Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.

Overview
of
solidification
processing
43
govern the thermal and diffusional fields associated
with
the perturbed
boundary:
and
the temperature distribution in the solid
is:
)
2 ' 2
a
T,
+ a
T,
+
~
aT,
= 0
ax
2
az
2
as
ax
(2.32a)
(2.32b)
(2.32c)
where a
L
and
as
are the liquid and solid thermal diffusivities, respectively.
x
t
R
----~r-~--_;-------T--~----T_~~~r_~--_;------z
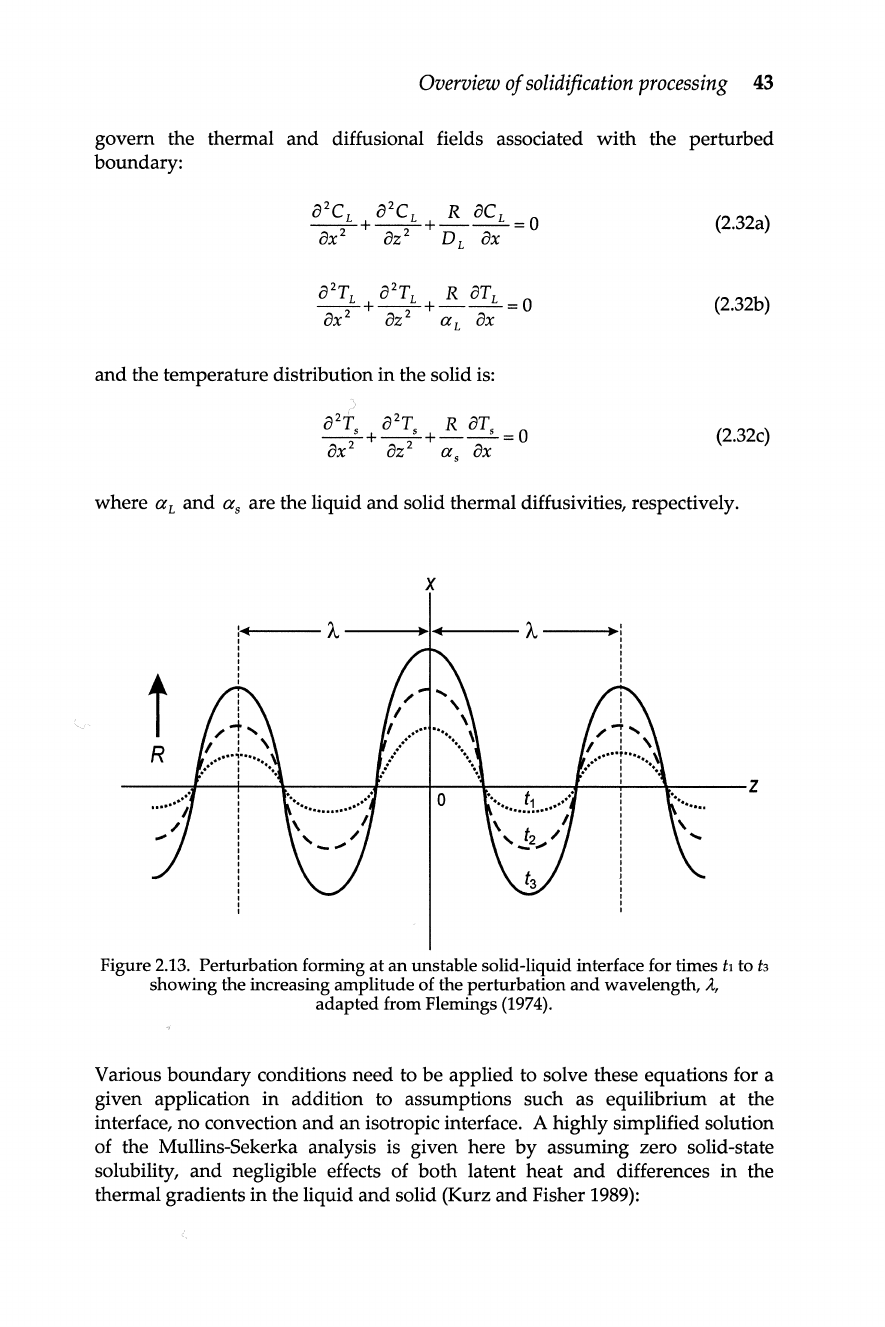
Figure
2.13.
Perturbation forming
at
an
unstable solid-liquid interface for times h to
t3
showing the increasing amplitude of the perturbation
and
wavelength,
A,
adapted from Flemings
(1974).
