FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

CHAPTER 1
Ink
2 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
ACKNOWLEDGEMENTS
Authors/Editors: David Argent, Progressive Ink
Stanley Field and Dr. Chris Patterson, Flint Ink Corp.
Sam Gilbert, Sun Chemical Corp.
George Sickinger, Borden Chemical, Inc.
Contributors: Conrad Carstens, Borden Chemical, Inc.
Rita A. Conrad, Flint Ink Corp.
Richard H. Lunney, Progressive Ink
Matthew McCardell, Automatan Inc.
Rob Sals, Sun Chemical Corp.
Kelly VandenBosch, X-Rite, Inc.

INK 3
I
nk is critical to the flexographic print-
ing process. It is the media that trans-
fers an image from plate to substrate.
Ink is used to convey a message and
provide a package with decorative
effects. It can be formulated to meet a
specific need dictated by either press config-
uration or printing surface.
This chapter, the first in this two-part vol-
ume joining flexographic inks with sub-
strates—two products that no printer can do
without—is devoted to ink, as well as its
properties and applications. It discusses the
composition of the vast array of printing
inks, as well as the classification of their
components and the physical characteristics
that each brings to the printing process.
Information is presented in four distinct sec-
tions: end-use requirements, formulation,
prepress practices and on-press procedures.
Mixing, blending, dispensing and filtering
are all covered in this primer on effective ink
management. Strength, sharpness, lay and
color are reviewed. Press configurations and
the influence that they have on ink require-
ments are explained. Anilox roll selection
and maintenance guidelines are also offered.
You will learn that colorants, whether pig-
ments or dyes, are the vehicles that give an
ink its color. They can be conventional or
fluorescent (ultraviolet). Resins, on the
other hand, are responsible for a host of fac-
tors, including ink’s printability, rheaology/
viscosity (flow), adhesion and stability.
Solvents are the carrier agents that transport
ink from the fountain to drum to substrate.
Additives mate the ink with the printing sur-
face. They can enhance gloss level and,
increase opacity. At the same time, additives
can improve heat-, moisture-, fade- and rub-
resistance. Directions for performing press-
side tests to measure each of these qualities
of ink are offered in the respective section.
No discussion of printing inks could be
complete without marrying the different
classifications of the media to the substrate
most applicable for its use. Chapter Two of
this volume is dedicated to that cause. It sup-
plements information presented in Chapter
One, which offers the basic, most-necessary
details on both compatibility and conflict.
Substrates, as you may know, and will see,
are grouped into five categories: paper and
paperboard, corrugated board, laminates,
foils and films. In this instructional volume,
the properties of each are presented side-by-
side with a detailed discussion of the appli-
cations that each is best suited forÑright
down to the ink.
Introduction
S
ince its beginnings in the 1920s
and 1930s, the growth and
acceptance of the flexographic
process have been closely tied
to advances in flexographic
printing ink. At that time, the
process was called aniline printing because
its inks used aniline oil (a coal-tar derivative)
as the coloring ingredient. It was essentially
a rubber-stamp printing process employing a
smooth ink roll and two rubber doctor rolls
to develop the ink film.
The evolution of flexo inks, from dyes dis-
solved in alcohol and laked with tannic acid,
to solvent-based, and more recently water-
borne and ultraviolet-cured systems, has
been a major factor in the greatly expanded
use of flexography in segments of the paper,
plastics and packaging industries (Figure
b
)
The earlier inks left much to be desired in
terms of print quality, light fastness, adhe-
sion and scuff resistance, which made them
suited primarily for printing bags and
envelopes. The development of high-viscosi-
ty, solvent-based, pigmented inks prior to
World War II, not only produced flexo work
of greater durability and better print quality,
but also led to the design of the anilox roll,
whose small cells gave better control and
uniformity to the ink (Figure
c
).
Flexography’s suitability for the stream of
new packaging substrates that reached the
marketplace, beginning with the introduction
of cellophane in the 1930s, was another key
factor in its increasing recognition and, the
number of applications for the process.
