Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.


Chapter
3
Continuous Casting Processes
and the Emergence
of
DSC
3.1
Introduction
The ability to produce useful solid metal components from the liquid state has
been
known
for thousands of years
with
several mass production processes
developed during the industrial revolution (Cossons 1987).
An
example of the
latter is the large-scale production of steel products which followed the
development of the Bessemer process in 1857
and
progressed rapidly thereafter.
Liquid steel
was
cast into cast iron moulds to produce ingots weighing
10
-
20
tonnes that were reheated in a soaking
pit
and
subsequently rolled in primary
mills to make intermediate products such as slabs, blooms
and
billets. Over the
past five decades, a
number
of industrial processes involving dynamic casting
techniques have been developed. These are termed continuous casting
processes
and
generally involve the pouring of molten metal into some type of
mould where a steady state is eventually reached
and
the material, in billet,
plate, strip
or
rod form, is
withdrawn
at
a given exit velocity
without
disruption
to the process.
An indicator of the progress in the development of continuous casting
compared
with
the earlier static processes is given in Figure
3.1
which shows
the key stages in the development of steel manufacturing technologies.
It
can
be seen that continuous casting of steel into slabs, billets
and
blooms first
appeared
in
the 1950's
and
gained ascendancy quickly over ingot casting.
These continuous casting routes have
now
developed into a mature industrial
technology
and
a very high percentage of the
world's
crude steel
and
63

64
Direct
strip
casting
of
metals
and
alloys
aluminium production is obtained through continuous casting. Continuously
cast slabs
and
billets are generally produced
in
thickness of
at
least
300
mm
and
subsequently
hot
rolled to make products such as plate, sheet
and
strip.
Liquid Steel (1800's)
Ingots
--.
Soaking Pits 1300·C
10-2Ot)
(C.1.
moulds 1
Conventional
Continuous
Casting
(1950's to present, > 90%
of
world
production of crude steel in 2005;
>1300
machines world-wide)
\
Thin
Slab
Casting
(1980's to present;
(>20 MUp.a.)
~
Mechanical Working
(Primary Mills)
1
Intermediate Products
(Slabs/Blooms/Billets)
1
Hot Rolling
Thermomechanical Processing 1
Direct
Strip
Casting
.....................
~~~~:~)
~~
(1990's to present)
____
..•.••.....•.
----...
.....
=:...-----
Finished Products
(SheeUPlate/Strip/Structurals)
Figure
3.1.
Key stages
in
the development of steel manufacturing technologies,
adapted from Manohar
et
al.
(2000).
A number of near-net-shape casting
(NNSq
technologies have attracted
worldwide attention following the successful application of direct strip casting
(DSq
over five decades ago
in
the aluminium industry. The interest lies
in
their potential for casting near-net-shape products that effectively minimises a
number of secondary processing steps. Figure
3.1
shows the evolution of
NNSC
in
the steel industry and how this interlinks
with
conventional
continuous casting
(Ccq
operations.
The evolution of various
NNSC processes for steel is given
in
Figure
3.2
which
shows the maturity of both CCC and
thin slab casting
(TSq.
DSC of steel is
also a key
NNSC technology
and
while
it
was also commercialised many years

Continuous
casting
processes
and
the
emergence
of
DSC
65
ago
in
the aluminium industry, Figure
3.2
shows that
it
is only now ready to
make a significant impact
on
steelmaking operations. Overall,
NNse
processes
have the capability of producing low-cost products,
but
there are various key
issues that need to be met in order to displace the more conventional casting
processes. A description of the main types of continuous casting processes and
their relative merits is outlined in the following sections.
Commercial~
Accepted
Industrial
Operation
Demonstrated
at
Industrial
Scale
Developed
at
Pilot
Plant
Scale
1990
91
92 93 94
95
Be
97 98 99 2000
Year
Figure
3.2.
Chronological evolution of
near
net
shape casting processes for steel (all
processes are
now
commercially acceptable), after Wolf
(1995).
3.2
Types of continuous casting processes
This section describes the main types of continuous
or
semicontinuous casting
processes used
in
the production of metals and alloys as slab, plate
or
strip
but
avoids a discussion of casting of other shapes. However, similar principles
often apply. For the production of sheet
and
strip products, there are several
continuous casting processes (Alberny
1980)
and these can be grouped
on
the
basis of the dimensions of the as-cast component
and
particularly the thickness
( d
T
)
of the material.
