Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.

Continuous
casting
processes
and
the
emergence
of
DSC
93
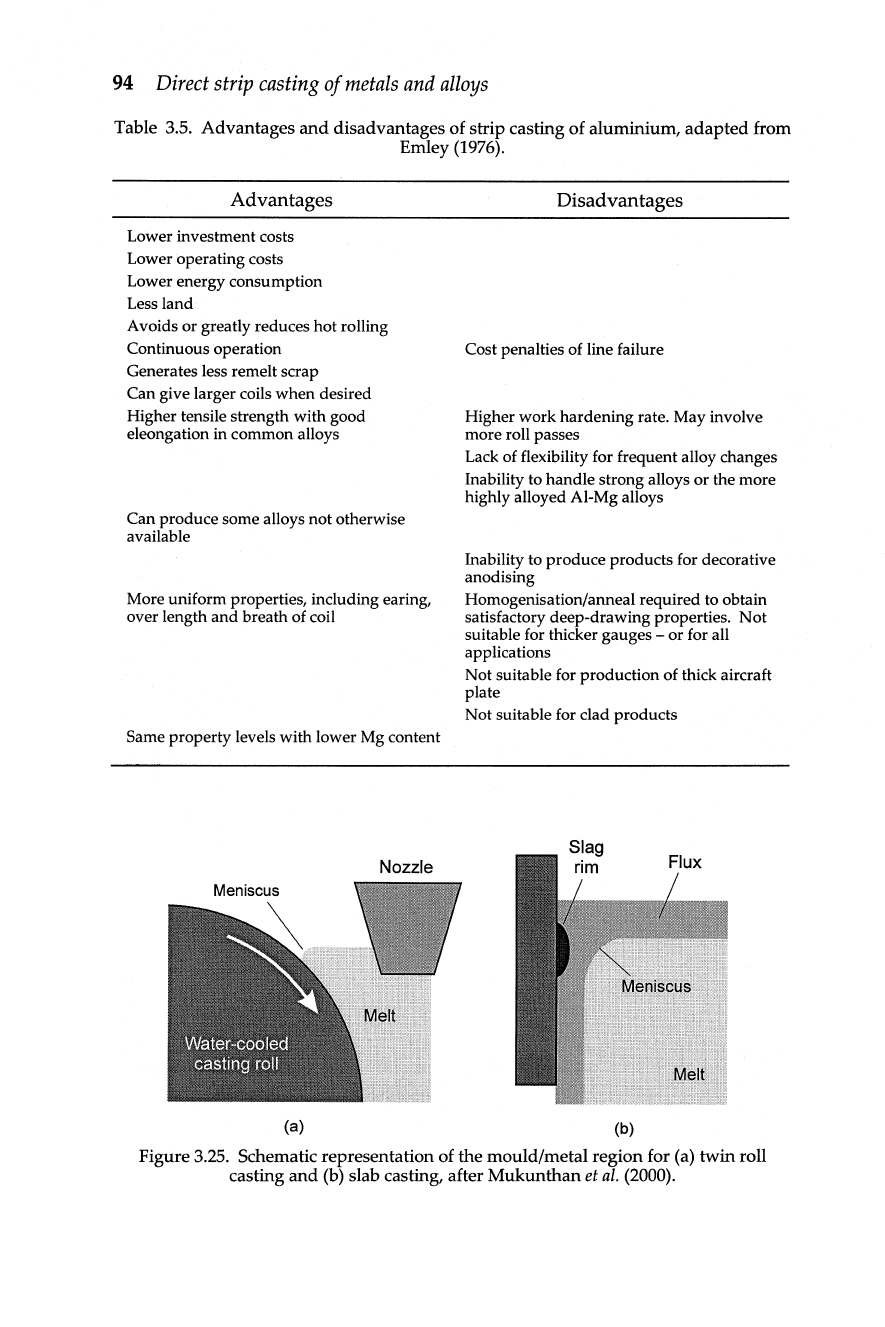
processes, the liquid metal is separated from the mould
by
a layer of liquid flux
(Figure 3.25b). Consequently, the rate of heat extraction during solidification is
considerably lower
in
both
CCC and
TSC
than in thin strip casting processes
(Table 3.4). Conventional casting therefore generates a relatively coarse grained
microstructure with one
or
more solidification zones (chill, columnar
or
central-
equiaxed), whereas melt quenching processes, which are
at
the extreme of the
cooling rates achievable, usually generate far-from-equilibrium crystalline
and
non-crystalline (amorphous) structures.
