Fahim M.A., Sahhaf T.A., Elkilani A.S. Fundamentals of Petroleum Refining
Подождите немного. Документ загружается.

Solution:
The equilibrium constant (K
eq
) can be written in terms of reactants and products
partial pressure as follows:
K
eq
¼
P
3
H
2
P
Bz
P
CH
Starting with one mole cyclohexane and letting x equal the fraction of cyclo-
hexane converted, the following table can be obtained:
Initial feed Final product
Cyclohexane 1 1 x
Benzene 0 x
Hydrogen 0 3x
Total 1 1 þ 3x
Thus,
K
eq
¼
x
1 þ 3x
P
T
3x
1 þ 3x
3
P
3
T
1 x
1 þ 3x
P
T
The equilibrium constant, K
eq
, and amount of benzene converted can be
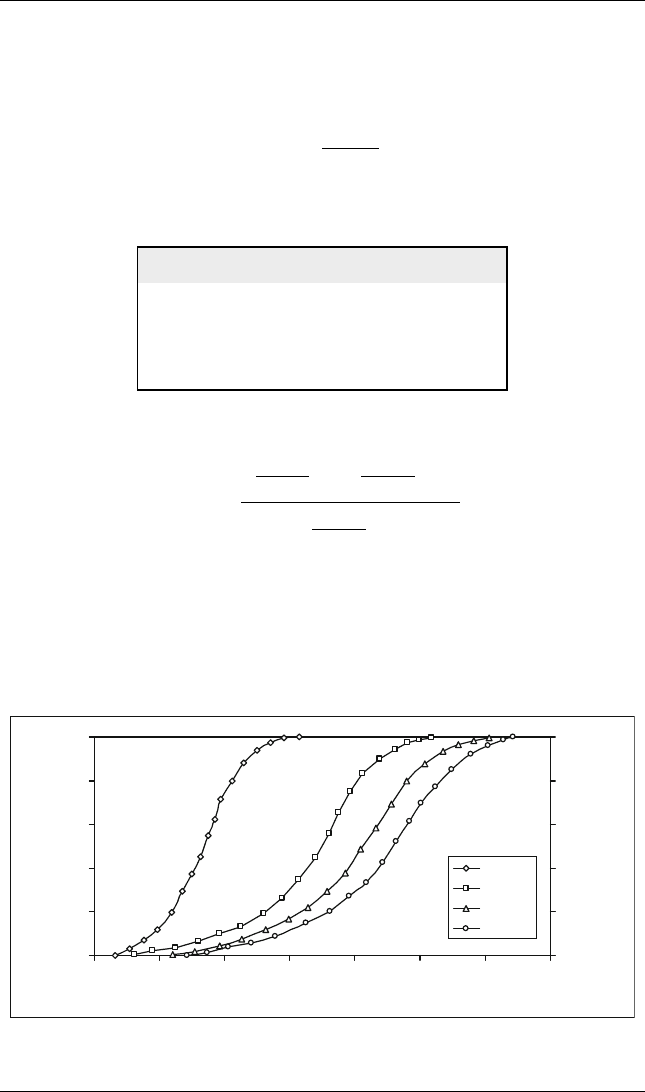
calculated at several temperatures and pr essures as shown gra phically in
Figure E7.1. The plots indicate that hydrogenation of benzene to produce
cyclohexane will occur a t hig h pressur es and low temperatures, whereas the
reverse reaction in which cyclohexane is dehydrogenated to produce ben-
zene will be maximized at high temperatures and low pressures.
0.0
0.2
0.4
0.6
0.8
1.0
450 500 550 600 650 700 750 800
Temperature, K
Mole fraction of cyclohexane
converted to benzene
0.0
0.2
0.4
0.6
0.8
1.0
Mole fraction of benzene
converted to cyclohexane
0.1 MPa
1 MPa
2 MPa
3 MPa
Figure E7.1 Effect of temperature and pressu re on the equilibrium conversion of
benzene to cyclohexane
Hydroconversion 161
7.2.6. Reaction Kinetics
If we assume that the rate of a hydrotreating reaction follows n order:
dC
dt
¼ kC
n
ð7:19Þ
this equation can be integrated to:
kt ¼
1
n 1
1
C
n1
1
C
n1
0
ð7:20Þ
where t is the reaction time (h), k is the reaction rate constant (h
1
), C
0
is
the initial sulphur content in feedstock (wt%), C is the final sulphur content
in the product (wt%), and n is the reaction order 6¼ 1. Equation (7.19) can
be integrated for first order to kt ¼ ln(C/Co).