Flexography was the only economical way
of printing cellophane, unless the production
run was large enough to justify the more
INK 5
End-Use Requirements
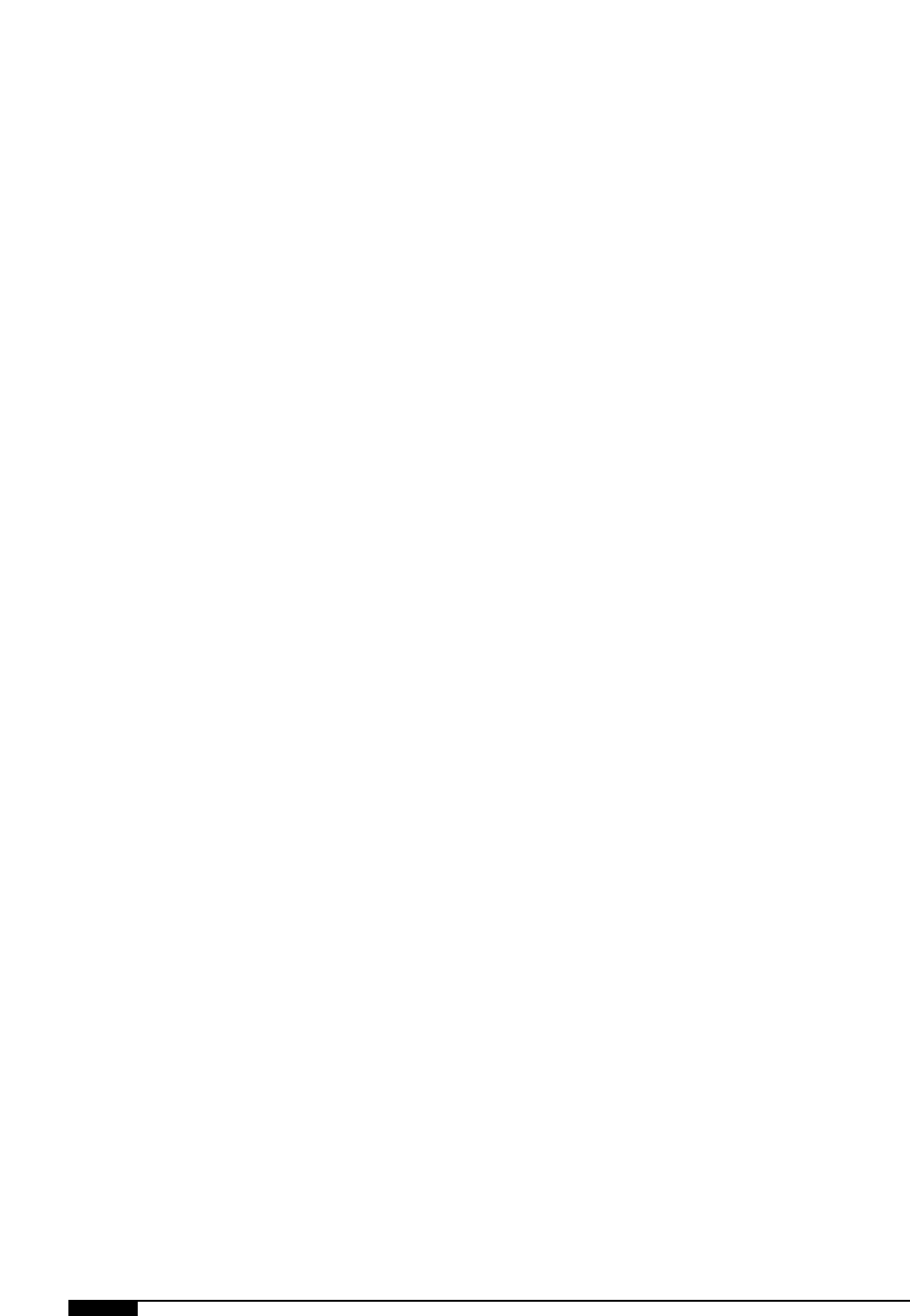
b
A schematic of the
flexography process.
c
The enlarged view of the
anilox roll shows the
small cells crucial to
give better control and
uniform ink lay.
d
Gravure cylinders are
utilized for large runs.
Plate
Cylinder
Impression
Cylinder
Ink
Metering
Roll
Fountain Roll
Ink Pan
b
c
d
6 FLEXOGRAPHY: PRINCIPLES & PRACTICES
expensive gravure cylinders (Figure
d
).
Solvent-based ink formulations containing
nitrocellulose (and later polyamide resins)
were developed that were good for printing on
the polyethylene films introduced in the
1950s, as well as for the many modern-day
materials and constructions that followed.
Among these substrates were polyethylene
and polyester films, foil, metallized films, ori-
ented and coextruded polypropylenes, coated
films and many different kinds of laminates.
They required inks that could grip their less-
porous surfaces and hold up under what were
then unheard of application conditions
(Figure
e
).
Water-based flexo inks were first tested in
the 1930s for paper and paperboard, but did
not realize significant commercial use until
the 1950s. Demand for water-based inks grew
in the 1960s as acrylic polymer technology
developed, enabling a higher gloss and giving
the inks better water and rub resistance.
Since then, water-borne systems have be-
come faster drying and have moved into
high-speed printing, process printing, newer
substrates and lamination applications. Their
workplace-safe and environmentally friendly
features have become especially attractive as
regulatory actions have increased.
The regulatory climate has also been one of
the important inducements for the use of
radiation-cured flexo inks, which first
appeared in the 1970s. Ultraviolet (UV) light
and electronic beam (EB) systems using such
inks, which are stable and compatible with
the environment, are employed to speed
operations and reduce solvent emissions.
