Данилина Т.И., Смирнова К.И. и др. Процессы Микро и Нанотехнологии
Подождите немного. Документ загружается.

150
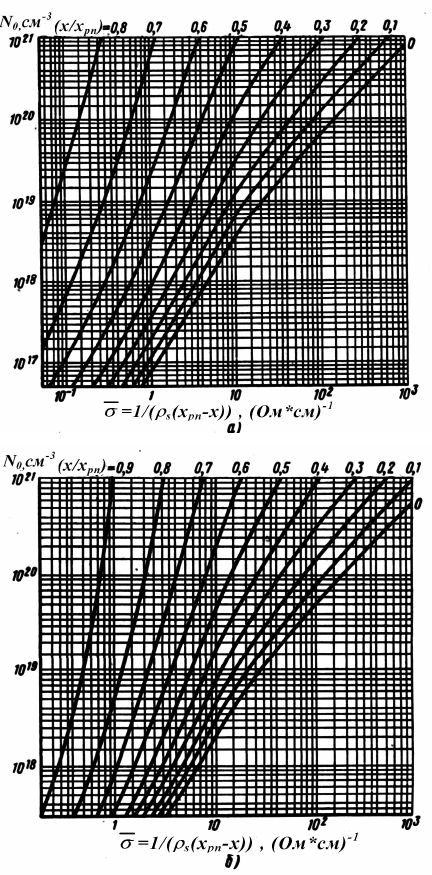
Рис.8.9. Зависимость
(
)
pns
xN
r
/1
0
для слоев
p
Si
c erfc рас-
пределением примеси: а - =
исх
N 10
14
см
-3
; б - =
исх
N 10
16
см
-3
151
Однако при расчете времени диффузии следует учитывать, что при
высоких уровнях легирования, которые имеют место в эмиттерной
области биполярных транзисторов и в областях истока и стока МДП-
транзисторов, коэффициент диффузии помимо температуры зависит
еще от концентрации [11]. Как показали эксперименты, можно при-
нять, что среднее значение коэффициента диффузии в этом случае
описывается выражением
(
)
kTEDD
a
/exp5,1
0
-= , (8.23)
Используя диапазон температур от 800 до 1100
о
С, рассчитывается
время диффузии.
8.3. Расчет профилей распределения примесей при диффузии
Параметры элементов интегральных микросхем определяются
характером распределения примеси, который зависит от структуры
элемента и технологии его получения. Рассмотрим в качестве примера
расчет профилей распределения примеси в транзисторе биполярной
интегральной схемы, изготовленной по эпитаксиально-планарной тех-
нологии.
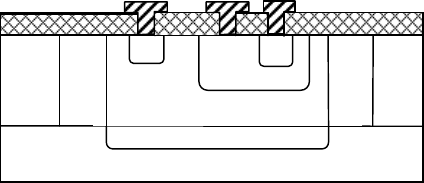
Рис. 8.10. Структура биполярного транзистора
Для транзистора, структура которого представлена на рис.7.10,
результирующий профиль распределения будет равен
(
)
(
)
(
)
(
)
xNxNxNxN
эбкрез
+-= , (8.24)
где
(
)
-xN
к
профиль распределения примеси в коллекторе;
(
)
-xN
б
профиль распределения примеси в базе;
(
)
-xN
э
профиль распределения примеси в эмиттере.
Поскольку в данной структуре коллектор изготовлен на основе
эпитаксиальной пленки, которая равномерно легирована по глубине,
р
n
+
n
+
р
+
р
р
+
n
+
n
К
Б
Э

152
то концентрация примеси в коллекторе равна концентрации эпитакси-
альной пленки
ЭП
N и не зависит от
x
(
)
constNxN
ЭПк
== . (8.25)
Профиль распределения примеси в базе подчиняется закону Гаус-
са, так как база обычно легируется в две стадии
()
÷
÷
ø
ö
ç
ç
è
æ
-=
22
2
0
4
exp
бб
бб
tD
x
NxN
, (8.26)
где -
б
N
0
поверхностная концентрация в базовом слое;
-
2б
D коэффициент диффузии примеси при температуре разгонки
базы;
-
2б
t время разгонки при диффузии базы.