Various boundary conditions need to be applied to solve these equations for a
given application
in
addition to assumptions such as equilibrium
at
the
interface,
no
convection and an isotropic interface. A highly simplified solution
of the Mullins-Sekerka analysis is given here
by
assuming zero solid-state
solubility,
and
negligible effects of both latent heat
and
differences
in
the
thermal gradients
in
the liquid and solid (Kurz and Fisher
1989):
44
Direct
strip
casting
of
metals
and
alloys
(2.33a)
and
(2.33b)
Since the temperature gradients in the liquid
and
solid are
not
necessarily the
same, G
may
be replaced
by
the conductivity
weighted
temperature gradient:
c = k,G, +
kLG
L
kL
+
k,
(2.33c)
In Eq. 2.33a, a positive value of J / 0 indicates that the perturbation will grow
whereas a negative value will
dampen
out
the perturbation. This approach can
generate the evolving shape of the perturbed interface, as indicated in Figure
2.13
and
predicts the relative rate of development of the amplitude of the small
sinusoidal perturbation as a function of wavelength,
A.
For example, J / 0 = 0
in Eq. 2.33a occurs
when
A
~
00
or
A = 2n(T
mF
/
mL
G;
-
CY'2;
the latter is
termed the marginal stability.
Like the constitutional supercooling model
(Eq.
2.29), the Mullins-Sekerka
model of interface instability generates the following inequality:
C
-
C
L
;:
4n2Tmr
< m
L
•
.,,-
'-v-'
~
A2
thennal
solute
~
(2.34)
field field
capillarit
y
effects
where
~
is a dimensionless instability function (not given in Eq.2.33a).
The last term
in
Eq. 2.34 takes into account capillarity effects
due
to the curved
interface
and
is always negative because any perturbations will increase the
area of the interface. For
A
~
00
(planar interface), this term tends to zero.
Equation 2.33a becomes important
under
extreme solidification conditions
(r;
« 1),
but
under
normal conditions,
r;
-1,
and
both
theories result in
essentially identical predictions (Flemings 1974). Nevertheless, the Mullins-
Sekerka model is more powerful
than
the simple constitutional supercooling
theory through its ability in certain circumstances to predict solid-liquid
interfacial energies
or
the resultant interface shapes
produced
from the
instability (Kurz
and
Fisher 1989).
Overview
of
solidification
processing
45
2.2.2.5 Morphology of cellular
and
