Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.

DSC
process
variables
and
cast
strip
quality
143
are
not
directly related to
TRC,
the results provide a useful approximation in
calculations of the effect of roll separating force
on
heat flux.
The interfacial heat flux during
DSC
is also affected
by
the type of mould
material (Cramb
1995;
Wang
and
Matthys
1996,
2002;
Strezov
et
al.
2000;
Thomas
2003).
For example, an increase in thermal conductivity of the mould
improves the rate of heat removal from the melt. This behaviour is illustrated
indirectly
in
Figure
5.29
which shows that
TRC
of aluminium using copper
rolls generates a higher cooling rate and a finer
SDAS
compared to the same
material produced using steel rolls. This equates to an increase in heat flux
since
SDAS
is inversely proportional to this parameter
(Li
1995a). The type of
metal to be cast will also affect the interfacial heat flux since the thermal
driving force
(L'lT
) for heat flow increases with increasing melting point.
25,-------------------------.
~
E g
......
.
t::
//
8
10
r-
....
<>
~
/.....
0 AI-Cu on steel (graphite coated)
~
5
rI.,/
V
AI
on steel (graphite coated)
t;. AI-Si
on
steel (bare)
:::e
m
iA.!
0 AI-Si on steel (soot coated)
;1"
<>
AI-Si on steel (graphite coated)
0)
I
o 5
10 15
20
25
Pressure
(MPa)
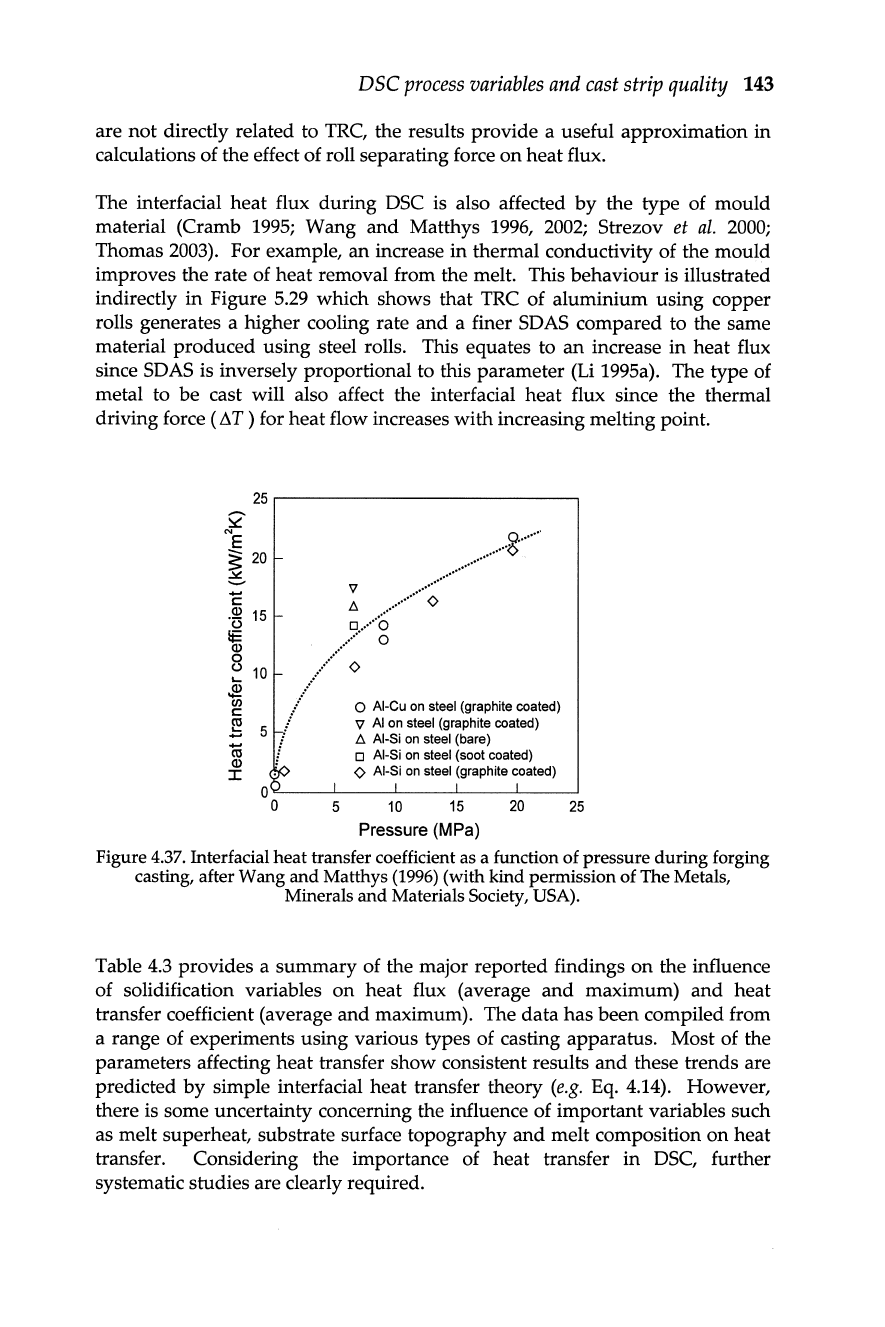
Figure
4.37.
Interfacial heat transfer coefficient as a function of pressure during forging
casting, after Wang
and
Matthys
(1996)
(with
kind permission of The Metals,
Minerals
and
Materials Society, USA).
Table
4.3
provides a summary of the major reported findings
on
the influence
of solidification variables
on
heat flux (average and maximum) and heat
transfer coefficient (average and maximum). The data has been compiled from
a range of experiments using various types of casting apparatus. Most of the
parameters affecting heat transfer show consistent results
and
these trends are
predicted
by
simple interfacial heat transfer theory
(e.g.
Eq.