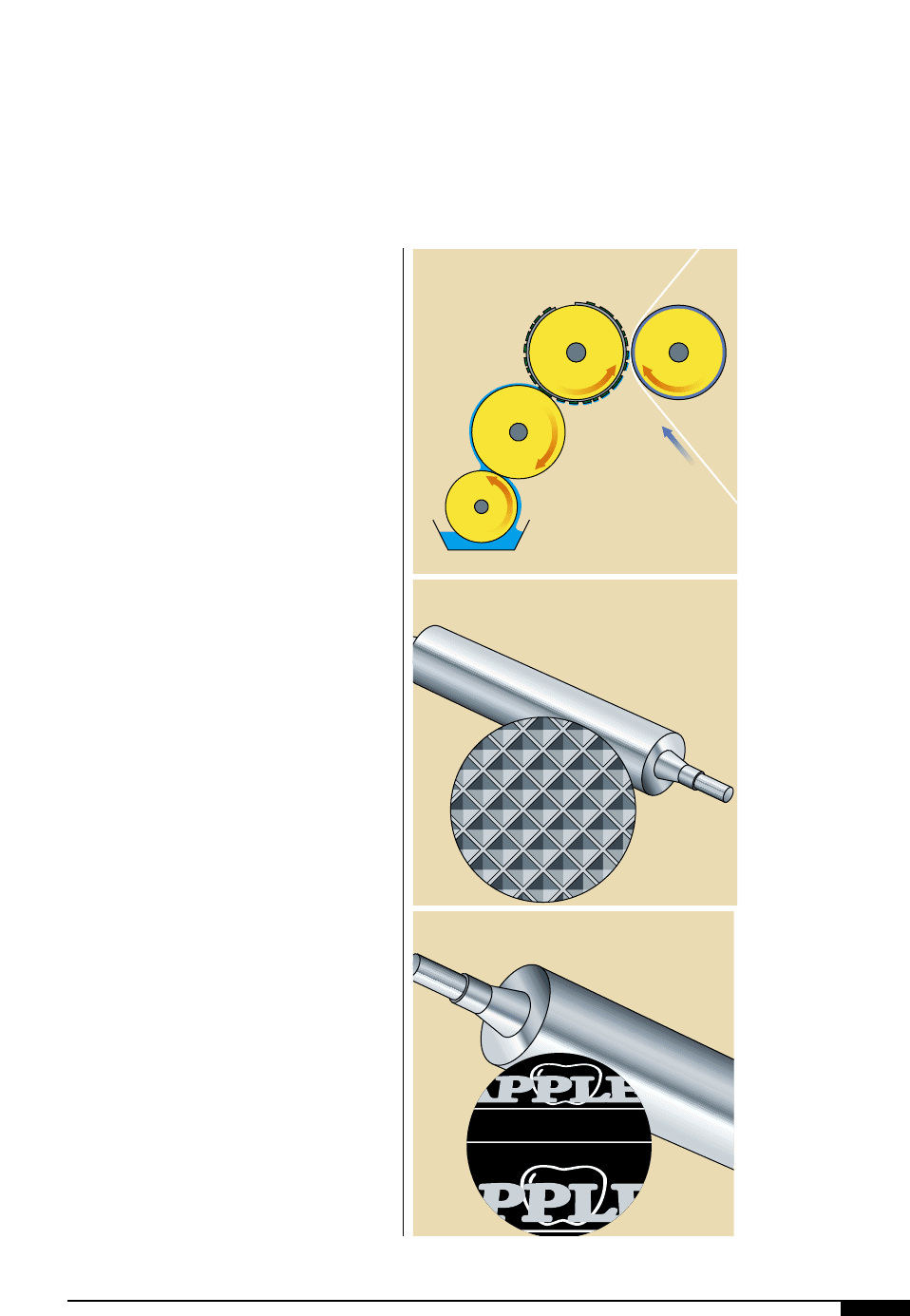
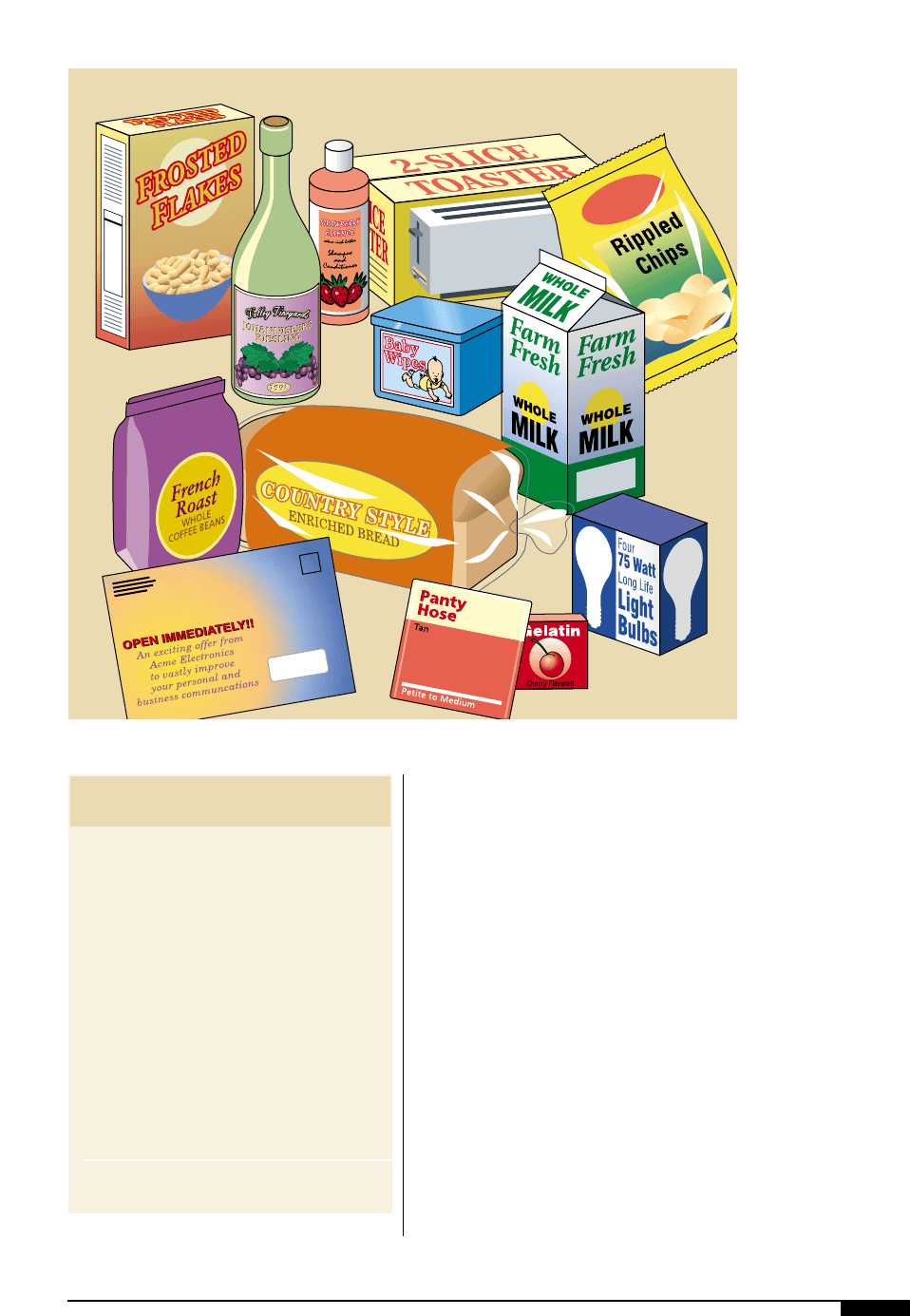
APPLICATIONS
Today, flexo inks still find their greatest use,
in packaging applications (Figure
f
). These
applications range from their initial use for
printing flexible packaging to corrugated
materials, folding cartons, milk and other liq-
uid cartons, food and rigid plastic containers,
multiwall and paper bags, tags and labels, and
gift wraps. The largest single use today is the
printing of corrugated materials. Why?
