Curry G.L., Feldman R.M. Manufacturing Systems Modeling and Analysis
Подождите немного. Документ загружается.


6.6 Group Technology and Cellular Manufacturing 183
Table 6.15 Cycle times and WIP for Example 6.10
Workstation k
λ
k
CT(k) WIP(k)
1 0.32/hr 12.714 hr 4.068
2 0.16/hr 29.557 hr 4.729
3 0.44/hr 19.408 hr 8.539
4 0.26/hr 11.482 hr 2.985
5 0.18/hr 29.718 hr 5.349
throughput is 0.34 jobs per hour; therefore, the average cycle time for a job through
this factory is 25.67/0.34 = 75.50 hours.
Example 6.11. Cellular Factory Model. Using a cellular factory organization, the
products are separated into two groups with Job Types 1 and 2 in Group 1 and pro-
duced by Cell 1, and Job Types 3 and 4 in Group 2 produced in Cell 2. Assuming
no improvements in processing times (no setup reductions, etc.), both groups have
Machine 3 requirements with workloads by group of 1.280 and 1.420, respectively,
for Groups 1 and 2. Notice that the sum of these two workloads equals the work-
load of 2.7 that was used in the previous example for Workstation 3. Since both
of these cells require at least two machines of Type 3, an additional machine must
be purchased to implement the disjoint cellular manufacturing approach. Treating
these cells as separate sub-factories, the system performance measures can be com-
puted using the same approach as Example 6.10 except that each cell is treated as a
separate three-workstation factory. These results are given in Table 6.16.
Table 6.16 Cell performance measures for Example 6.11 with no adjustment in service require-
ments
th W IP CT
Cell 1 0.16/hr 10.543 65.896 hr
Cell 2 0.18/hr 10.943 60.792 hr
The group technology/cellular manufacturing organization of this total factory,
using two technology groups, appears to yield lower cycle times for each technol-
ogy group in comparison to the standard combined approach; however, the compar-
ison is not fair since an extra machine had to be purchased to establish the cellular
organization. To appropriately compare the two factory organizational schemes, the
performance measures of the traditional factory layout are recalculated using an ad-
ditional machine for Workstation 3. The recalculation yields a total system WIP of
20.578 for the traditional factory as compared to the total system WIP of 21.486 for
the cellular factory.
One of the keys for cellular manufacturing to be worthwhile is the reduction in
processing times due to the similarities of jobs being processed on a machine. For
this example, the s avings should appear for the processing times on those machines
in Workstation 3. For planning purposes, we assume a 25% decrease in the process-
ing time for Machine 3 for both technology groups. After an analysis with the new

184 6 Multiple Product Factory Models
processing times, the resulting performance measures for the cellular factory are
given in Table 6.17. Thus, if the cellular organization permits the 25% reduction in
Table 6.17 Cell performance measures for Example 6.11 with a 25% reduction in mean processing
time for Machine 3
th W IP CT
Cell 1 0.16/hr 9.848 61.548 hr
Cell 2 0.18/hr 9.785 54.359 hr
Machine 3 mean processing time, the mean cycle time for Group 1 jobs experiences
a 1.7% increase and the mean cycle time for Group 2 jobs experiences a 10.2%
decrease with respect to the traditional factor layout using four machines for Work-
station 3. It should be noted that we only considered that the cellular organization
allowed for the improvement of the processing times for Machine Type 3. Since the
other machines, for this example, were not used in other technology groups. Hence,
the rational is that the processing time gains due to specialization should have al-
ready occurred.
This example illustrates that a group technology/cellular manufacturing organi-
zation of the factory can yield a cycle time reduction when implemented in a logical
fashion only if there are resulting reductions in the s etup and/or processing times.
The partitioning of the factory into several non-overlapping production cells is not
the actual phenomena from which the improvements in the performance measures
are gained. The gains are mainly due to the improvements in production that can
be associated with specialization: setup reductions, learning curve effects (reduced
processing times), processing simplifications, and improved quality due to special-
ization. In addition, the material handling/part transportation aspects of the factory
may also be more specialized and certainly less travel distance will be realized in a
cellular organization.
• Suggestion: Do Problem 6.13.
