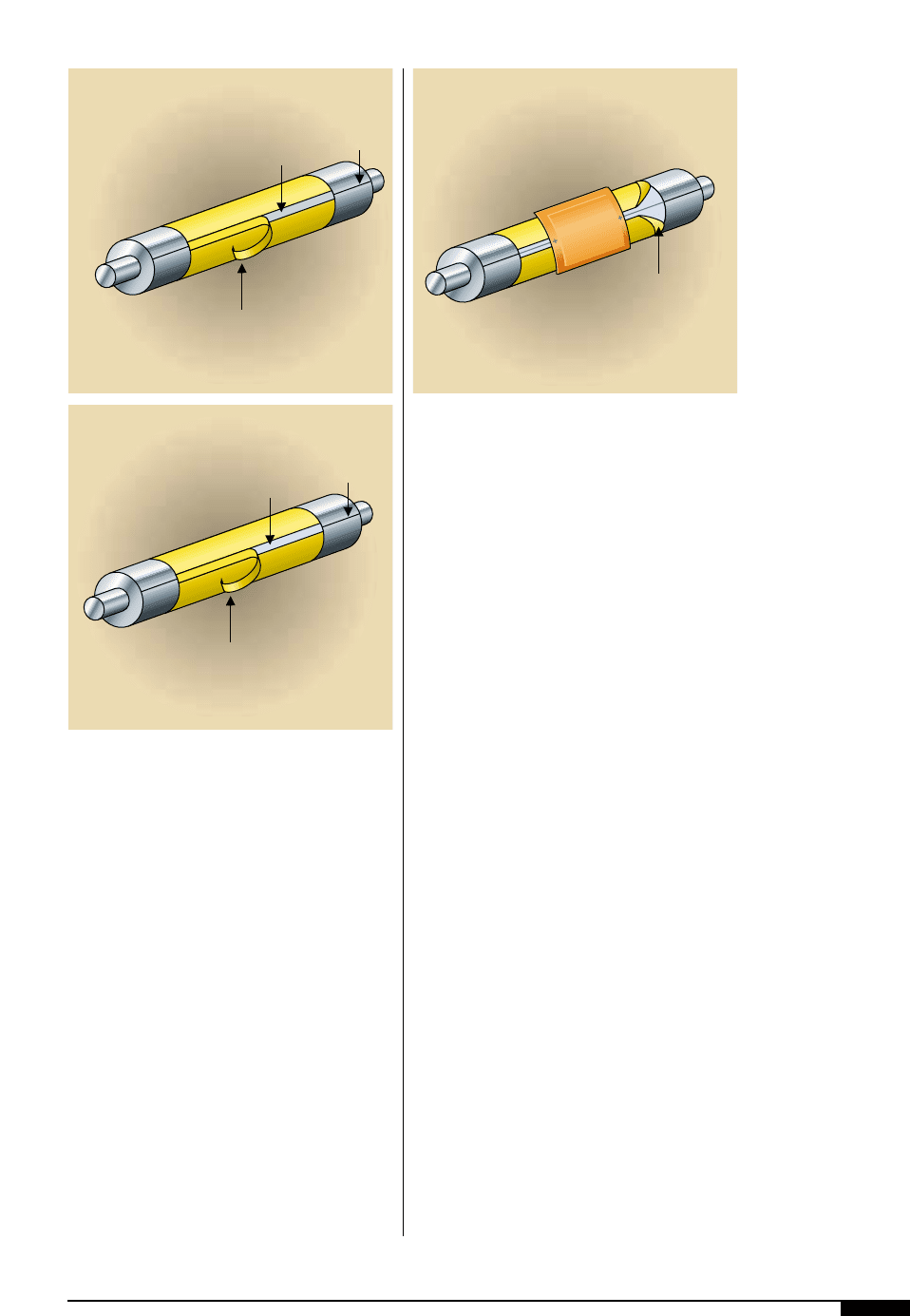
mandrel. Once the correct thickness of nick-
el has been achieved, the sleeve formed is
removed from the mandrel and trimmed to
the correct length. By using the electrolytic
method, a completely seamless sleeve with
extremely uniform thickness is achieved.
Composite sleeves are also available. The
definition of composite in the plastics indus-
try (where these materials were developed) is
a polymer (plastic) which is reinforced with a
fiber such as fiberglass or carbon fiber. Many
combinations are possible due to the avail-
ability of different materials and methods for
putting them together. The fiber can be con-
tinuous and woven to give greater strength
and stiffness in both bilateral directions.
