Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.

DSC
process
variables
and
cast
strip quality 103
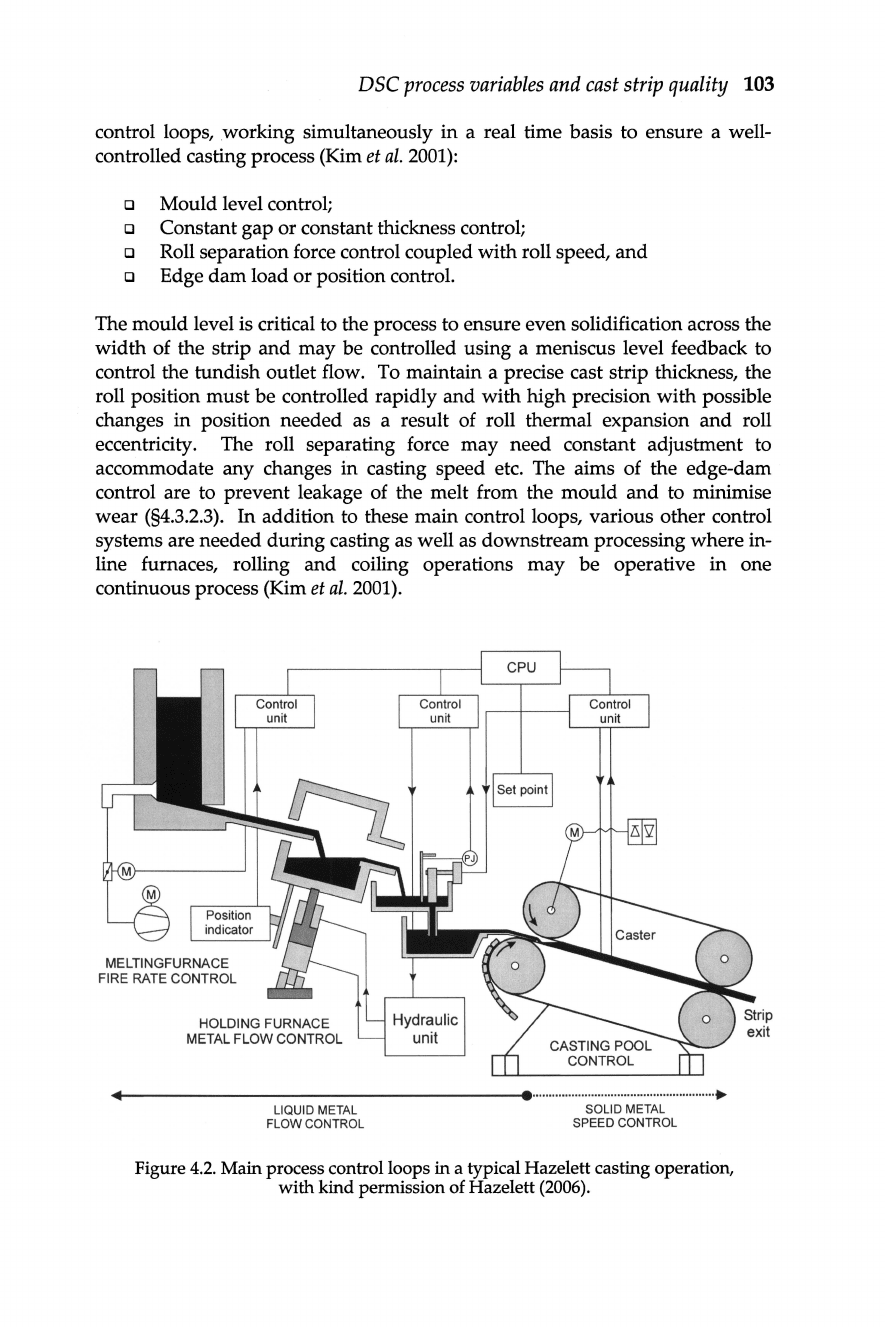
control loops, working simultaneously in a real time basis to ensure a well-
controlled casting process (Kim
et
al.
2001):
[J
Mould level control;
[J
Constant gap or constant thickness control;
[J
Roll separation force control coupled
with
roll speed,
and
[J
Edge
dam
load or position control.
The mould level is critical to the process to ensure even solidification across the
width
of the strip
and
may be controlled using a meniscus level feedback to
control the tundish outlet flow. To maintain a precise cast strip thickness, the
roll position
must
be controlled rapidly and
with
high
precision
with
possible
changes in position needed as a result of roll thermal expansion
and
roll
eccentricity. The roll separating force
may
need constant adjustment to
accommodate any changes in casting speed etc. The aims of the edge-dam
control are to prevent leakage of the melt from the mould
and
to minimise
wear (§4.3.2.3). In addition to these main control loops, various other control
systems are needed during casting as well as downstream processing where in-
line furnaces, rolling
and
coiling operations
may
be operative
in
one
continuous process (Kim
et
al
. 2001).
HOLDING FURNACE
METAL
FLOW CONTROL
...
41--------------------
....
........
··
..
..........
..
·
....
·
...
·
..
·
....
··
...........
.
LIQUID METAL
FLOW CONTROL
SOLID
METAL
SPEED CONTROL
Figure 4.
2.
Main process control loops in a typical Hazelett casting operation,
with kind permission of Hazelett
(2006)
.
104
Direct
strip
casting
of
metals
and
alloys
Twin
belt
casting
The control system of the Hazelett-type strip caster is similar in complexity to
the twin roll process, although control of the process is slightly less critical
since the strip produced is considerably thicker. This provides enough scope
for downstream processing to reduce the strip to the required thickness
and
improve both its internal and surface integrity. Figure 4.2 is a schematic
diagram of a typical Hazelett belt caster showing the various control systems
in
operation; these may be divided into liquid metal flow control
and
solid metal
feed control. Similarly to
lRC,
this process delivers molten metal
in
a highly
controlled manner into the counter-rotating belts (mould) to produce the
solidified strip; the casting process is often linked to further downstream
annealing, rolling, shearing and coiling facilities, as shown in Figure 3.22.