dendritic
growth
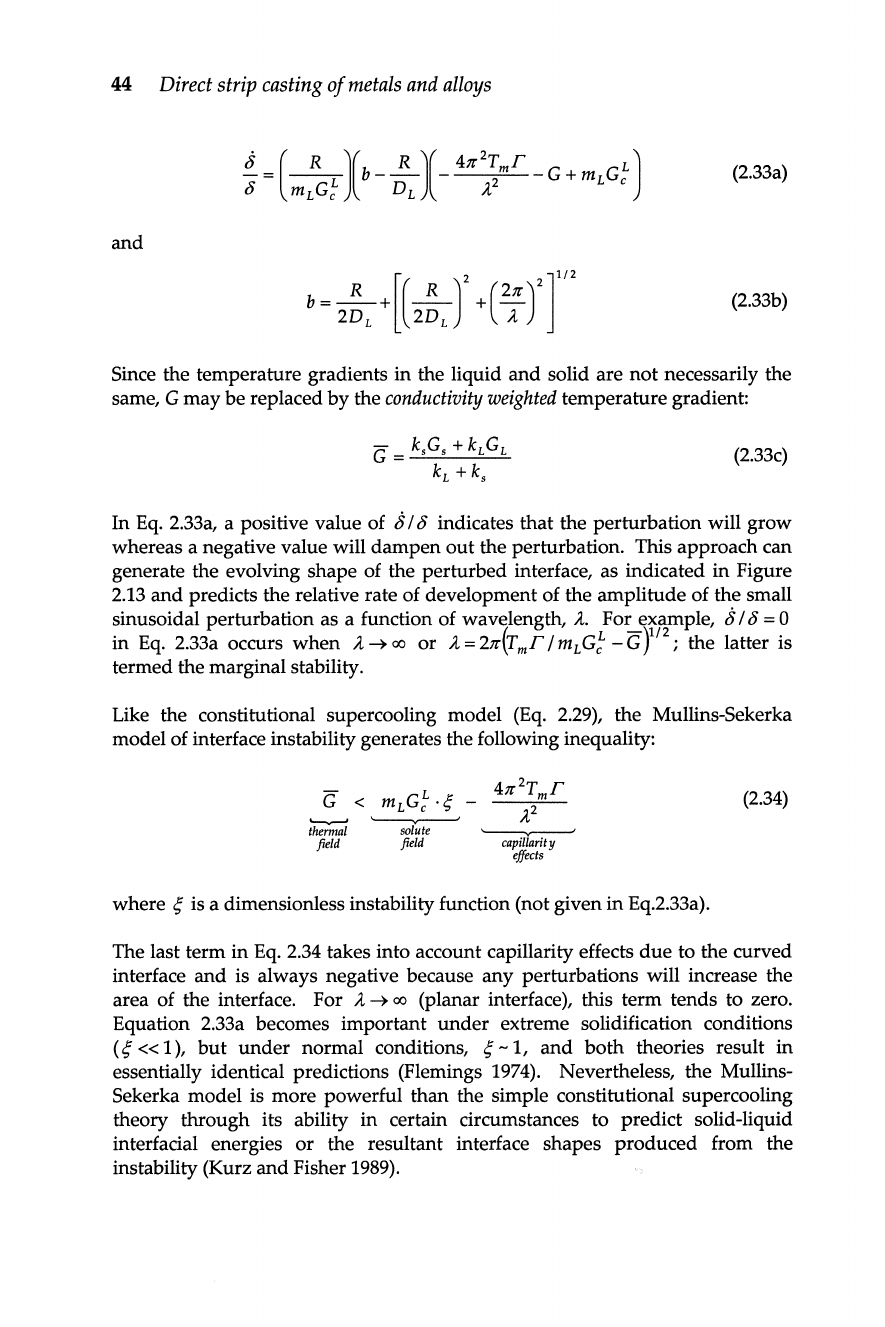
The growth direction of a cellular structure is governed mainly
by
the thermal
environment in which it grows. For example, unidirectional solidification may
generate cells that subsequently grow anti parallel to the heat flow direction in a
non-crystallographic manner (Figure 2.14a). Conversely, the direction of
growth of a dendrite is governed
by
the
crystallography
of the solid phase, in
addition to its thermal environment
and
the distribution of solute elements in
the liquid. Furthermore, a dendrite develops a distinctive morphology
exhibiting a primary dendrite arm that grows approximately in the heat flow
direction
with
protrusions developing perpendicular to the primary arm; these
are termed secondary dendrite arms (Figure 2.14c). Subsequently, further
dendrite arms
may
be generated with protrusions growing preferentially
if
they
are also aligned closely
with
the heat flow direction. Overall, a dendrite is more
complex than a cell
and
contains a primary
arm
and
possibly
many
secondary
and
tertiary branches .
.....
tll
~
(al_
Figure
2.14.
Schematic diagram showing the change in
both
morphology
and
growth
direction
during
the transition from cellular to dendritic
growth
in a cubic metal:
(a)
regular cell growing
at
low velocity,
(b)
regular cell growing in
<001>
direction
and
(c)
dendrite exhibiting lateral branching to form secondary dendrite
arms, adapted from Morris
and
Winegard (1969).
It
is well
known
that the preferred growth direction of a dendrite
arm
is usually
parallel to a particular crystallographic direction. These directions are given in
Table 2.2 for a range of crystal structures. The preferred growth direction of a
dendrite arm is governed
by
interface kinetics
and
surface energy
considerations. For faceted dendrites, in which the solid-liquid interface is
smooth (§2.2.2.1), the preferred growth direction is usually normal to a low
index plane (i.e.
{OOl}
planes for cubic materials)
with
the tip capped
by
four
46
Direct
strip
casting
of
metals
and
alloys
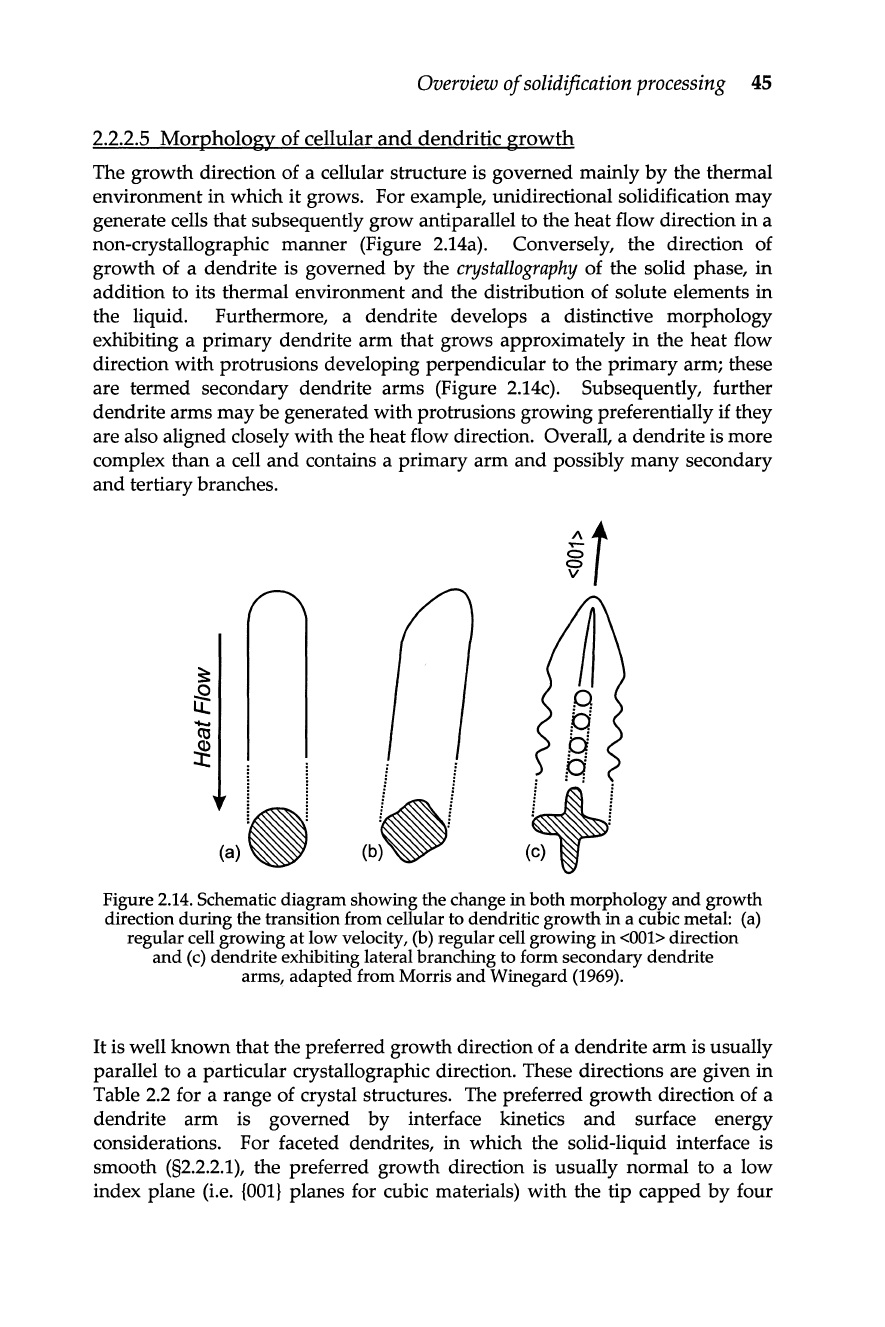
slow growing ({Ill}) planes. For metals, the interface is non-faceted
(§2.2.2.1)
and well-defined growth planes are
not
clearly evident as the dendrite tip is
curved (Figure
2.15).
Nevertheless, for a given crystal structure, dendrites grow