Another method for producing sleeves is
referred to as filament winding. This method
lays continuous fibers in specific directions to
give very exact design properties.
Composites can be tuned to achieve many
different properties. For example, print-
enhancing or “cushioned” sleeves are com-
prised of a urethane covering on top of a
base composite sleeve. Sleeves can be made
in different thicknesses to build up repeats.
No matter which materials and manufactur-
ing methods are used, personal preference
often plays a part in which system is adopt-
ed by a printer. Cost is also a factor. One area
of concern to a flexo printer in the design
and use of composites is the weakness in the
Z direction, which can result in the polymer
delaminating from the fiber layer. Fiber
direction obviously affects this property as
does the choice of fiber.
The surface properties of composites are
quite different from metallics. The surface is
dependent on the polymer used and is not as
resistant to knife cuts and gouges as metal.
Another limitation is that most polymers
cannot be used in the high temperature envi-
ronments used to vulcanize elastomers.
Because of this, vulcanizing on composites
can be tricky and must be done within the
temperature limitations of the material being
used. In order to take full advantage of these
material strengths, as well as controlling the
costs, many printers are adding the compos-
ite sleeves as a third part of their system.
They continue with their nickel plate carrier
sleeve and the base cylinder. To this, they
add the composite sleeve, when needed, to
print a repeat for which they don’t have a
cylinder. The same result can be achieved by
vulcanizing a thickness of rubber onto the
nickel sleeve. The built-up sleeve can be
used either with a printing plate or as a
direct printing plate to produce continuous
solids. It can also be used to apply tints or
varnishes.
Another application is to laser engrave the
rubber-covered sleeve making it into a con-
tinuous printing design roll. Previously, laser
engraving was carried out on rubber vulcan-
ized directly onto the plate cylinder. This
made transportation of the heavy printing
roll difficult and expensive. Now, a laser-
engraved rubber-covered sleeve can be
shipped with far greater ease.
Sleeves can be made which are covered
with unexposed photopolymer. The thick-
ness of the sleeve can be varied to achieve
different repeat lengths and the final sleeve
is a seamless sleeve with unexposed pho-
topolymer. The floor of the plate can be
established prior to mounting on the sleeve
or while mounted. Once the photopolymer is
affixed to the sleeve, it can be exposed in
two ways. One is with the use of a negative
contact film with conventional light expo-
sure. Once exposed, the photopolymer is
processed on the sleeve. A second method is
to use direct imaging of the photopolymer
on the sleeve. This is called computer-to-
sleeve or CTS. In this process, the unex-
posed photopolymer has a mask on the top
surface which is ablated by a laser imaging
system. The system and process is the same
as direct-to-plate (DTP), also called comput-
er-to-plate (CTP), except that the photopoly-
mer is a permanent part of the sleeve.

Computer-to-sleeve systems combine the
advantages of sleeve mounting with those of
digitally imaged photopolymer plates, name-
ly lower dot gain and extended highlight
range. In both methods of exposure, con-
ventional or computer-to-plate, no distortion
correction is needed since the plate is
imaged in the round.
Mounting Procedures
The most popular method of ensuring that
the sleeve maintains an aggressive, non-slip
contact with the plate cylinder is to make
the inside diameter of the sleeve slightly
smaller than the outside diameter of the
plate cylinder. Then, by means of com-
pressed air, the sleeve is expanded suffi-
ciently to slide onto the plate cylinder. Once
it is in position, the air is disconnected and
the sleeve clamps tightly onto the cylinder
surface. This is achieved by a simple conver-
sion of existing plate cylinders. Air is forced
into the plate cylinder at one end and exits
through a series of holes that are drilled
close to the opposite end of the plate cylin-
der. The air flow expands the sleeve, which
can now slide over the roll with ease. Care
has to be exercised not to go past the air
holes, because if this happens the means to
expand the sleeve has been lost, as it can no
longer be inflated by normal methods. This
problem can be overcome by butting anoth-
er sleeve of the same diameter against it,
covering the air holes, and wrapping tape
tightly around the joint of the two sleeves, so
that the air flows underneath the sleeve once
again, facilitating its removal.
In the case of solid-plate cylinders or very
large cylinders, such as those used in
preprinted linerboard applications an exter-
nal manifold is used to supply the required
air. Air enters a manifold and exits through
the surface of the cylinder at the same end.
The manifold is connected to the end of the
plate cylinder each time a sleeve is mounted
or demounted.