4.3 Important process variables in DSC
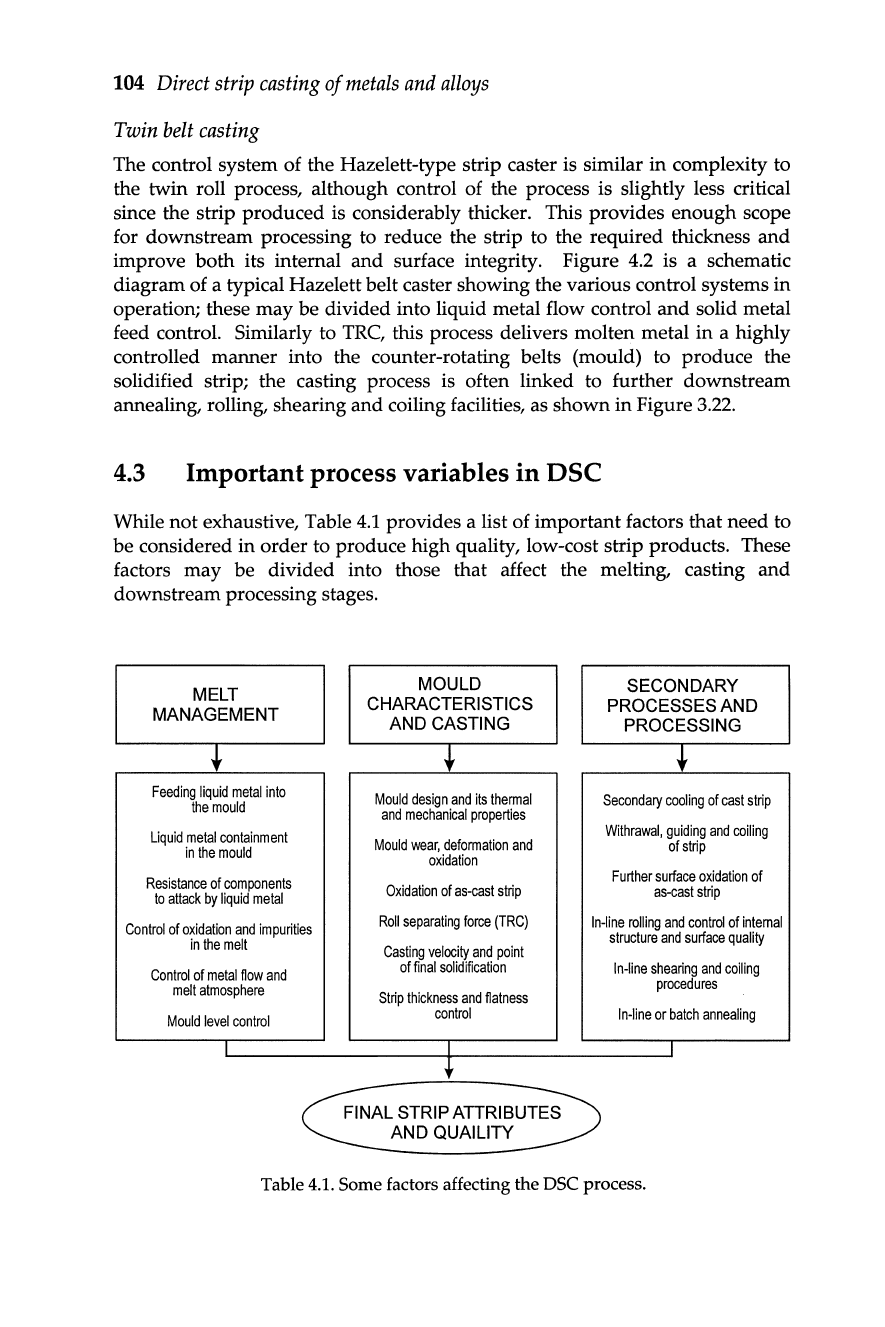
While
not
exhaustive, Table
4.1
provides a list of important factors that need to
be considered
in
order to produce high quality, low-cost strip products. These
factors may be divided into those that affect the melting, casting and
downstream processing stages.
MELT
MOULD
SECONDARY
MANAGEMENT
CHARACTERISTICS
PROCESSES
AND
AND
CASTING
PROCESSING
t t t
Feeding
liquid
metal
into
Mould
design
and
its
thermal
Secondary
cooling
of
cast
strip
the
mould
and
mechanical
properties
Liquid
metal
containment
Mould
wear,
deformation
and
Withrawal,
guiding
and
coiling
in
the
mould
oxidation
of
strip
Resistance
of
components
Further
surface
oxidation
of
to
attack
by
liquid
metal
Oxidation
of
as~st
strip
as-cast
strip
Control
of
oxidation
and
impurities
Roll
separating
force
(TRC)
In-line
rolling
and
control
of
internal
in
the
melt
Casting
velocity
and
point
structure
and
surface
quality
Control
of
metal
flow
and
of
final
solidification
In-line
shearing
and
coiling
melt
atmosphere
Strip
thickness
and
flatness
procedures
Mould
level
control
control
In-line
or
batch
annealing
t
FINAL STRIP ATTRIBUTES
AND QUAILITY
Table 4.1. Some factors affecting
the
DSC process.
DSC
process
variables
and
cast
strip quality 105
4.3.1 Melt management
This section considers the introduction of molten metal into the mould from
various holding furnaces
and
its containment
in
the mould during casting.
4.3.1.1
Mould
level
control
and
melt
quality
An important factor affecting strip surface quality in vertical TRC is the control
of the height of the melt pool
(Cramb
1995;
Guthrie
and
Tavares
1998;
Blejde
et
al.
2000b;
Zapuskalov
2003).
Variations in pool height
(h±M)
affect the
metallostatic pressure of the melt since
M'
= pgM. The flow of liquid metal
into the mould
must
therefore be extremely consistent to maintain a constant
metallostatic pressure and, hence, contact pressure between the strip and the
mould wall. This generates a uniform interfacial heat flux throughout casting
and alleviates problems with variations
in
strip thickness
and
surface quality
(Cramb
1988,
1995).
Other factors affecting cast strip quality include surface
waves
and
variations
in
fluid flow patterns
in
the mould
due
to general pool
turbulence (see §4.3.2.3). Internal pool dams are
an
effective method for
suppressing wave formation, as well as stabilising the meniscus
and
minimising contact between any inclusions
in
the melt
and
the mould surface.