in
a similar direction for both types of interfacial structure with the slowest
growing planes believed to be the close-packed planes.
{001}
{001}
(a)
-----=---=---~.:...:..:.!~~
{001}
(b)
{001}
t
<001>
<111>
<111>
<001>
t
<001>
--..
Figure
2.15.
Schematic diagram of dendrite tip for growth
in
the
<001>
direction for a
(a) faceted
and
(b) non-faceted cubic material, after Flemings
(1974)
(with kind permission of McGraw Hill Publishers).
The anisotropic growth behaviour of dendrites may also be explained
on
the
basis of the anisotropy of the solid-liquid surface tension during growth of a
dendrite tip where the tip radius is a function of surface energy
and
varies with
orientation. Hence, the dendrite tip radius of a cubic metal is expected to be a
minimum for growth
in
the
<001>
direction as the surface energy is a maximum
in
this direction. This leads to more rapid growth in the
<001>
direction (Kurz
and Fisher
1989).
2.2.2.6
Growth
selection
of
dendrites
during
solidification
Assuming that a metal is free of inoculating agents (§2.2.1.3), nucleation at a
cold mould wall will generate crystallites with an essentially random
distribution of orientations.
If
there is a definite thermal gradient from the
liquid through the mould wall, nuclei may grow dendritically with those arms
aligned most closely with the maximum heat flow direction able to outgrow
dendrites growing
at
an
angle to the heat flow direction. Solidification will
therefore generate a columnar grain structure perpendicular to the mould wall
Overview of
solidification
processing
47
with
growth selection leading to the gradual development of a
preferred
orientation
or
texture
in
the solidified structure (see appendix
B).
The natural
process of texture development in solidification has been utilised industrially to
obtain castings
with
oriented, fully columnar structures or,
in
the extreme case,
the production of oriented single crystals.
Table
2.2.
Dendritic growth directions
in
various crystal structures, adapted from
Chalmers
(1967).
Crystal structure
Face centred cubic
(fcc)*
Body-centred cubic (bcc)
Hexagonal close packed (hcp)
Body-centred tetragonal (tin)
Diamond cubic
Dendritic
growth
direction
<001>
<001>
<1010
>
<011>
<112 >
"Other
growth directions are possible
in
metals such as Al and
eu
(chapter
5).