Sleeves are being used successfully on
cylinders with diameters ranging from about
2" to 22" and in lengths up to 110". Special
handling equipment may be required for
large sleeves.
Sleeve Storage
For sleeve applications to offer the maxi-
mum cost and efficiency, an appropriate
sleeve storage system needs to be used – one
that offers easy access and identification of
the stored sleeves. Some manufacturers sup-
ply the sleeve in a combined shipping and
storage container that converts into a ware-
housing system. Some printers prefer to cre-
ate their own sleeve storage using racks,
rods, or other in-house adaptations. It is
important to give sleeve storage the priority
it deserves to benefit fully from all the
advantages a sleeve system has to offer.
MOUNTING AND PROOFING 97

98 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
A
composite proof of process
work can be valuable before
going into the production run.
It helps evaluate flexo plates,
inks and substrates, and can
be produced on a proofing
press with a power-driven impression cylin-
der that is suitable for all flexo web-printing
capabilities. The proofing press uses the
basic flexo doctor-blade configuration, and
the impression cylinder can handle any sub-
strate. Plates made for the production run
are mounted on an all-purpose-sized plate
cylinder and are inked by a doctor-blade-
wiped anilox roll. Each color is proofed
individually and additional color plates are
registered to the first-down plate by the use
of two mounted microscopes.
Flexo ink formulas, colors, lacquers and
viscosities designated for the production
run can be used to produce the composite
proof. The result is a near replication of
what can be expected from the press. The
system produces several exact duplicate
composite proofs for as many colors as
needed and is eminently suited to process
color reproduction.
The proofing system will not produce a
proof identical to that achievable on produc-
tion equipment because two production
presses will seldom produce identical
results. Where hand-brayered ink of approxi-
mate colors without over-lacquer, or a single
proof will not satisfy the demand, the result
from this machine will produce multiple pro-
duction-like proofs without consuming time
and materials on production equipment.
MOUNTING THE PROOF
The proofing press system works as fol-
lows:
1. Mount the plates to be proofed. Cut the
substrate to the circumference of the
impression cylinder. Insert both ends of
the material into the gripper-tension
bars and draw the substrate tightly
around the cylinder.
2. Place the gear-driven plate cylinder,
having a grid of plate-positioning sur-
face scores, in the press on its bearing
supports.
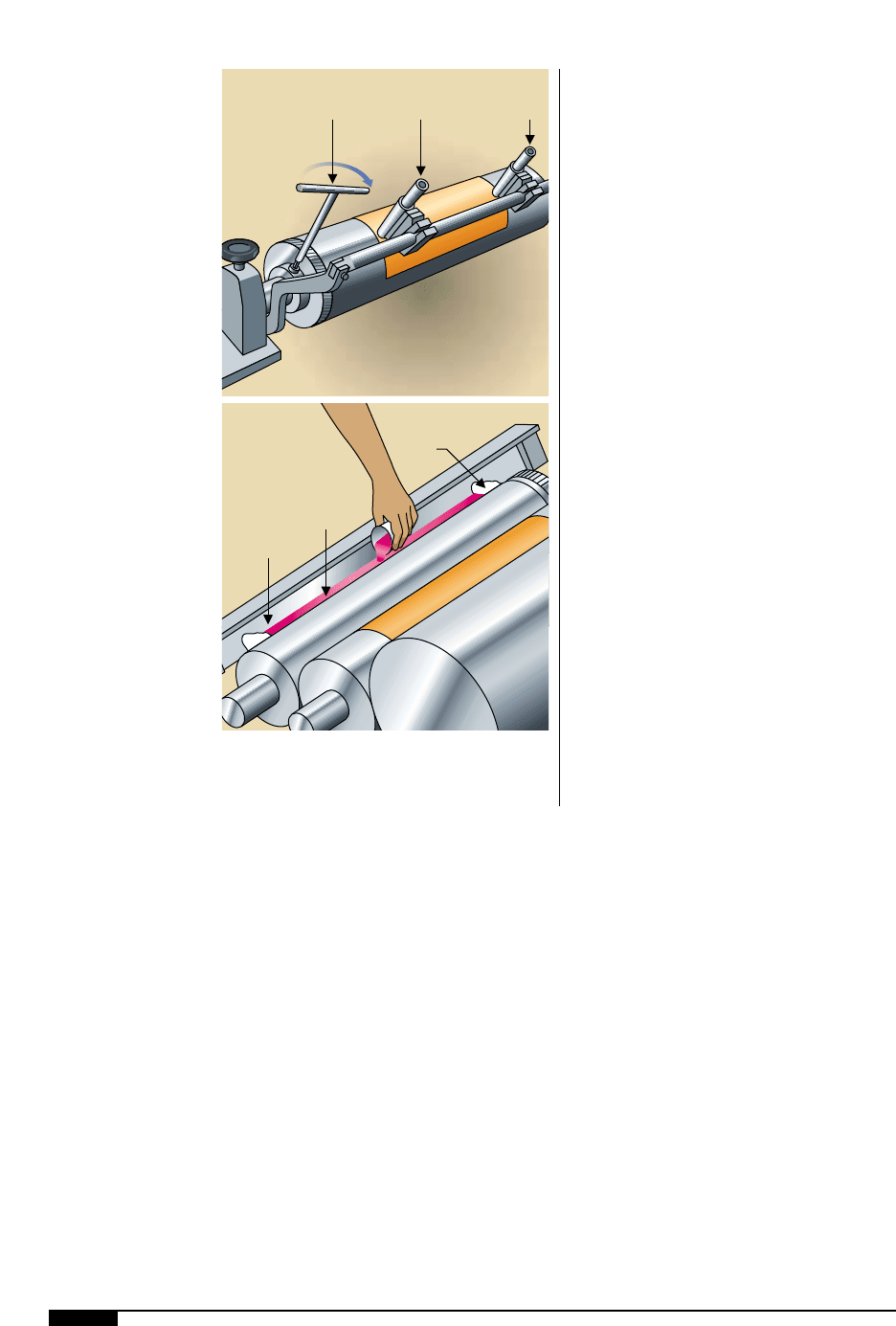
3. Apply stickyback to the plate cylinder
in the conventional way, ensuring the
horizontal center of the stickyback is
over one of the grid lines.