Inclusions are a potential problem
in
DSC
and
may arise
by
the incorrect choice
of melt chemistry, poor degassing and filtration systems
in
the various holding
furnaces or
due
to oxidation of the melt and disintegration of the ceramic
nozzle or edge dams
in
the mould. Inclusions may cause nozzle blockages and
poor metal feeding leading to mould level variations and,
if
present
in
the
mould, can interact with the meniscus region during casting to cause localised
decreases
in
heat flux leading to the formation of depressions
or
cracks
on
the
strip surface.
It
is therefore imperative, particularly with casting of thin-gauge
strip, that the number and size of inclusions
in
the melt be carefully controlled
to minimise clogging and other inclusion-related casting problems. For
example, inclusions are reduced
in
aluminium strip casting
by
passing the
molten metal through degassing
and
filtration units (Merchant
et
al.
1989;
Menet
et
al.
1997).
4.3.1.2
Melt
atmosphere
In the various DSC processes, molten metal is contained
in
a tundish and
transferred to the mould that usually consists of moving belts
or
rolls. Since
liquid metal is
in
direct contact with the atmosphere, oxidation of the melt
and
the formation of oxide films
on
the mould surface need to be minimised
by
shrouding the melt with some type of inert gas.
In vertical
TRC
of the design shown in Figure 3.12c(i),
it
is particularly
important to shield the meniscus since this region is the initial point of
solidification
on
the rolls (see Figure 3.25a). The formation
and
subsequent
entrapment of scum
in
this region results in various defects
in
the cast strip and
106
Direct
strip
casting
of
metals
and
alloys
must be avoided
at
all costs to ensure adequate strip quality.
It
is pertinent to
note that the type of gas shielding above the meniscus
not
only minimises
oxidation problems
but
has a notable influence
on
the heat flux between the
solidifying metal and the surface of the moving mould
(§4.5.3.3). In addition to
inert gas shrouding, the propensity for scum entrapment
in
the meniscus
region can be reduced
by
implementing weirs
in
the melt pool between the
nozzle and roll faces (Cramb
1995).
In the Hazelett belt casting process the atmosphere is also controlled in the
vicinity of the mould interface
by
the use of
an
inert gas layer which is injected
via small ports directly onto the incoming belt surface immediately prior to
contact with the molten metal. The gases infiltrate the mould interface evenly
to minimise oxidation, and more importantly, to control the rate of heat
transfer from the melt through the belts with the control of gas composition
being important as this has a marked influence
on
heat flux (Hazelett
2006).
4.3.1.2 Liquid metal containment
in
the mould
Edge containment in strip casting is extremely important as it minimises liquid
metal seepage
and
ensures good edge quality. Edge containment is more
critical
in
DSC of steel than
in
aluminium
due
to the greater metallostatic
pressures of the melt
and
material limitations of the side dams
due
to the
higher operating temperatures. This area of development has been the focus of
intense research and, for reasons of commercial sensitivity, information
in
the
open literature is limited. Nevertheless, any material suitable for edge
containment
must
have good mechanical properties at high temperature, must
allow sufficient thermal insulation
and
be resistant to wear
and
thermochemical corrosion (Legrand
et
al.
1997).
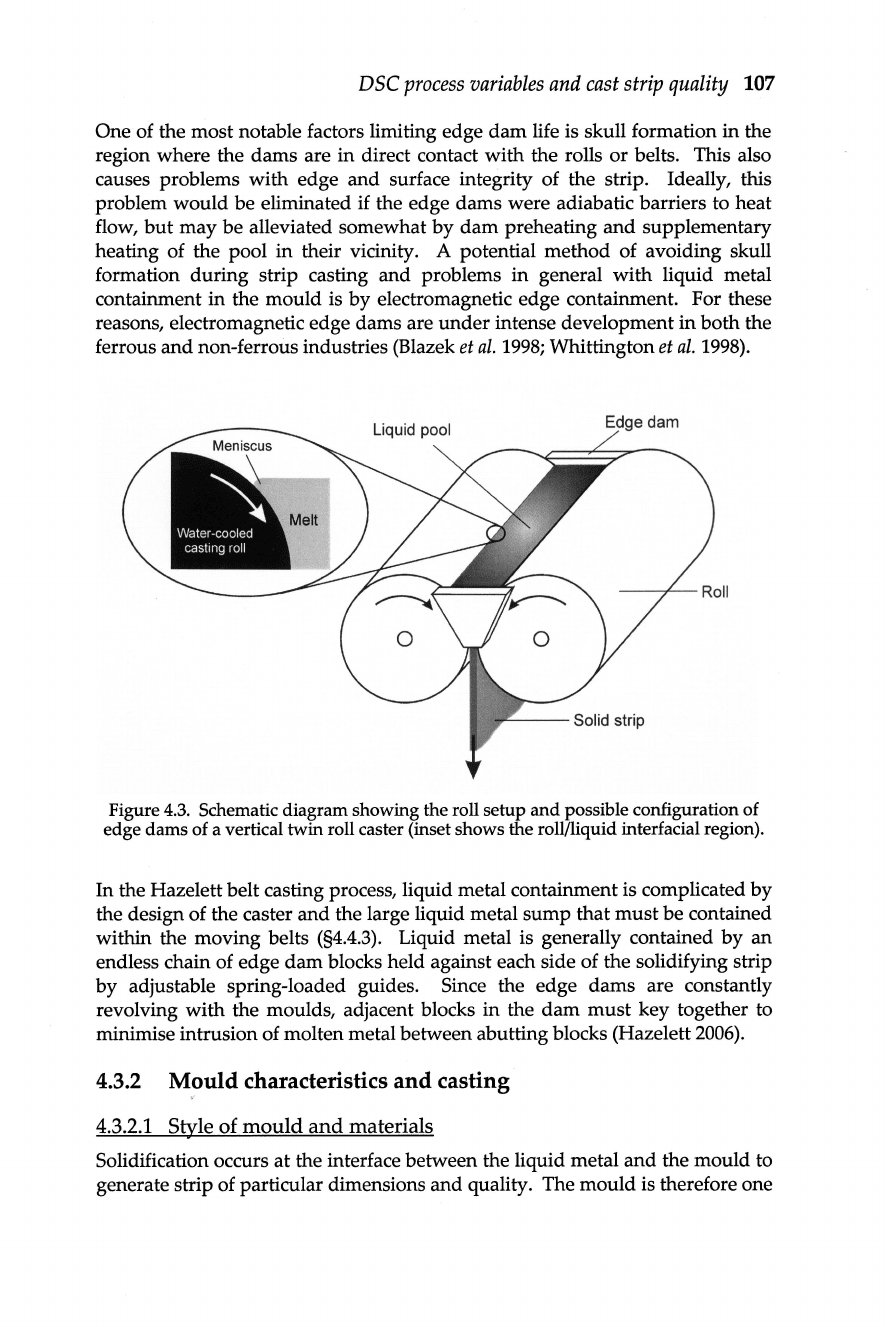
An effective mode of liquid metal containment
in
vertical TRC is shown
schematically
in
Figure 4.3 which shows the placement of ceramic dams to seal
the roll end faces. To minimise seepage of liquid metal between the dams
and
the rolls, the caster is designed with some type of well-controlled edge
dam
loading system (not shown).