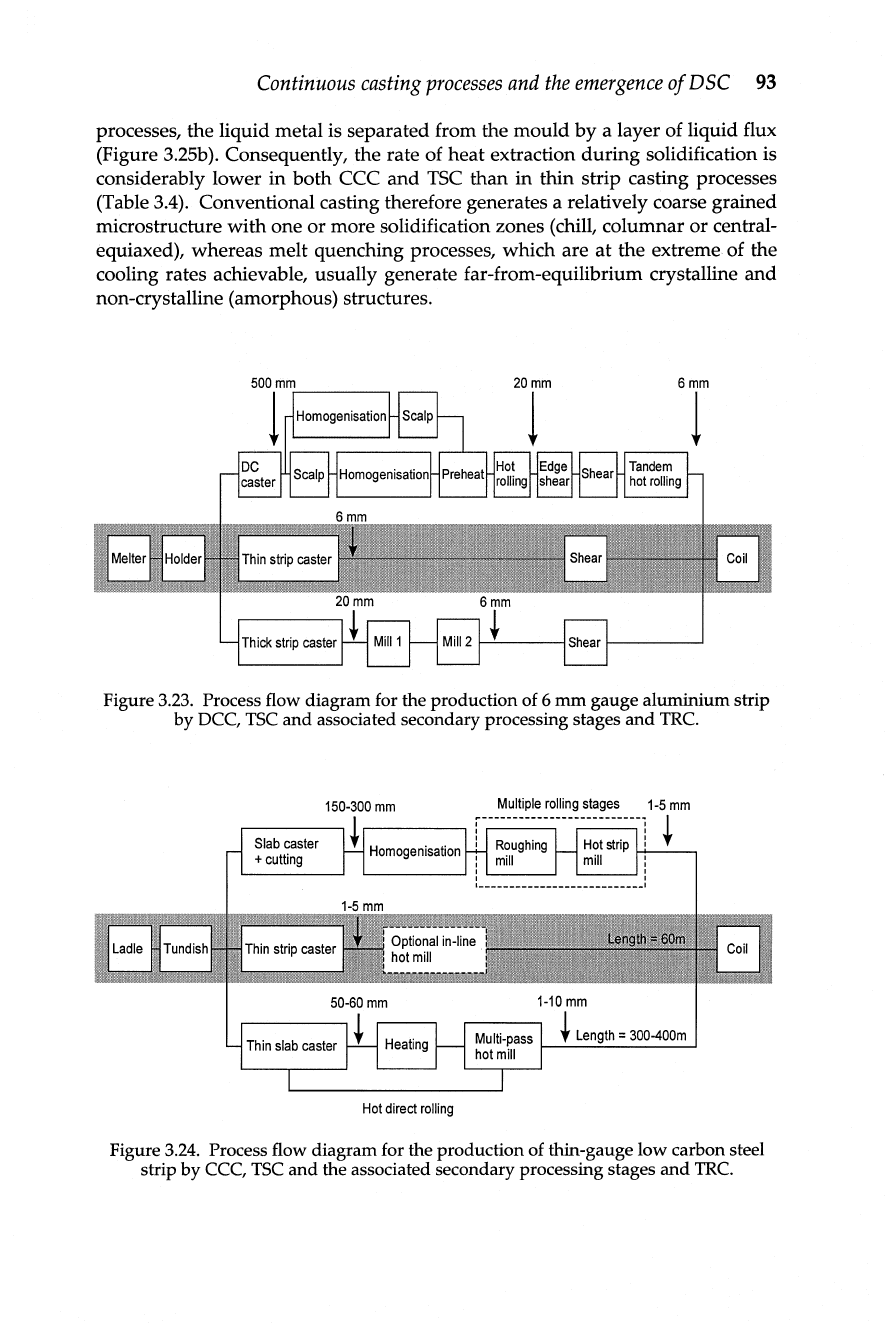
Figure 3.23. Process flow diagram for the production of 6
mm
gauge aluminium strip
by DCC,
TSC
and
associated secondary processing stages and
TRC.
150-300mm
Multiple
rolling
stages
1-5
mm
t
=
300-400m
Hot
direct
rolling
Figure
3.24.
Process flow diagram for the production of thin-gauge low carbon steel
strip
by
CCC,
TSC
and
the associated secondary processing stages and
TRC.
94
Direct
strip
casting
of
metals
and
alloys
Table 3.5. Advantages
and
disadvantages of strip casting of aluminium, adapted from
Emley
(1976).
Advantages
Lower investment costs
Lower operating costs
Lower energy consumption
Less land
Avoids or greatly reduces hot rolling
Continuous operation
Generates less remelt scrap
Can give larger coils
when
desired
Higher tensile strength with good
eleongation in common alloys
Can produce some alloys not otherwise
available
More uniform properties, including earing,
over length
and
breath of coil
Same property levels with lower Mg content
Nozzle
(a)
Disadvantages
Cost penalties of line failure
Higher work hardening rate. May involve
more roll passes
Lack of flexibility for frequent alloy changes
Inability to handle strong alloys
or
the more
highly alloyed Al-Mg alloys
Inability to produce products for decorative
anodising
Homogenisation/anneal required to obtain
satisfactory deep-drawing properties. Not
suitable for thicker gauges - or for all
applications
Not suitable for production of thick aircraft
plate
Not suitable for clad products
(b)
Figure
3.25.
Schematic representation of the mould/metal region for (a)
twin
roll
casting and
(b) slab casting, after Mukunthan et
al.
(2000).
Continuous
casting
processes
and
the
emergence
of
DSC
95
In light of the foregoing discussion, there are a
number
of notable advantages of
DSC
compared with conventional casting technologies, see
e.g.
Brimacombe
and
Samarasekera
(1994);
Cramb
(1995);
Thomas
(2003).
The DSC process:
[J
drastically reduces capital investment cost;
[J
uses a
much
smaller continuous caster;
[J
eliminates almost all of rolling;
[J
offers a
huge
process simplification;
[J
minimises scale losses (steel) to improve yield,
and
[J
uses recycled scrap
or
direct reduced iron processes (steel) that are more
earth friendly than conventional processes.
Some advantages
and
disadvantages associated
with
DSC of aluminium alloys
compared
with
DCC are summarised in Table
3.5.
It
is likely that most of the
points
in
this table
and
the preceding list will be applicable to direct strip
casting of other metals
and
alloys.
3.4.2 Economic viability of strip casting
Conventional casting into slabs or ingots
and
subsequent secondary processing
requires
an
expensive capital investment
but
an
operational
plant
is usually
highly efficient. To achieve the full economic benefits of DSC and, hence,
compete with other continuous casting processes,
it
is necessary to take into
account:
[J
initial investment cost;
[J
running costs;
[J
maintenance of the desired productivity,
and
[J
energy consumption.