3.2.1 Casting
of
ingots and slabs
(d
T
>
100
mm)
3.2.1.1
Semicontinuous
casting
processes
A significant semicontinuous casting process, termed direct chill casting
(DeC),
was invented
in
the 1930's for wrought aluminium production,
and
by
the
1950's,
had
mostly replaced permanent mould production of large ingots (Eskin
et
al.
2004).
Although conventional
Dee
is
not
a true continuous casting
process, it is included here since many metals such as aluminium, magnesium
and
copper alloys are readily produced. Only a brief overview of
Dee
is given,

66
Direct
strip
casting
of
metals
and
alloys
but
more detailed treatments have been provided
by
Emley
(1976),
Polmear
(1995),
Jarrett
et
al.
(2003)
and
Eskin
et
al.
(2004).
The advantages of
Dee
include
good casting plant productivity, high quality ingots
and
flexibility
in
cast ingot
sizes.
Composition control
Fluxing
Composition control
Filtration
Degassing
Grain refinement
Solidification
Lubrication
Mould technology
RECYCLABLE
ALUMINIUM
FURNACE
CHARGE
CASTING
MASTER
ALLOYS
Melt cleanliness
Grain refinement
Hydrogen removal
Alkaline metal
reduction
CAST
STRUCTURE
Grain size
Cell size
Particle morphology
I
I • Microstructural
HOMOGENISATION r modification and
optimisation
Figure 3.3. Schematic representation of a typical direct chill casting process, after
Jarrett
et
al.
(2003)
(with
kind permission of Institute of Physics, UK).
An outline of a typical
Dee
process for aluminium ingot production is given
in
Figure 3.3.
It
involves both a melting
and
holding stage to generate the desired
alloy composition
and
to cleanse the melt of gases, oxides and other inclusions.
The metal is transferred to the caster via a launder where the molten metal
undergoes further treatments such as grain refinement, degassing and filtration.
Depending
on
the alloy and its grade
(§1.3.1),
a grain refiner is usually
added
at
" this stage. This ensures that a refined, equiaxed grain structure with a modified
second phase particle morphology is generated throughout the ingot.
In the actual casting stage, ingots are cast either
in
the horizontal
or
vertical
direction with the latter used most frequently
in
the production of wrought
aluminium
and
copper alloys. The vertical process involves pouring the molten

Continuous
casting
processes
and
the
emergence
of
DSC
67
alloy into one or more, fixed, water-cooled moulds having a retractable base
(Figure 3.4a). The mould is constructed of a thermally-conducting material
such as aluminium or copper. The ingot is produced
by
the formation of solid
metal
at
the mould wall during casting with solidification of the remainder of
the ingot occurring via spray cooling of the cross-section of the ingot below the
mould. The
Dee
process is efficient as it allows more than one ingot to be
produced
at
a time with ingot cross sectional dimensions for rolling stock of
up
to
600
mm
by
2000
mm
and length
up
to
10
m. The casting speed is in the range
50
to
150
mm/min which is dependent
on
alloy type
and
ingot size and is
optimised for both productivity and quality (Emley
1976).
The as-cast ingots
are transferred to homogenisation furnaces prior to further secondary
processing such as
hot
rolling, cold rolling
or
extrusion.
(a)
Water-cooled
copper mould
80
~
70
III
.~
60
OJ
050
Liquidus
Solidus
(b) *
Solidified
ingot
E40
111
'6
0>30
~
0>
~20
10L---------~--------~
Edge
Centre
Edge
Figure 3.4. (a) Casting
setup
in
vertical DCC
showing
the
mould,
solidifying
ingot
and
the
shape
of
the
liquid metal
sump;
(b) variation
in
grain
size across
the
cast section of a 500
mm
thick ingot.
Figure
3.5
shows
an
example of a horizontal
Dee
process that can be used in
the production of wrought aluminium alloy ingots of smaller dimensions.
Metal flows from a refractory-lined reservoir through a refractory orifice plate
into a short water-cooled mould. The process can be
run
continuously to
produce
n;ctangular-shaped ingots of at least
25
mm
in thickness
and
700
mm
in width
at
a casting speed of
0.1-1
m/min. In the horizontal process, control of
microstructure, notably grain size, is more difficult and maximum section
thicknesses are
-
650
mm
and cooling rates
in
the range
1-5
K/s. Nevertheless,
horizontal
Dee
can allow for continuous casting or, at least, semicontinuous
casting to lengths
up
to
30
m.