Problems
6.1. Consider a facility that produces two products in three workstations. Product 1
follows the probabilistic workstation transition matrix given by
From/To 1 2 3
1 0.0 0.3 0.5
2 0.2 0.0 0.8
3 0.4 0.5 0.0
while Product 2 has the transition matrix
Problems 185
From/To 1 2 3
1 0.0 0.6 0.4
2 0.3 0.0 0.7
3 0.4 0.1 0.0
The workstation processing time distributions are different by product. For Prod-
uct 1, these data are
Workstation # E[T
s
] C
2
s
1 1.1 hr 1.0
2 1.0 hr 1.5
3 0.6 hr 2.0
For Product 2, these data are
Workstation # E[T
s
] C
2
s
1 0.25 hr 1.0
2 0.35 hr 1.5
3 0.60 hr 2.0
The mean release rate for Product 1 is 0.2 jobs per hour and for Product 2 is 0.3 jobs
per hour, both releases according to a Poisson process into Workstation 1.
(a) Determine the minimum number of (identical) machines that must be placed in
each workstation so that a steady-state system results.
(b) Using the number of machines determined in Part (a), find the workstation and
system performance measures: cycle time, work-in-process, and throughput.
6.2. Resolve Problem 1 with machine availabilities less than one. Two sets of ma-
chine availabilities and repair time data for the three workstations are given below.
Compare these answers with those of Problem 1.
(a)
Workstation # 1 2 3
Availability 0.9 0.9 0.9
E[ R ] 1hr 1hr 1hr
C
2
[R] 1.5 1.75 2.0
(b)
Workstation # 1 2 3
Availability 0.95 0.90 0.87
E[R] 42 min 60 min 72 min
C
2
[R] 1.5 1.75 2.0
6.3. Consider a factory with the process flow as given in the following table.
Step # 1 2 3 4 5 6
WS#123124
E[T
s
] 10 min 7.5 min 7.5 min 8.6 min 10 min 10.9 min
V [T
s
] 79.2 min
2
68.4 min
2
82.8 min
2
72 min
2
126 min
2
90 min
2
186 6 Multiple Product Factory Models
In addition, an inspection is preformed after the third processing step, and 10%
of the jobs must be totally reworked and are returned to the beginning of process.
Compute the system and workstation measures of effectiveness of throughput, WIP
and cycle time. There are two machines in Workstations 1 and 2 and one machine in
Workstations 3 and 4. Consider an arrival rate of jobs of 5 per hour (exponentially
distributed time between arrivals) f rom an external source.
6.4. Resolve Problem 6.3 with machine availabilities and repair time data given by:
Workstation#1234
Availability 0.9 0.85 0.8 0.99
E[ R] 1hr 1hr 1hr 1hr
C
2
[R] 1111
6.5. The Southwestern Specialties Company has a line of four products that they
produce in their factory located in Houston, Texas. The Houston factory consists of
three workstations (called Workstations 1, 2 and 3). The four products take differ-
ent routes through the three workstations and have different numbers of processing
steps. There are currently three machines in Workstation 1 and 3, and one machine
in Workstation 2.
Orders are released to the factory in a random fashion with the mean rate of total
order releases being 7.68 per day. The random order release implies t hat the time
between orders is exponentially distributed. The release of orders to the factor is
random with 20% of the orders being for Product 1, 30% for Product 2, 25% for
Product 3, and 25% for Product 4.
The processing step sequence and mean processing times in hours, are given
in the following table where the individual processing times follow an Erlang-2
distribution.
Step# 12345
Product 1 Workstation # 3 1 2 1 —
Mean Time 8.0 6.0 1.7 6.0 —
Product 2 Workstation#12321
Mean Time 5.0 1.6 8.0 1.5 5.0
Product 3 Workstation#21231
Mean Time 1.9 4.0 2.2 8.0 4.0
Product 4 Workstation # 3 1 2 — —
Mean Time 8.0 3.0 2.2 — —
What is the average cycle time for all products combined? What is the mean cycle
time for each product?
6.6. This problem is designed to encompasses all of the basic components of build-
ing a multiple product model. To help reduce the time to solve the problem, many
of the numerical values are given so that the entire problem need not be worked
out. There are ten parts to the problem with several tables of numerical values being
given; however, many of the tables will contain incomplete information, so those
places in the table should be filled in.