4.14). However,
there is some uncertainty concerning the influence of important variables such
as melt superheat, substrate surface topography and melt composition
on
heat
transfer. Considering the importance of heat transfer
in
DSC,
further
systematic studies are clearly required.
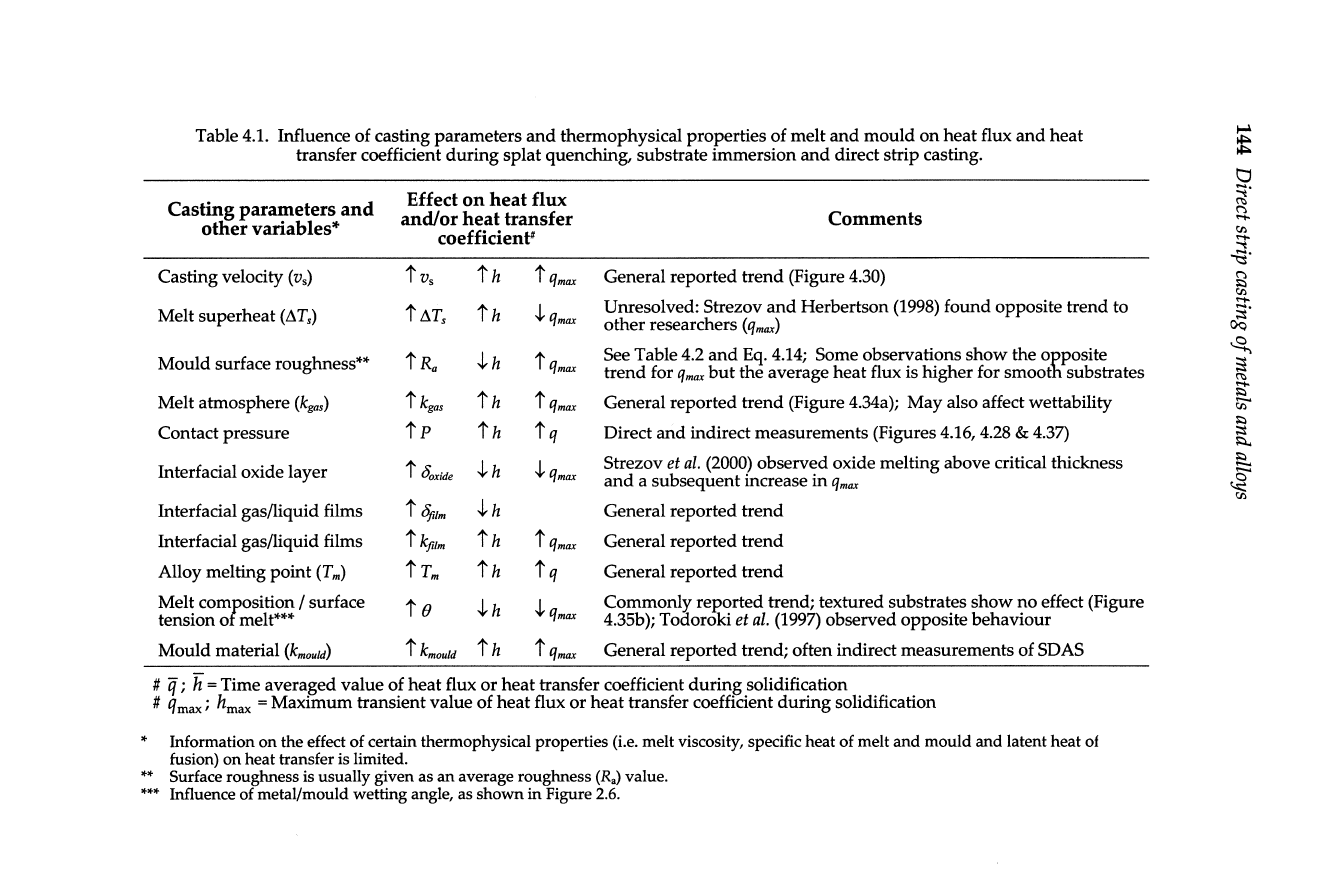
Table 4.1. Influence of casting parameters
and
thermophysical properties of melt
and
mould
on
heat
flux
and
heat
transfer coefficient
during
splat quenching, substrate immersion
and
direct strip casting.
Casting parameters and
ollier variables"
Casting velocity
(v
s
)
Melt superheat (dT.)
Mould surface roughness
....
Melt atmosphere
(kga.r)
Contact pressure
Interfacial oxide layer
Interfacial gas/liquid films
Interfacial gas/liquid films
Alloy melting point (T
m)
Melt comlmsition / surface
tension
0 melt
......
Mould material (k
mou1d
)
Effect
on
heat flux
and/or heat transfer
coefficient'
tvs
th
t
qmax
t dT.
th
.,l..
qmax
tR"
.,l..h
t
qmax
tkga.r
th
t
qmax
tp
th
tq
t
Ooxide
.,l..h
.,l..
qmax
t~lm
.,l..h
t
kfilm
th
t
qmax
tTm
th
t
q
to
.,l..h
.,l..
qmax
t k
mou1d
th
t
qmax
Comments
General reported
trend
(Figure 4.30)
Unresolved: Strezov
and
Herbertson (1998) found opposite trend to
other researchers
(qmax)
See Table 4.2
and
Eq.
4.14;
Some observations
show
the opposite
trend
for
qmax
but
the average heat flux is higher for smooth substrates
General reported
trend
(Figure 4.34a); May also affect wettability
Direct
and
indirect measurements (Figures 4.16, 4.28 & 4.37)
Strezov
et
al.
(2000) observed oxide melting above critical thickness
and
a subsequent increase
in
qmax
General reported
trend
General reported
trend
General reported
trend
Commonly reported trend; textured substrates
show
no
effect (Figure
4.35b); Todoroki
et
al.
