Дорошев Ю.С., Нестругин С.В. Повышение технологической надежности карьерных экскаваторов
Подождите немного. Документ загружается.

Федеральное агентство по образованию
Дальневосточный государственный технический университет
(ДВПИ им. В.В.Куйбышева)
Ю.С. Дорошев, С.В. Нестругин
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ
КАРЬЕРНЫХ ЭКСКАВАТОРОВ
Владивосток • 2009

2
ББК 33
Д 69
Рецензенты:
ген. директор ОАО «ДальвостНИИпроектуголь»
И.В. Садардинов канд. техн. наук;
ген. директор научно-производственного объединения «Экогеопроект»
А.И. Агошков д-р. техн. наук,
Дорошев, Ю.С.
Д 69 Повышение технологической надежности карьерных экскаваторов:
монография / Ю.С. Дорошев, С.В. Нестругин. – Владивосток: Изд-во ДВГТУ,
2009. – 194 с.
ISBN 978-5-7596-1106-2
В работе дано новое решение актуальной научной задачи – повышения
технологической надежности карьерных экскаваторов путем организации про-
ведения оптимальных ремонтных циклов карьерных экскаваторов по критерию
минимума трудозатрат и перехода на новую систему технического обслужива-
ния по фактическому состоянию оборудования.
Приведены результаты статистической обработки информации по ава-
рийности, получены единичные и комплексные показатели надежности, по-
строен
ы математические модели надежности и аварийности всего экскаватор-
ного парка Лучегорского угольного разреза.
Методом комбинаторного анализа рассчитаны все возможные структу-
ры ремонтных циклов, составлены графики и формулы оптимальных структур
ремонтных циклов экскаваторного парка с учетом их фактического техниче-
ского состояния и минимума трудозатрат.
Предложены организационные и технические меропри
ятия по обеспе-
чению надежности горного оборудования и организации вибромониторинга.
Предложена информационная система кодирования узлов, механизмов и
видов работ, разработаны технологические карты обследования технического
состояния шагающих, карьерных и роторных экскаваторов.
Результаты работы могут быть использованы при ведении всех видов
занятий по курсам «горные машины», «эксплуатация и ремонт горного обору-
дования», проведении экспериментальных исследований параметров на
дежно-
сти и эффективности эксплуатации горного оборудования, курсовом, диплом-
ном проектировании и НИР студентов.
Монография предназначена для студентов и работников высшего про-
фессионального образования, может быть полезна работникам предприятий
горнодобывающей промышленности.
ББК 33
ISBN 978-5-7596-1106-2 © Ю.С.Дорошев, Нестругин С.В., 2009
© ДВГТУ, изд-во ДВГТУ, 2009
3
ВВЕДЕНИЕ
Одной из острейших проблем в угольной отрасли в настоящее время яв-
ляется значительный износ горных машин, который, по некоторым данным, со-
ставляет до 90 % [66, 95, 96, 97, 98, 99, 144]. Предельный износ оборудования
не только снижает эффективность горных работ, но также является существен-
ным фактором снижения промышленной безопасности на угледобывающих
предприятиях. Эксплуатация опасных производственных объектов, к которым
относится горное оборудование, требует особого внимания к вопросам безо-
пасности. Одним из важнейших факторов, обеспечивающих безопасность про-
изводства и надежность работы оборудования, является внедрение новых тех-
нологий (систем) технического обслуживания. Кроме того, внедрение новей-
ших технологий и оборудования обеспечивает предприятию конкурентные
преимущества, поэтому использование современных систем и механизмов ста-
новится
актуальным делом в самых разных отраслях промышленности.
Продолжительная и надежная работа горных машин возможна только при
условии систематического и качественного проведения мероприятий по техни-
ческому обслуживанию и ремонту оборудования. Под техническим обслужи-
ванием понимают комплекс работ для поддержания исправности или только
работоспособности машин при подготовке и использовании их по назначению,
а
также при хранении и транспортировании. Ремонт – комплекс работ для под-
держания и восстановления исправности или работоспособности машин. Сис-
тема технического обслуживания и ремонта – комплекс взаимосвязанных по-
ложений и норм, определяющих организацию и порядок проведения работ по
техническому обслуживанию и ремонту машин в заданных условиях эксплуа-
тации для обеспечения показателей качества,
предусмотренных нормативной
документацией.