4. Remove the 0.75"-wide horizontal strip
of backing across the stickyback
(Figure
6@
).
5. Lightly draw a horizontal line on the
exposed stickyback, using a straight-
edge aligned with a cylinder score.
(Figure
6*
).
6. To mount the first plate, align the hori-
zontal plate-register marks with the
drawn line.
7. Press the plate to the exposed sticky-
back.
8. Peel off the bottom half of the sticky-
back backing, ease the plate down and
smooth into position. The top half of the
plate is done similarily (Figure
6$
).
An Off-line, Nonproduction
Flexo Proofing Press
9. Lock the plate-cylinder gear in position,
eliminating any rotational backlash.
10. Position both microscopes so their
crosshairs are precisely aligned with
the register marks on the mounted
plate. Do not move the scopes for the
remainder of the job, as the register
marks on the plates for subsequent col-
ors are aligned to the crosshairs in the
two scopes.
11. Set the impression of the plate cylinder
to the impression cylinder in the usual
manner, using the impression carriage-
dial indicators or engineering “slip
gauges” (Figure
6%
).
12. Set the impression of the anilox roll to
the plate cylinder in a similar manner.
The best impression of plate cylinder-to-
impression cylinder and anilox roll-to-plate
cylinder can be refined by trial proofing.
INKING THE PRINTING PLATE
Use the following procedures:
1. The gear-driven anilox has an attached
doctor blade that serves as the ink foun-
tain. Hold the blade against the anilox
roll with enough pressure to contain the
ink.
2. The ends of the blade-to-anilox roll nip
are dammed with small wads of cotton
to form a containment trough wide
enough to cover the plate image
3. Introduce a quantity of ink at the preset
viscosity into the trough (Figure
6^
)
and start the machine cycle.
4. The proofing press makes one full revo-
lution of the impression cylinder carry-
ing the substrate.
5. The first color is printed. Mount addi-
tional precut substrates on the impres-
sion cylinder for any duplicate proofs.
6. Prepare to print subsequent colors.
Back away the anilox roll by releasing
the pressure holding the doctor blade
against the anilox, allowing the unused
ink to fall into a catch tray beneath the
MOUNTING AND PROOFING 99
6@
The first step to mounting
the proof si to remove the
backing from the sticky-
back.
6#
A horizontal line aligned
with a cylinder score is
lightly drawn on the
exposed stickyback.
6$
TThe bottom half of the
stickyback is removed and
the plate is eased and
smoothed into position.
Grid Line
Exposed
Strip
Remove Strip
of Backing
6@
Remove bottom
half of stickyback
and smooth down
bottom half of plate
6$
Grid Line
Exposed
Strip
Remove Strip
of Backing
6#
100 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
6%
Engineering slip gauges,
or impression carriage-
dial indicators, are used to
set the impressionm of the
palte cylinder to the
impression cylinder.