Problems 187
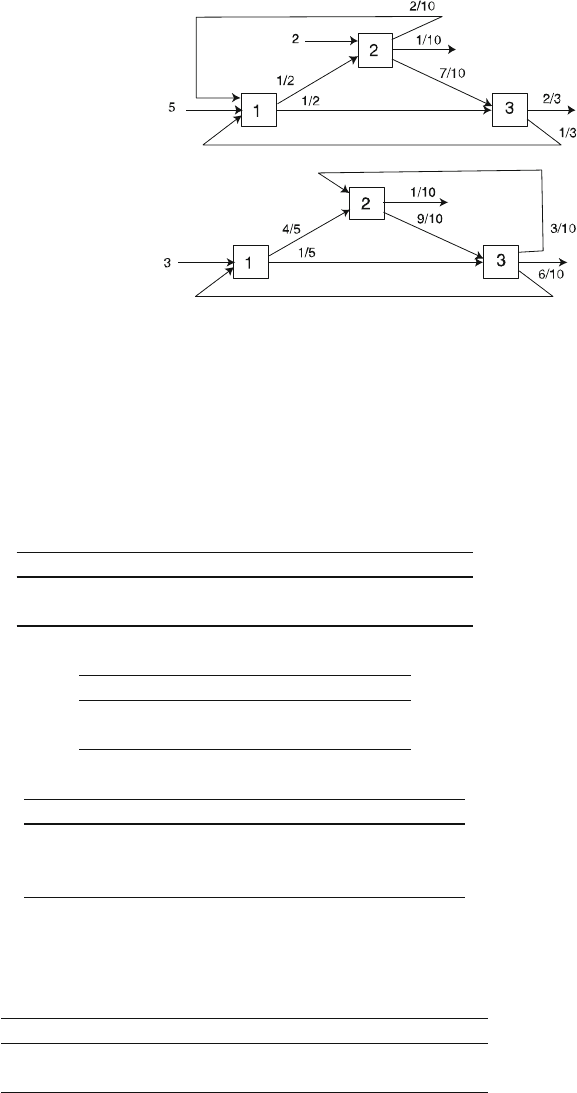
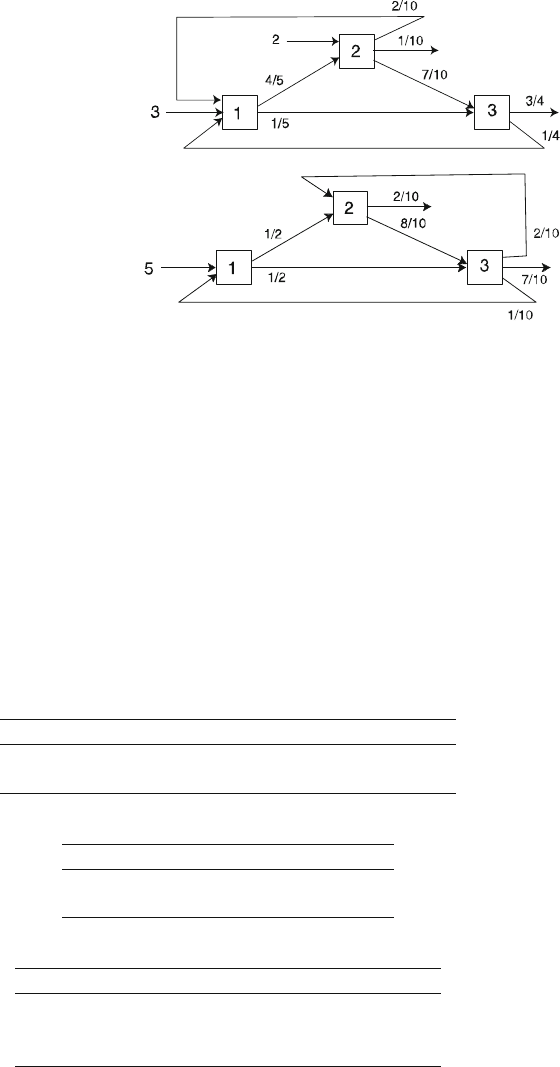
Fig. 6.3a Process routing for
Product 1 for Problem 6.6
Fig. 6.3b Process routing for
Product 2 for Problem 6.6
A company is developing a factory to produce two different products. Both prod-
ucts use three distinct machining processes; thus, the factory will require three work-
stations. Company management would like to know several things about the factory
before it is built. To support this analysis engineering has developed estimates for
the necessary product processing information. This information is listed below, and
Figs. 6.3a and 6.3b depict the product processing routings. Answer the questions
and fill in the missing data.