68
Direct
strip
casting
of
metals
and
alloys
Water spray
/'
-r-t.~
Solidified ingot
Figure
3.5.
Ugine system
for
horizontal
Dee
of
aluminium, after
Emley
(1976)
(with
kind permission
of
Institute
of
Materials, Minerals and Mining,
UK)
.
A potential problem associated with vertical
Dee
is the generation of irregular
surface ripples
on
the ingot
by
the stick-slip contact as
it
moves
past
the sides of
the mould in the initial stages of solidification. This often leads to surface tears
and
inverse segregation in the surface regions
and
may cause edge cracking
during subsequent rolling operations.
It
is therefore necessary to machine
(scalp) the surfaces of
Dee
ingots prior to rolling. Scalping may be avoided
by
casting
in
an
electromagnetic field which does
not
involve mould-metal contact
during the initial stages of solidification
and
generates a very smooth ingot
surface. The molten metal is contained
and
shaped
by
an
internally water-
cooled inductor which repels the liquid metal
and
prevents contact with the
sides of the mould. Electromagnetic containment is often
used
to cast ingots of
high density metals such as copper alloys
and
greatly improves the cast quality
as well as leading to excellent recovery
on
the
hot
mill since minimal surface
removal is required (Renschen
and
Lewis 1989).
Structure-processing
relationships
An understanding of the effect of processing variables
on
the development of
microstructure of
Dee
metals is important as the microstructure affects
downstream processing stages such as homogenisation (§2.4.1.3). There are a
number of well-established relationships between processing variables
and
microstructure for
Dee
metals. For aluminium, the
depth
of the liquid metal
sump,
f3,
in an ingot of circular cross section is given as (Eskin
et
al. 2004):
(3.1)
where V
ea
st
is the casting velocity, R the billet radius
and
A is a coefficient
depending
on