6^
A quanity of ink of
determined pH is
introduced into the trough
before the machines cycle.
anilox, backing out the plate cylinder
and cleaning the entire station.
7. Remove the first plate from the sticky-
back, taking care not to damage it, or
disturb the microscopes.
8. Mount the next and subsequent plates
with the plate-register marks aligned to
the cross-hairs viewed through the two
microscopes.
If the subsequent plates are mounted
parallel and squarely, but the micro-
scopes show them to be a fraction off-
register, adjust the plate cylinder side-
ways and advance or retard to obtain
perfect register without lifting the
plates. Repeat the procedure for each
subsequent color.
If rubber plates without a dimension-
ally-stable backing sheet are being
used, it may be necessary to place a
sheet of acetate over the first-down
color proof in order to make a trial
proof and confirm register, before
proofing directly on the actual sub-
strate. If photopolymer plates are used,
the backing sheet often provides more
dimensional stability, but an acetate
preproof to confirm register is still
advised.
Check register of plate
Lock gear
in position
6%
Doctor
Blade
Cotton
Wads
Ink
Trough
6^
MOUNTING AND PROOFING 101
Plate Mounting
Without a Mounting and
Proofing Machine
6&
For shops that do not
have a plate-mounting
device, the surface of
the print cylinder should
be engraved with a grid
of longitudinal and
circumferential lines to
aid in the premounting
of the cushioned sticky-
back directly to the plate
cylinder.
A
lthough not recommended, in
many shops it may be neces-
sary to mount plates without a
mounting device. This can be
done on a rack beside the
press or directly in the press,
because of the nature of printing equipment
and other circumstances (pin register tech-
niques excluded). As an aid to accurate
mounting, it is recommended that the sur-
face of the print cylinders be engraved with
a grid of longitudinal and circumferential
lines. Premounting cushioned stickyback
directly to the plate and then mounting the
stickyback and plate to the print cylinder, as
a unit, is not recommended, except for
plates which are less than one quarter of the
cylinder circumference. For larger plates,
there is a possibility of the cushioned sticky-
back bunching, causing high spots under the
plate.
Stickyback is applied to the print cylinder
in the conventional manner. The steps to
mount the plates are as follows:
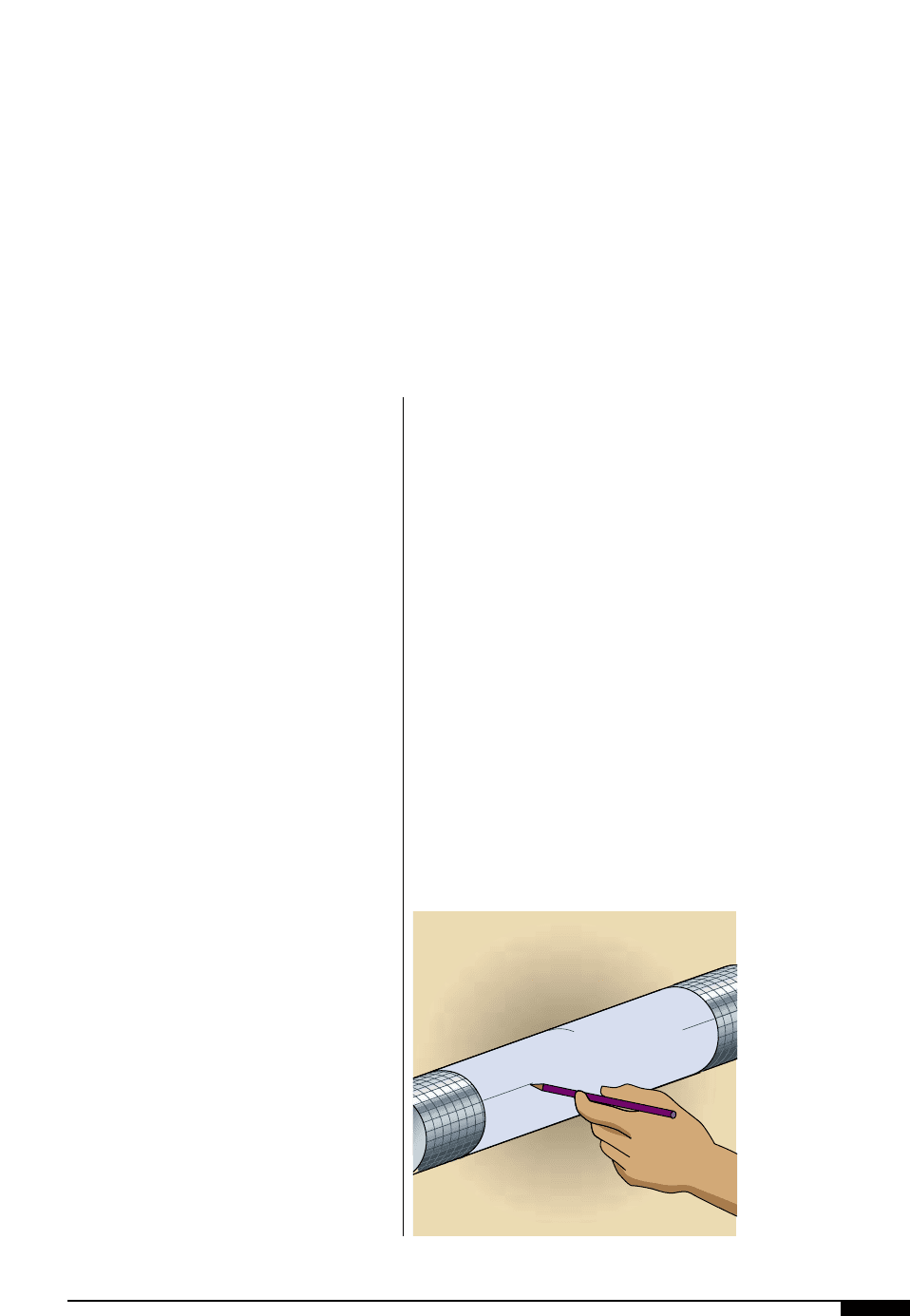
1. Project scribe lines from the cylinder
onto the stickyback (Figure
6&
). This
may be done with a straight edge and a
sharp pencil or other instrument that
will make a clean fine line on the sur-
face of the adhesive.
2. Bevel the edges of the plate. This can be
done by hand with either scissors or a
knife by cutting on an angle, with a
paper cutter, a foot-activated table