(1997) observed opposite behaviour
General reported trend; often indirect measurements of
SDAS
#
q;
Ii
= Time averaged value of heat flux
or
heat
transfer coefficient
during
solidification
#
qmax;
h
max
= Maximum transient value of
heat
flux
or
heat
transfer coefficient
during
solidification
..
Information
on
the
effect of certain thermophysica1 properties (i.e. melt viscosity, specific heat of melt
and
mould
and
latent heat
of
fusion)
on
heat transfer is limited.
....
Surface roughness is usually given as
an
average roughness (R.) value.
......
Influence of metaVmould wetting angle, as shown
in
Figure 2.6.
tt
tl
~.
.....
en
~
~.
~
.....
~.
~
~
E"
<ii
;:,
;:::
;:,...
;:,
~
DSC
process
variables
and
cast
strip quality 145
4.6 Cast strip quality
A major advantage of
DSC
lies
in
the reduction and/or elimination of the large
number of secondary processing steps required to produce strip
in
an
integrated mill. However,
DSC
produces near-net-gauge strip
and
both a
sound surface condition and internal quality are required since only limited
secondary processing is available to alter these parameters. The following
discussion, while not exhaustive, outlines some of the common types of
quality-related problems associated with strip casting. A more detailed
account of the influence of processing conditions
on
the properties of cast strip
products is available
in
the reviews by Merchant
et
al.
(1989),
Cramb
(1995)
and
Blejde
et
al.
(2000a,b).
4.6.1 Control
of
internal defects
Inclusions
and
porosity
It
was pointed out
in
§4.3.1.1
that the formation of inclusions
in
the ladle,
tundish and mould can cause nozzle blockages and inclusion/mould
interactions
at
the meniscus region during casting. The size, number
and
distribution of inclusions must therefore be controlled for adequate internal
and surface strip quality. Porosity is also a potential problem
in
the as-cast
strip
~nd
is usually associated with uneven solidification which can be avoided
by
good control of mould condition, melt chemistry
and
degassing; the
removal of hydrogen is particularly important
in
aluminium casting. Any
shrinkage porosity associated with
TRC
can be reduced
by
a small degree of
hot
rolling through the roll bite of the caster.
Segregation-related
defects
Depending
on
alloy type and casting condition, various segregation-related
defects can form
in
twin roll cast aluminium and steel. The systematic study of
Lockyer
et
al.
(1996)
on
dendritic segregation in various Al alloys will be
highlighted. In
TRC,
solidification occurs
by
dendritic growth from the roll
surface
but
if the roll separation force is excessive, solute-rich liquid will be
pushed ahead of the two-phase
(S+L)
region during solidification generating
centreline segregation
in
the form of elongated rods of eutectic phase
in
the
core of the as-cast strip. This defect becomes more pronounced
in
alloys with
wide freezing ranges and is similar to the white zone formed in strip-cast
stainless steel (Cramb
1995).
At higher casting speeds, both the solidification
and
deformation processes may occur too rapidly for the liquid to be squeezed
out
of the solid phase. Hence, small liquid regions remain between solid grains
leading to a more evenly dispersed segregate. Both types of segregation may
be minimised if the semi-solid zone is allowed to deform without fluid flow.
Other types of segregation-related defects can form
in
strip-cast aluminium
alloys (Lockyer
et
al.
1996).
These may occur as
hot
tears, banded structures
and
surface segregation/bleeding; the last of these is generated
in
low-gauge
146
Direct
strip
casting
of
metals
and
alloys
strip
at
higher casting speeds as pockets of intermetallic particles
on
the strip
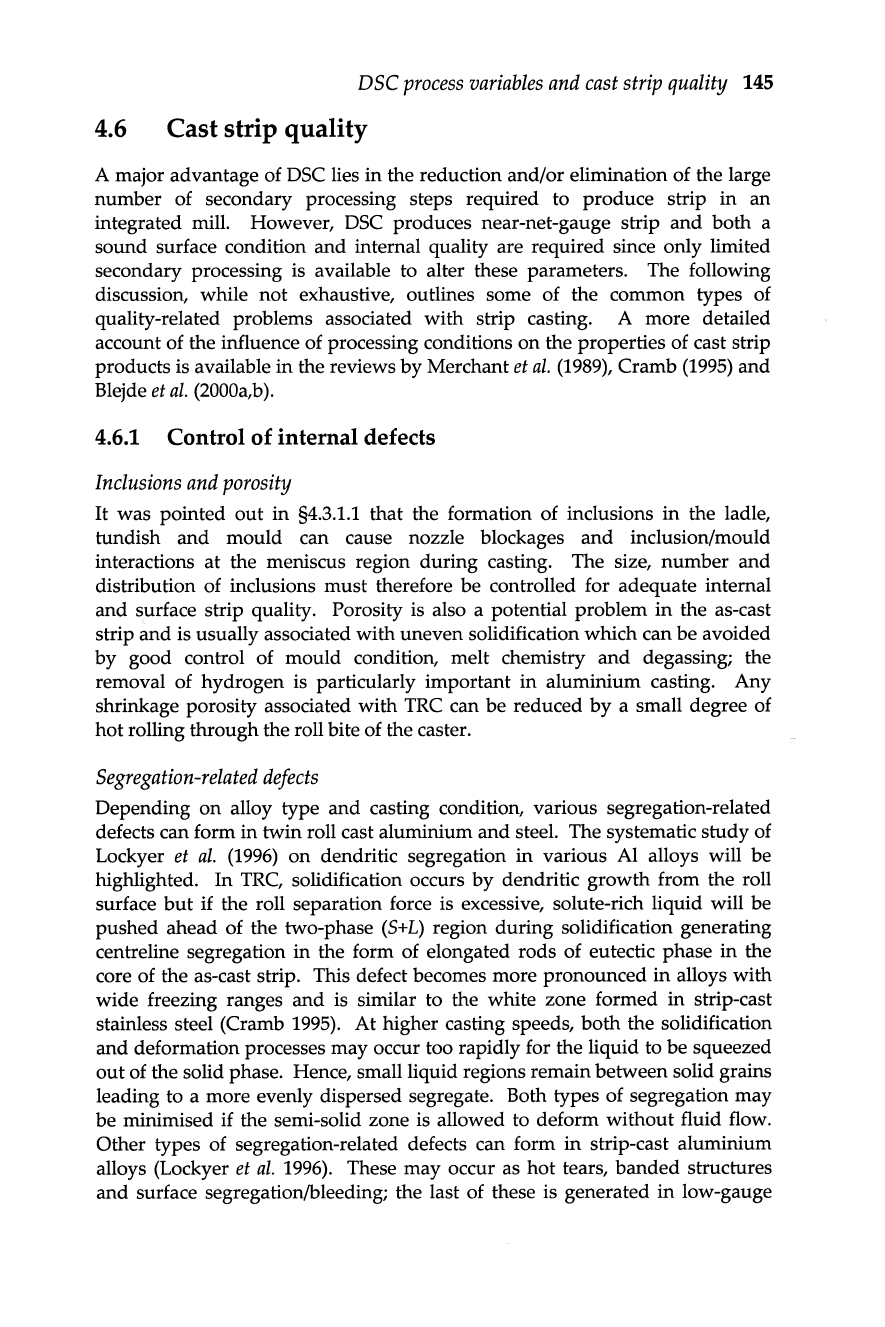
surface. These defects have been categorised into segregation limit diagrams
for a range of Al alloys (Figure
4.38).