Quality graphics have become increasingly
important for packaging and point-of-pur-
chase display products. Flexible packaging is
not far behind and continues to grow steadily
as the industry moves from paper to plastic
materials.
Other applications include household
paper products such as towels, tissues and
napkins as well as wall coverings. Flexo inks
are also replacing letterpress and offset types
in some newspaper operations and are also
used in commercial publication and book
printing. The total value of the flexo market,
as reported by the Printing Industries of
America, exceeds $54 billion. A breakdown
of the business segments is shown in Table 1.
END-USE QUESTIONS TO ASK
Packaging applications, in particular, have
created new demands for the properties and
performance of flexo inks as new materials,
printing technology, storage and shipping
requirements, nontraditional uses and gov-
ernment regulations have reached the mar-
ketplace.
It has become critical for the printed pack-
age to print well under different conditions,
e
A sampling of items
printed on various
substrates, including
polyethylene and
polyester films, foil,
metallized films,
oriented and coextruded
polypropylenes and
coated films.
e
B
O
B
’S
but to also withstand adverse storage and
shipping environments, satisfy a host of end-
use requirements, and maintain a fresh
appearance during consumer use.
The following questions apply when deter-
mining the ink and coating end-use require-
ments:
• How will the package be stored? Will it
be in a warehouse or outside?
• Will it be stretch-wrapped? The protec-
tion properties of the ink and/or varnish
must be tailored accordingly.
• Will the package be exposed to sunlight,
either directly or indirectly (such as
through a window)? The fade resis-
tance of the ink must be formulated to
withstand the amount of exposure.
• How will the package be handled
INK 7
f
Today, flexogrpahy
is widely used for
flexible and corrugated
packaging, folding
cartons, milk and other
liquid cartons, food and
rigid-plastic containers,
multiwall and paper
bags, tags and labels,
and gift wraps.
f
Table 1
ESTIMATED
MARKET % FLEXO $
$ IN BILLIONS FLEXO IN BILLIONS
Corrugated $20.0 75% $15.0
Folding Carton 8.0 20% 1.6
Flexible Packaging 16.0 75% 12.0
Labels 6.0 30% 1.8
Tag, Ticket, Tape 0.3 50% 0.2
Paper Bags, 3.0 95% 2.9
Multiwall Sacks
Gift Wrap 0.6 45% 0.3
Wallpaper 0.5 30% 0.2
Set-up Paperboard 0.4 20% 0.1
Boxes
TOTAL $54.8 62% $34.1
Source: 1996 Printing Industries of America.
SIZE OF FLEXO MARKET SEGMENTS
8 FLEXOGRAPHY: PRINCIPLES & PRACTICES
through the customer’s packaging and
shipping processes.
• What kind of conveyor system will
process the package and what type of
stacking pattern will be used? The
answers will determine the coefficient
of friction (COF) or slide angle needed
for the bag or box.
• What kind of exposure to the cus-
tomer’s materials will the print undergo,
either through migration or during fill-
ing of the product? The ink or varnish
will need to resist any product contact
that results.
• Will there be any moisture or possible
condensation to the package? If so, the
ink or coating must possess the neces-
sary water or humidity resistance.
• At what temperature will the customer’s
material be packed?
• How long will the package remain at
this temperature? The temperature con-
ditions will dictate the necessary heat-
or freeze-resistance required.
• What will be the shipping conditions
that the package must undergo?
• How will the printed material be
shipped and/or stored? These will deter-
mine the level of necessary rub- and
abrasion-resistance.
RANGE OF IMPORTANT
INK PROPERTIES
Durability and resistance requirements
and the increasing demand for products of
enhanced quality, have placed increasing
importance on the range of properties that
flexographic inks must offer. Among the
most significant ones are adhesion, color
strength, gloss, opacity, rub-resistance,
dimensional stability, mottle-free lay and
block resistance.