shear, or a commercial plate trimmer
designed for this purpose.
3. Clean the back of the plate thoroughly:
rubber plates, clean with alcohol; pho-
topolymer plates with clean water. Dry
plates thoroughly.
4. Holding the plate with both hands, align
the horizontal scribe line on the plate
with the projected lateral scribe line
made on the stickyback (Figure
6&
).
The vertical scribe lines on the plate
must also line up with those projected
from the circumference of the cylinder
onto the stickyback.
5. Carefully position the center of the
plate on the stickyback, without
stretching, and gradually smooth the
6&

102 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
plate, pressing down evenly from center
to head and from center to foot.
6. Examine the mounted plate for evi-
dence of trapped air bubbles between
adhesive and plate. Pierce air bubbles
in nonprinting areas or by pressing
down firmly against the adhesive.
Note: When mounting a large plate, place
two pieces of backing on the stickyback, one
above the horizontal scribe line and one
below it, in such a way as to leave about a
1" strip of stickyback exposed across the
area where it is to receive the plate. This
permits positioning the center portion of
the plate more easily and checking its ver-
tical alignment before pressing the plate
down completely. If the stickyback has been
wrapped around the entire circumference
of the cylinder with a butt seam where the
6*
To apply the plate
onto the stickyback,
the plate is aligned to
the horizontal and
vertical lines on the
cylinder and the project-
ed lateral scribe lines on
the stickyback.
two ends join, it is advisable to mount the
first plate over this seam. This serves to
lock the ends of the stickyback and prevent
them from pulling away from the cylinder.
6*

MOUNTING AND PROOFING 103
Miscellaneous Procedures
D
amage control is a primary con-
cern of every flexographic
printer. It’s always in the press
operator’s best interest to avoid
any type of delay, particularly
one that might be caused by
mishandling of the printing plates. This sec-
tion describes some difficulties that could be
encountered and the steps that should be
taken to minimize their impact. Use of
release agents, hold-down bands and
bounce-avoidance procedures are covered.
REMOVING PLATES
FROM THE CYLINDER
If the plate molded rubber plate is so firm-
ly bonded that peeling it off will damage the
plate or the stickyback, the following is sug-
gested. Release one corner of the plate from
the stickyback, then with a small artist’s
brush, apply naphtha or toluene to the
pealed area in small dabs between the plate
and the adhesive. The plate may then be
gradually pulled away as the solvent softens
and releases the adhesive. Allow the solvent
to evaporate completely before remounting
or storing the plate.