Such processing maps are useful as they
indicate the optimum casting conditions for producing aluminium strip with a
tolerable amount of segregation for a particular end application. They also
illustrate the strong effect of alloying additions on the tendency for segregation
during twin roll casting.
6r---------------------------------------,
AA6111
'"
••••••••••
t:.
Deformation
'~..
t:.
a
3
~'_4
~!:~regates
···.tsC~~·nnelst:.t:.
~······b.·.tntA·'iM-4ii··"ts.·...
t:.
Banding
t:.
·1S.··.4
••
~.~
.'Q......
.
............
.
No
Channels
E
Or-------------------------------------~
• 0
.•••
AA3003
~
••••
0 0
••
~
••••••••
d3
0
•••••••••
0
1/1
3 _
••••
•••
Banding:
fine/coarse'!>.. Deformation
•••••••
Channels
~
•
'"
segregates
•••••
~_S2
0
0
"0
~~"'(j~pO
0
~O~
0
••••
00
• .0
0
00
0
<3
•••••••
Co
Banding:
coarse/fin~"""
••••••••••
m
Or-----------------------------------------~
.....•.. 0 .....
.......
o
.......
<;1>
"10>
3
Banding
•••••
Channels
••••••
No
channels
<:>
00
$
...
'0
•••••
~
••••••
~
•••••••••
~L
<$ 0
<JI>
0 ¢-.... «>
¢-.~
0 0
0<>
0
••.....••
o
Hotte~rs
I I
AA1100
I
o
0.2
0.4 0.6
0.8
Specific load (tonnes/mm width)
Figure 4.38. Defect limit
diagram
showing
the
experimental
plots
of
the
type
of
metallurgical defect as a function
of
strip thickness
and
specific
load
for
various
twin
roll cast
Al
alloys, after Lockyer et
al.
(1996).
(with
kind
permission
of
Elsevier Limited).
4.6.2 Surface condition of the as-cast strip
The production of aluminium or steel strip
by
conventional routes involves
either a scalping (aluminium) or descaling operation (steel) after casting in
which the removal of several millimetres of the initial thickness of the slab is
common; this is negligible compared to the original thickness of the slab.
In
contrast, strip casting typically involves the production of strip less than -10
mm
in
thickness and as thin as
0.7
mm
for steel with the removal of as little as
200
~
of the surface resulting in a large loss in the final product. Therefore,
DSC
process
variables
and
cast
strip
quality
147
casting of thin-gauge strip with poor surface quality provides little scope for
improving the problem.
Surface
cracking
A wide range of factors contributing to surface cracking
in
strip-cast alloys has
been considered in this chapter.
It
is well known that surface cracks come in
various forms (i.e. transverse or longitudinal)
and
are caused
by
a number of
factors including inhomogeneous roll cooling,
hot
brittleness of the alloy, melt
fluctuation
in
the meniscus region and variation
in
shell shape, thickness
and
internal stresses
due
to localised variations
in
heat flux
in
casting (Cramb
1995;
Li
1995a;
Yasunaka
1995;
Mizoguchi
et
al.
1996;
Choo
et
al.
2001;
Ha
et
al.
2001).
A major cause of surface cracking in steel strip is non-uniformity of heat
,transfer across the rolls of a twin roll caster; this leads to localised
hot
spots and
induces transverse and longitudinal stresses in the strip.
Surface
oxidation
This can be a major problem
but
considerable progress has been made in the
area of oxidation control by the use of inert gas shrouding
and
strict
temperature control
(§4.3).
For example, it has been reported that scale
thickness levels of strip-cast steel can be reduced to below
0.8
-
1.0
!lm (Blejde
et
al.
2000b)
which is only a fraction of the thickness «
0.2%)
of the as-cast strip.