Other important properties are surface
tension, coefficient of friction, heat resis-
tance, sealability, solvent resistance, fade
resistance, odor control, and the ability to
satisfy Food and Drug Administration (FDA)
regulations for direct food contact and spe-
cific food additive uses.
MARKET SEGMENTS
The relative significance of the important
ink properties varies depending on the par-
ticular application. The applications can be
grouped by market segments which call for
specific end-use requirements.
Corrugated Materials
An ink-selection checklist for printing on
corrugated should cover such considerations
as stock, trap, anilox specification, press
design, image design, layout, and special
property requirements such as grease and
gloss skid resistance. These considerations
will apply for the most part in all the market
segments.
Corrugated printing generally falls into
one of three categories: brown box, mottled
white and bleached kraft, and high quality
display (Figure
g
).
Brown Box. End-use requirements are usually
not critical in printing the traditional corru-
gated natural kraft box. Historically, ink
selection is driven more by price than by
performance. Color exactness and strength
g
Corrugated printing
is either brown box,
mottled white (bleached
kraft) or high quality
display.
g

are not as important as economy of opera-
tion. The inks are generally standard GCMI*
colors that are suited to meet a variety of
printing equipment and bulk production
demands.
Mottled White/Bleached. Printing this kind of
corrugated board requires better quality inks
(having harder resins and faster drying sys-
tems) for higher-speed equipment to obtain
improved finish, dry rub resistance, and
other physical characteristics. They should
work well with photopolymer plates.
Printers seeking high quality results on these
stocks or natural kraft, using newer, high
speed equipment, will require inks that also
offer greater color fidelity and premium per-
formance properties, such as scuff resis-
tance. These inks are generally custom for-
mulated to provide specific functional prop-
erties, such as wax-bleed resistance. Bever-
age cartons require inks with a high coeffi-
cient of friction to provide skid-resistant
printed surfaces. They must also give clean,
sharp prints and dry quickly.
High Quality Display. The printed corrugated
box and other constructions are increasingly
being used as silent salespeople and point-of-
purchase (POP) display materials in retail
stores. They have led to a demand for a level
of quality that can compete with preprint
work.
Most of the work is done on mottled or
bleached stock and special high-holdout lin-
ers. The graphics are usually intricate and
may include process work, trapping, large
solids and fine type. The flexo ink used here
must usually provide high color intensity and
is often matched to custom spot colors. The
ink makes or breaks the job because it is
clearly the most visible part of the product.
As corrugated board becomes a decora-
tive product unto itself, in the form of boxes,
eye-catching display material, or upgraded
packaging in general; process printing is
being adapted to provide the desired high-
quality four-color results. It offers a full spec-
trum of colors as well as the lifelike repro-
duction of flesh tones.
High-solids flexo process inks have recent-
ly been developed to help deliver high-quali-
ty halftone work, usually on bleached or
clay-coated stock. Unlike standard corrugat-
ed inks, they must be highly transparent and
highly pigmented to afford proper hue and
low grayness, so that they can be applied at
the thin film levels needed for precise meter-
ing. They should possess a compatible sur-
face tension in relation to the anilox roll,
plate and substrate, and be formulated with
process colors (cyan, magenta, yellow, and
black) specifically for the unique printing
conditions that may exist at the time. In
preprint applications, the inks must also
exhibit the heat and rub resistance that will
withstand the heat and pressure of the sub-
sequent corrugating operation. Overprints
are employed to enhance gloss or sheen, as
well as rub resistance. The trend is to use
water-borne types with greater use of ultra-
violet-cured overprints for the higher end of
the market, such as display work.
Flexible Packaging
Printing of flexible packaging falls into a
number of subsections, including laminated
and retort pouches, candy wraps, merchan-
dise bags, potato chip bags, frozen food
bags, cheese wrap and bread bags. Flexo
inks for these applications must generally
exhibit the adhesion qualities and color
strength for corona-treated film and provide
sharp, clean print. For reverse printing, low
levels of paraffin wax and other additives in
the ink formulation are important, since
higher paraffin levels and lower surface
energy (dyne level) subsequently inhibit
adhesion and lamination bond strengths.
The inks should also possess high heat resis-
tance, typically above 3,500° F (1,770° C),
INK 9
* Glass Containers Manufacturers Institute, now known as the Glass Packaging
Institute.
10 FLEXOGRAPHY: PRINCIPLES & PRACTICES
and in some applications withstand boiling
water. Excellent wet-out to films provides
good ink-lay, smoothness, trapping and print
quality.
For surface printing, the inks should exhib-
it good scuff resistance, typically 1,000
Sutherland Rubs with a four-pound weight,
and high gloss. Gloss is especially important
in surface-printed packaging film and is cus-
tomarily accomplished by covering the ink
with a clear overprint. A typical good gloss is
60 to 70 at 600° F. Excellent gloss falls in the
70 and up range. For high-gloss, high-impact
product lines, inks are being overprinted with
UV and cationic lacquers to achieve superior
results. Overprints are used to add gloss to
the printed flexible package, protect the ink
from outside conditions, control the coeffi-
cient of friction so the package moves easily
though the production machinery, and build
barrier protection for the package contents.
The particular combination of properties
will depend upon the specific application.
Lightfastness is required to resist both fluo-
rescent store lighting and outside exposure
to sunlight. Pigment choice is critical in
avoiding degradation from UV wavelengths.
Personal care product film packaging has
its own set of requirements. Printed sham-
poo pouches that are stored in showers and
exposed to indirect and direct contact with
water, for example, obviously need to be
water and moisture resistant. They must
also withstand the chemical properties of
the cleaning product which can be more
deleterious to the printed film than mild
caustic soda.