Для поддержания технического состояния горных машин на необходи-
мом уровне в горном производстве реализуются различные системы техниче-
ского обслуживания (ТО). Наиболее простой, не требующей специального обо-
рудования для контроля технологических параметров, а также какого-либо тех-
нического обслуживания в течение предполагаемого периода эксплуатации, но
и наиболее затратной является
реактивная система технического обслуживания
(РТО), при которой ремонт или замена оборудования производится в случае
выхода его из строя (как правило, внезапного) или выработки ресурса. Стои-
мость ремонта по факту аварии существенно (иногда до 10 раз) дороже запла-
нированного ремонта. Более высокий уровень управления обслуживанием по
сравнению с РТО обеспечивается системой планово
-предупредительного ре-
монта (ППР) – более чем 30 % снижение эксплуатационных затрат. Идея ППР
заключается в ремонте или замене оборудования ранее среднестатистического
отказа с заданной вероятностью. ППР в настоящее время является основным
видом ТО. Как правило, система ППР в общем случае содержит проведение
следующих мероприятий: ТО – ежесменное, ежесуточное, месячное, сезонное;
4
плановые ремонты – текущие, средние, капитальные; наладки и ревизии – по-
лугодовые и годовые. Плановые ремонты проводятся в установленные норма-
тивами системы ППР сроки и имеют дифференцированный объем (Т1, Т2,
Т3,… К) в соответствии со структурой ремонтного цикла, разработанной для
определенного вида оборудования [10, 36, 40, 53, 101, 107, 146, 150, 170, 190].
Перечень ремонтных работ для каждого вида планового ремонта устанавлива-
ется по результатам осмотров оборудования во время технического обслужива-
ния. Однако, как показывает опыт, разборки оборудования, осуществляемые по
регламенту ППР, сокращают реальный межремонтный период в среднем на
15–30 %. Это обусловлено тем, что в реальных условиях не существует сильной
взаимосвязи между сроком эксплуатации и техническим состоянием (ТС) обо-
рудования, если не присутствуют
эрозийные формы износа и разрушения дета-
лей, линейно связанные со сроком службы.
В связи с этим возникает необходимость перехода на более прогрессив-
ную систему ТО, которая уже внедряется на предприятиях ряда отраслей про-
мышленности – обслуживание по фактическому состоянию (ОФС). Идея ОФС
состоит в минимизации (устранении) отказов путем применения методов от-
слеживания
и распознавания технического состояния оборудования методами
неразрушающего контроля по совокупности его эксплуатационных характери-
стик. Техническая база ОФС основана на взаимосвязи между эксплуатацион-
ными параметрами и дефектами: различные дефекты имеют строго определен-
ные диагностические признаки, появляющиеся при их возникновении, и диаг-
ностические параметры, меняющиеся по мере их развития. В качестве диагно-
стических признаков используются технологические и режимные параметры
(температура, нагрузка, давление, влажность и т.п.), а также параметры вибра-
ции (вибрационная скорость, вибрационное ускорение, вибрационное переме-
щение). Надежность большинства механического и электромеханического обо-
рудования напрямую определяется вращающимися узлами и деталями, испы-
тывающими высокие динамические нагрузки и подверженными наибольшему
износу. Именно с
этим связано особое внимание специалистов к вопросам ди-
агностики подобных узлов. За последние несколько десятилетий вибрационная
диагностика стала основой контроля и прогноза состояния вращающегося обо-
рудования. Физической причиной ее быстрого развития является огромный
объем диагностической информации, содержащийся в колебательных силах и
вибрации машин, работающих как в номинальных, так и в специальных
режи-
мах. Техническим обеспечением вибрационной диагностики являются высоко-
точные средства измерения вибрации и цифровой обработки сигналов, возмож-
ности которых непрерывно растут, а стоимость снижается.