Mean processing times by product and workstation.
Product/WS 1 2 3
1 0.120 hr 0.100 hr 0.060 hr
2 0.100 hr 0.035 hr 0.060 hr
SCV of the processing times by product and workstation.
Product/WS 1 2 3
1 0.7 0.8 0.9
2 0.8 0.9 1.0
Machine availabilities and repair time characteristics.
Workstation # 1 2 3
Availability 0.90 0.95 0.93
E[R] 1.00 hr 1.00 hr 1.00 hr
C
2
[R] 1.50 1.75 2.00
Answer the following questions and fill in the missing information.
(a) Write the system of equations needed to find the mean flow rates into each work-
station for Product 1. These equations would yield the following mean arrival rates
for the two products into t he three workstations:
Product/WS 1 2 3
1 9.5135/hr 6.7568/hr 9.4865/hr
2 3.4326/hr 4.0439/hr 4.3260/hr
188 6 Multiple Product Factory Models
(b) Mean processing times adjusted for breakdowns and repairs (exponential time
between breakdowns):
Product/WS 1 2 3
1 ? 0.1053 hr 0.0645 hr
2 0.1111 hr 0.0368 hr 0.0645 hr
(c) Processing time SCV’s adjusted for breakdowns and repairs (exponential time
between breakdowns):
Product/WS 1 2 3
1 ? 2.1062 4.1550
2 3.05 4.6321 4.2550
(d) Composite product mean and SCV processing time data by workstation:
Workstation 1 2 3
E[ S] 0.1274 hr ? 0.0645 hr
C
2
[S] 2.6919 ? 4.1863
(e) The offered loads and, hence, the minimum number of machines required for
each workstation:
Workstation 1 2 3
Workloads ? ? ?
Min Machines ? ? ?
(f) Average product branching probability by workstation:
From/To 1 2 3
1 0 0.5795 0.4205
2 0.1251 0 ?
3 0.2603 0.0940 0
(g) Write the equation (give explicit numbers whenever possible) for the average
product arrival SCV into Workstation 2, C
2
a
(2). The external arrival streams are
assumed be Poisson processes. Evaluate C
2
a
(2) given the other C
2
a
(k)’s.
Workstation 1 2 3
C
2
a
(k) 1.2144 ? 1.8346
(h) Complete the workstation performance measures.
Workstation CT
q
(k) CT(k) WIP(k)
1 0.5379 hr 0.6653 hr 8.6131
2 1.0371 hr 1.1167 hr 12.0608
3???
(i) What are the values of the factory system performance measures of cycle time
(CT
s
), work-in-process (WIP
s
) and throughput?
(j) What are the values of the individual product system performance measures of
throughput and cycle time (CT
i
) for product i = 1,2,3?