It
is evident from Table 2.2 that dendritic structures in non-cubic metals will be
rather complex
due
to the nonorthogonality of the preferred growth directions
of the dendrite arms. For example, the primary arms
in
a
body
centred
tetragonal Sn-Bi alloy tend
to
grow in
<011>
directions
but
secondary arms
may
grow
in either
<111>
or
<112>
directions (Ahearn
and
Flemings 1967).
\
\
\
\
\
\
\
\
<uvw>
\
\
~----~------~I~I
______
\r-
__
~II~------------~
1 2 \
\ I
3
\it".e~
\ I
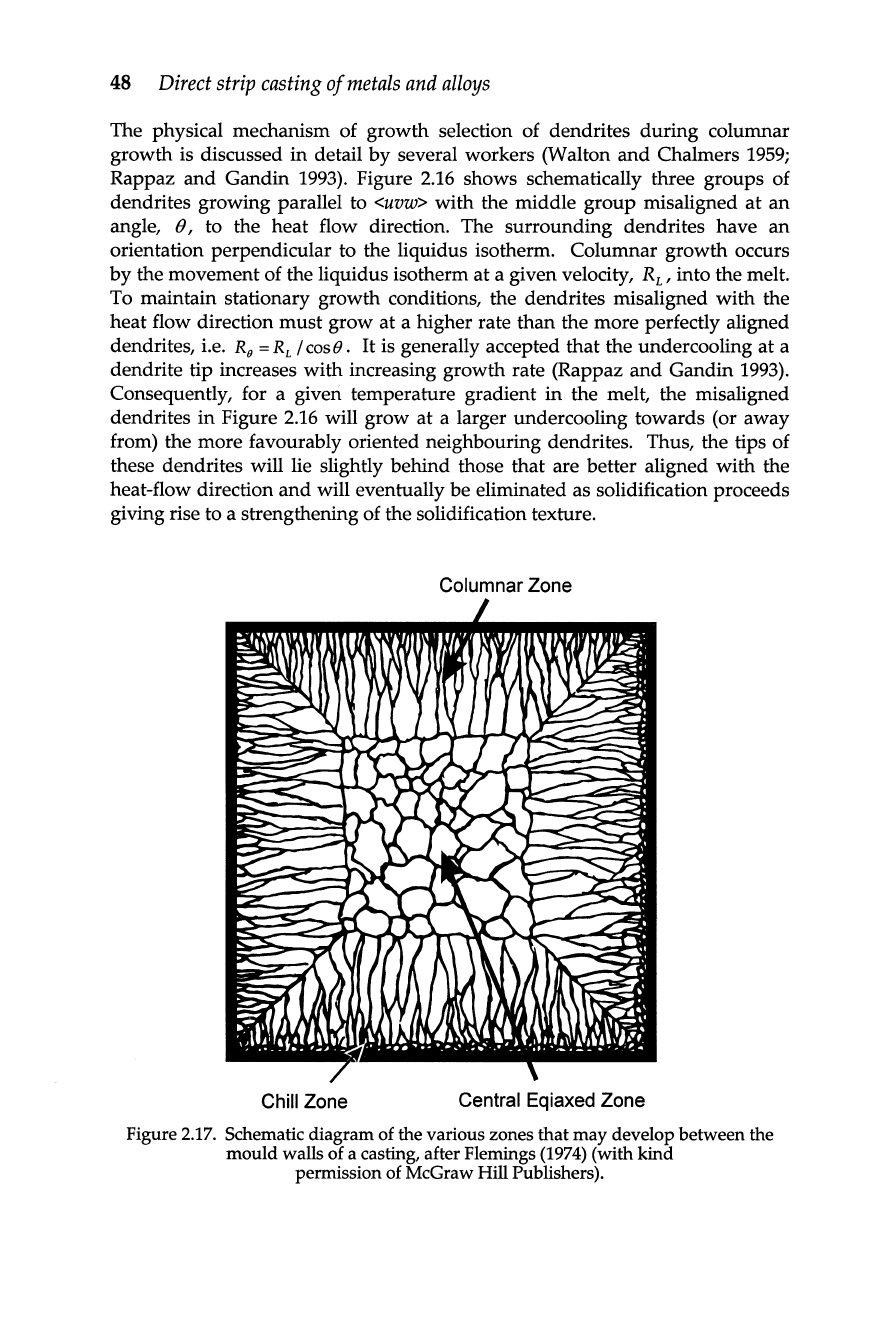
Figure
2.16.
Schematic diagram of the growth behaviour of three dendrites into a
supercooled liquid, adapted from Rappaz and Gandin
(1993).
48 Direct strip casting
of
metals and alloys
The physical mechanism of growth selection of dendrites during columnar
growth is discussed in detail
by
several workers (Walton
and
Chalmers
1959;
Rappaz and Gandin
1993).