В случае перехода предприятия на систему ТО по ОФС возникает воз-
можность создания так называемой проактивной системы обслуживания
(ПАО). Идея ПАО заключается в обеспечении максимально возможного
меж-
ремонтного срока эксплуатации оборудования за счет применения современных
технологий обнаружения и подавления источников отказов, принятия мер по
недопущению возникновения дефектов (т.е. в идеале – создание “вечного” обо-
5
рудования, не требующего ТО). ПАО включает: анализ причин возникновения
остановов, аварий, обеспечение соблюдения требований ТУ при монтаже и ре-
монте оборудования, оценку ТС оборудования после ремонта, обеспечение вы-
сококвалифицированными кадрами служб диагностики и ремонта. Последнее
является ключевым в системе ПАО, поскольку именно в уровне квалификации
кадров – обслуживающего персонала, служб диагностики и
ремонта заложен
большой резерв увеличения межремонтного интервала. Например, по статисти-
ке, бездефектный подшипник выходит из строя по причине естественного изно-
са только в 10 % случаях, а в 90 % случаях – по причинам неквалифицирован-
ного, халатного обслуживания, в том числе 40 % – из-за нарушения смазки,
30 % – сборки и установки, 20 % – неправильного применения, повышенной
вибрации и др. Также
можно было бы избежать сокращения межремонтного
интервала за счет повышения качества ремонта, который в настоящее время
проводится с нарушениями в 20 % случаях [11]. Таким образом, комплексы
горного оборудования необходимо рассматривать не как технические, а как эр-
гастические системы. Человеческий фактор необходимо учитывать при анализе
работоспособности оборудования при разработке системы ТО наряду с
эконо-
мическими, техническими, технологическими, информационными и др.
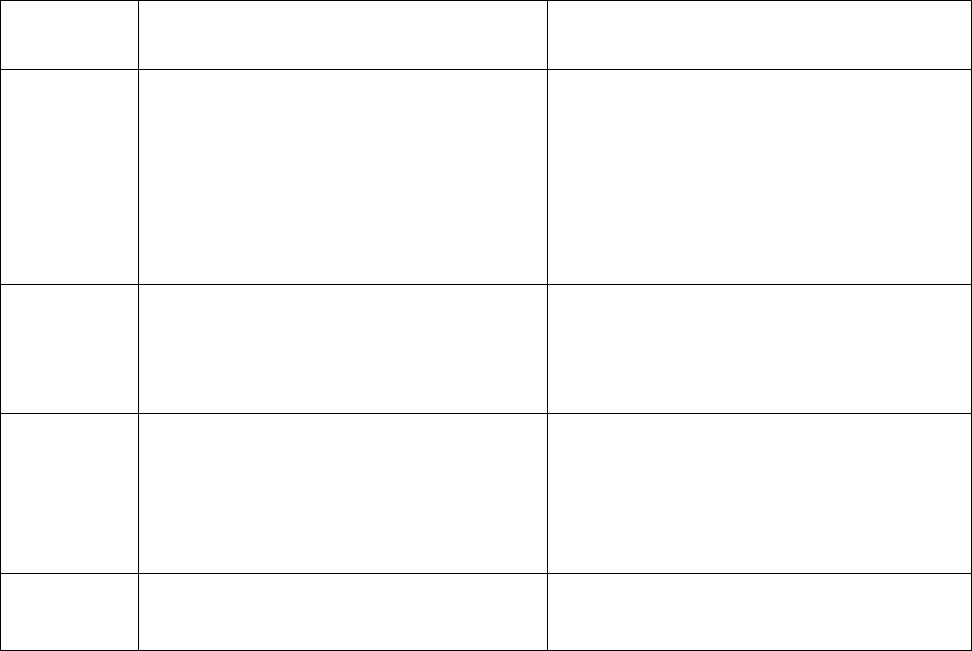
Характерные особенности и недостатки рассматриваемых систем ТО
представлены в таблице.
Характерные особенности различных видов ТО
Вид ТО Характерные особенности Недостатки
Реактивное
РТО
Отсутствие ТО в течение предпола-
гаемого периода эксплуатации
Высокая вероятность внеплановых ос-
тановов, дорогостоящего длительного
ремонта (серьезность и обширность
поломок), отказа различных агрегатов
одновременно (необходимость в ре-
монте может превысить возможности
ремонтной службы)
ППР Профилактика внеплановых остано-
вов, резкое снижение вероятности
внезапного отказа оборудования
Проведение «излишних» ремонтов,
т.е. ремонтов исправного оборудова-
ния, и, как следствие – излишний рост
эксплуатационных затрат
ОФС Минимизация внеплановых остано-
вов и ТО бездефектных машин (уз-
лов), увеличение на 25–40 % межре-
монтного интервала
Возможна ситуация, когда необходи-
мость в проведении ремонтных работ
на нескольких агрегатах одновременно
превысит возможности ремонтной
службы
ПАО Увеличение межремонтного интер-
вала, подавление источников отказов
6
Системы управления ремонтами оборудования продолжают эволюциони-
ровать. За рубежом 20 лет назад говорили о системах управления именно тех-
обслуживанием и ремонтами. Существовали так называемые системы СММS
(от Computerized Maintenance Management Systems). В 90-х гг. XX в. СММS в
большинстве случаев были расширены за счет функциональности для управле-
ния закупками и складскими запасами, людскими ресурсами (ремонтным пер
-
соналом), соответствующим документооборотом – т.е. элементами концепции
ERP (Enterprise Resource Planning). Возникли системы комплексного управле-
ния основными фондами – ЕАМ (Enterprise Asset Management) [2, 206].