Inks for food-packaging films must not
only satisfy FDA requirements, but also pos-
sess differing combinations of other proper-
ties depending upon the product and end
use. Among the properties needed are low-
odor levels, freeze-thaw stability, ice-water
crinkle resistance, grease resistance, scratch
resistance, different coefficient of friction
levels and block resistance.
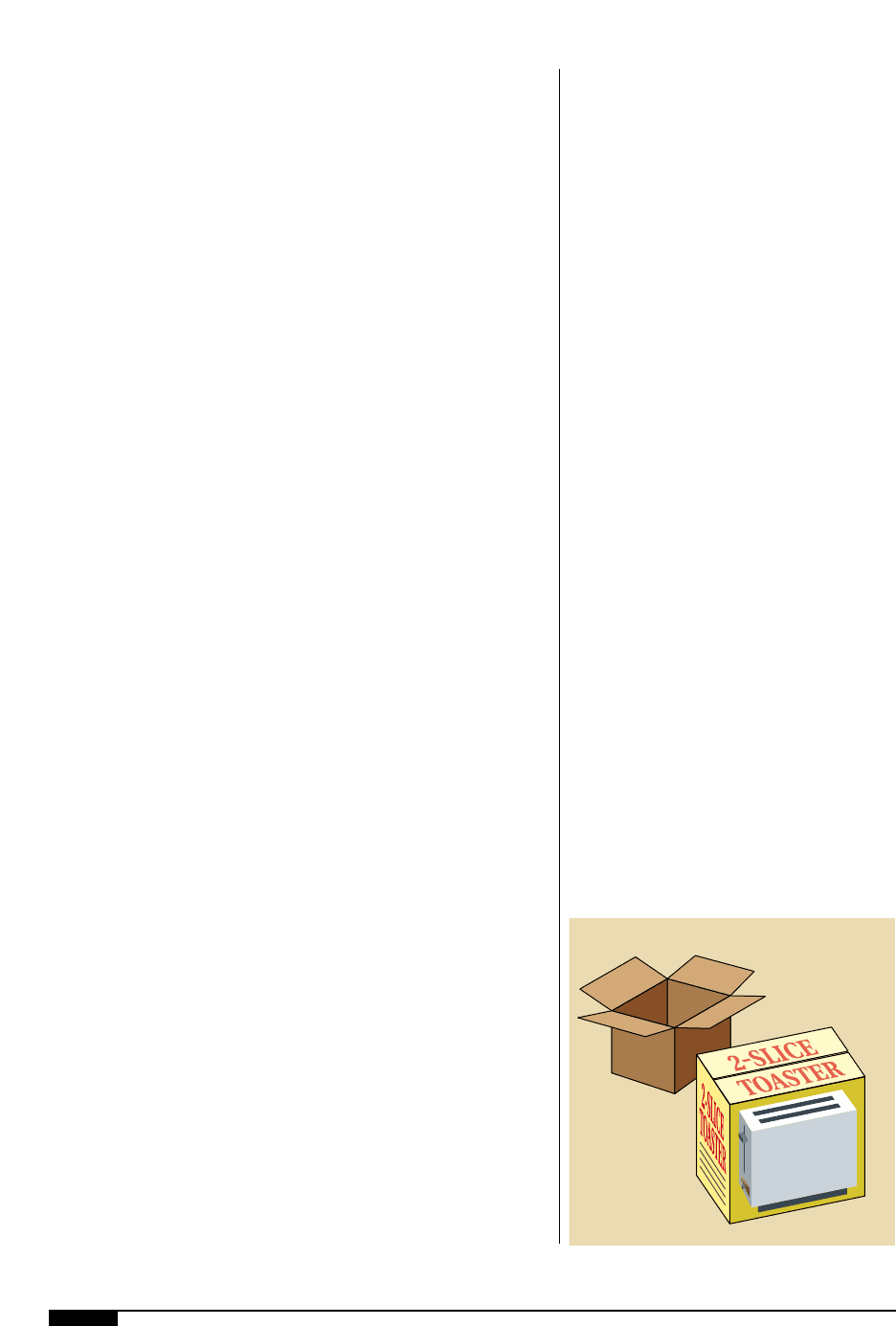
Folding Cartons
Inks for printing folding cartons, which is
a growing segment for flexography at the
expense of sheetfed offset and gravure, gen-
erally require high color intensity, fast-drying
properties, good gloss, plasticity and good
adhesion. They must print on clay-coated
paperboard, polyethylene and foil. Many of
their uses require resistance to chemicals,
grease, detergents, alkali, alcohol, heat and
water. Overprint protective coatings are uti-
lized to reinforce barrier properties at the
most vulnerable carton areas and provide
greater rub and scuff resistance.