Figure
2.16
shows schematically three groups of
dendrites growing parallel to
<uvw>
with the middle group misaligned
at
an
angle,
B,
to the heat flow direction. The surrounding dendrites have an
orientation perpendicular to the liquidus isotherm. Columnar growth occurs
by
the movement of the liquidus isotherm at a given velocity, R
L
,
into the melt.
To maintain stationary growth conditions, the dendrites misaligned with the
heat flow direction must grow
at
a higher rate than the more perfectly aligned
dendrites, i.e.
Ro
=
RL
/ cosO.
It
is generally accepted that the undercooling
at
a
dendrite tip increases with increasing growth rate (Rappaz
and
Gandin
1993).
Consequently, for a given temperature gradient
in
the melt, the misaligned
dendrites
in
Figure
2.16
will grow
at
a larger undercooling towards (or away
from) the more favourably oriented neighbouring dendrites. Thus, the tips of
these dendrites will lie slightly behind those that are better aligned with the
heat-flow direction
and
will eventually be eliminated as solidification proceeds
giving rise to a strengthening of the solidification texture.
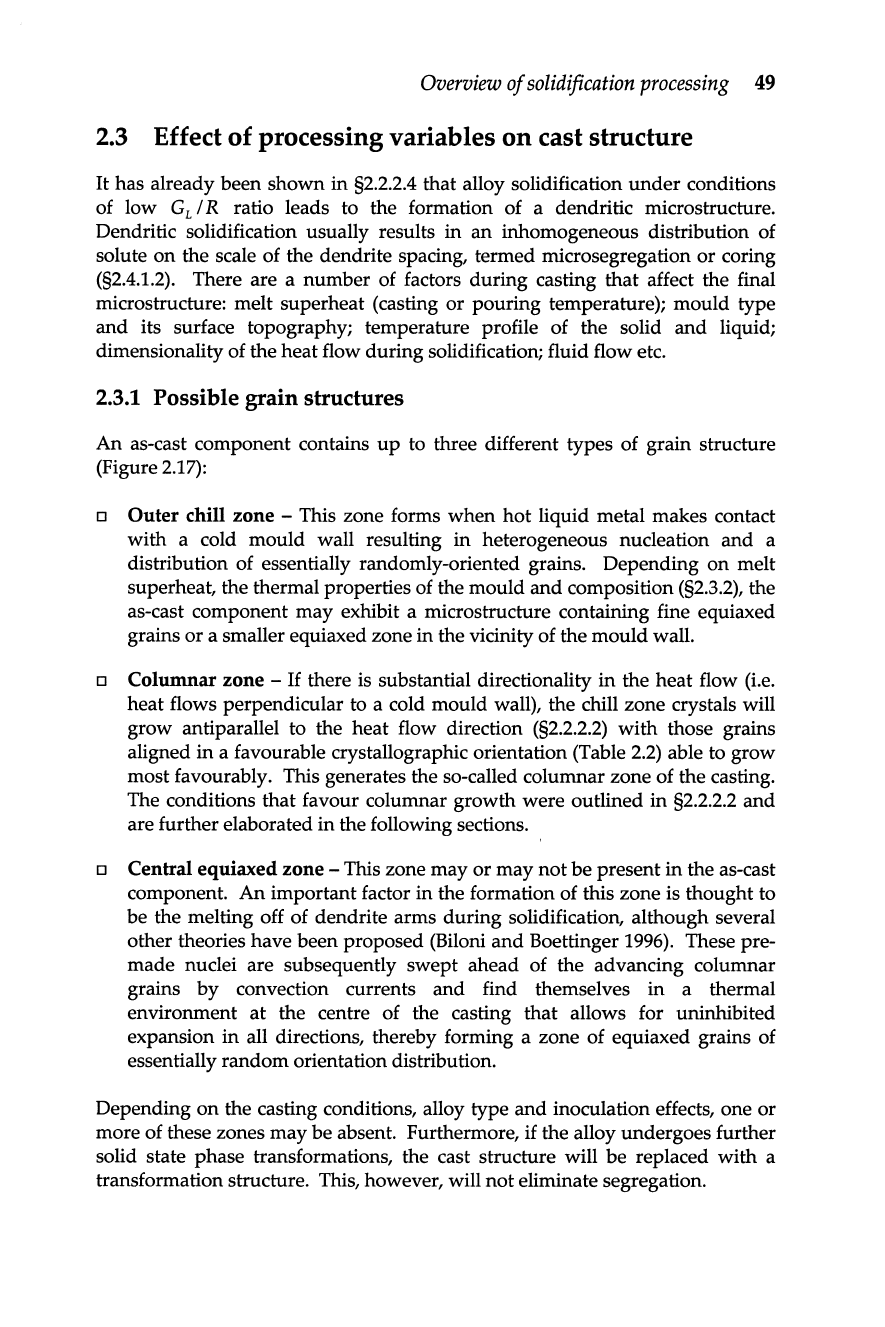
Columnar Zone
Chill Zone
Central
Eqiaxed Zone
Figure
2.17.