The first order is found for the narrow cuts (naphtha and kerosene).
Reaction order n >1.0 (1.5–1.7) is found for gas oil and 2.0 for VGO or
residue.
Example E7.2
Find the catalyst volume needed for the desulphurization of VGO. The initial
sulphur content is 2.3 wt% and the final sulphur content of the product is 0.1 wt%.
The reaction rate constant (h
1
) can be expressed as:
k ¼ 2:47 10
10
exp
14; 995
T
The reaction conditions are T ¼ 415
C and P ¼ 5.1 MPa. The order of the
reaction was found to be n ¼ 1.7. The feed flow rate is 167,500 kg/h and has a
density of 910 kg/m
3
.
Solution:
At T ¼ 415
C, k ¼ 8.455 h
1
using equation (7.20)
8:455t ¼
1
1:7 1
1
0:1
0:7
1
2:3
0:7
t ¼ 0.75 h.
The liquid hourly space velocity (LHSV) is calculated as:
LHSV ¼
1
0:75
¼ 1:33 h
1
Feed volumetric flow rate ¼
167; 500 kg=h
910 kg=m
3
¼ 184 m
3
=h
Catalyst volume ¼
volume of hourly feed rate
LHSV
¼
184
1:33
¼ 138m
3
:
162 Chapter 7
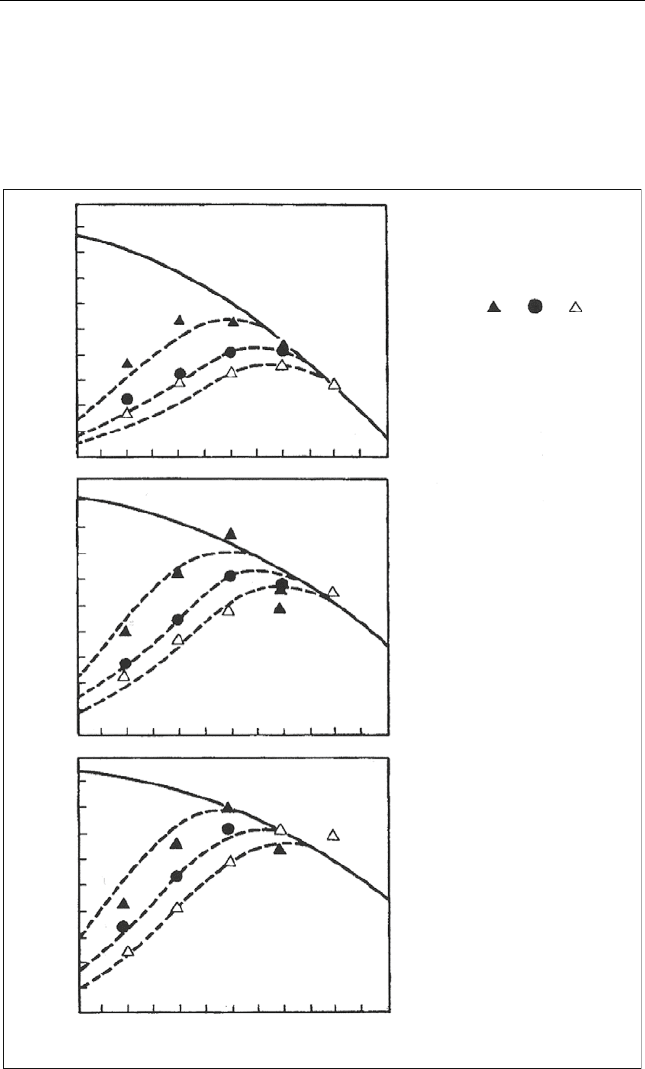
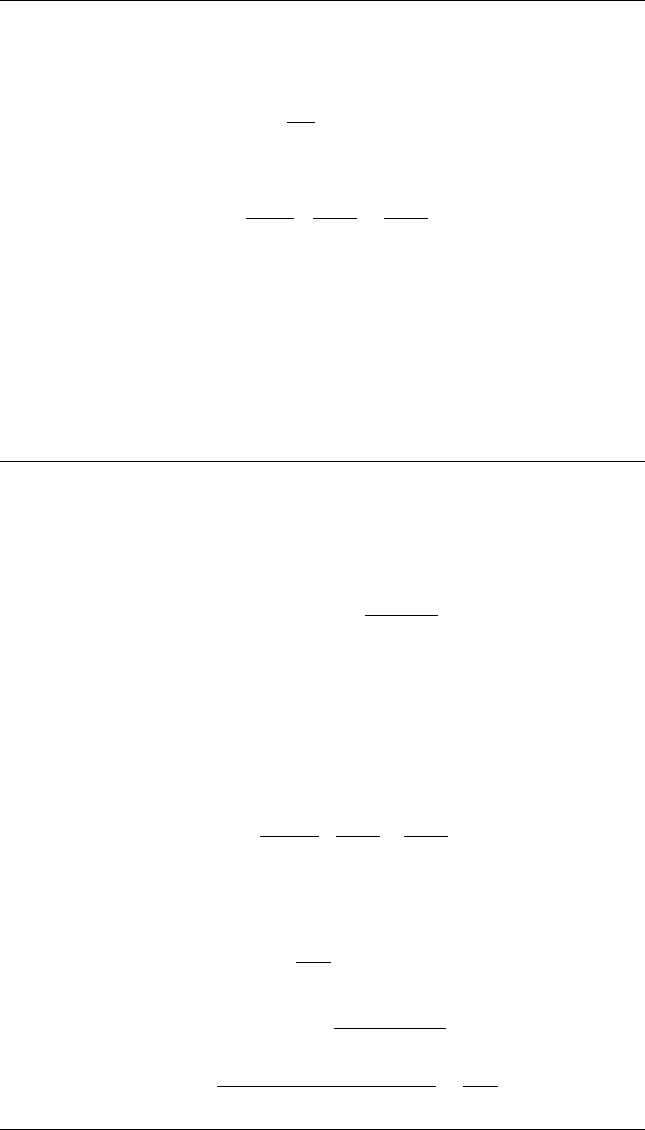
As a parctial example, hydrogenation of aromatics for arabian gas oil is
shown in Figure 7.4. The results were compared with a kinetic model for