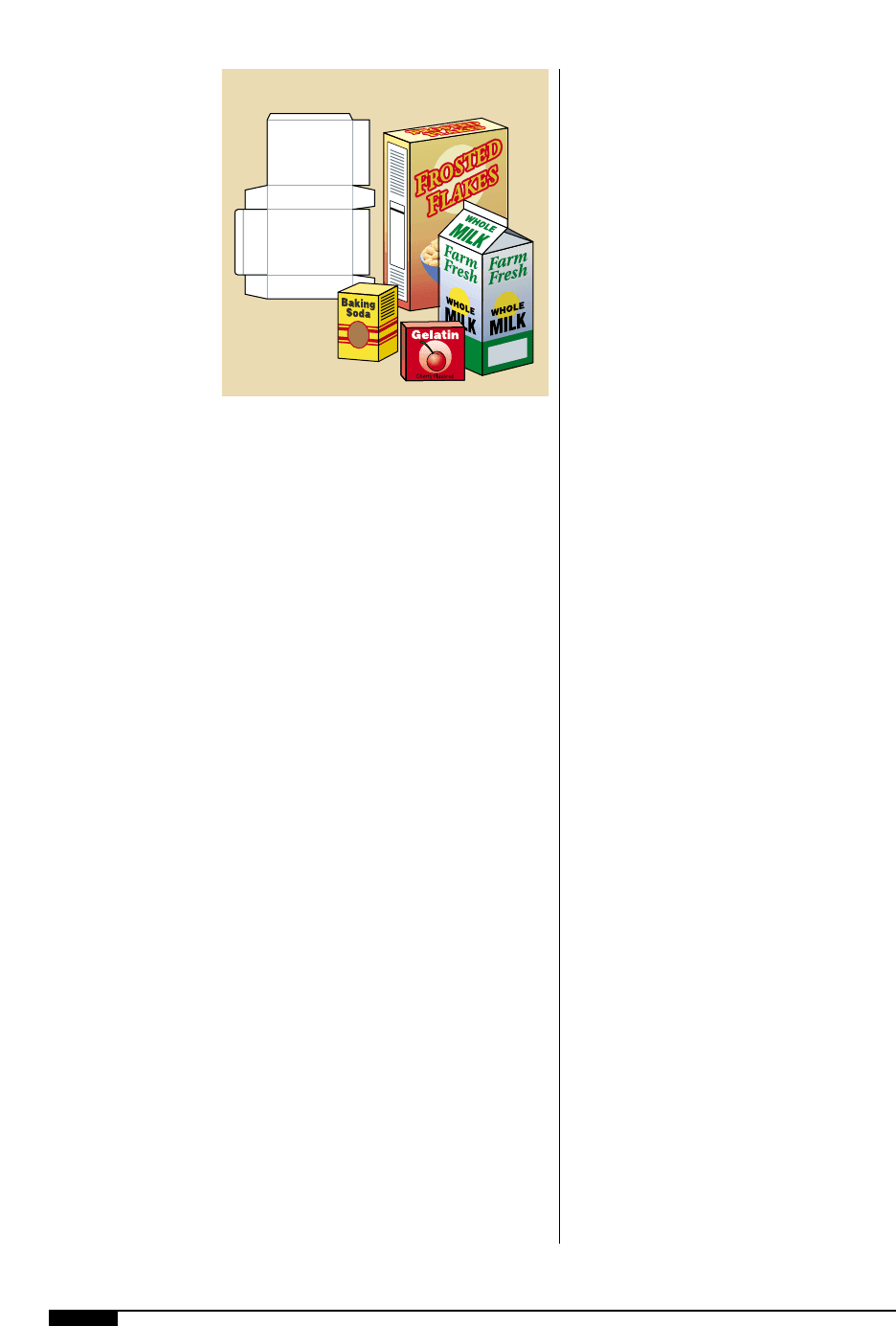
For fine-line printing, flexo process inks
are formulated to give high density and good
dot structure. They should also exhibit the
excellent color fidelity and color strength
suited to a wide spectrum of process color
jobs. They must also meet requirements for
color trapping (superimposition of color),
color sequence and ink viscosity (Figure
h
).
Metallic inks are available to provide bril-
liance, high gloss and clean prints.
Food Containers
Freedom from residual odor is critical for
flexo inks in terms of their ability to with-
stand product contact, satisfy FDA regula-
tions, and meet the many handling and stor-
h
Folding carton has
become a growing
segment in flexography,
and must meet
resistance to chemicals,
grease, detergents,
alkali, alcohol, heat and
water. The addition of
overprint protective
coatings provide
greater rub- and scuff-
resistance.
h
age conditions involved in distributing and
using these products.
Inks for printing milk cartons and other liq-
uid packaging, for instance, should not create
noticeable odors, contribute to off-flavors, or
be affected by conditions of high relative
humidity. Although water-borne inks are
inherently hygroscopic, aqueous flexo sys-
tems, that resist water and withstand the
soapy lubricants used on filling machinery,
have been developed. These properties must
not detract from their ability to print cleanly
on carton stock or provide the required wet-
rub resistance. They must also withstand
waxing, polyethylene extrusion and other
coating treatment which the stock undergoes.
Other printed food containers must meet
similar property requirements depending
upon their individual packaging, product
and end-use. Printed paper cups and plates,
and polystyrene foam stock also fall into this
category. Their inks should give sharp, clean
prints, a smooth nonabrasive, rub-resistant
finish, and should resist water and food con-
tact. Printed cups must also withstand the
heat of hot liquids and waxing or polyethyl-
ene extrusion.