the thermo-physical parameters of the alloy
and
the temperature
Continuous
casting
processes
and
the
emergence
of
DSC 69
of the ingot surface. Hence,
an
increase in the casting speed results in
proportional deepening of the liquid
sump
as well as increasing the thickness of
the liquid
+ solid (mushy) zone (Eskin et
al.
2004).
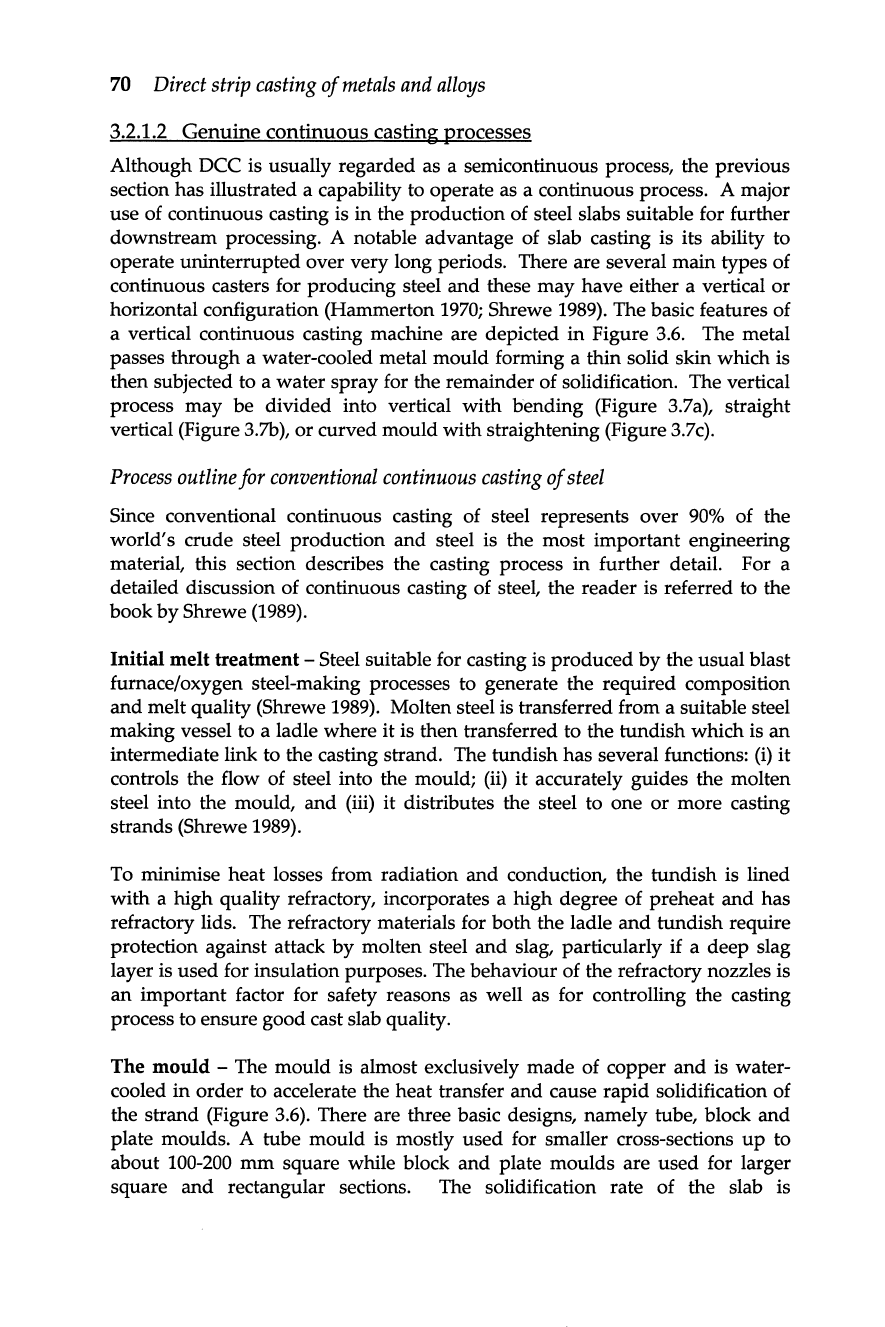
It
is also well-known that cooling rate in
Dee
affects the dendrite arm spacing
(A,)
in a manner similar to that given by
Eq.
2.37.,
Le.:
(3.2)
where n is a constant for a given alloy.
The grain size distribution across a
Dee
ingot depends
on
the grain
morphology generated during solidification. In high
purity
alloys, the
subsurface region exhibits fine equiaxed grains,
but
columnar growth can occur
further inside the ingot with coarse equiaxed grains in the central region, Figure
3.4b. Whether
or
not
these three zones are present in the ingot depends
on
the
type of alloy
and
casting conditions
(§2.3).
The addition of a grain refiner prior
to casting generates
an
equiaxed grain size equivalent to the dendrite arm
spacing.
Tundish
Water sprays
Solidifying slab
Water-cooled
mould
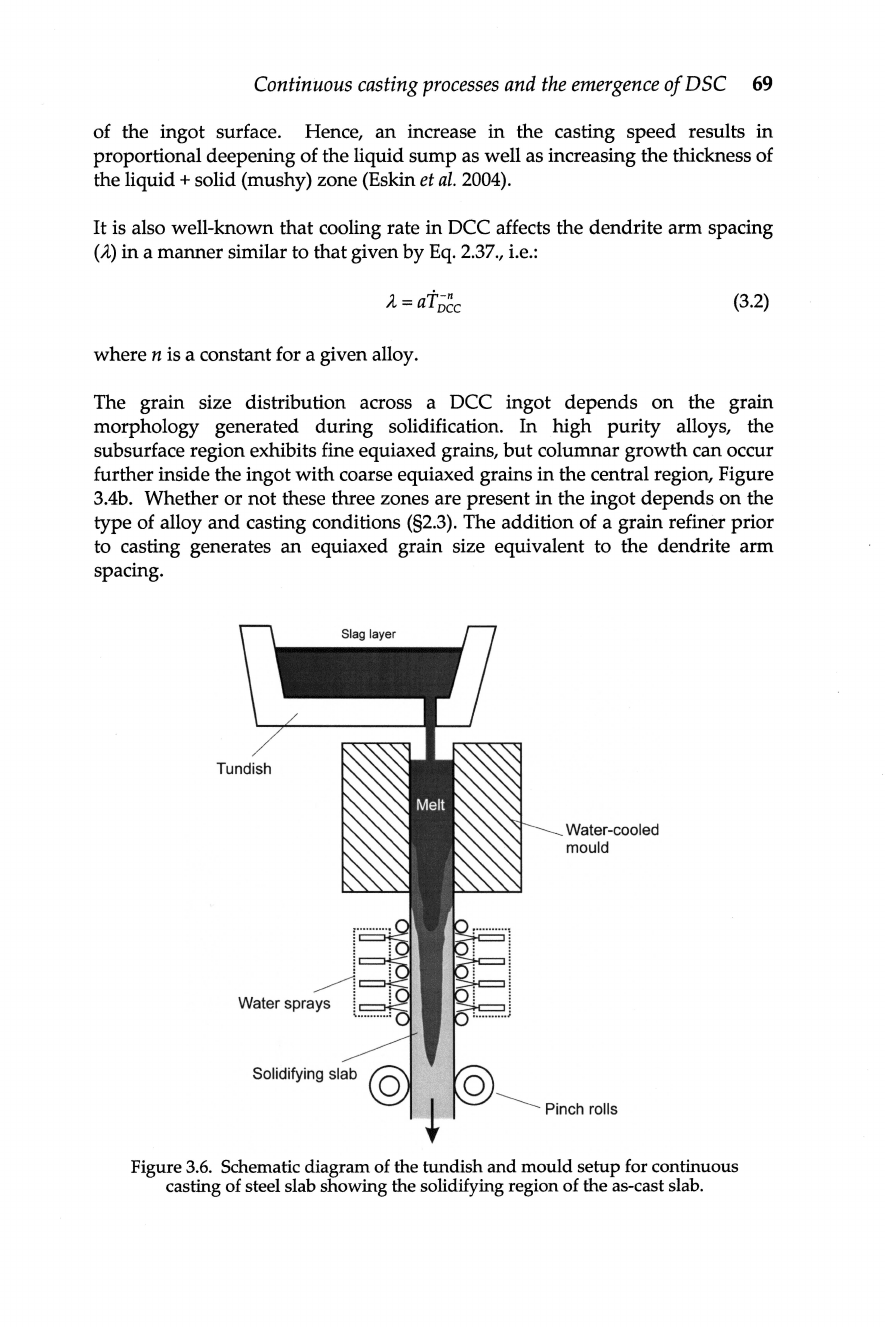
Figure
3.6.
Schematic diagram of the tundish
and
mould setup for continuous
casting of steel slab showing the solidifying region of the as-cast slab.
70
Direct
strip
casting
of
metals
and
alloys
3.2.1.2
Genuine
continuous
casting
processes
Although
Dee
is usually regarded as a semicontinuous process, the previous
section has illustrated a capability to operate as a continuous process. A major
use of continuous casting is in the production of steel slabs suitable for further
downstream processing. A notable advantage of slab casting is its ability to
operate uninterrupted over very long periods. There are several main types of
continuous casters for producing steel
and
these
may
have either a vertical
or
horizontal configuration (Hammerton