В промышленно развитых странах получила распространение система
информационных технологий сквозной поддержки сложного изделия на протя-
жении всего его жизненного цикла, или САLS-технологии. В России эта систе-
ма получила название ИПИ-технологий (Информационная поддержка жизнен
-
ного цикла изделия) [64]. В основе ИПИ-технологий лежит стандартизирован-
ное, упорядоченное представление данных об изделии и обеспечение коллек-
тивного доступа к этим данным. ИПИ-технологии предполагают фирменное
сервисное гарантийное и постгарантийное обслуживание, при этом практиче-
ски отпадает необходимость в ППР, а эксплуатация оборудования становится
гораздо более удобной. Такие технологии должны
включать систему управле-
ния надежностью: сбор сведений о надежности агрегатов – отказах, аварийных
и плановых ремонтах, влиянии ТО на надежность а также диагностику техни-
ческого состояния с помощью специальных средств. В России внедряются по-
добные системы в наукоемких отраслях промышленности (ФГУП «ЦНИИАто-
минформ», ГП «Красная звезда», ВНИИ автоматики), в горной промышленно-
сти
внедряются элементы ИПИ-технологий с привлечением подрядных органи-
заций для разовых сервисных работ.
В горной промышленности совершенствование системы ППР велось и
ведется по следующим направлениям [96, 97, 133]: переход планирования меж-
ремонтных сроков в единицах наработки, максимально отражающих фактиче-
ский износ оборудования; централизация всех видов ТО и специализация ре-
монтников на выполнение узкого
круга операций; внедрение агрегатно-
узлового метода ремонта; организация смазочного хозяйства на уровне, отве-
чающем современным требованиям; комплексная механизация наиболее трудо-
емких ремонтных и других связанных с ними вспомогательных работ; внедре-
ние методов и средств технической диагностики состояния машин; разработка
и внедрение АСУ техническим состоянием оборудования.
В настоящее время ряд предприятий применяет
переходную систему ППР
с элементами ОФС. Такая система обслуживания называется «ППР со скользя-
щим графиком» и вводится на начальном этапе внедрения ОФС. Например, за
4–12 недель до запланированного срока проведения ремонта (ТО) оборудова-
ния формируется и направляется запрос о его состоянии в группу диагностики.
Если результаты проведенного группой диагностики обследования показывают
,
что агрегат находится в исправном (работоспособном) состоянии, ТО может
быть задержано на 6–12 месяцев. Когда подходят сроки очередного ТО обору-

7
дования, описанная процедура повторяется и так до тех пор, пока не будут об-
наружены признаки приближения состояния оборудования к предельному. От-
мечаются следующие особенности ППР со скользящим графиком:
• контроль ТС оборудования производится комиссионно, с периодично-
стью, предусмотренной графиком ППР, причем в состав комиссии вводят на-
чальника установки (бригадира), механика, энергетика,
специалиста службы ТД;
• по результатам распознавания ТС оборудования делается заключение о
возможности дальнейшей эксплуатации оборудования с оформлением акта и
приложением результатов контроля;
• при удовлетворительных результатах оценки состояния оборудования
делается запись в акте изменения срока ремонта с заключением комиссии о
продлении срока эксплуатации на время до очередного ремонта;
• при неудовлетворительных
результатах оценки состояния механик вы-
водит оборудование в ремонт в установленном порядке;
• служба ТД проводит мониторинг согласно графику ППР, собственному
графику измерений и по заявке механика.
В системе технического обслуживания и ремонта горного оборудования
нет теоретически обоснованных решений данных вопросов. Это приводит к
слишком широкому выбору рекомендаций по формированию структур
ремонт-
ного цикла, назначению различных межремонтных периодов для одной и той
же машины. Заводы-изготовители, научно-проектные институты рекомендуют
для одного и того же оборудования разные виды и периодичности ремонтов, не
учитывают конкретные условия эксплуатации машин, поэтому проблема опти-
мизации структуры ремонтного цикла для различных типов оборудования при-
менительно к конкретным
условиям эксплуатации является одной из важней-
ших задач.