aromatics hydrogenation based on a simple first order reversible reaction
(Yui and Sanford, 1985). Agreement with the model was excellent. This
particular reaction is limited by equilibrium at temperatures above 360
C
5MPa
Calculated
Solid Curve: Equilibrium Control
Dotted Curve: Kinetic Control
Observed
LHSV :
0.5 1.0 1.5
8MPa
10MPa
80
60
40
20
0
100
100
80
60
40
20
Aromatics Hydrogenation [%]
0
100
80
60
40
20
0
300 320 340 360
Temperature [⬚C]
380 400 420
Figure 7.4 Observed and calculated % aromatic hydrogenation at various operating
conditions Arabian light gas oil (Yui and Sanford,1985)
Hydroconversion 163
(680
F) when operating at pressures of 5–10 MPa (725–1450 psia). Higher
space velocities result in lower conversion.
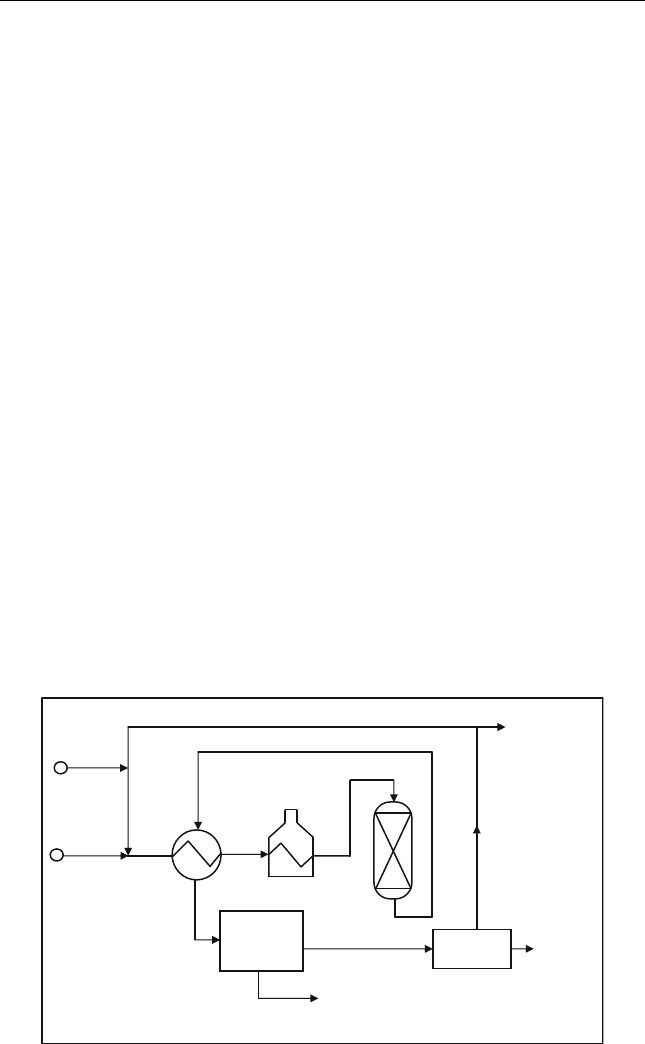
7.2.7. Hydrotreating Processes
Hydrotreating processes are similar in common elements and in general can
be represented as shown in Figure 7.5. The liquid feed is mixed with
hydrogen and fed into a heater and the mixture is brought to the reaction
temperature in a furnace and then fed into a fixed bed catalytic reactor. The
effluent is cooled and hydrogen-rich gas is separated using a high pressure