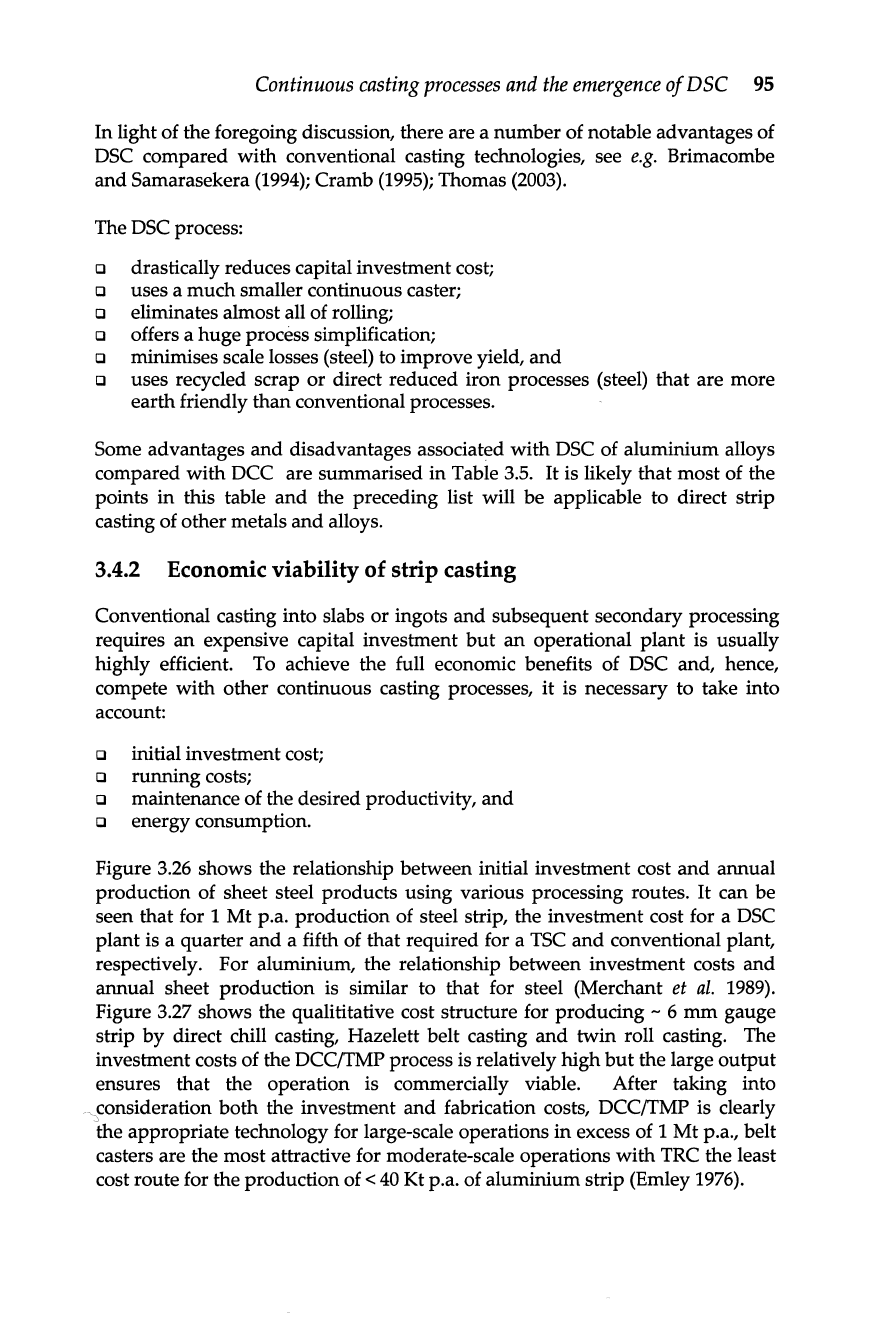
Figure 3.26 shows the relationship between initial investment cost
and
annual
production of sheet steel products using various processing routes.
It
can be
seen that for 1
Mt
p.a. production of steel strip, the investment cost for a DSC
plant is a quarter
and
a fifth of that required for a
TSC
and
conventional plant,
respectively. For aluminium, the relationship between investment costs
and
annual sheet production is similar to that for steel (Merchant et
al.
1989).
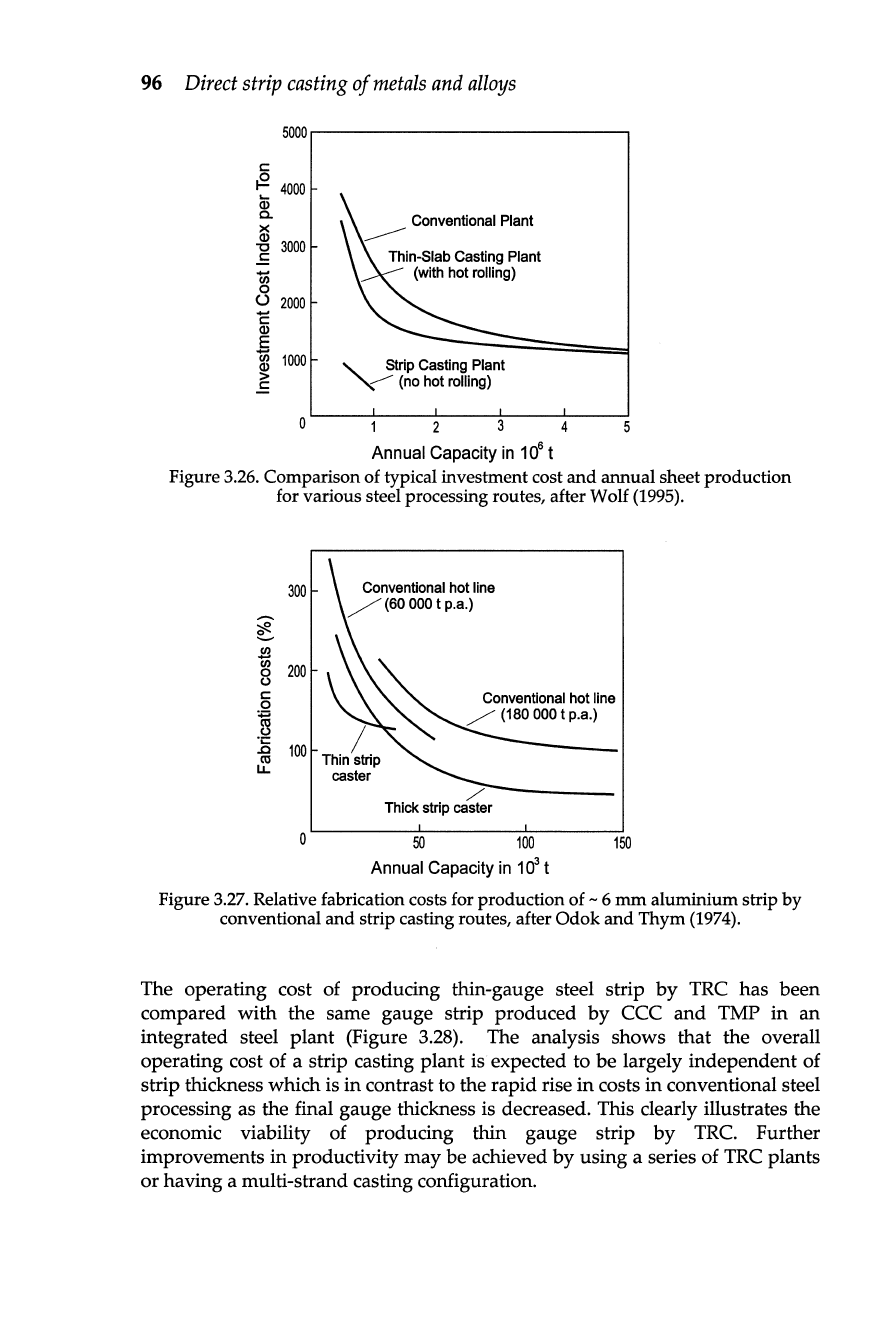
Figure 3.27 shows the qualititative cost structure for producing - 6
mm
gauge
strip
by
direct chill casting, Hazelett belt casting
and
twin roll casting. The
investment costs of the
DCC(fMP process is relatively high
but
the large
output
ensures that the operation is commercially viable. After taking into
.consideration
both
the investment
and
fabrication costs,
DCC(fMP
is clearly
the appropriate technology for large-scale operations
in
excess of 1
Mt
p.a., belt
casters are the most attractive for moderate-scale operations
with
TRC the least
cost route for the production of
<
40
Kt p.a. of aluminium strip (Emley
1976).