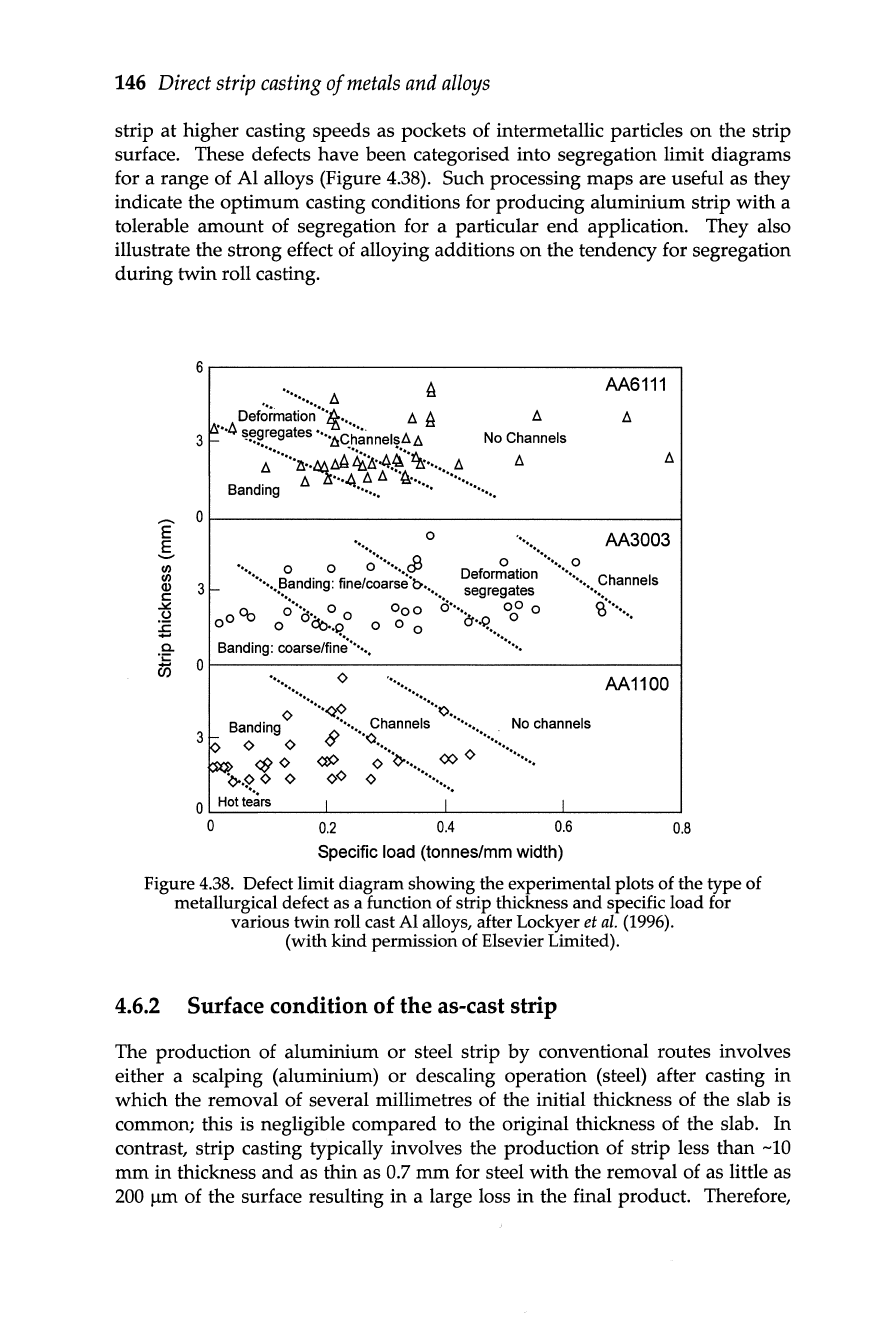
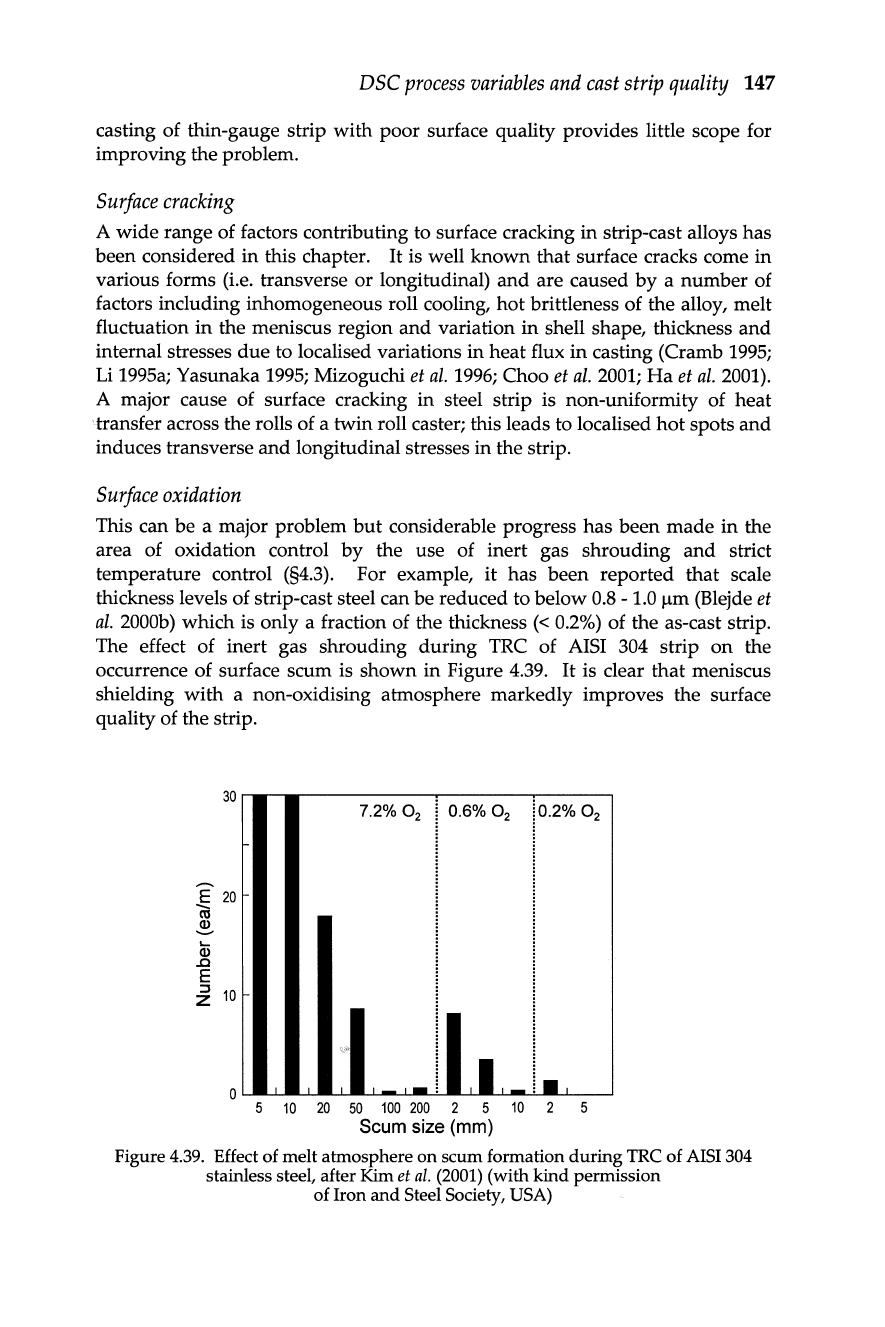
The effect of inert gas shrouding during
TRC
of AISI 304 strip
on
the
occurrence of surface scum is shown in Figure
4.39.