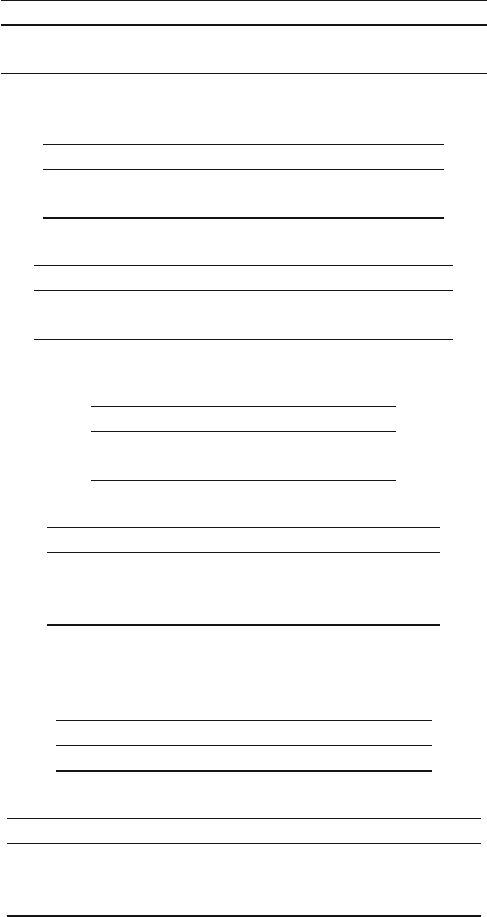
Problems 189
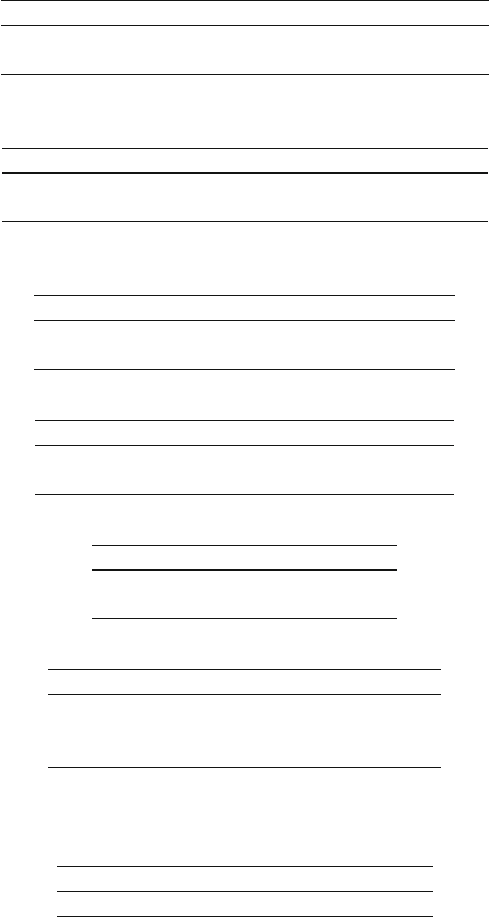
Fig. 6.4a Process routing for
Product 1 for Problem 6.7
Fig. 6.4b Process routing for
Product 2 for Problem 6.7
6.7. This problem is designed to encompasses all of the basic components of build-
ing a multiple product model. To help reduce the time to solve the problem, many
of the numerical values are given so that the entire problem need not be worked
out. There are ten parts to the problem with several tables of numerical values being
given; however, many of the tables will contain incomplete information, so those
places in the table should be filled in.
A company is developing a factory to produce two different products. Both prod-
ucts use three distinct machining processes; thus, the factory will require three work-
stations. Company management would like to know several things about the factory
before it is built. To support this analysis engineering has developed estimates for
the necessary product processing information. This information is listed below, and
Figs. 6.4a and 6.4b depict the product processing routings. Answer the questions
and fill in the missing data.
Mean processing times by product and workstation.
Product/WS 1 2 3
1 0.120 hr 0.100 hr 0.060 hr
2 0.100 hr 0.035 hr 0.060 hr
SCV of the processing times by product and workstation.
Product/WS 1 2 3
1 1.0 0.8 0.7
2 0.8 0.9 1.0
Machine availabilities and repair time characteristics.
Workstation 1 2 3
Availability 0.90 0.95 0.93
E[R] 1.00 hr 1.00 hr 1.00 hr
C
2
[R] 1.75 2.00 1.50
190 6 Multiple Product Factory Models
Answer the following questions and fill in the missing information.
(a) Write the system of equations needed to find the mean flow rates into each work-
station for Product 1. These equations would yield the following mean arrival rates
for the two products into t he three workstations:
Product/WS 1 2 3
1 5.7692/hr 6.6154/hr 5.7846/hr
2 5.6000/hr 4.0000/hr 6.0000/hr
(b) The mean processing times adjusted for breakdowns and repairs (exponential
time between breakdowns):
Product/WS 1 2 3
1 0.1333 hr 0.1053 hr 0.0645 hr
2 ? 0.0368 hr 0.0645 hr
(c) The processing times SCV’s adjusted for breakdowns and repairs (exponential
time between breakdowns):
Product/WS 1 2 3
1 3.0625 2.2250 3.4125
2 3.2750 4.9714 ?