1970;
Shrewe 1989). The basic features of
a vertical continuous casting machine are depicted in Figure 3.6. The metal
passes through a water-cooled metal mould forming a thin solid skin which is
then subjected to a water spray for the remainder of solidification. The vertical
process may be divided into vertical
with
bending (Figure 3.7a), straight
vertical (Figure 3.7b),
or
curved mould with straightening (Figure 3.7c).
Process
outline
for
conventional
continuous
casting
of
steel
Since conventional continuous casting of steel represents over
90%
of the
world's
crude steel production
and
steel is the most important engineering
material, this section describes the casting process
in
further detail. For a
detailed discussion of continuous casting of steel, the reader is referred to the
book
by
Shrewe
(1989).
Initial melt treatment - Steel suitable for casting is produced
by
the usual blast
furnace/oxygen steel-making processes to generate the required composition
and
melt quality (Shrewe
1989).
Molten steel is transferred from a suitable steel
making vessel to a ladle where it is then transferred to the tundish which is
an
intermediate link to the casting strand. The tundish has several functions:
(i)
it
controls the flow of steel into the mould;
(ii)
it
accurately guides the molten
steel into the mould,
and
(iii) it distributes the steel to one
or
more casting
strands (Shrewe 1989).
To minimise heat losses from radiation
and
conduction, the tundish is lined
with
a
high
quality refractory, incorporates a high degree of preheat
and
has
refractory lids. The refractory materials for
both
the ladle
and
tundish require
protection against attack
by
molten steel
and
slag, particularly if a deep slag
layer is
used
for insulation purposes. The behaviour of the refractory nozzles is
an
important factor for safety reasons as well as for controlling the casting
process to ensure good cast slab quality.