separator. Before the hydrogen is recycled, hydrogen sulphide can be
removed using an amine scrubber. Some of the recycle gas is also purged
to prevent the accumulation of light hydrocarbons (C
1
–C
4
) and to control
hydrogen partial pressure. The liquid effluent for the reactor is introduced
to a fractionator for product separation.
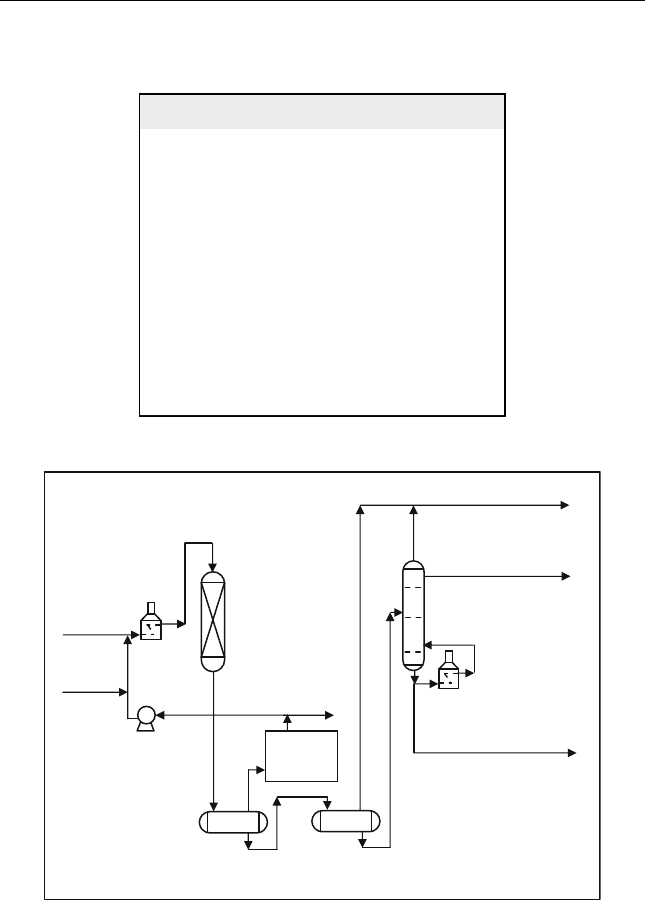
7.2.7.1. Naphtha Hydrotreating
Heavy naphtha hydrotreating is usually used to remove the impurities so
that the hydrotreated naphtha can be introduced to the catalytic reformer.
The expensive platinum based catalyst used in the reformer is sensitive to
poisoning by such impurities. A schematic flow diagram for the naphtha
hydrotreating process is shown in Figure 7.6. The naphtha reformer consists
of a feed heater, reactor, high and low pressure separators, recycle compres-
sor and treated naphtha fractionator. A hydrogen sulphide scrubber might
be placed between the high and low pressure separators. Some of the
recycled gas is purged to lower the concentration of light hydrocarbon
(C
1
–C
4
). A catalyst of Co–Mo on alumina is used.