(d) Composite product mean and SCV processing time data by workstation:
Workstation 1 2 3
E[ S] ? 0.0795 hr 0.0645 hr
C
2
[S] ? 3.0086 3.5652
(e) The minimum number of machines required for each workstation:
Workstation 1 2 3
Workload ? ? ?
Min Machines ? ? ?
(f) Average product branching probability by workstation is:
From/To 1 2 3
1 0 0.6522 0.3478
2 ? 0 0.7377
3 0.1736 0.1018 0
(g) Write the equation (give explicit numbers whenever possible) for the average
product arrival SCV into Workstation 1, C
2
a
(1). The external arrivals are assumed to
be Poisson processes. Evaluate C
2
a
(1) given the other C
2
a
(k)’s.
Workstation 1 2 3
C
2
a
(k) ? 1.3802 1.8465
(h) Complete the workstation performance measures:
Problems 191
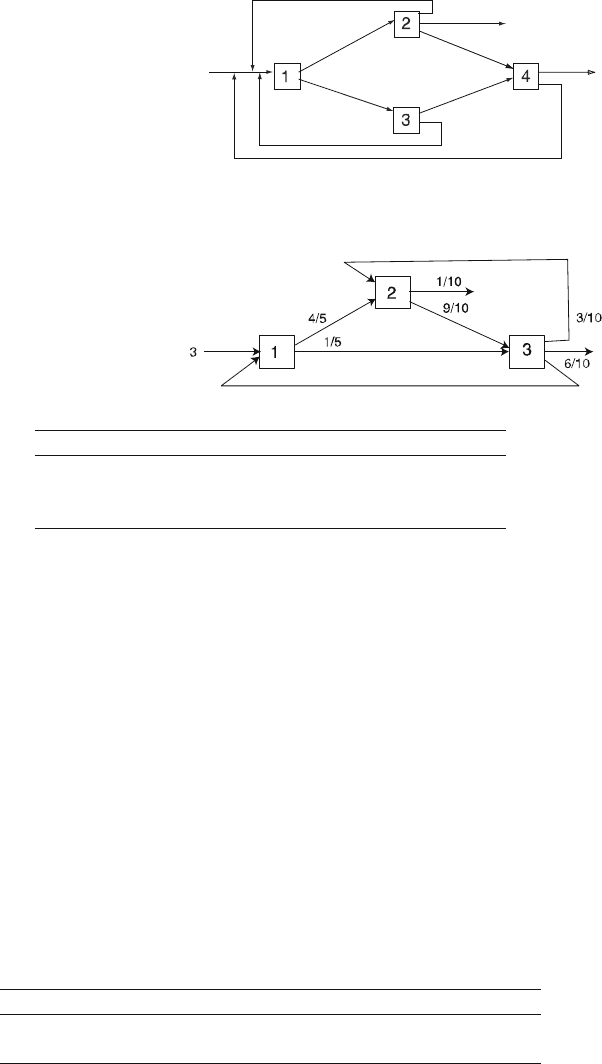
Fig. 6.5a Process routing for
Product 1 for Problem 6.8
1/5
7
2/3
1/3
2/10
1/10
7/10
4/5
7/8
1/8
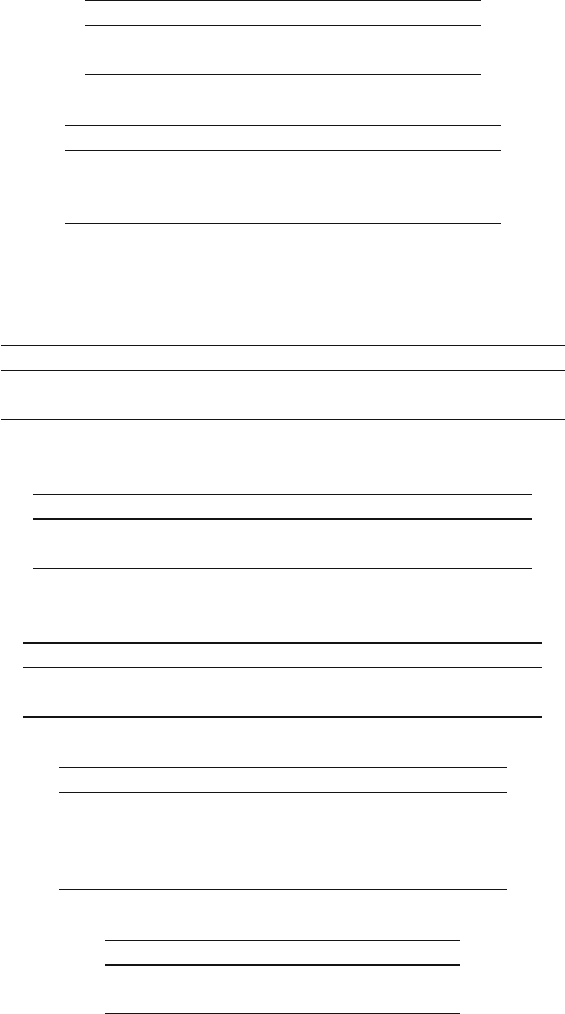
Fig. 6.5b Process routing for
Product 2 for Problem 6.8
Workstation CT
q
(k) CT (k) WIP(k)
1 0.2533 hr 0.3757 hr 4.2714
2???
3 0.5537 hr 0.6182 hr 7.2857
(i) What are the values of the factory system performance measures of cycle time
(CT
s
), work-in-process (WIP
s
) and throughput?
(j) What are the values of the individual product system performance measures of
throughput and cycle time (CT
i
) for i = 1, 2?
6.8. This problem is designed to encompasses all of the basic components of build-
ing a multiple product model. To help reduce the time to solve the problem, many
of the numerical values are given so that the entire problem need not be worked out.
There are nine parts to the problem with several tables of numerical values being
given; however, many of the tables will contain incomplete information, so those
places in the table should be filled in.
A company is developing a factory to produce two different products. The first