The
mould
- The mould is almost exclusively
made
of copper
and
is water-
cooled in
order
to accelerate the heat transfer
and
cause
rapid
solidification of
the strand (Figure 3.6). There are three basic designs, namely tube, block
and
plate moulds. A tube mould is mostly
used
for smaller cross-sections
up
to
about
100-200
mm
square while block and plate moulds are
used
for larger
square
and
rectangular sections. The solidification rate of the slab is

Continuous
casting
processes
and
the
emergence
of
DSC
71
determined by the geometry of the mould, the cooling characteristics of the
steel and the rate of withdrawal from the mould.
Figure
3.7.
Continuous casting machines showing: (a) vertical with bending, (b)
straight vertical and
(c)
curved mould with straightening,
adapted from Hammerton
(1970).
Any given section size has a critical rate of withdrawal from the mould which,
if
exceeded, can result
in
so-called breakout where molten steel drains from
above the fracture and solidifies on to the superstructure in the secondary
cooling zone. The rate of withdrawal is also limited
by
the tendency of the
solidifying strand to stick to the mould wall, an occurrence which is minimised
by a reciprocating mould as well as by applying a lubricant to the mould walls
by various methods to generate a continuous thin
film along the mould wall.
The lubricant also contains a flux to prevent surface oxidation in the mould and
absorb non-metallic inclusions.

72
Direct
strip
casting
of
metals
and
alloys
Casting - Prior to casting, a
dummy
bar
of approximately the size
and
shape of
the slab is inserted into the base of the
mould
with
the head of the
dummy
bar
containing a key to allow it to attach to the solidifying steel. During casting, the
dummy
bar
is subsequently withdrawn to generate the slab. Here, steel flows
vertically
downward
from the tundish through the
open
mould where
sufficient heat is removed to develop a solid skin
on
the outer surface of the as-
cast steel (see Figure 3.6). The vertical movement is continued into a secondary
cooling zone where solidification of the core is completed
by
a combination of
radiation
and
water spray cooling. Below this zone the slab is gripped
by
sets
of withdrawal rolls which control its descent
and
move it continuously to
equipment for cutting to the required lengths.
Solidification microstructure - The CCC slab of
- 300
mm
x 1200
mm
usually
exhibits
an
as-cast structure consisting of a thin chilled layer, columnar grains
which have grown from the perimeter inward,
and
a central equiaxed zone
(§2.3.1). For low carbon steels the columnar grains
may
extend to
up
to three-
quarters of the distance to the centre depending
on
section thickness. Higher
carbon steels usually have a shorter columnar zone,
with
a correspondingly
larger central equiaxed zone. As the carbon content increases, the grain size of
both
the columnar
and
equiaxed zone becomes finer. There are also various
casting defects associated with CCC slab such as inclusions, porosity
and
segregation which requires the slab to be homogenised
and
extensively hot
worked to break
up
the cast structure and to generate
both
the external
dimensions
and
microstructure suitable for cold rolling into thin-gauge strip.
Downstream processes -
It
is necessary for as-cast slabs of a given length to be
homogenised
at
high
temperature
(>
-1200°C) prior to
hot
rolling to alleviate
the inhomogeneous structure produced
by
casting. There is, however, scope for
combining continuous casting
with
downstream processes
without
disrupting
the process. For example,
hot
charge rolling is a process where the as-cast slab
is maintained
at
elevated temperature prior to
hot
rolling. Alternatively,
hot
direct rolling is
an
in-line rolling process where the as-cast slab is rolled directly
after casting. Both processes result in a significant reduction in energy
consumption, efficient furnace utilisation, reductions in mill scale loss,
improved delivery performance, reduced slab handling
and
surface and
internal quality improvements (Kawakami 1988).
3.2.2
Thin
slab
casting
(10
nun
< d
T
< 100
nun)
Thin slab casting is a variation of the previously described process that differs
in the overall configuration of the caster, the dimensions of the as-cast slab
and
the microstructure produced
due
to differences in heat transfer characteristics
and
casting speed (Brimacombe
and
Samarasekera 1995). Thin slab casting is
the most mature of the
NNSC processes
and
is used mainly in the production of
aluminium, copper
and
iron alloys.