Schematic
diagram
of
the various zones that may develop between
the
mould walls
of
a casting, after
Flemings
(1974)
(with kind
permission
of
McGraw
Hill Publishers).
Overview
of
solidification
processing
49
2.3
Effect
of
processing variables
on
cast structure
It
has already been shown in §2.2.2.4 that alloy solidification
under
conditions
of low G
L
/
R ratio leads to the formation of a dendritic microstructure.
Dendritic solidification usually results
in
an inhomogeneous distribution of
solute
on
the scale of the dendrite spacing, termed microsegregation or coring
(§2.4.1.2). There are a number of factors during casting that affect the final
microstructure: melt superheat (casting or pouring temperature); mould type
and
its surface topography; temperature profile of the solid and liquid;
dimensionality of the heat flow during solidification; fluid flow etc.
2.3.1
Possible grain structures
An as-cast component contains
up
to three different types of grain structure
(Figure
2.17):
o Outer chill zone - This zone forms when
hot
liquid metal makes contact
with a cold mould wall resulting
in
heterogeneous nucleation and a
distribution of essentially randomly-oriented grains. Depending
on
melt
superheat, the thermal properties of the mould and composition
(§2.3.2),
the
as-cast component may exhibit a microstructure containing fine equiaxed
grains
or
a smaller equiaxed zone in the vicinity of the mould wall.
o Columnar zone -
If
there is substantial directionality
in
the heat flow (i.e.
heat flows perpendicular to a cold mould wall), the chill zone crystals will
grow antiparallel to the heat flow direction (§2.2.2.2) with those grains
aligned
in
a favourable crystallographic orientation (Table
2.2)
able to grow
most favourably. This generates the so-called columnar zone of the casting.
The conditions that favour columnar growth were outlined
in
§2.2.2.2
and
are further elaborated
in
the following sections.
o Central equiaxed zone - This zone
mayor
may
not
be present
in
the as-cast
component. An important factor
in
the formation of this zone is thought to
be the melting off of dendrite arms during solidification, although several
other theories have been proposed (Biloni
and
Boettinger 1996). These pre-
made nuclei are subsequently swept ahead of the advancing columnar
grains
by
convection currents
and
find themselves
in
a thermal
environment
at
the centre of the casting that allows for uninhibited
expansion
in
all directions, thereby forming a zone of equiaxed grains of
essentially random orientation distribution.
Depending
on
the casting conditions, alloy type
and
inoculation effects, one or
more of these zones may be absent. Furthermore, if the alloy undergoes further
solid state phase transformations, the cast structure will be replaced with a
transformation structure. This, however, will
not
eliminate segregation.
50
Direct
strip
casting
of
metals
and
alloys
2.3.2 Mould properties, melt superheat and cooling
rate
The function of the mould or substrate is to contain the melt
and
give the
casting a particular shape, extract heat from the melt and,
in
most cases, act as
the site for initial solidification. The thermal conductivity of the mould, surface
area
per
unit volume of liquid metal, surface topography, chemistry
and
initial
temperature will generally influence the rate of heat transfer from the melt
through the mould wall and, hence, influence the solidification microstructure.
The overall grain size and grain shape produced
by
solidification is determined
by
the relationship between the nucleation rate
and
growth rate.
If
the
nucleation rate is high, and the nuclei are
not
consumed
by
competitive growth,
the resulting grain size will be fine. Conversely, a
low'
nucleation rate will
generate a coarse final grain size. The rate of cooling is probably the most
important factor
in
determining the nucleation density
in
the absence of
inoculating agents or external mixing effects.
By
increasing the melt superheat,
there will be
an
increase
in
the rate of heat transfer between the melt
and
the
mould and, assuming that mould reheating is negligible (e.g. using a water
cooled conducting mould), the local solidification time will be reduced which
tends to generate a finer microstructure. The dimensionality of the heat flow is
also important as this will determine whether or
not
a columnar structure is
produced (Kurz
and
Fisher
1989).
There has been much work carried out over many years
on
the influence of melt
superheat
on
the development of the as-cast structure. For example, casting
aluminium into a standard graphite mould generated a range of structures
depending
on
melt superheat (Chalmers
1967).
With increasing superheat:
(i)
the length of the columnar zone was found to increase with a completely
columnar structure eventually generated;
(ii) the grain size
in
the central
equiaxed zone increased
but
the zone was eventually eliminated altogether; and
(iii) there was an increase in the average width of the columnar grains. For a
constant degree of superheating, increasing the alloying content of the metal
reduced the extent of the columnar zone.