При построении профиля распределения примеси в эмиттере сле-
дует учитывать, что эмиттеры являются высоколегированными облас-
тями, процесс диффузии в которых характеризуется рядом особенно-
стей. Существующая теория диффузии примесей в полупроводник
хорошо удовлетворяет целям расчета, если концентрация диффунди-
рующих атомов меньше эффективной плотности квантовых состояний
в соответствующей разрешенной зоне. В этом случае атомы примеси в
решетке полупроводника находятся на больших расстояниях и их
взаимодействием можно пренебречь. При сильном легировании кроме
взаимодействия атомов примеси с атомами основного вещества и со
структурными дефектами может появиться взаимодействие между
самими легирующими атомами. Предполагается, что при высокой
концентрации легирующей примеси часть атомов находится в ней-
тральном состоянии, в результате чего коэффициент диффузии приме-
сей зависит от концентрации.
Поскольку эмиттер чаще всего получают одностадийной диффу-
зией, то распределение примеси в эмиттере подчиняется закону инте-
грала функции ошибок
()
ээ
ээ
tD
x
erfcNxN
2
0
= ,
где -
э
N
0
поверхностная концентрация в эмиттерной области;
-
э
D коэффициент диффузии при температуре диффузии эмитте-
ра;
153
-
э
t время диффузии.
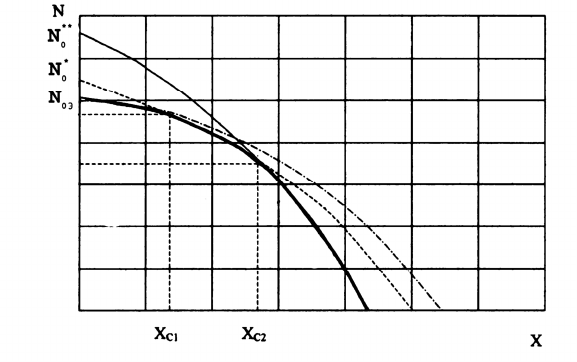
Для учета концентрационной зависимости коэффициента диффу-
зии кривую распределения примеси аппроксимируют тремя участками
с коэффициентами диффузии
321
,, DDD (рис.8.11). Для каждого уча-
стка коэффициент диффузии усреднен и постоянен. Чем выше концен-
трация примеси, тем выше коэффициент диффузии. Экспериментально
установлено, что при диффузии фосфора границами участков следует
считать концентрации 4×10
19
и 4×10
20
см
-3
. Коэффициент диффузии при
концентрации примеси меньше 4×10
19
см
-3
(третий участок)
3
D зави-
сит только от температуры и определяется уравнением Аррениуса
(8.1). Коэффициент диффузии второго участка
2
D принимают равным
32
2DD = . Коэффициент диффузии
1
D определяется при расчете.
Распределение примеси на каждом участке описывается выражениями:
первый участок
(
)
(
)
2/1
101
2/
ээ
tDxerfcNxN = ; (8.27)
второй участок
(
)
(
)
2/1
2
*
02
2/
ээ
tDxerfcNxN = ; (8.28)
третий участок
(
)
(
)
2/1
3
**
03
2/
ээ
tDxerfcNxN = , (8.29)
где -
**
0
*
0
, NN фиктивные поверхностные концентрации, обусловлен-
ные соответственно коэффициентами диффузии
2
D и
3
D .
Рис. 8.11. Аппроксимация распределения примеси в эмиттере
154
Расчет профиля распределения примеси следует начинать с
третьего участка, для которого можно записать равенство концентра-
ций в эмиттере и базе при
эб
xx =
÷
÷
ø
ö
ç
ç
è
æ
-=
22
2
0
3
**
0
4
exp
2
бб
эб
б
ээ
эб
tD
x
N
tD
x
erfcN , (8.30)
где -
эб
x глубина залегания
n
p
-
перехода эмиттер-база.