H
2
Makeup
Liquid
Feed
Cooling &
Separation
Gas
Treating
H
2
Treated
gas
Liquids to
Fractionator
Furnace
Reactor
Reactor Effluent
Purged
gas
H
2
Recycle
Figure 7.5 The main elements of a hydrot reating process
164 Chapter 7
Makeup H
2
Light Naphtha
Gas
Purge
Heavy Naphtha
Sour
Water
Sour
Water
Wash Water
Naphtha
Diolefin Reactor
HDS
Reactor
HP
Separator
LP
Separator
Naphtha
Splitter
Figure 7.6 Naphtha hydrotreating process
Hydroconversion 165
7.2.7.2. Middle Distillates Hydrotreating
Middle distillate is mainly composed of saturated paraffins and also some
aromatics which include simple compounds with up to three aromatic rings.
Kerosene, jet fuel oil and diesel fuel are all derived from middle distillate
fractions. Typical kerosene feed and product properties are given in Table 7.4.
The typical overall yield balance for a kerosene hydrodesulphurization (HDS)
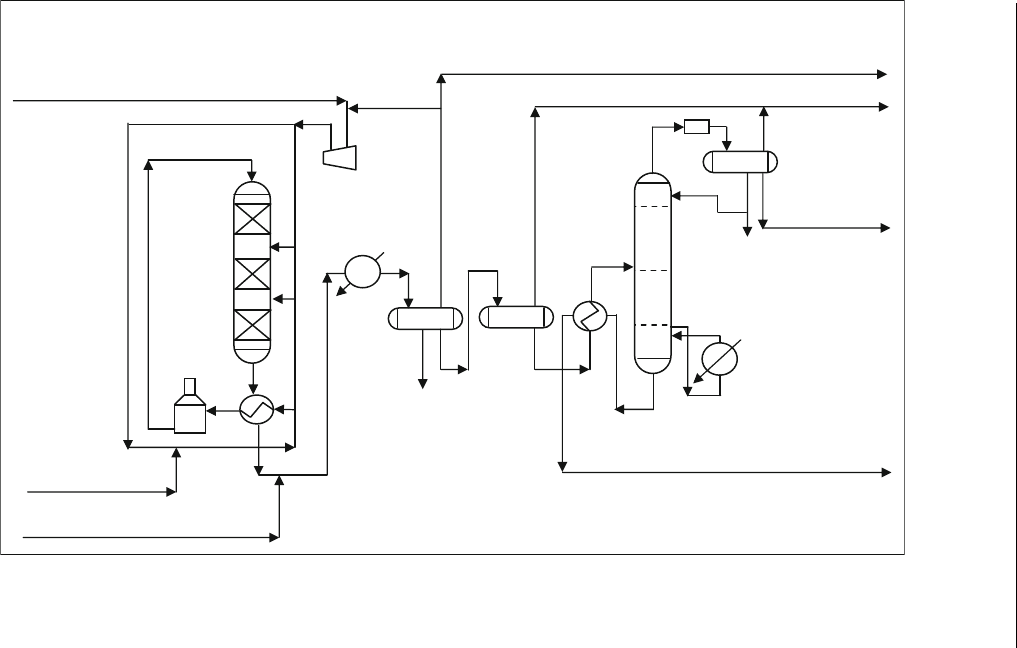
unit is given in Table 7.5 (Parakash, 2003). Diesel hydrotreating is shown here
as an example of this class in Figure 7.7. The feed stream is combined with
recycled hydrogen and make-up hydrogen and heated in a fired heater. The
reactor effluent is separated in a high pressure separator into a liquid and
recycled hydrogen. The liquid is then flashed into the low pressure separator,
producing a gas which is sent to the C
3
and C
4
recovery unit and a liquid
which is sent to a fractionator which produce gases, naphtha and hydrotreated
diesel. A hydrogen sulphide scrubber and a gas purging are usually used to
improve the quality of recycled hydrogen.