In
the case of
TRC
of steel, the edge dams
must
be
highly resistant to heat, wear and corrosion, and are therefore usually made of
a ceramic material such as fused silica,
BN,
Si3N4
-BN
and
Sialon-BN (Fournier
and Platon
2000;
Moon
et
al.
2002).
Edge containment
in
horizontal
TRC
is
different to vertical
TRC
with the former involving the flow of liquid metal into
the roll bite using a precision-machined nozzle (see
e.g.
Figure 4.7).
Nevertheless, the nozzle must also be heat, corrosion
and
wear resistant.
In
vertical
TRC
of steel, edge dams must be replaced regularly
due
to wear,
corrosion and mechanical stress and correspond to a large fraction of the
running costs of the caster (Cramb
1995).
Recent work
at
pasco has shown
that edge
dam
life
in
TRC of stainless steel can be extended
by
using a lubricant
to reduce wear between the frictional faces of the
dam
wall
and
the roll edge.
DSC
process
variables
and
cast
strip quality 107
One of the most notable factors limiting edge
dam
life is skull formation in the
region where the
dams
are in direct contact
with
the rolls
or
belts. This also
causes problems
with
edge
and
surface integrity of the strip. Ideally, this
problem
would
be eliminated if the edge dams were adiabatic barriers to heat
flow,
but
may
be alleviated somewhat
by
dam
preheating
and
supplementary
heating of the pool in their vicinity. A potential method of avoiding skull
formation during strip casting and problems in general
with
liquid metal
containment in the
mould
is
by
electromagnetic
edge
containment. For these
reasons, electromagnetic edge dams are
under
intense development in
both
the
ferrous
and
non-ferrous industries (Blazek
et
al.
1998;
Whittington
et
al.
1998).
--7''--Roll
Figure
4.3.
Schematic diagram showing the roll setup and possible configuration
of
edge darns of a vertical twin roll caster (inset shows the roll/liquid interfacial region).
In the Hazelett belt casting process, liquid metal containment is complicated
by
the design of the caster
and
the large liquid metal
sump
that
must
be contained
within the moving belts
(§4.4.3). Liquid metal is generally contained
by
an
endless chain of edge
dam
blocks held against each side of the solidifying strip
by
adjustable spring-loaded guides. Since the
edge
dams
are constantly
revolving
with
the moulds, adjacent blocks in the
dam
must
key together to
minimise intrusion of molten metal between abutting blocks (Hazelett
2006).
4.3.2 M?uld characteristics and casting
4.3.2.1 Style
of
mould
and
materials
Solidification occurs
at
the interface between the liquid metal
and
the mould to
generate strip of particular dimensions
and
quality. The
mould
is therefore one
108
Direct
strip
casting
of
metals
and
alloys
of the most important items of equipment in strip casting
and
may be either
stationary
or
moveable (§3.2.3). In general, the choice of mould material is
dependent
on
the metal to be cast with resistance to oxidation, deformation and
wear and the rate of heat transfer being important variables (Cramb 1995). The
mould may also
be
surface treated to alter its heat transfer characteristics as
well as improving resistance to wear and thermochemical corrosion (Guthrie
et
al.
2000).
The production of aluminium strip by
TRC
requires a set of robust rolls capable
of withstanding the high roll torques and roll separation forces needed for
casting high quality thin-gauge strip (Thomas
2003).
In
this circumstance,
internally water-cooled steel-sleeved moulds are preferred. For example, FATA
Hunter Inc. utilises a composite construction for their rolls that involves a steel
core with cooling water grooves
on
which a high strength steel shell is shrunk
(Vangala
et
al.
1992).
The surfaces of the rolls in aluminium TRC are usually
lubricated during casting with recent developments at Pechiney involving the
continuous spraying of a water-base suspension of graphite
or
BN
that acts as
both a lubricant and parting agent (Menet
et
al.
2001).
In
contrast,
TRC
of steel does not involve large separation forces and the
preferred roll sleeve material is a high conductivity copper alloy. Usually there
is no lubrication during casting (although
BN
spray may
be
used (Birat and
Steffen
1990»
but
the roll surface may be textured to control the rate of heat
transfer during casting (§4.5.3.2). Roll surface texturing may be achieved
by
a
range of methods such as knurling, chemical etching, electric discharge
machining, laser ablation
or
shot blasting (Moon
et
ai.
2002). For reasons
discussed earlier, the rolls may also be surface treated.
Cast metal
Gas layer
Ceramic coating
Caster belt
High velocity
cooling
water
Temperature
rC)
RT
MP
O.5mm
........................
:;.:
..
~
..
~
..