Similar results are found for water-chilled conducting moulds where the
temperature difference
at
the interface between the mould wall
and
solidifying
metal remains high throughout solidification. For a mould that heats during
casting
or
has a low thermal diffusivity (sand mould),
an
increase
in
melt
4 superheat will either decrease the heat flow into the mould
or
increase its
temperature, thereby decreasing the rate of heat extraction. Hence, for a given
volume of liquid, the nucleation density at the mould wall will decrease thereby
increasing the grain size
in
the chill zone
or
eliminating this zone altogether.
In continuous casting processes such as twin roll casting
(TRC),
each moving
water-cooled mould has a high thermal conductivity. The solidifying region
adjacent to each mould is less then
5-10
mm
in
thickness
and
the maximum heat
Overview
of
solidification
processing
51
flow direction is
almost
perpendicular
to
the
mould
walls. This situation
results
in
nucleation
in
the vicinity of each
mould
with
further
dendritic
growth
occurring
perpendicular
to
the
mould
wall
in
the
absence
of
fluid flow (see
e.g.
§2.3.3.2). These conditions are expected to generate a largely columnar
microstructure
in
the thickness direction of the as-cast strip (chapter 5).
2.3.2.1
Dendrite
arm
spacing
While
dendrite
morphology
generally remains
unchanged
over
a
wide
range of
cooling rates, there is a refinement
in
the
spacing
between
dendrite
arms
as the
cooling rate is increased (Flemings
1974). The
dendrite
arm
spacing (A.J is
defined as
the
average perpendicular distance
between
primary
(i
= 1),
secondary
(i
=
2)
or
higher
order
branches of
the
dendrite.
The
secondary
dendrite
arm
spacing (SDAS) is a
very
useful
parameter
for characterising
solidification microstructures as
it
is often related
to
the
severity of
microsegregation
and
various
other
casting defects (§2.4).
The significance of
A.
i
on
cast structure
and
properties
has
led
to
a considerable
amount
of theoretical
work
seeking to relate
~
and
~
to
alloy
type
and
cooling
conditions (Kurz
and
Fisher 1989). The
primary
dendrite
arm
spacing
during
directional solidification
has
been
computed
by
several
workers
(Hunt
1979;
Kurz
and
Fisher 1981; Biloni
and
Boettinger 1996).
We
will
now
illustrate
the
effect of processing
and
alloying variables
on
~
for
the
situation
where
the
dendrite
spacing formed
at
the
onset of solidification
does
not
change
with
time.
For
an
alloy of composition
Co
(Figure 2.10), solidification generates a
dendrite
spacing
~
that
is a function of a
number
of
important
variables
(Hunt
1979;
Kurz
and
Fisher 1981):
(2.35)
where
ks
is
proportional
to the
fourth
root of
the
alloy composition for dilute
alloys
and
a function of liquid diffusivity, D
L
,
Gibbs-Thompson coefficient,
r,
and
solidification
temperature
interval,
I.!.
To.
There
are
also relationships for
~
but
these differ from
the
previous
analysis
since
the
final
spacing is governed
by
concurrent
growth
and
ripening of the
secondary
dendrite
arms,
that
is, some
arms
melt
while
others
thicken
during
solidification
due
to surface energy considerations (Flemings 1974).
An
analysis
of dendritic
growth
in
directional solidification
was
carried
out
by
Kattamis
and
Fleming (1965)
and
modified
by
Feurer
and
Wunderlin
(1978)
where
it
was
shown
that
~ is
proportional
to
the
cube
root
of
the
local solidification time,
t
f'
i.e.:

52
Direct
strip
casting
of
metals
and
alloys
where
and
M
=
_T_mm
__
L
_In_(C~f,-/_C_o_)
mdk
-l)(C
f -
Co)
(2.36a)
(2.36b)
(2.36c)
where C f is the final composition of the liquid
at
the base of the dendrite which
is equivalent to
C E
when
solidification is completed
by
the eutectic reaction.
Empirical relationships between casting variables
and
dendrite
arm
spacing, Ai'
have been found to take the form:
or
A;
= bt;
(2.37)
(2.38)
where a
and
b are constants, t the average cooling rate
and
n
an
exponent close
to 1/2 for primary dendrite arms
and
in the range 1/3 to 1/2 for secondary
dendrite arms (see
e.g.
Table 5.1). Confirmation of Eq.
2.38
is given
by
the
experimental
data
for
A.z
as a function of t f in Figure
2.18.
It
is relevant to note
that Kurz
and
Fisher
(1989)
point
out
that
Rand
G
L
in Eq. 2.35 have a different
functional relationship with
~
which is
not
assumed in these empirical
relationships.
104r---------------------------------------~
100~--------~--------~--------~--------~
10.
1
10
1
10
3
10
5
10
7
Local
solidification
time
(5)
Figure 2.18. Experimental
data
of secondary
arm
spacing as a function of local
solidification time for
an
AI-4.S%Cu alloy, after Bower
et
al.
(1966).