96
Direct
strip
casting
of
metals
and
alloys
c:
t2
....
(I)
Co
~
"C
.E
1ii
0
U
-
c:
(I)
.5
Ul
(I)
>
.E
5000
4000
Conventional Plant
3000
----
2000
1000
Y
Strip
Casting
Plant
(no
hot rolling)
o 1 2 3 4 5
Annual
Capacity
in
10
6
t
Figure
3.26.
Comparison
of
typical investment
cost
and annual sheet production
for
various steel processing routes, after
Wolf
(1995).
300
Conventional
hot
line
.......
/"
(60000 t p.a.)
t;e.
.......
J!l
Ul
200
8
c:
Conventional
hot
line
0
B
/
/"
(180000 t
p.a.)
.c:
.c
100
ca
Thin
sbip
LL
caster
/"
Thick strip caster
a
50
100 150
Annual
Capacity
in
1 0
3
t
Figure
3.27.
Relative fabrication
costs
for
production
of
- 6 mm aluminium strip by
conventional and strip casting routes, after
Odok and Thym
(1974).
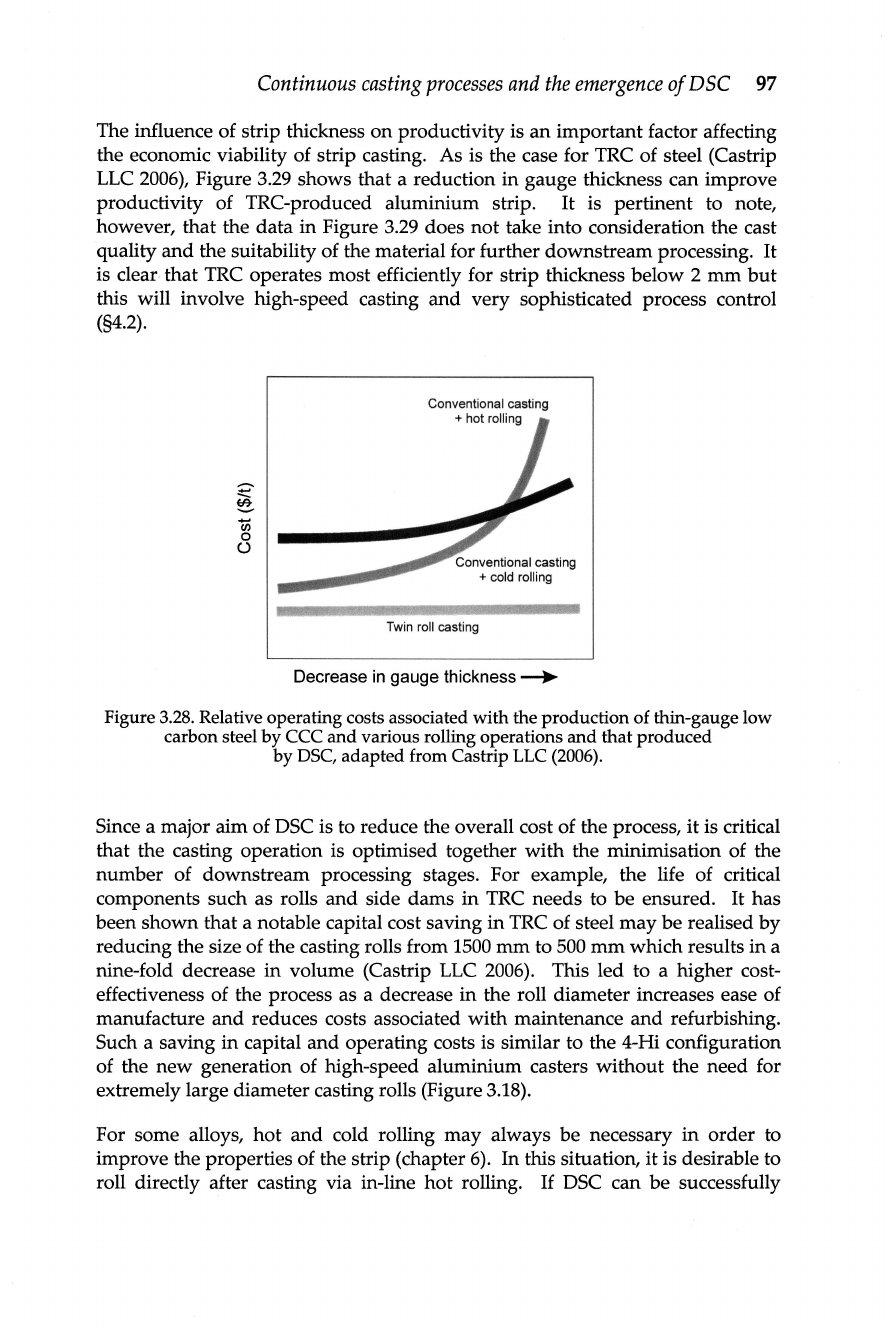
The operating cost of producing thin-gauge steel strip
by
TRC has been
compared with the same gauge strip produced
by
CCC
and
TMP
in
an
integrated steel plant (Figure
3.28).