---
Distance
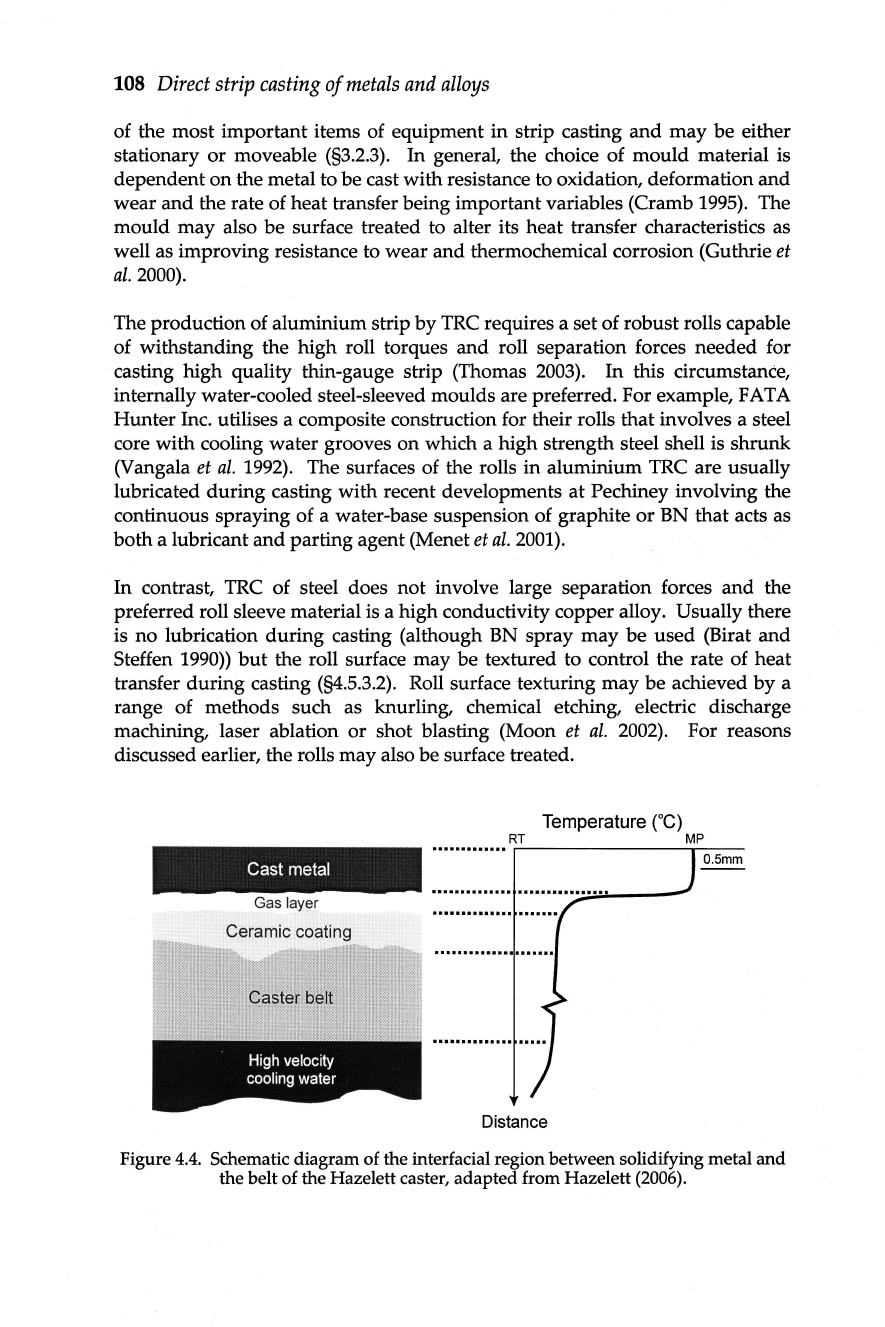
Figure
4.4.
Schematic diagram of the interfacial region between solidifying metal and
the belt of the Hazelett caster, adapted from Hazelett
(2006).
DSC
process
variables
and
cast
strip quality 109
In
Hazelett casting of
wide
strip, the belts are usually
made
from 1-2
mm
gauge
low carbon steel
and
are water-cooled. The key components of the
mould/metal interface of the Hazelett caster are shown in Figure
4.4;
liquid
metal is separated from each belt
by
a ceramic-based coating which is
thermally sprayed onto the belt surface and lasts the life of the belt. An inert
gas layer is used to control both oxidation
and
the rate of heat transfer. The
articulated chill block caster shown in Figure
3.10 has a
mould
configuration
consisting of a set of counter-rotating, internally water-cooled cast iron or
copper alloy chilling blocks that may also be coated
with
a ceramic
or
cermet
material.
4.3.2.2
Molten
metal
delivery
The method of feeding molten metal into the mould of a strip caster depends
on
the geometry of the mould which may be single
or
twin rolls
in
various
configurations
or
single
or
twin belt casters, Figure 3.12. The molten metal feed
system is critical for the operation of the caster as
it
must
deliver metal
uniformly over time, achieve uniform flow across the
width
of the mould and
minimise defects in the cast strip.
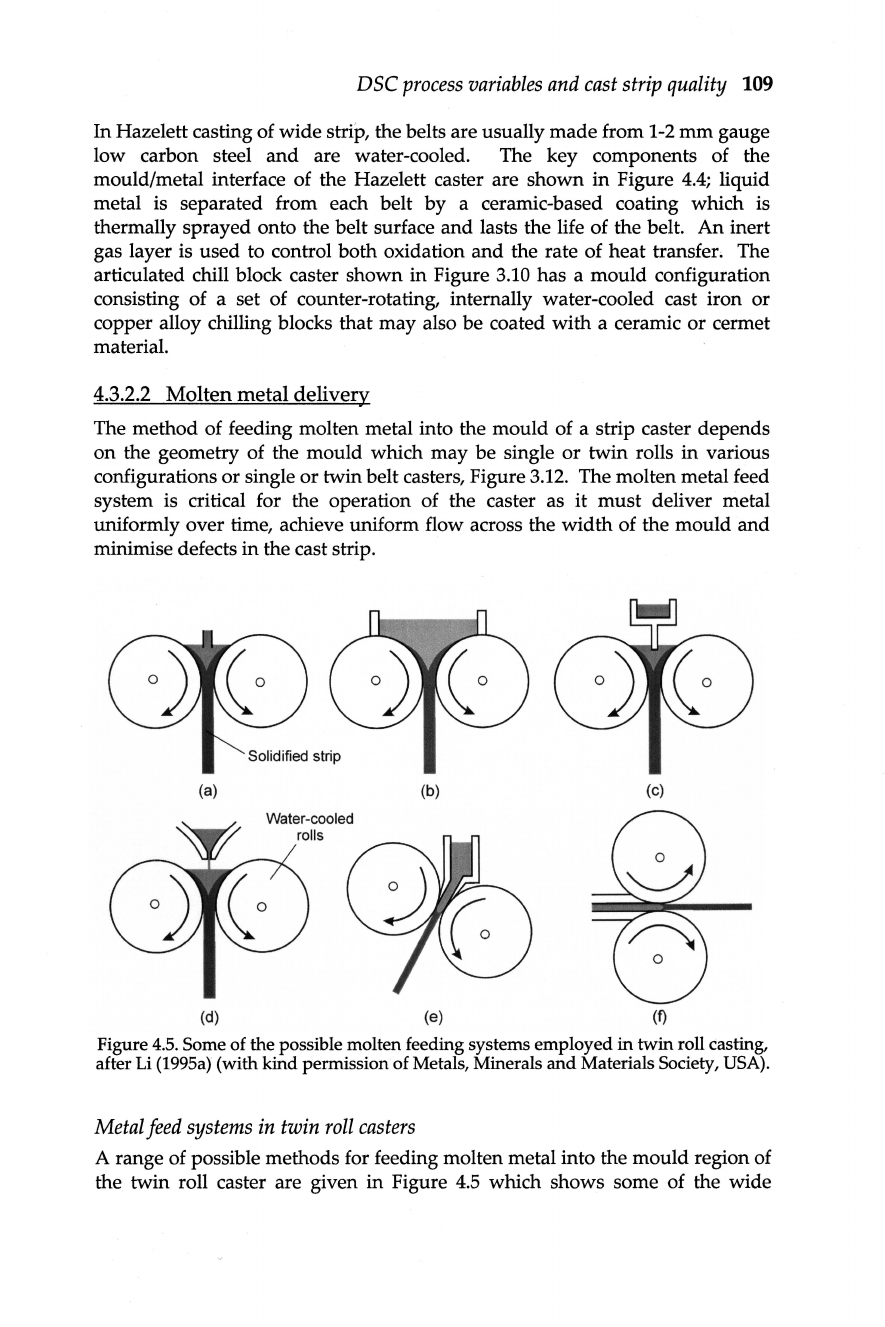
(a)
(d)
Solidified strip
Water-cooled
rolls
(b) (c)
(e)
(f)
Figure 4.5. Some of the possible molten feeding systems employed
in
twin roll casting,