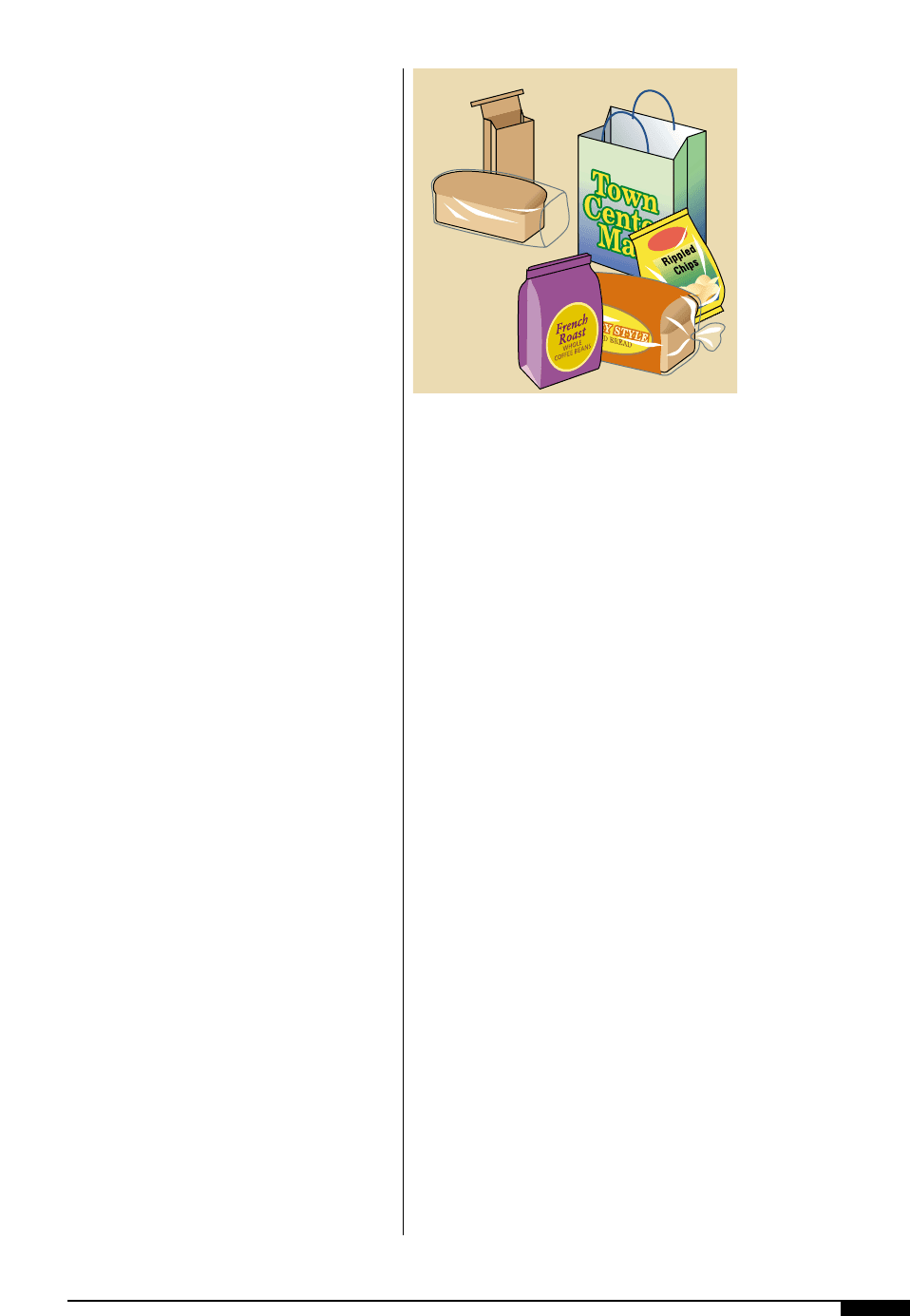
Multiwall/Paper/Plastic Bags
Multiwall sacks and paper bags have been
printed by flexography for many years. Like
corrugated materials, there is increasing
demand for better graphics and hence
improved inks and substrates that will give
brighter, smoother finishes. Plastic bags are
becoming increasingly important in this seg-
ment because they are cheaper and easier to
make. End-use requirements determine the
choice of ink for printing these bags for a
gamut of applications that range from lawn
product and pet food bags to grocery and
retail shopping bags (Figure
i
). For exam-
ple, inks for use on both clear and white
heavy-gauge multiwall polyethylene fertilizer
bags should be suited to both outside and
reverse printing. They should be resistant to
pine bark, compost and cow manure, as well
chemical blends of fertilizer. They should
also be scuff, fade and weather resistant.
For sugar bags, a prime requirement is good
scuff resistance against the abrading influence
of loose sugar crystals trapped between the
bags during shipment. Many sugar bag stocks
are made of strong bleached kraft and require
ink formulations that provide adequate
strength and color brightness for their
designs. A requirement for inks used to print
satchel-bottom sacks is resistance to “crack-
ing” in the reverse folds of the gusset.
Foods such as cookies and cereal products
contain cooking oils which migrate and soften
inks not modified to resist them. Inks must
resist the specific oils and greases in the prod-
uct to be packed. Some bagged products are
packed hot from the ovens. Inks for this kind
of application must have sufficient heat resis-
tance to prevent blocking of the bags during
the cool-down period.
Printing on potato chip, popsicle and ice
cream freezer bags usually require inks with
good light fastness and resistance to bleeding
and blocking in water, greases, waxes, oil and
most fats. On ice cream wraps and other bags
that receive subsequent molten wax or other
hot melt coatings, the inks must not prevent
sealing, and the colors must not bleed in the
molten wax or coating.
INK 11
i
End-use requirements
determine the choice of
ink for printing on
multiwall sacks or paper
bags. The gamut of
applications ranges
from lawn product and
pet food bags to grocery
and retail shopping
bags.
B
O
B
’S
i