Отсюда можно определить
**
0
N .
На границе II и III участков при
2c
xx = концентрация примеси
равна 4×10
19
см
-3
. Учитывая закон распределения примеси на III участ-
ке, можно записать
19
3
2
**
0
104
2
×=
ээ
c
tD
x
erfcN . (8.31)
Отсюда можно определить
2c
x . Для этой же точки
2c
x концентрацию
примеси можно выразить, используя закон распределения примеси на
втором участке
19
2
2
*
0
104
2
×=
ээ
c
tD
x
erfcN . (8.32)
Вычислив фиктивную концентрацию
*
0
N , можно записать вели-
чину концентрации для второй границы участка II со стороны высокой
концентрации
20
3
1
*
0
104
22
×=
ээ
c
tD
x
erfcN , (8.33)
откуда можно определить
1c
x .
Для точки
1c
x концентрацию можно выразить и через параметры уча-
стка I
20
1
1
0
104
2
×=
ээ
c
э
tD
x
erfcN . (8.34)
155
Определив значения
1э
D из уравнения (8.34), можно представить
профиль распределения примеси в эмиттере тремя уравнениями
1
0
c
xx £<
()
ээ
э
tD
x
erfcNxN
1
0
2
= ;
21 cc
xxx ££
()
ээ
tD
x
erfcNxN
2
*
0
2
= ; (8.35)
эбc
xxx ££
2
()
ээ
tD
x
erfcNxN
3
**
0
2
= .
8.4. Технология получения диффузионных
n
p
-
переходов
При изготовлении полупроводниковых ИМС локальную диффу-
зию примеси проводят с использованием маски из оксида кремния,
окна в которой получены методом фотолитографии. Как уже отмеча-
лось, диффузию чаще всего проводят в две стадии. Вначале на поверх-
ности пластины создают относительно тонкий диффузионный слой с
высокой концентрацией примеси, а затем пластину нагревают в атмо-
сфере кислорода, не содержащей примесь, в результате происходит
перераспределение примеси из приповерхностного слоя в пластину. На
поверхности пластины протекает реакция кремния с кислородом с об-
разованием пленки
2
SiO , которая препятствует обратной диффузии
примеси.
Для получения легированных областей использовать чистые ле-
гирующие элементы обычно трудно: бор тугоплавкий и при темпера-
туре диффузии имеет ничтожно малую упругость пара, фосфор при
нагреве легко воспламеняется, мышьяк высокотоксичен. Поэтому в
качестве источников примеси применяют различные соединения (ан-
гидриды, галогениды, гидриды) легирующего элемента, обладающие
достаточной летучестью и позволяющие обеспечить нужную концен-
трацию примеси. Такие соединения получили название диффузантов.
В зависимости от состояния при температуре 20
о
С различают
твердые, жидкие и газообразные диффузанты. В зону диффузии, где
располагают кремниевые пластины, диффузант вводят в газообразном
или (твердые и жидкие) в парообразном состоянии. Источники твер-
дых и жидких диффузантов должны содержать регулируемые нагрева-
тели для создания нужного давления пара.
156
Общим недостатком твердых диффузантов
(
)
5232
, OPOB являет-
ся трудность регулирования давления паров и, как следствие, пони-
женная воспроизводимость результатов диффузии. Кроме того, для их
испарения требуется высокая и стабильная температура, что усложня-
ет и удорожает оборудование. Обычно используют двухзонные диф-
фузионные печи с камерой источника и камерой диффузии, каждая из
которых имеет автономную систему нагрева и регулирования темпера-
туры.
При работе с жидкими диффузантами (
33
, PClBBr и др.), обла-
дающими высокой упругостью пара при невысоких температурах,
применяют более простые, однозонные печи. Для транспортировки
паров диффузанта в зону диффузии (реактор) используют аргон и дру-
гие газы, не взаимодействующие с кремнием и практически не диф-
фундирующие в него.