Table 7.4 Kerosene HDS unit feed and product properties (Parakash, 2003)
Property Feed Naphtha ATK
a
Hea vy
kerosene
Aniline point (
F) 143 156.5
API 46.44 58.89 44.82 41.17
Density 0.7952 0.7432 0.8025 0.8195
Aromatics (vol%) 22 10.3 19.1 19.9
Cloud point (
F) 2
ASTM distillation
(
F)
(IBP) 192 124 384 452
5 vol% 306 178 396 464
10 vol% 324 202 400 472
20 vol% 346 232 404 478
30 vol% 362 256 406 484
50 vol% 396 292 412 500
70 vol% 440 316 422 518
90 vol% 504 348 440 544
95 vol% 526 360 448 556
(EBP) 556 394 470 576
Flash point (
F) 184 226
Freeze point (
F) 65.2
Pour point (
F) Zero
Smoke point (mm) 24 26 25
Sulphur (ppm) 4500 1900 3.6 41.1
Kinematic viscosity
at 122
F (cSt)
1.1 1.32 2.2
a
Aviation turbine kerosene.
166 Chapter 7
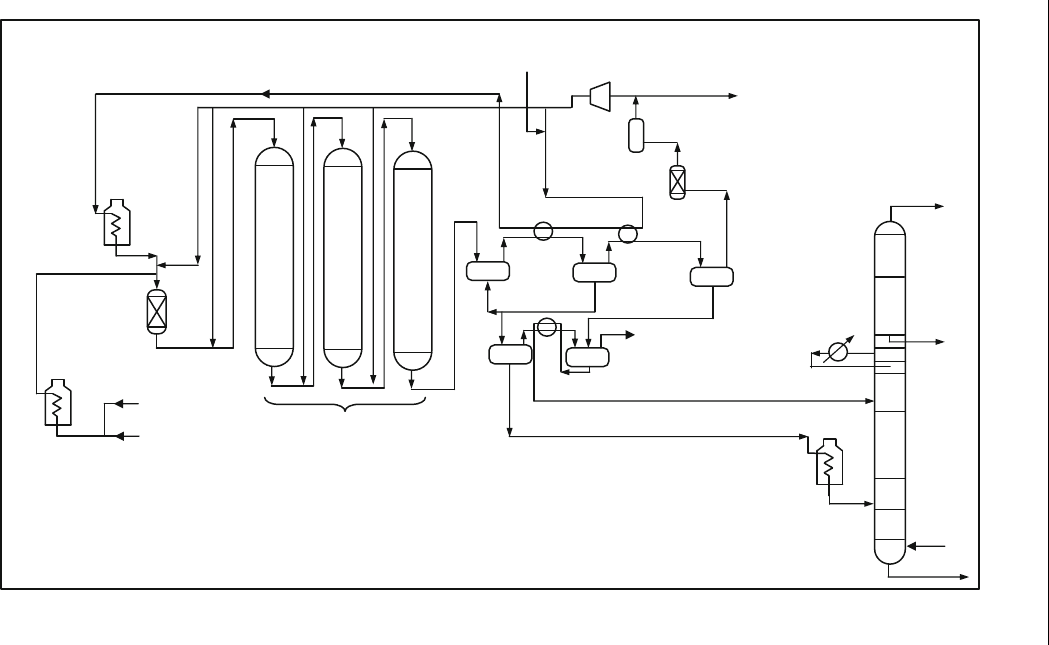
7.2.7.3. Atmospheric Residue Desulphurization
Atmospheric residue can be desulphurized using the process shown in
Figure 7.8. Middle East atmospheric residue has a sulphur content of
4–5 wt% and metals (Ni þ V) of 75–90 wppm. The purpose of this process
is to remove most of the metals and reduce sulphur content in the product
to less than 0.5 wt%.