Polyester-backed photopolymer plates
should release from the stickyback with
minimal effort. Remove the photopolymer
plate by loosening the leading edge all along
the full width and pull it “squarely” from the
cylinder. Pulling from a corner will most cer-
tainly buckle the polyester backing and pos-
sibly ruin the plate. Do not use solvents of
any kind to help release the plate. The sol-
vent may get between the photopolymer and
its rigid polyester backing and cause the
plate to delaminate. Some studies have sug-
gested that, for some operations, saving a
plate for reuse is not financially worthwhile.
Using Release Agents
Adhesive systems used in the manufactur-
ing of flexo cushion tapes have to meet strin-
gent and conflicting requirements: They can-
not allow the plate to lift or shift during pro-
duction, but they must release from the plate
and cylinder at the end of the run. Various
solutions and sprays are applied to plate
cylinders and the back of photopolymer
plates to increase or reduce the level of
adhesion. Exercise caution in their use.
Using a release agent, such as shellac, on
the back of rubber plates to facilitate their
removal from the stickyback after the run
requires great care and should be attempted
only by very experienced personnel. To print
properly, a rubber plate must be in absolute-
ly tight contact with the cylinder. Improper
application of release agents can impair this
bond. If a release agent, or cushion adhesive,
allows a plate to be removed too easily, it is
a certain sign that the plate was not held
tightly enough for proper printing. Problems
that often result are misregistration or plate
lift on press.
MOUNTING
METAL-BACKED PLATES
With plain, metal-backed plates, align the
notches along the sides of the metal with the
scribe lines on the cylinder. In the case of
pin-registered metal backs (plates having
holes to locate them in register on the cylin-
104 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
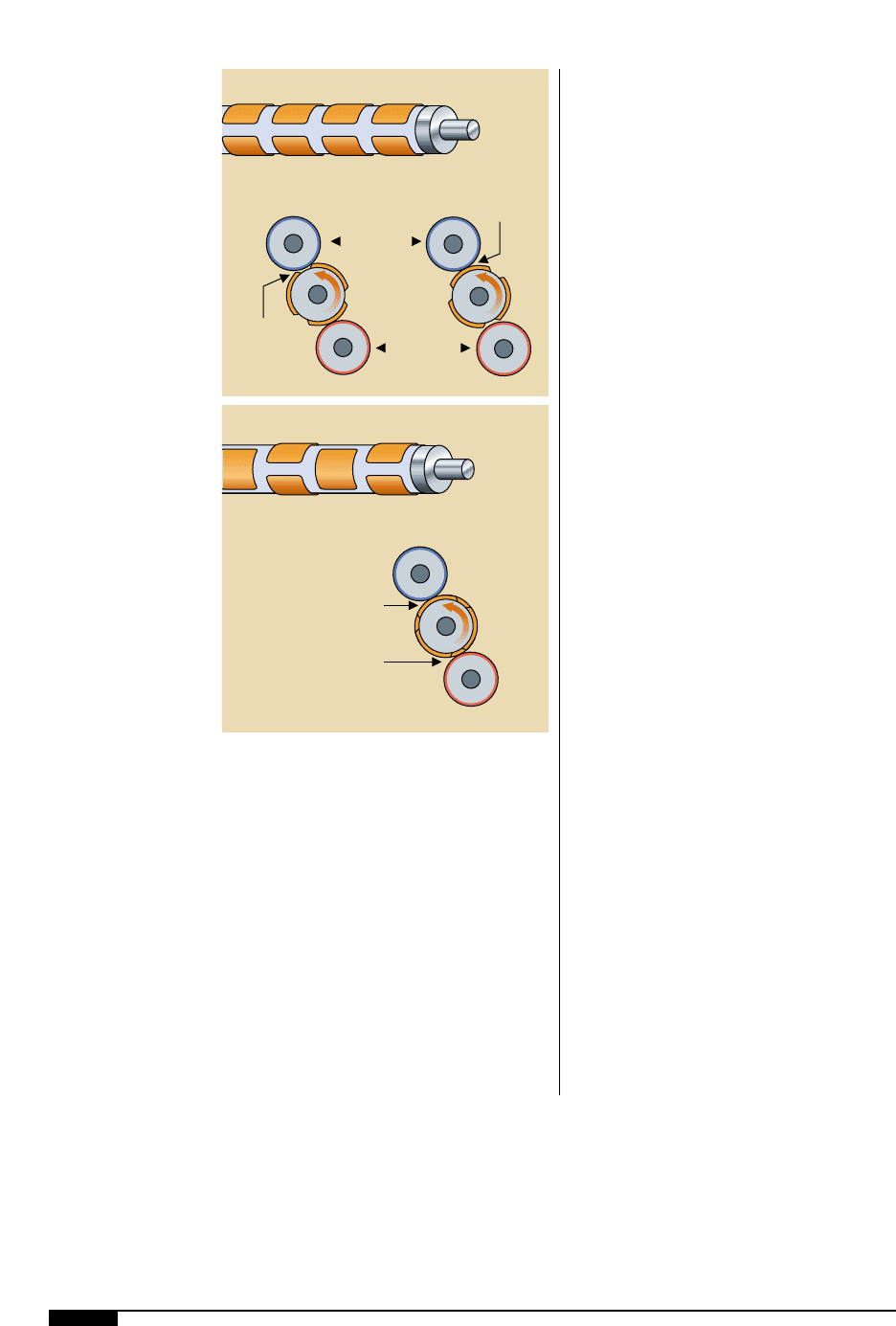
PLATE STAGGERING
Plates mounted in straight banks across
the cylinder are very likely to produce irreg-
ularities in the final printing because of
cylinder and plate bounce. This linear
method of mounting does not provide con-
tinuous nor uniform impression squeeze
during the full rotation of the cylinder.