Наиболее технологичны газообразные диффузанты
(
362
, PHHB и др.), регулирование концентрации которых достигается
наиболее простыми средствами. Источником в этом случае является
баллон со сжатым газом (обычно гидридом). Результаты диффузии
характеризуются высокой воспроизводимостью. Недостатком гидри-
дов, ограничивающим их применение, является высокая токсичность,
что требует более тщательной герметизации элементов установки,
сбора продуктов реакции на выходе установки, контроля производст-
венной атмосферы. Предельно допустимые концентрации в помеще-
ниях следующие (мг/м
3
): диборана - 0,5, фосфина - 0,1, арсина
(
)
-
3
AsH 0,3 и стибина
(
)
-
3
SbH 0,05.
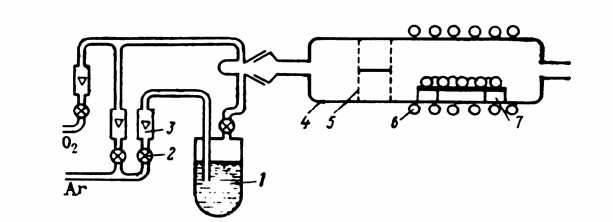
Рис. 8.12. Схема однозонной диффузионной печи
1 - источник жидкого диффузанта; 2 - кран; 3 - ротаметр;
4 - кварцевая труба; 5 - газосмеситель; 6 - нагреватель;
7 - кварцевая кассета с пластинами
157
На рис.8.12 представлена схема однозонной диффузионной печи с
источником жидкого диффузанта. Зона диффузии располагается в
кварцевой трубе, снабженной резистивным нагревателем. Длина трубы
должна быть такой, чтобы можно было создать рабочую зону (зону
загрузки) длиной 40-60 см и поддерживать в ней температуру до
1250
о
С с точностью ±0,25-0,5
о
С, а также чтобы имелись нерабочие
зоны по обе стороны от зоны загрузки с достаточно малым градиентом
температуры. Диаметр трубы должен примерно вдвое превышать диа-
метр обрабатываемых пластин. Кварцевые трубы сохраняют прочность
до 1250
о
С. При более высоких температурах предпочтительнее ис-
пользовать трубы из корунда
(
)
32
OAl .
Операционный цикл двухстадийной диффузии включает в себя
следующие переходы:
1) "промывка" реактора аргоном с расходом до 150 дм
3
/час;
2) вывод реактора на заданный температурный режим;
3) загрузка кассеты с пластинами и прогрев ее в течение 10 мин с
подачей аргона для удаления десорбирующихся газов;
4) подача аргона с парогазовой смесью (диффузант, кислород);
5) выдержка при постоянной температуре в течение контролируемо-
го времени (собственно этап загонки);
6) прекращение подачи смеси;
7) вывод реактора на заданный температурный режим разгонки;
8) подача аргона с кислородом;
9) выдержка при постоянной температуре в течение контролируемо-
го времени разгонки;
10) прекращение подачи смеси и извлечение кассеты с подложками.
Весьма важную роль в диффузионном процессе играет окисляю-
щая среда. Добавление небольшого количества кислорода в парогазо-
вую смесь на этапе загонки (п.4) приводит к образованию тонкой
пленки
2
SiO на поверхности пластины, что предохраняет поверхность
кремния от эрозии. Проведение этапа разгонки в окисляющей среде
(п.8) предотвращает, как уже указывалось, выход примеси, введенной
на этапе загонки (создание конечного источника), за счет образования
толстой пленки
2
SiO .