after
Li
(1995a) (with kind permission of Metals, Minerals
and
Materials Society, USA).
Metal
feed
systems
in
twin
roll
casters
A range of possible methods for feeding molten metal into the
mould
region of
the twin roll caster are given in Figure
4.5
which shows some of the wide
110
Direct
strip
casting
of
metals
and
alloys
variety of nozzle designs that have emerged. The submerged nozzle design
shown
in
Figure 4.5a is an adaptation of the feeding techniques for
conventional ingot casting and is often used for vertical
TRC.
The two main
types of submerged nozzle designs for vertical casting are the round
and
slot
types which are used depending
on
the casting situation. To avoid uneven
solidification
in
steel strip casting, it has been suggested that this type of nozzle
configuration should extend across the full width of the roll (Guthrie
and
Isac
1999).
The nozzle, particularly for steel casting, is usually made of a thermally
resistant ceramic material such as alumina-graphite refractory.
Roll surface
Above
0,1
c:
E
E
:B
til
til
'0
'0
0,05
~
CD
CD
'0
:!2
:!2
i:i)
(f)
"5
0,03
(f)
Below
Roll surface
Roll surface
Above
0,1
<::
E
E
0
III
til
13
'0
'0
0,05
~
CD
CD
'0
:!2
:!2
i:i)
(f)
"5
0,03
(f)
Below
Roll surface
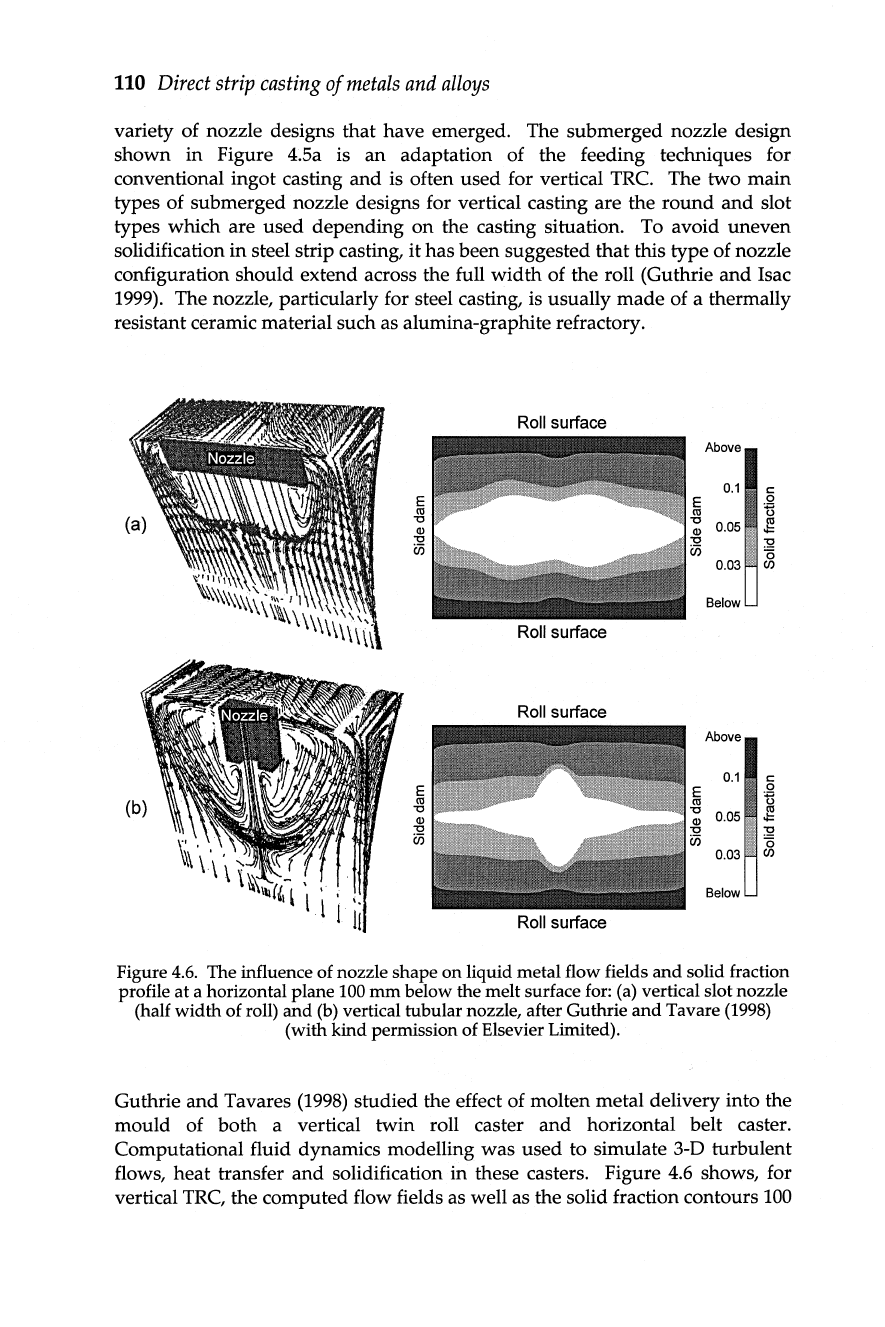
Figure 4.6. The influence of nozzle
shape
on
liquid
metal
flow fields
and
solid fraction
profile
at
a horizontal
plane
100
mm
below
the
melt
surface for: (a) vertical slot nozzle
(half
width
of
roll)
and
(b) vertical
tubular
nozzle, after
Guthrie
and
Tavare (1998)
(with
kind
permission of Elsevier Limited).