The analysis shows that the overall
operating cost of a strip casting plant is expected to
be
largely independent of
strip thickness which is
in
contrast to the rapid rise
in
costs
in
conventional steel
processing as the final gauge thickness is decreased. This clearly illustrates the
economic viability of producing thin gauge strip
by
TRC. Further
improvements in productivity may be achieved
by
using a series of TRC plants
or
having a multi-strand casting configuration.
Continuous
casting
processes
and
the
emergence
of
DSC
97
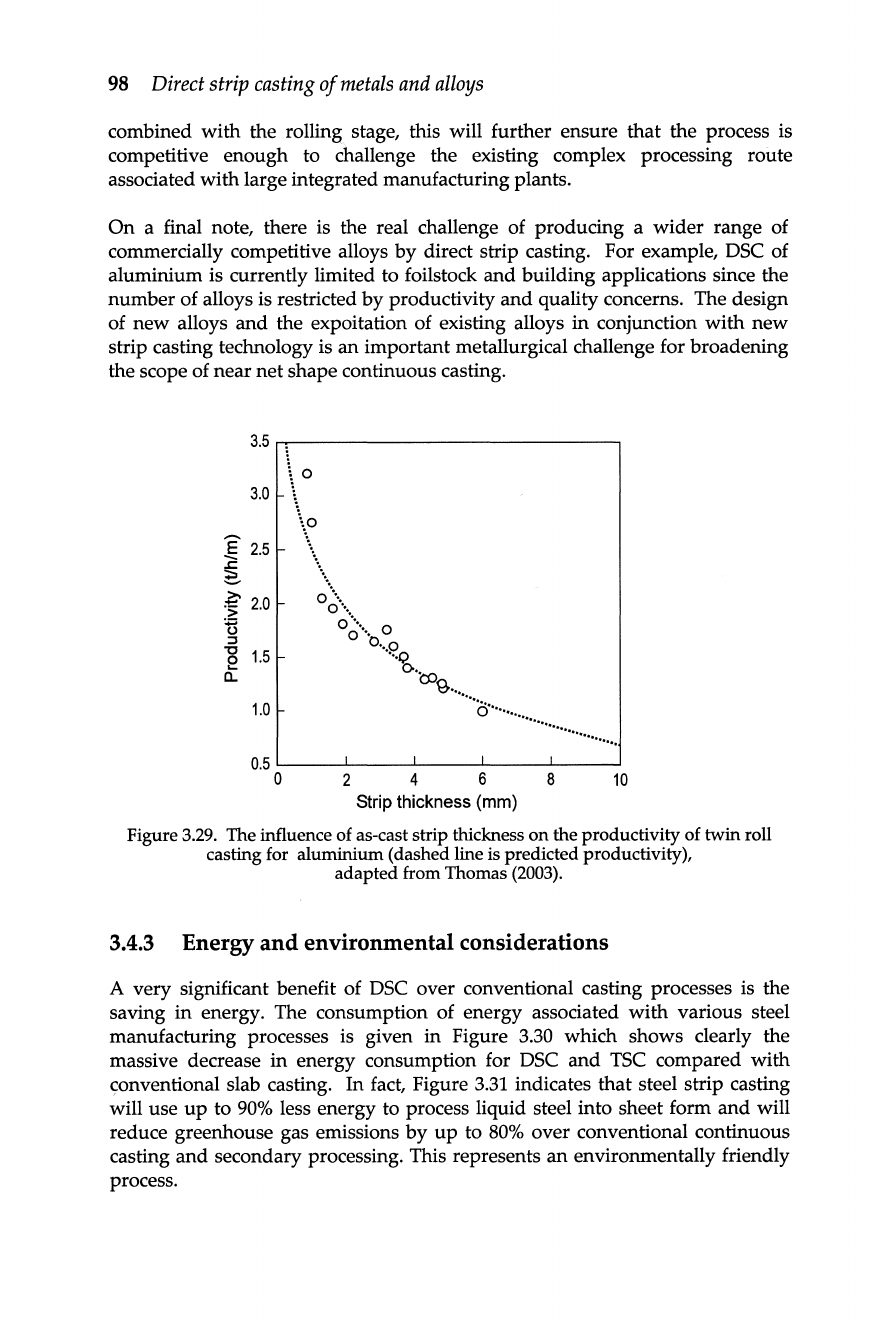
Ihe
influence of strip thickness
on
productivity is
an
important factor affecting
the economic viability of strip casting. As is the case for
IRC
of steel (Castrip
LLC
2006),
Figure 3.29 shows that a reduction in gauge thickness can improve
productivity of IRC-produced aluminium strip.
It
is pertinent to note,
however, that the data in Figure 3.29 does
not
take into consideration the cast
quality
and
the suitability of the material for further downstream processing.
It
is clear that
IRC
operates most efficiently for strip thickness below 2 rom
but
this will involve high-speed casting
and
very sophisticated process control
(§4.2).
Conventional casting
+ hot rolling
Twin roll casting
Decrease
in
gauge thickness
--..
Figure 3.
28.
Relative operating costs associated with the production of thin-gauge low
carbon steel by
CCC
and various rolling operations and that produced
by
DSC
, adapted
from
Castrip
LLC
(2006)
.
Since
a major aim of DSC is to reduce the overall cost of the process,
it
is critical
that the casting operation is optimised together
with
the minimisation of the
number of downstream processing stages. For example, the life of critical
components such as rolls
and
side dams in
IRC
needs to be ensured.
It
has
been shown that a notable capital cost saving in
IRC
of steel may
be
realised by
reducing the size of the casting rolls from 1500
mm
to 500
mm
which results
in
a
nine-fold decrease
in
volume (Castrip
LLC
2006)
.
Ihis
led to a higher cost-
effectiveness of the process as a decrease in the roll diameter increases ease of
manufacture
and
reduces costs associated
with
maintenance
and
refurbishing.
Such a saving in capital and operating costs is similar to the 4-Hi configuration
of the new generation of high-speed aluminium casters
without
the need for
extremely large diameter casting rolls (Figure 3.
18)
.