8.5. Контроль параметров диффузионных слоев
Так как диффузия является одним из основных технологических
процессов при изготовлении полупроводниковых ИМС, то после каж-
дой операции диффузии производится контроль пластин. Контроли-
158
руемыми параметрами являются глубина залегания
n
p
-
перехода
pn
x и поверхностное сопротивление
s
r
(поверхностная концентрация
0
N ). Поскольку значение этих параметров не зависит от площади
диффузии, измерять их можно на пластине - "свидетеле", которую од-
новременно с рабочими пластинами вводят в зону диффузии.
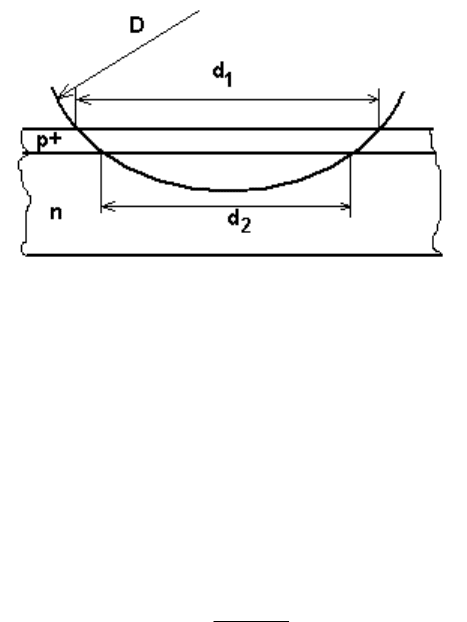
Величину
pn
x определяют методом сферического шлифа (рис.
8.13).
Рис. 8.13. Измерение сферического шлифа.
На поверхности пластины вышлифовывается лунка с помощью
вращающегося шарика диаметром
D
на глубину больше глубины за-
легания
n
p
-
перехода. Для четкого выявления
n
p
-
перехода
применяют химическое окрашивание шлифа. При обработке шлифа в
растворе 20 ч
HF
+ 100 ч
4
CuSO
-
n
области покрываются медью, а
при обработке в плавиковой кислоте
HF
с добавлением 0,1 %
3
HNO
-
p
области темнеют. Измеряя с помощью инструментального микро-
скопа геометрические параметры шлифа
1
d и
2
d , рассчитывают глу-
бину залегания
n
p
-
перехода по следующему выражению
D
dd
x
pn
4
2
2
2
1
-
= .
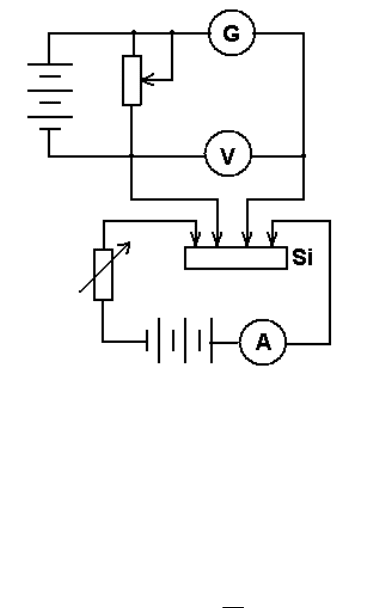
Поверхностное сопротивление слоя
s
r
может быть измерено с
помощью мостовой схемы (рис.8.14) четырехзондовым методом.
159
Рис.8.14. Схема измерения удельного поверхностного
сопротивления полупроводниковых материалов
четырехзондовым методом.
Установив ноль гальванометра
G
, определяют величину напряжения
U
и протекающего в схеме тока
I
. Величина поверхностного сопро-
тивления
s
r
определяется по формуле
I
U
s
53,4=
r
. (8.36)
Эта формула справедлива при расстоянии между зондами
S
много
больше глубины залегания
n
p
-
перехода и при диаметре пластины
много больше
S
. Обычно величина
S
выбирается порядка 1 мм.
Между поверхностным сопротивлением слоя
s
r
и поверхностной
концентрацией
0
N существует жесткая связь. Зная
s
r
по методике,
приведенной в подразделе 8.2, можно определить
0
N , воспользовав-
шись кривыми на рис. 8.5, 8.6, 8.8 и 8.9.