products use four distinct machining processes; whereas, the second product uses
only the first three workstations used by Product 1. Company management would
like to know several things about the factory before it is built. To support this analy-
sis engineering has developed estimates for the necessary product processing infor-
mation. This information is listed below, and Figs. 6.5a and 6.5b depict the product
processing routings.
Mean processing times by product and workstation.
Product/WS 1 2 3 4
1 7.2 min 6 min 9 min 7.2 min
2 6 min 2.1 min 3.6 min
192 6 Multiple Product Factory Models
SCV of the processing times by product and workstation.
Product/WS 1 2 3 4
1 0.7 0.8 0.9 1.0
2 0.8 0.9 1.0
Machine availabilities and repair time characteristics.
Workstation 1 2 3 4
Availability 0.90 0.95 0.93 0.95
E[R] 1hr 1hr 1hr 1hr
C
2
[R] 1.50 1.75 2.00 5/3
Answer the following questions and fill in the missing information.
(a) Write the system of equations needed to find the mean flow rates into each work-
station for Product 1. These equations would yield the following mean arrival rates
for the two products into t he four workstations:
Product/WS 1 2 3 4
1 9.882/hr 6.588/hr 3.294/hr 7.247/hr
2 3.433/hr 4.044/hr 4.326/hr
(b) Composite product mean and SCV processing time data by workstation, this
data is not adjusted for downtime and repairs:
Workstation 1 2 3 4
E[ S] ? 4.5 min 5.94 min 7.2 min
C
2
[S] ? 1.125 1.307 1.000
(c) The average processing times and SCV’s adjusted for breakdowns and repairs
(exponential time between breakdowns):
Workstation123 4
E[ S] 7.68 min ? 6.36 min 7.56 min
C
2
[S] 2.689 ? 3.282 2.056
(d) Average product branching probability by workstation is:
From/To 1 2 3 4
1 0 0.701 0.299 0
2 0.124 0 ? 0.434
3 0.143 0.170 0 0.346
4 0.125 0 0 0
(e) The minimum number of machines required for each workstation:
Workstation 1 2 3 4
Workload ? ? ? ?
Min Machines ? ? ? ?