When the open “valleys” between banks of
plates come around to a position facing the
inking rollers (Figure
6(
), the bank on the
opposite side, which should be printing, is
not receiving the support necessary to sus-
tain the proper impression squeeze. As a
result, the cylinder deflects away from the
web, and the print is irregular. As the open
“valley” between the plates rotates into
position against the impression cylinder, a
“bounce” effect occurs as the leading edge
of the printing surface comes into contact
with the impression cylinder. This, too, can
cause irregularities in the printing.
To prevent plate and cylinder bounce,
stagger plates around the cylinder to pro-
vide a continuous bearing surface through-
out the full rotation (Figure
7)
).
In some converting situations (for exam-
ple, when printing is followed by a sheeting
operation), it is impossible to stagger the
plates. This is also true when a job calls for
only one plate. To reduce the problem of
deflection in these instances it is advisable
to use cylinders of as large a diameter as
possible and mount two identical plates
around the larger cylinder, giving a double
repeat. The addition of wide bearer-bars to
print on the edges of the stock may also
reduce plate and cylinder bounce, but it also
requires additional stock width.
6(
Plate bounce is more
likely to occur in the
linear plate-mounting
method, as this does
not provide continuous
or uniform impression
squeeze during the full
rotation of the cylinder.
7)
To prevent plate and
cylinder bounce,
stagger plates to
achieve a continuous
bearing surface
throughout full rotation.
ders), position the two holes in the backing
on the two corresponding pins in the cylin-
der.
Either type of metal-backed plate may be
secured to the cylinder by tightly clamping
the hold-down bands furnished for this pur-
pose. Tighten each band by pulling up one or
two notches at a time, alternating from the
band on one side of the plate to the other.
Note: Ensure the clamp is positioned over
the seam of plates to pull the ends toward
each other, otherwise the plate may buckle.
Impression
Cylinder
Jarring
contact
causes
bounce
Unsupported
plate backs
away
Inking Roller
6(
Impression Cylinder
Continuous
bearer surface
equalizes
impression
squeeze
Inking Roller
7)

MOUNTING AND PROOFING 105
Appendix
A: TOOLS FOR MOUNTING AND PROOFING
Adhesive Cement [7]: Various types of adhesives
are available depending on the application –
bonding plates to stickyback, bonding stickyback
to the plate cylinder, sealing the edges of the
plates to the stickyback or building up low areas
in makeready.
Allen Wrenches [14]: A full set is required to adjust
any of the Allen screws on the cylinder gears or
any working parts of the mounting and proofing
machine.
Ball-point Pen [4]: For highlighting scribe lines in
the nonimage area of the plates and for the mark-
ing of areas to be trimmed. A fine point will give
greater accuracy. Darker ink is more easily seen
on all but black plates, where white or yellow ink
is better.
Bulb Syringe [9]:This is a common rubber ear
syringe (or plastic squeeze-bottle) with a very
small opening. Filled with solvent, it is a handy
tool to apply small amounts of solvent between
plate and stickyback to make plate separation
easier.
Cont’d on following page
1
2
3
4
5
6
7
8
9
10
11
12
13 14
15
16 17
18 19 20 21
22