Снижение уровня надежности горного оборудования в связи с выработ-
кой его ресурса, приводит к сокращению ремонтного цикла и удорожанию ре-
монтов. Следует отметить, что исследования по установлению уровня качества
горного оборудования на предприятиях Дальнего Востока не проводились, ме-
тодика сбора и обработки
статистической информации и экспериментальной
оценки качества горных и транспортных комплексов отсутствует. В связи с
этим оценка и разработка способов повышения качества эксплуатации горного
оборудования являются актуальными научными проблемами.
8
Г л а в а 1
ПРОБЛЕМЫ ПОВЫШЕНИЯ
ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ
КАРЬЕРНЫХ ЭКСКАВАТОРОВ
1.1. Состояние разработки проблемы
Эффективное использование оборудования по назначению, повышение
качества ремонта горного оборудования и квалификации машинистов, водите-
лей, ремонтников, а также совершенствование системы технического обслужи-
вания и ремонта – острые проблемы горнодобывающих предприятий [13, 97].
Причем в качестве главной проблемы все-таки следует назвать обеспечение вы-
сокой технологичности горного оборудования при ремонтах, т.е. совокупность
свойств,
позволяющих добиться оптимальных затрат времени, труда и средств
при ремонтах, исходя из показателей качества, объема производства и условий
выполняемых работ. Необходимость научного подхода к решению данной за-
дачи вызвана еще и тем, что на предприятиях горной промышленности в ре-
монтной службе ощущается острый недостаток запчастей, специального обору-
дования.
Проблемами эксплуатации и
совершенствования систем технического об-
служивания горного оборудования занималось большое число исследователей,
среди которых следует отметить Г.И. Солода, В.И. Солода, В.И. Русихина,
Е.М. Титиевского, П.И. Коха, Ю.Н. Белякова, В.И. Морозова, А.А. Демина,
Я.М. Радкевича, В.С. Квагинидзе, Д.Е. Махно, П.В.
Семенчу, Г.А. Кучерова,
В.В. Болотина, Б.И. Бубновского, О.Д. Гольдберга, В.Н. Гетопанова, А.И. Горо-
вого, А.В. Жукова, В.Ф. Замышляева, Е.Е. Шешко, В.Н. Ефимова, П.М. Шилов,
А.Н. Шпигановича и др.
До недавнего времени машины и оборудование, в том числе и на
про-
мышленных предприятиях, либо эксплуатировались до выхода их из строя, ли-
бо обслуживались по регламенту, т.е. осуществлялось планово-профилактичес-
кое техническое обслуживание [25, 48, 61, 81, 146].
В первом случае эксплуатация оборудования до выхода из строя возмож-
на при использовании недорогих машин и при дублировании важных участков
технологического процесса.
Более широкое распространение в настоящее
время получило обслужива-
ние по регламенту, т.е. планово-профилактическое техническое обслуживание,
что обусловлено невозможностью или нецелесообразностью дублирования и
большими потерями при непредусмотренных остановках машин или оборудо-
вания. В этом случае техническое обслуживание проводится с фиксированными
интервалами времени. Эти интервалы часто определяются статистически как
период с момента начала работы нового или
прошедшего полное техническое
обслуживание исправного машинного оборудования до момента, когда ожида-
9
ется, что не более 2 % машинного парка выйдет из строя. Но оказывается, что
для многих машин обслуживание и ремонт по регламенту не снижает частоту
выхода их из строя. Более того, надежность работы машин и оборудования по-
сле технического обслуживания часто снижается иногда временно до момента
их приработки, а иногда снижение надежности обусловлено
появлением ранее
отсутствующих дефектов монтажа. Исследования показали, что около 70 % воз-
никающих после вмешательства дефектов были вызваны ППР [64].
Применение ОФС позволяет, не снижая качества обслуживания, одно-
временно достигать существенной экономии средств. Снижение затрат на само
обслуживание, за счет уменьшение количества обслуживаний и устранение
внезапных отказов уже за первый год работы оборудования
составляет соответ-
ственно, 75, 50 и 70 % [64].