For some alloys,
hot
and
cold rolling may always be necessary in order
to
improve the properties of the strip (chapter
6)
. In this situation, it is desirable to
roll directly after casting via in-line
hot
rolling.
If
DSC can be successfully
98
Direct
strip
casting
of
metals
and
alloys
combined
with
the rolling stage, this will further ensure that the process is
competitive enough to challenge the existing complex processing route
associated
with
large integrated manufacturing plants.
On
a final note, there is the real challenge of producing a
wider
range of
commercially competitive alloys
by
direct strip casting. For example, DSC of
aluminium is currently limited to foilstock
and
building applications since the
number of alloys is restricted
by
productivity
and
quality concerns. The design
of new alloys
and
the expoitation of existing alloys
in
conjunction
with
new
strip casting technology is an important metallurgical challenge for broadening
the scope of near net shape continuous casting.
3.5
,-,----------------,
3.0
\
0
\~
]'
2.5
~
>-
'5
2.0
'.;
••....
0··
•..
ts
:J
~
1.5
a..
o~
....
0
0'.0
••••
Q
o'tQ
~
....
···0·
................................
.
1.0
0.5
'-------'-----'----'----'------'
o
2
4
6 8
10
Strip thickness (mm)
Figure 3.29. The influence of as-cast strip thickness
on
the productivity of
twin
roll
casting for aluminium (dashed line is predicted productivity),
adapted from Thomas
(2003).
3.4.3 Energy and environmental considerations
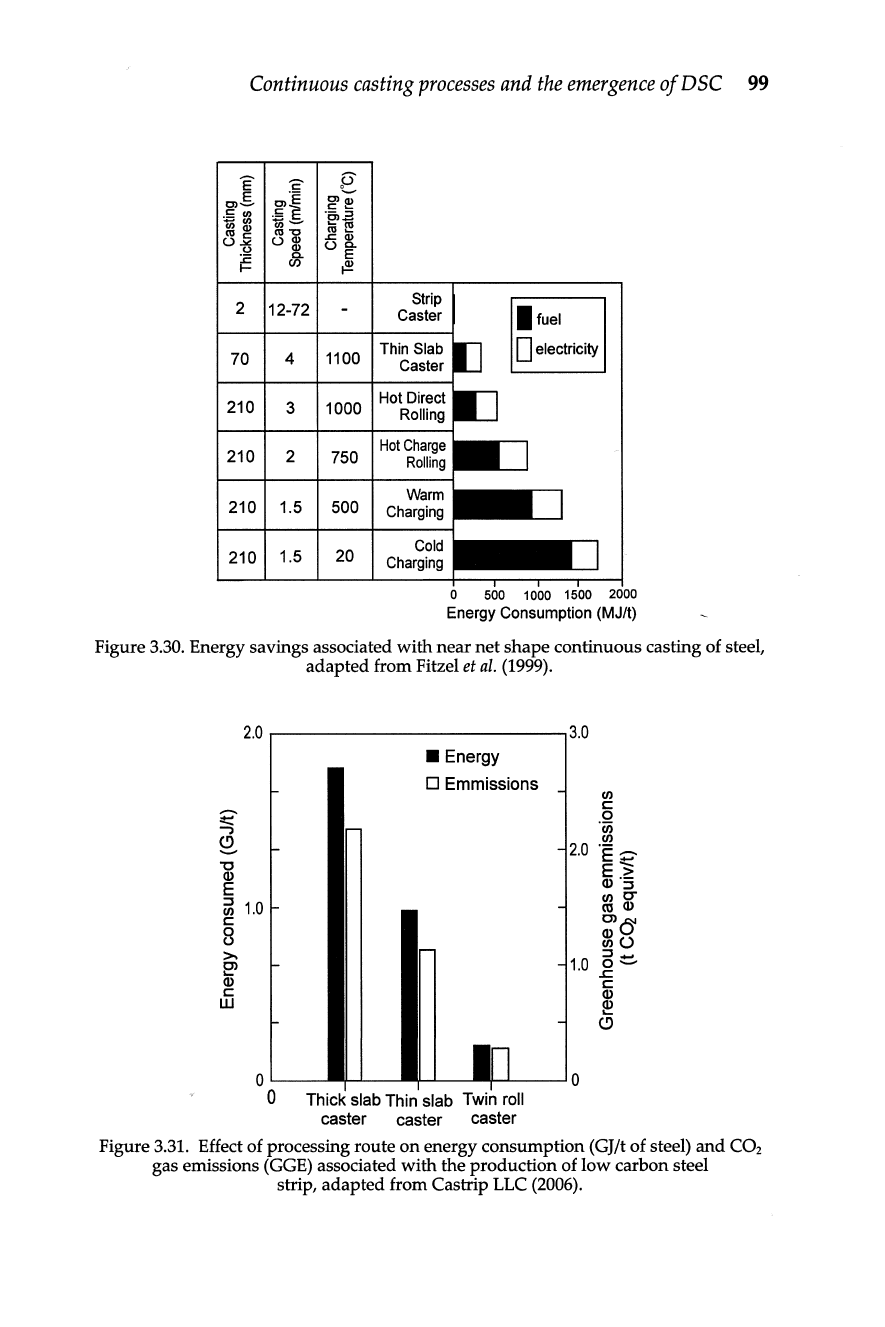
A very significant benefit of
DSC
over conventional casting processes is the
saving in energy. The consumption of energy associated
with
various steel
manufacturing processes is given in Figure
3.30 which shows clearly the
massive decrease in energy consumption for DSC
and
TSC
compared
with
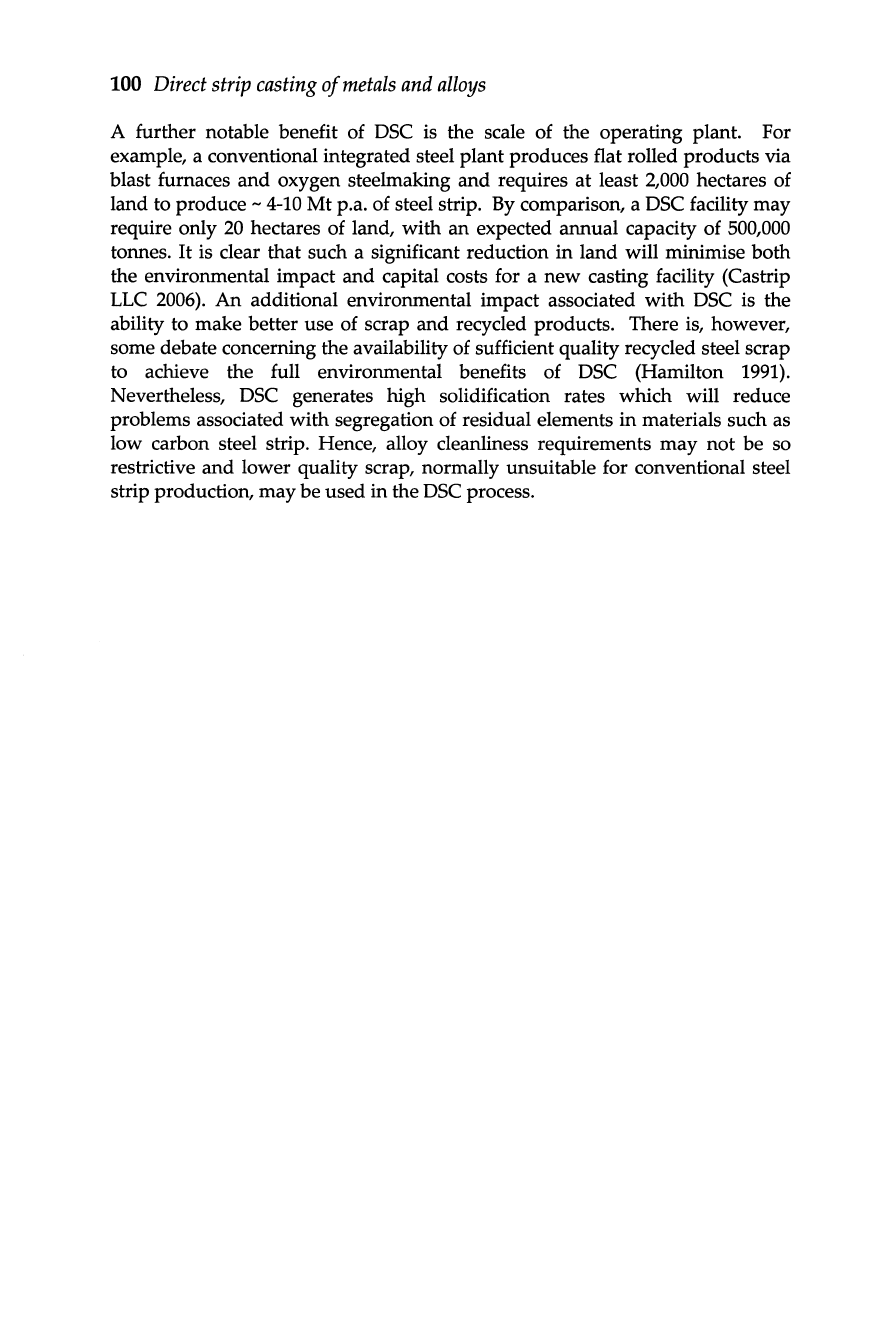
conventional slab casting. In fact, Figure
3.31
indicates that steel strip casting
will use
up
to
90%
less energy to process liquid steel into sheet form
and
will
reduce greenhouse gas emissions
by
up
to
80%
over conventional continuous
casting
and
secondary processing. This represents
an
environmentally friendly
process.
Continuous
casting
processes
and
the
emergence
of
DSC
99
E
'2
p-
OlS
c>'E
~~
~~
.5E
.~~
1ii~
",41
t'31j
u~
"<:41
uc.
:E
c%
E
I-
~
2
12-72
70
4
1100
210
3
1000
210
2
750
210
1.5
500
210
1.5
20
Strip
Caster
Thin
Slab
Caster
Hot Direct
Rolling
Hot
Charge
Rolling
Warm
Charging
Cold
Charging
• fuel
D electricity
•
•
--
0
500
1000
•