It
is clear that meniscus
shielding with a non-oxidising atmosphere markedly improves the surface
quality of the strip.
30
-
E
20
cu
~
...
Q)
..0
E
~
10
o
7.2% O
2
0.6% O
2
iO.2% O
2
'if'
I.
-
I
5
10
20
50
100
200
2 5
10
2 5
Scum size (mm)
Figure 4.39. Effect of melt atmosphere
on
scum formation
during
TRC of AISI 304
stainless steel, after
Kim
et
al.
(2001)
(with
kind
permission
of Iron
and
Steel Society, USA)
148
Direct
strip
casting
of
metals
and
alloys
Sticking-related
defects
This is a common problem in mc of aluminium alloys
and
increases in
severity with increased casting speed. The cause of sticking is believed to be a
steep pressure distribution along the arc of roll-strip contact that is caused by
the friction between the rolls and the strip.
It
has been found that aluminium
alloys containing magnesium have fewer sticking problems when cast
at
higher
speeds
due
to the formation of a MgO layer
on
the roll surface that isolates the
alloy from direct contact with the roll surface
(Li 1995a).
Thickness
and
profile
The mc process
must
be controlled more carefully during the production of
steel strip than for aluminium since only very small reductions are possible
during casting
(§4.4.2).
Nevertheless, consistent gauge thickness is necessary
in
all
DSC
processes and this is made possible
by
controlling the thickness of the
solidifying shells at the roll nip; symmetry
in
both the longitudinal and
transverse directions is essential. A consistent thickness of each solidifying
shell is achieved
by
controlling heat flux via melt pool height
and
stability and
rolling speed.
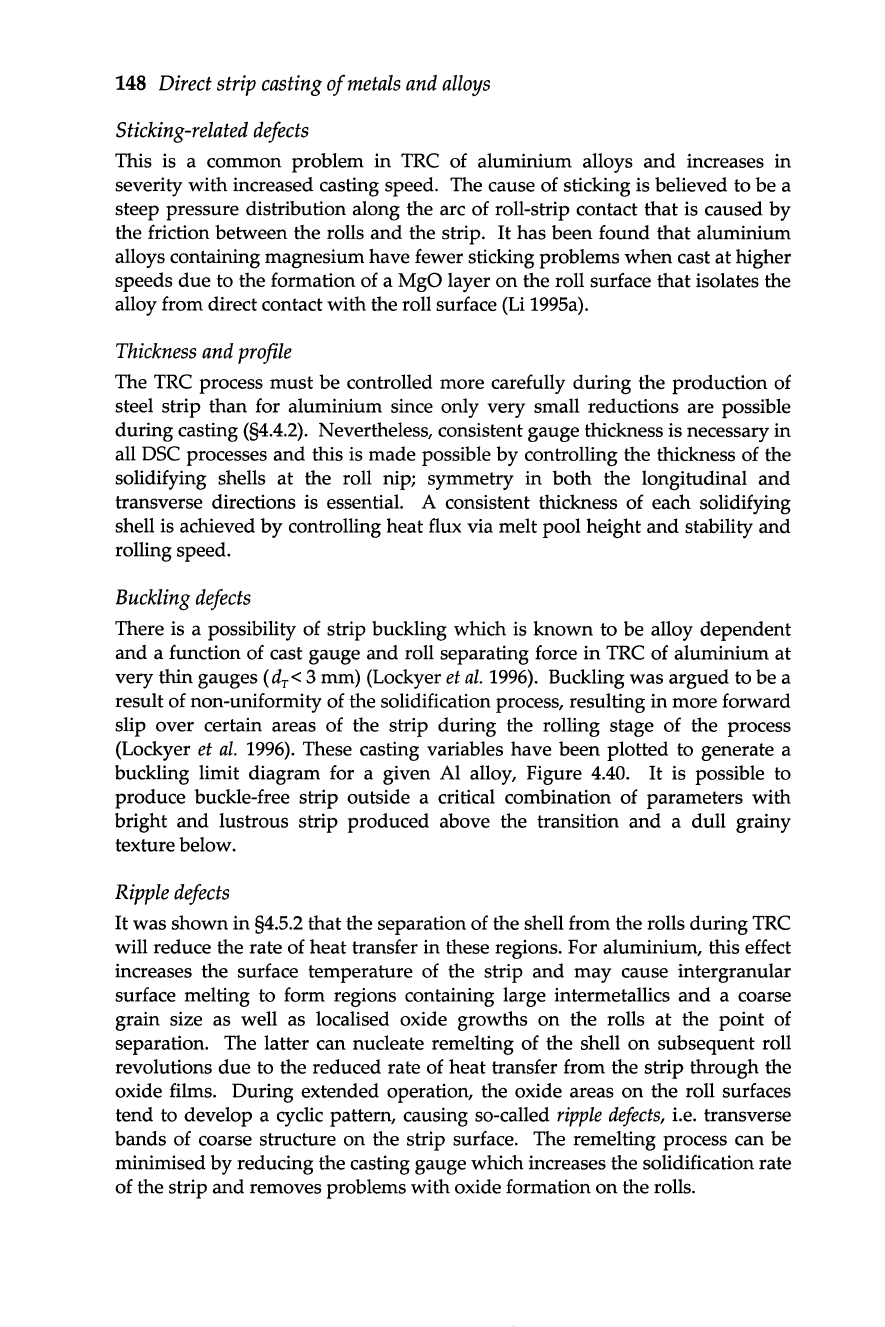
Buckling
defects
There is a possibility of strip buckling which is known to be alloy dependent
and a function of cast gauge and roll separating force
in
TRC
of aluminium
at
very thin gauges (d
r
< 3 mm) (Lockyer
et
al.