Однако обслуживание по фактическому состоянию возможно лишь на
современной, качественной технике, снабженной системой телеметрии. Суть
такой системы состоит в том, что на основе постоянного технического диагно-
стирования производится анализ состояния узлов и агрегатов в целом и делает-
ся прогноз необходимого технического обслуживания и ремонта. Диагностиро-
вание можно
проводить по разным критериям. Чаще всего организуется кон-
троль по изменению допустимого уровня одного или нескольких технологиче-
ских или технических параметров. Более сложные варианты, помимо этого,
включают прогноз уровня надежности узла или агрегата в целом.
В настоящее время за рубежом широко используются автоматические
системы технического диагностирования оборудования. Так, только фирма
«Дюпон» (США) разработала и внедрила их несколько сотен, окупаемость за-
трат составила 500 %.
В Германии принята концепция децентрализованной иерархической
структуры автоматизации управления горным предприятием, в рамках которой
различные производственные участки или процессы (в том числе ТО) имеют
собственные специализированные системы, способные интегрироваться в об-
щепроизводственную структуру управления и имеющие возможность благода-
ря модульному принципу легко адаптироваться к постоянно меняющейся про-
изводственной ситуации [22].
Поиском снижения издержек на ТО при минимальных вложениях заняты
предприятия в различных отраслях промышленности [3, 20, 90, 116, 123, 138,
165, 166, 199]. В атомной энергетике совершенствование систем ТО осуществ-
ляется с использованием программных средств класса ЕАМ (Enterprise Asset
Management) [3] – программного комплекса TRIM, позволяющего создавать не-
обходимые пользовательские системы и в результате
осуществлять АСУ ТО,
собирать в единую систему и привязывать к конкретной единице оборудования
технические данные, эксплуатационные параметры, результаты технического
контроля и диагностики, чертежи, технологические схемы, документацию, все
виды регламентных работ. Таким образом, формируемый план ТО может свое-
временно перепланироваться, максимально соответствуя реальным задачам и
возможностям предприятия. ЕАМ-системы позволяют анализировать
и сопос-
10
тавлять множество параметров, осуществляя мониторинг ТС оборудования рас-
сматривая оборудование на протяжении всего жизненного цикла. Однако удач-
ное внедрение ЕАМ-систем возможно при выполнении определенного набора
рекомендаций, одним из которых является необходимость максимально струк-
турировать информацию о неисправностях, для типовых неисправностей необ-
ходимо ввести коды [204].
Инновационные концепции в сфере управления ТО
создаются на базе
многочисленных стратегий управления производством – TQM, ERP, CRM,
MES, MRP, CMMS, TIA и др. [204, 217, 218]. В частности, концепция TIA –
достаточно новый путь решения задач автоматизации управления любого на-
значения и любой степени сложности на основе унифицированных стандарт-
ных компонентов SIMATIC фирмы SIEMENS. Автоматизированные системы
управления – дорогое удовольствие. Это верно в любом случае: создаются ли
они как часть нового предприятия
, усовершенствование уже имеющегося или в
планах на долгосрочное внедрение. Не так легко заменить или обновить АСУ,
даже если выпускается новая система, поэтому на многих предприятиях если и
была АСУ, то старая система остается до конца работы предприятия. На вопрос
о возрасте самой старой АСУ на предприятии 26 % респондентов ответили, что
он
меньше 6 лет, 27 % – 6–12 лет, 26 % – от 13 до 19 лет и старше 20 лет – на 21
% предприятий [217].
Вариантом обслуживания по фактическому состоянию может служить
планирование объема работ. Планирование может быть полезным в случае, ко-
гда диагностика узлов неразрушающими методами невозможна, или когда име-
ется статистическая база по работе агрегата за определенный период или в раз-
ных
режимах как модификация системы ППР.
По мере накопления диагностической информации, на основании опыта
работы ППР со скользящим графиком вносятся поправки в установленные сис-
темой ППР сроки периодичности проведения ТО, а также типовой объем ре-
монтных работ.
Основой программы обеспечения надежности оборудования является мо-
ниторинг, поскольку точная информация о состоянии оборудования, обеспечи
-
ваемая его проведением, дает возможность на основе функционально-стоимост-
ного анализа определить оптимальный баланс различных видов ТО, которые
реализуются в виде отдельных подпрограмм автоматизированной системы
управления (АСУ) обслуживания и ремонта. Зарубежный опыт создания АСУ
предприятия свидетельствует об эффективности иерархических структур, кото-
рые позволяют по мере создания и развития подпрограмм отдельных
техноло-
гических процессов легко интегрировать их в единую структуру. Структуры
самих подпрограмм также должны быть иерархическими.