Guthrie and Tavares
(1998)
studied the effect of molten metal delivery into the
mould of both a vertical twin roll caster
and
horizontal belt caster.
Computational fluid dynamics modelling was used to simulate 3-D turbulent
flows, heat transfer
and
solidification
in
these casters. Figure
4.6
shows, for
vertical
TRC,
the computed flow fields as well as the solid fraction contours
100
DSC
process
variables
and
cast
strip quality 111
nun
below the free surface of the melt for a vertical slot nozzle traversing half
the roll
width
and
a tubular nozzle, respectively. Their
work
demonstrates the
significant influence of nozzle design in TRC
on
velocity fields
and
temperature distribution in the melt.
Casting roll
o
o
o
Roll
Width
o
Spout
Molten metal
(a)
(b)
o
o
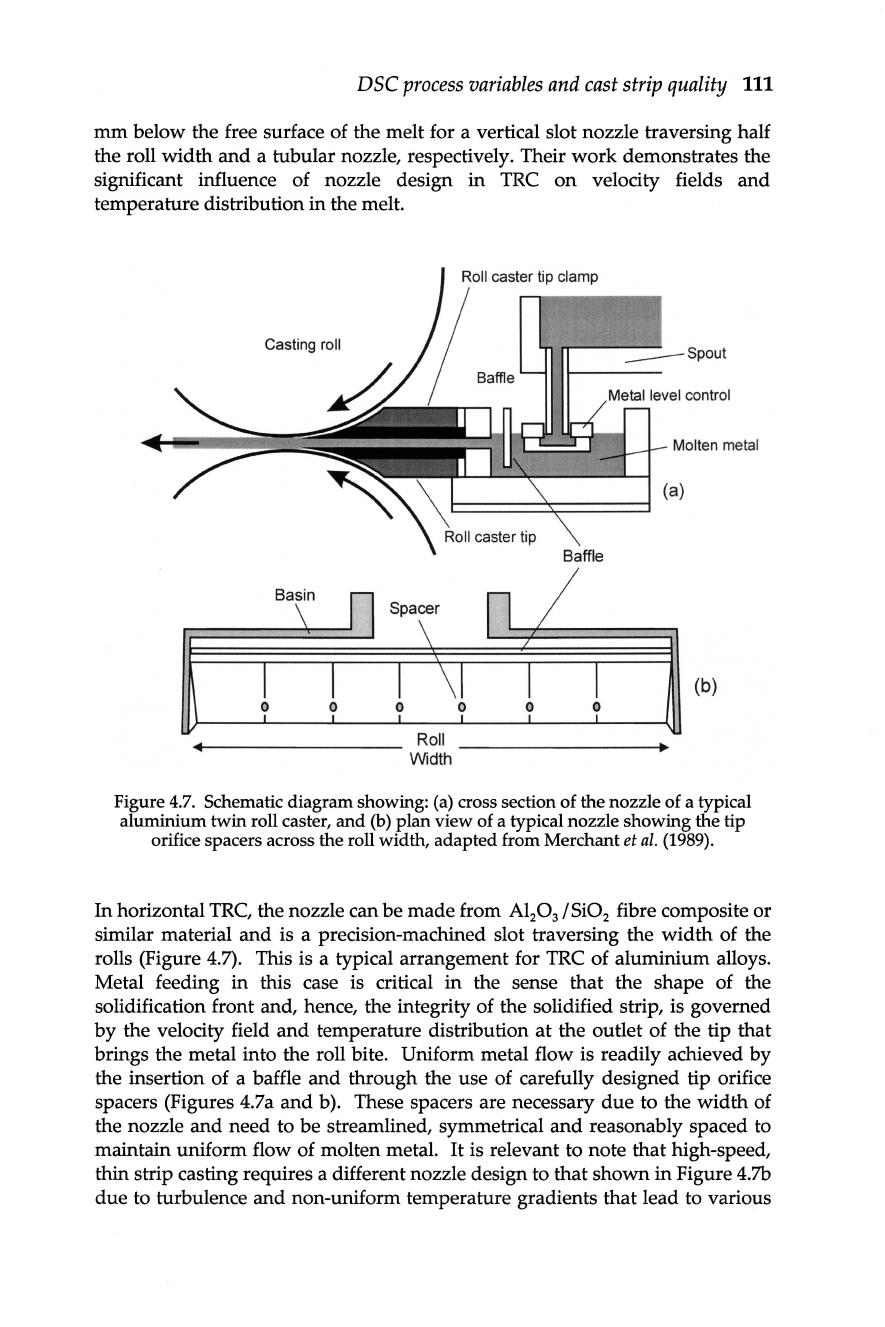
Figure
4.7.
Schematic diagram showing:
(a)
cross section of the nozzle of a typical
aluminium
twin
roll caster,
and
(b)
plan
view of a typical nozzle showing the tip
orifice spacers across the roll width, adapted from Merchant
et
al.
(1989).
In horizontal
TRC,
the nozzle can be made from
AI
2
0
3
/Si0
2
fibre composite or
similar material
and
is a precision-machined slot traversing the
width
of the
rolls (Figure 4.7). This is a typical arrangement for TRC of aluminium alloys.