1996).
Buckling was argued to be a
result of non-uniformity of the solidification process, resulting
in
more forward
slip over certain areas of the strip during the rolling stage of the process
(Lockyer
et
al.
1996).
These casting variables have been plotted to generate a
buckling limit diagram for a given Al alloy, Figure
4.40.
It
is possible to
produce buckle-free strip outside a critical combination of parameters with
bright
and
lustrous strip produced above the transition
and
a dull grainy
texture below.
Ripple
defects
It
was shown
in
§4.5.2 that the separation of the shell from the rolls during mc
will reduce the rate of heat transfer in these regions. For aluminium, this effect
increases the surface temperature of the strip
and
may cause intergranular
surface melting to form regions containing large intermetallics
and
a coarse
grain size as well as localised oxide growths on the rolls
at
the point of
separation. The latter can nucleate remelting of the shell
on
subsequent roll
revolutions
due
to the reduced rate of heat transfer from the strip through the
oxide films. During extended operation, the oxide areas on the roll surfaces
tend to develop a cyclic pattern, causing so-called
ripple
defects,
i.e. transverse
bands of coarse structure
on
the strip surface. The remelting process can be
minimised
by
reducing the casting gauge which increases the solidification rate
of the strip and removes problems with oxide formation
on
the rolls.
DSC
process
variables
and
cast
strip quality
149
3r-------------_.------
..
----------.
• • • AA1080
···············~········~·
......
o.
o
o·······
..
········~
o
vo·
•••
2
o Heatline buckling
AA3004
- 2
E
•
................................
.
5
If)
If)
Q)
c:
..l<:
U
£
C-
.L:
U5
............
fl
Buckling
·······8···
·········09
..
...........
1
.AA5052
•••••
AI!
............. •
2 • •
••··•·•••·••·
..•••
~
•.
.J?UCkli~9···········'8
.••.•
.•••••.•.•..•...••••••
.0.
2
.~
..................
~
...............
g
Buckling 0 •.••••
•
o
AA8011
OL-________
~
__________
~
________
~
o
0.2
0.4
0.6
Specific load (tonnes/mm width)
Figure
4.40.
Defect limit diagram showing the experimental plots
of
the type
of
onset
of
buckling
as
a function
of
strip thickness and specific load
for
various twin roll cast
Al
alloys, after Lockyer et
al.
(1996)
(with kind permission
of
Elsevier Limited).
Edge
quality
Since strip casting usually involves
moulds
and
side dams, the control of edge
integrity of the as-cast strip is important. Good
edge
quality is achieved
by
the
appropriate
use of side
dams
that
minimise skull formation.
In
TRC of steel,
it
has
been
shown
that
a reduction in roll size produces
better
edge
quality since
the side
dams
are smaller
and
temperature
more
easily controlled.
In
TRC of
aluminium,
edge
quality is
not
too critical as the edges of the as-cast strip are
usually
trimmed
as the strip exits the roll bite (Menet
et
al.
1997).
An
excellent
way
of improving edge quality is
both
ferrous
and
non-ferrous strip casting is
through
the use of electromagnetic containment of the melt (§4.3.1.2).
4.6.3 Mechanical and other properties
Since DSC is characterised
by
rapid
rates of solidifcation the internal
microstructure of the strip is usually different to
that
generated
by
conventional casting. There
may
be
marked
differences
in
grain structure,
dendrite
arm
spacing, micro-
and
macrsegregation, porosity, the level of
150
Direct
strip
casting
of
metals
and
alloys
supersaturation and the type, distribution
and
size of primary consituents.
These factors will strongly influence the mechanical, physical
and
chemical
properties of both the as-cast
and
further processed material as well as the
ability of the material to be adequately surface treated. These microstructural
factors are documented
in
detail
in
chapters 5 and
6.
5.1
Introduction
Chapter
5
As-Cast
Microstructure,
Texture
and
Properties
An
important metallurgical challenge associated
with
the development of direct
strip casting is the need to reassess
our
understanding of the relationship
between microstructure
and
properties. The casting processes involved are
usually characterised
by
high
solidification rates which often produce far-from-
equilibrium microstructures. This chapter provides
an
overview of the factors
affecting the microstructure, texture
and
properties
in
various commercially-
significant alloys produced
by
DSC. The various methods of representing
textures are outlined
in
Appendix
B.
5.2
General features
of
strip-cast microstructures
5.2.1 Dendritic growth in a flowing melt
The heat flow in DSC is often highly directional
with
the maximum interfacial
heat flux occurring perpendicular to the wall of the
mould
(§4.5). In the
absence of inoculation, the heat flow conditions favour the formation of
columnar grains
in
as-cast strip. In twin belt and twin roll casting, a solidifying
shell is produced
at
each mould surface; these shells coarsen
by
dendritic
growth
and
eventually interact to produce the as-solidified strip (Figure
4.12).