Table 7.5 K erosene HDS unit overall yields
(Parakash, 2003)
Stream Weight fraction
Feed
Kerosene feed 1
H
2
gas 0.0137
Total feed 1.0137
Products
Gas 0.0109
HP
a
gas 0.0060
Acid gas 0.0018
Naphtha 0.1568
ATK 0.7582
Heavy kerosene 0.0800
Total product 1.01 37
a
HP, high pressure
Gas
Scrubber
Heater
Splitter
Reactor
Heater
Makeup
Hydrogen
Diesel
Feed
Recycle
H
2
Purge
HP
Separator
LP (Low Pressure)
Separator
Gases
Naphtha
Treated Diesel
Figure 7.7 Diesel f uel hydrotreating unit
Hydroconversion 167
*LSFO: Low Sulphur Fuel Oil
Atm. Residue
Injection
Steam
Feed
Heater
Recirculation
Gas Heater
Makeup
Hydrogen
Compressor
Purge (C
1
-C
4
)
H
2
S
Scrubber
HP Hot
Separator
HP Warm
Separator
HP Cold
Separator
LP Hot
Separator
LP Cold
Separator
Guard
Reactor
Fractionator
Fractionator
Feed Heater
Naphtha
Diesel
LSFO*
Steam
Recycled Hydrogen
HDS + HDN
Reactors
Knock-Out Drum
Figure 7.8 Atmosphere residue desu lphurization process
168 Chapter 7

The feed is introduced into the heaterwheresteamisinjected(to
prevent c oking ) to a temperature below 371
C(700
F). The heat ed
recycled hydrogen is mixed with feed and together, they are introduced
into a guard reactor which contains a hydrogenation catalyst similar to that
in the main reactor but usually cheaper. The catalyst s hould have
wide pores to avoid plugging due to metal deposition. In the reactor,
organo-metalic compounds are hydrogenated and metal is deposited. Salts
from crude desalters are also removed here. Due to the fast deactivation of
this catalyst, usually two reactors are used and the catalyst is cha nged in
one of them w hile the other reactor is still online. The catalyst in the
guard reactor contains 8% of the total catalyst used i n the process. Desul-
phurization, denitrification and hydrodemet allizat ion reactions require
severe conditions. Three to four reactors are usually used with diff erent
combinations of catalysts to achieve desired objectives. In some units there
is a provision for online catalyst replacement in the guard reactor
(Parakash, 2003).
The stream leaving the guard reactor is quenched with cold recycle
hydrogen and introduced to the first of the three fixed bed reactors. The
main reactions of hydrodemetallization, hydrodesulphurization, denitro-
genation and aromatic hydrogenation take place in the reactors. The flow
diagram also contains high and low pressure separators, recycled hydrogen
stream with online amine treatment and purge. The liquid stream from the
separators are send to a fractionator to produce naphtha, diesel and low
sulphur fuel oil (LSFO).
The ARDS unit reactor temperature is increased at the end of the run
(EOR) to burn off any deposited carbon; where thermal cracking occurs at
these temperatures. It is possible to use the same unit as a hydrocracker by
switching the catalyst to a bifunctional type in which hydrotreating and
hydrocracking take place as explained under hydrocracking. Typical ARDS
feed and products properties are given in Table 7.6, and typical ARDS
yields are given in Table 7.7 (Parakash, 2003).
Table 7.6 Typical ARDS feed and product properties
Feed Naphtha Diesel LSFO
TBP cut point (
F) 680 C
5
–320 320–680 680
API gravity 13.2 52.5 33.5 22. 7
Sulphur (wt%) 4.2 0.1 0.05 0.5
Nitrogen (wt%) 0.26 – 0.02 0.13
Metal (Ni þ V) (wppm) 75–90 – – 28
Hydroconversion 169
7.2.8. Make-up Hydrogen
A certain hydrogen partial pressure should be maintained in the reactors
by recycling un-reacted hydrogen and adding a make-up hydrogen to
compensate for the amount consumed. The make-up hydrogen can be
calculated by the following expression (Kaes, 2000):
Make-up hydrogen ¼ hydrogen in feed hydrogen consumed for chemical requirement
hydrogen purged amount of hydrogen dissolved in product
Hydrogen requirements for hydrotreating are classified into:
(1) Chemical requirement: This is the amount of hydrogen required to
remove impurities such as sulphur, oxygen, nitrogen, olefins and orga-
nometalic compounds, according to the stoichiometry of these reactions.
Sometimes, it might be required to convert aromatics and naphthenes to
corresponding paraffins.
(2) Hydrogen lost due to the dissolution of hydrogen in the hydrocarbons
treated. This hydrogen can be predicted by an equation of state under
hydrotreating condition.
(3) Amount of hydrogen lost with the purging of light hydrocarbons (C
1
–C
4
)
and hydrogen sulphide (if not removed by amine treatment). This hydro-
gen can be predicted using flash calculation, or using the purge gas ratio.
The purge ratio is defined as:
Purge ratio ¼
volume of hydrogen in the purged gas
volume of hydrogen in the make-up gas
Table 7.7 Typical ARDS yields
Weight fraction
Feed
Atmospheric Residue 1
Hydrogen 0.016
Total input 1.016
Products
Acid gases 0.038
C
1
–C
4
0.02
Naphtha 0.027
Diesel 0.186
LSFO 0.745
Total output 1.016
170 Chapter 7