1500
2000
Energy Consumption (MJ/t)
Figure 3.30. Energy savings associated with near
net
shape continuous casting of steel,
adapted from Fitzel
et
al.
(1999).
~
"'")
(!)
-
'0
Q)
E
:::J
II)
I::
8
»
~
Q)
I::
W
2.0
,....-------------.3.0
• Energy
o Emmissions
1.0
II)
I::
o
'gj
2.0
'E--
:!:::
E.2:
Q):::J
13:6
"C1J(J
~()
:::J_
1.0
,g-
I::
~
(!)
o 0
o Thick slab Thin slab Twin roll
caster caster caster
Figure 3.31. Effect of processing route
on
energy consumption
(GJ/t
of steel)
and
CO
2
gas emissions (GGE) associated with the production of
low
carbon steel
strip, adapted from Castrip LLC
(2006)
.
100
Direct
strip
casting
of
metals
and
alloys
A further notable benefit of DSC is the scale of the operating plant. For
example, a conventional integrated steel plant produces flat rolled products via
blast furnaces
and
oxygen steelmaking and requires
at
least 2,000 hectares of
land to produce
-
4-10
Mt
p.a. of steel strip.
By
comparison, a DSC facility may
require only
20
hectares of land,
with
an expected annual capacity of 500,000
tonnes.
It
is clear that such a significant reduction
in
land will minimise both
the environmental impact
and
capital costs for a
new
casting facility (Castrip
LLC 2006).
An
additional environmental impact associated
with
DSC is the
ability to make better use of scrap
and
recycled products. There is, however,
some debate concerning the availability of sufficient quality recycled steel scrap
to achieve the full environmental benefits of
DSC (Hamilton 1991).
Nevertheless,
DSC generates high solidification rates which will reduce
problems associated
with
segregation of residual elements in materials such as
low carbon steel strip. Hence, alloy cleanliness requirements
may
not
be so
restrictive
and
lower quality scrap, normally unsuitable for conventional steel
strip production,
may
be used in the
DSC
process.
4.1
Introduction
Chapter
4
DSC
Process
Variables
and
Cast
Strip
Quality
The previous chapter describes various continuous casting processes, the
emergence of direct strip casting
(DSC)
and
compares this
and
the other
processes,
with
particular reference to the economic
and
environmental
constraints that will affect the commercial viability of
DSC. This chapter
outlines some of the more important process variables associated
with
strip
casting
and
shows
how
certain casting variables influence heat flow
during
casting
and
the solidification behaviour of the strip. A brief overview of the
important area of cast strip quality is also given.