Under certain casting conditions, a central equiaxed zone
may
also develop
which separates these columnar regions.
151
152
Direct
strip
castin!(
of
metals
and
allol/s
Solidified strip
-------
"
"
"
"
,,/
,
,
,
,
,
\
\
\
\
I
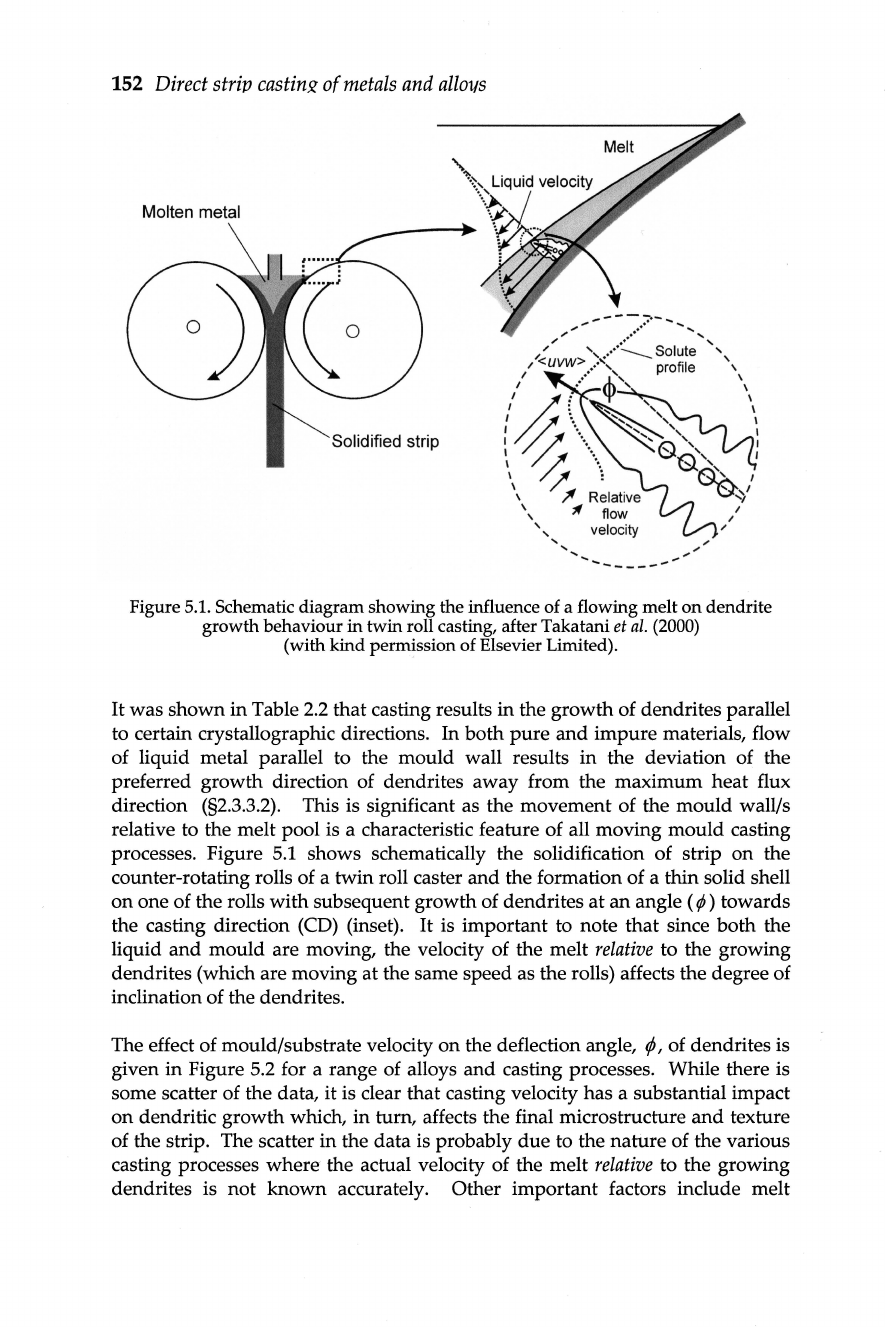
Figure 5.1. Schematic
diagram
showing
the influence of a flowing
melt
on
dendrite
growth
behaviour
in twin roll casting, after Takatani
et
al. (2000)
(with kind permission of Elsevier Limited).
It
was shown in Table
2.2
that casting results
in
the growth of dendrites parallel
to certain crystallographic directions. In both
pure
and
impure materials, flow
of liquid metal parallel to the mould wall results in the deviation of the
preferred growth direction of dendrites away from the maximum heat flux
direction (§2.3.3.2). This is significant as the movement of the mould wallis
relative to the melt pool is a characteristic feature of all moving mould casting
processes. Figure 5.1 shows schematically the solidification of strip on the
counter-rotating rolls of a twin roll caster and the formation of a
thin solid shell
on
one of the rolls with subsequent growth of dendrites at
an
angle
(¢
) towards
the casting direction (CD) (inset).
It
is important to note that since both the
liquid
and
mould are moving, the velocity of the melt
relative
to the growing
dendrites (which are moving
at
the same speed as the rolls) affects the degree of
inclination of the dendrites.
The effect of mould/substrate velocity on the deflection angle,
¢, of dendrites is
given in Figure 5.2 for a range of alloys
and
casting processes. While there is
some scatter of the data,
it
is clear that casting velocity has a substantial impact
on
dendritic growth which, in turn, affects the final microstructure
and
texture
of the strip. The scatter in the data is probably
due
to the nature of the various
casting processes
where
the actual velocity of the melt
relative
to the growing
dendrites is
not
known accurately. Other important factors include melt