Metal feeding in this case is critical
in
the sense that the shape of the
solidification front and, hence, the integrity of the solidified strip, is governed
by
the velocity field
and
temperature distribution
at
the outlet of the tip that
brings the metal into the roll bite.
Uniform metal flow is readily achieved by
the insertion of a baffle
and
through the use of carefully designed tip orifice
spacers (Figures 4.7a
and
b). These spacers are necessary
due
to the
width
of
the nozzle
and
need to be streamlined, symmetrical
and
reasonably spaced to
maintain uniform flow of molten metal.
It
is relevant to note that high-speed,
thin strip casting requires a different nozzle design to that
shown
in
Figure 4.7b
due
to turbulence
and
non-uniform temperature gradients that lead to various
112
Direct
strip
casting
of
metals
and
alloys
casting defects. The
SpeedcasterTM
developed
by
FATA Hunter Inc. overcame
these problems via a molten metal feed system that incorporates a distributor
box with a flow distribution baffle
in
conjunction with a baffle-less tip with
adjustable orifice (Beals
et
al.
1998).
This allows strip to be cast
at
high speed
by
generating a uniform, laminar flow of metal into the roll bite.
Metal
feed
systems
in
twin
belt
casters
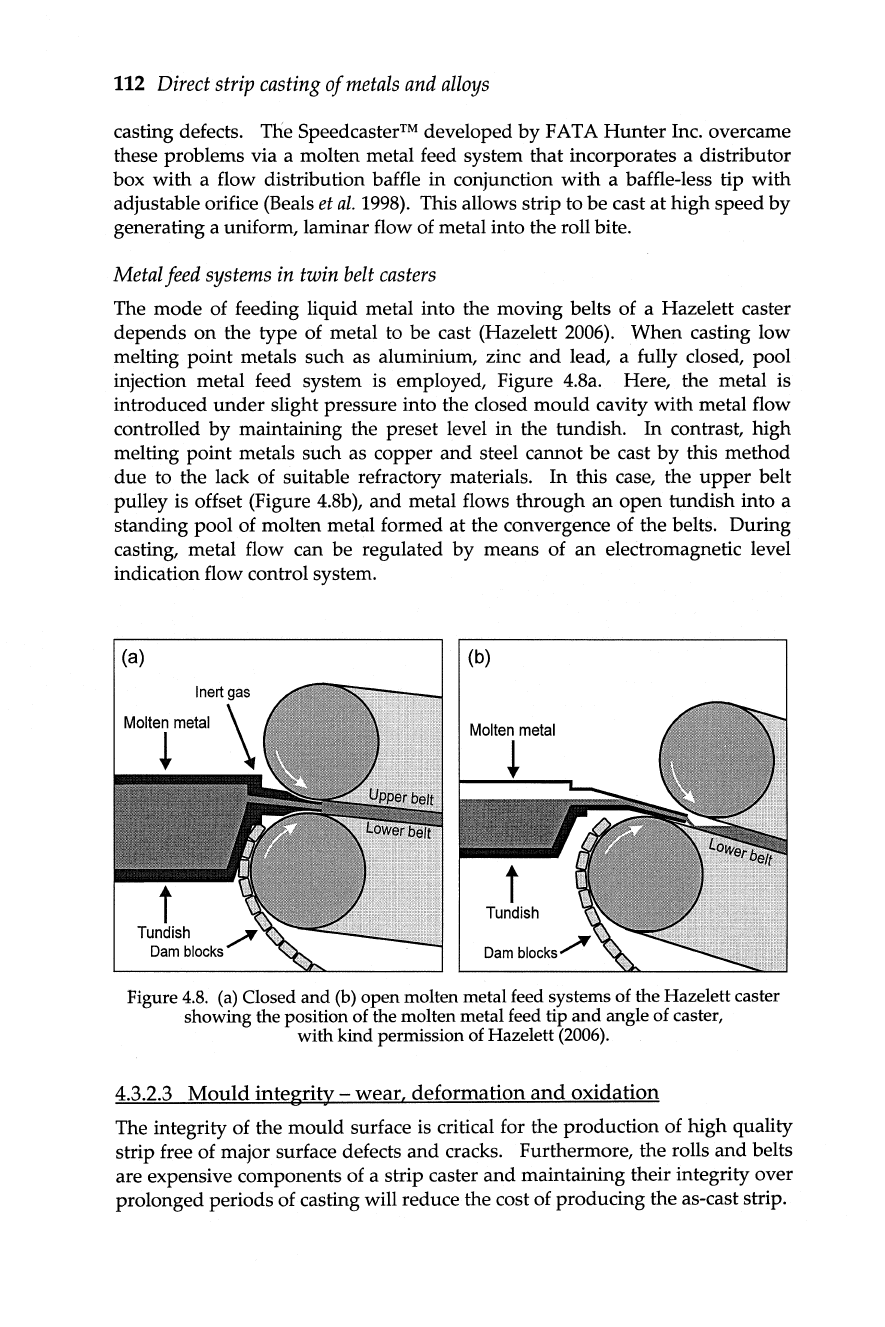
The mode of feeding liquid metal into the moving belts of a Hazelett caster
depends
on
the type of metal to be cast (Hazelett
2006).
When casting low
melting point metals such as aluminium, zinc
and
lead, a fully closed, pool
injection metal feed system is employed, Figure 4.8a. Here, the metal is
introduced
under
slight pressure into the closed mould cavity with metal flow
controlled by maintaining the preset level in the tundish. In contrast, high
melting point metals such as copper and steel cannot be cast
by
this method
due
to the lack of suitable refractory materials. In this case, the
upper
belt
pulley is offset (Figure 4.8b),
and
metal flows through
an
open
tundish into a
standing pool of molten metal formed
at
the convergence of the belts. During
casting, metal flow can be regulated
by
means of an electromagnetic level
indication flow control system.
Figure
4.8.
(a) Closed and (b) open molten metal feed systems of the Hazelett caster
showing the position of the molten metal feed tip
and
angle of caster,
with kind permission of Hazelett
(2006).
4.3.2.3
Mould
integrity
-
wear,
deformation
and
oxidation
The integrity of the mould surface is critical for the production of high quality
strip free of major surface defects and cracks. Furthermore, the rolls and belts
are expensive components of a strip caster
and
maintaining their integrity over
prolonged periods of casting will reduce the cost of producing the as-cast strip.