4.2 Overview
of
process control in strip casting
Direct strip casting is a much simpler process than the more conventional
continuous casting routes since a
number
of secondary processing stages are
minimised or eliminated completely (Figures 3.23
and
3.24). However, DSC
involves high casting speeds and,
due
to thickness constraints associated with
the process, there is reduced scope to modify the as-cast microstructure
and
improve strip quality. To ensure that a strip caster operates efficiently, a well-
controlled casting process is of
paramount
importance.
Twin
roll
casting
The
TRC
process is
an
established mode of strip casting for steel and
aluminium
and
is
under
development for magnesium
and
other metals. The
process of strip formation
by
TRC
is extremely rapid and, for the case of steel,
101
102
Direct
strip
casting
of
metals
and
alloys
the time for the outer shell of the as-cast strip to thicken to
0.2
mm
is of the
order
- 0.02s with complete solidification occurring in less than a second.
Therefore, process control technology
must
be
highly sophisticated and include
an
automated starting procedure, a precise level control
at
the meniscus of the
pool, methods to monitor and control the strip thickness, roll separation force
and thermal roll expansion (Legrand
et
al.
1997).
Because any change to one
or
more parameters in the operating procedure
must
activate rapid changes to
various other process parameters, these variables are controlled concurrently
by a feed-back, feed-forward type of strategy. For example, if the pool height
in the mould of a twin roll caster is suddenly increased, the roll speed
must
be
varied to produce a constant strip thickness. Cramb
(1995)
has pointed
out
that
such a stringent requirement in process control.eliminates
human
intervention
with completely automatic strip casters necessary for successful operation.
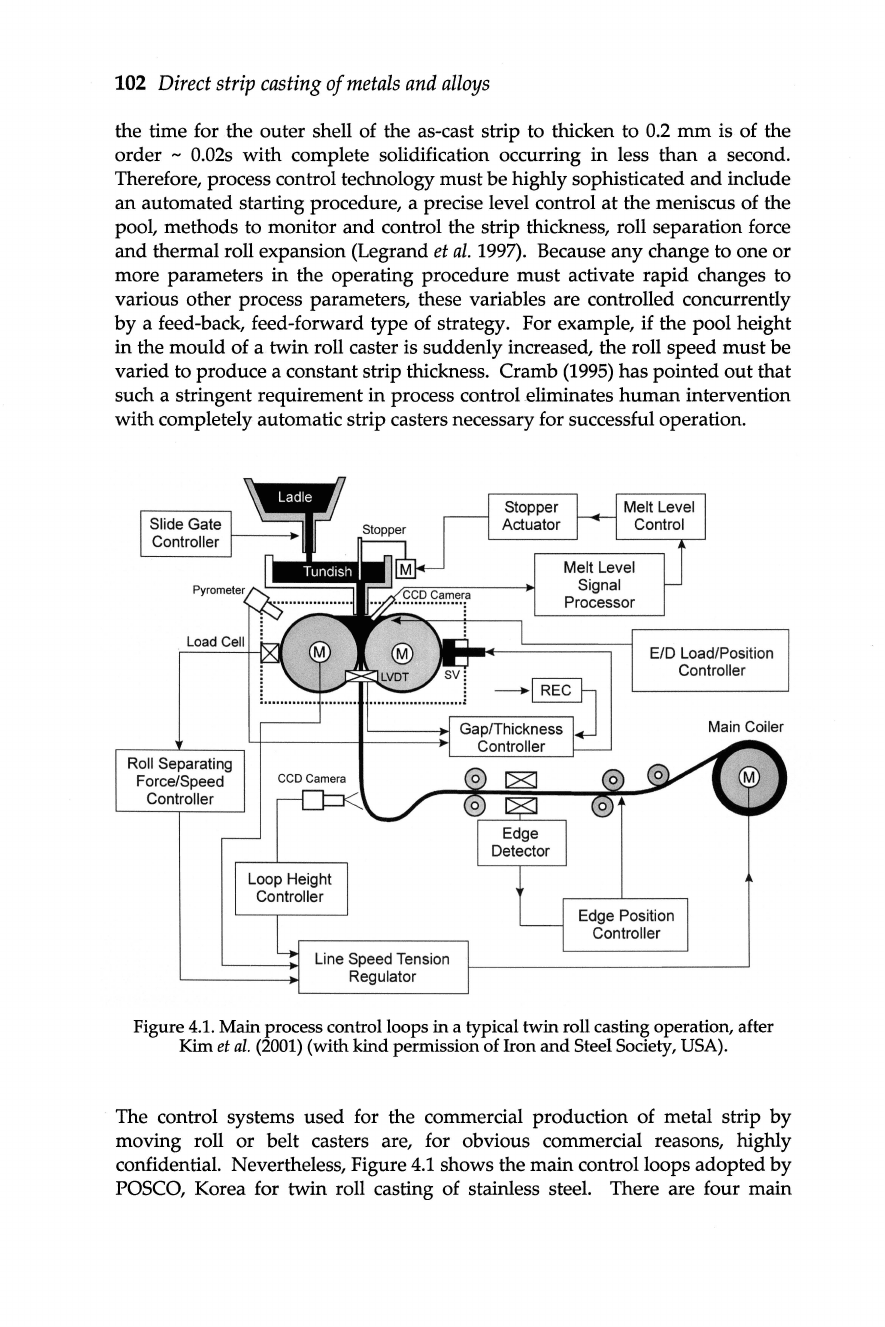
Roll Separating
Force/Speed
Controller
Line Speed Tension
Regulator
Melt Level
Signal
Processor
E/D Load/Position
Controller
Edge Position
Controller
Figure 4.1. Main process control loops in a typical
twin
roll casting operation, after
Kim
et
al.
(2001) (with kind permission of Iron
and
Steel Society, USA).
The control systems used for the commercial production of metal strip by
moving roll
or
belt casters are, for obvious commercial reasons, highly
confidential. Nevertheless, Figure
4.1
shows the main control loops adopted by
POSCO, Korea for twin roll casting of stainless steel. There are four main