Curry G.L., Feldman R.M. Manufacturing Systems Modeling and Analysis
Подождите немного. Документ загружается.

Problems 153
5.3. Find the system performance measures of CT
s
, WIP
s
, and throughput for a pure
serial system consisting of three single capacity workstations. The arrival rate to the
system is 3 jobs per hour, with the inter-arrival time being exponentially distributed.
The processing time data:
Workstation iE[T
i
] C
2
[T
i
]
10.25hr4
20.29hr3
30.30hr2
5.4. Resolve Problem 3 under the assumption that the machine in each workstation
is subject to breakdowns. The necessary data the processor at each workstation are
given in the following table (reference Section 4.2).
Workstation # Availability E[R] C
2
[R]
1 0.85 1 hr 1.50
2 0.90 1 hr 1.75
3 0.95 1 hr 2.00
5.5. Find the system performance measures of CT
s
, WIP
s
, and throughput for a
three-workstation pure serial system. The mean arrival rate to the system is one
job every two hours with an SCV of 2.0. The processing time data for the three
single-capacity workstations are given below. Assume that the machines are avail-
able 100% of the time.
Workstation iE[T
i
] C
2
[T
i
]
1 1.6 hr 0.75
2 1.5 hr 1.50
3 1.7 hr 2.00
5.6. Find the system performance measures of CT
s
, WIP
s
, and throughput for a three
workstation pure serial system. The arrival rate to the system is one job every two
hours with an SCV of 2.0. The machine data for the three single-capacity worksta-
tions are given below.
Workstation iE[T
i
] C
2
[T
i
] Availability E[ R] C
2
[R]
1 1.6 hr 0.75 0.85 2.0 hr 1.30
2 1.5 hr 1.50 0.90 2.5 hr 1.50
3 1.7 hr 2.00 0.90 3.0 hr 1.75
5.7. Develop a spreadsheet model to solve Problem 5.5.
5.8. Develop a spreadsheet model to solve Problem 5.6.
5.9. Consider again the serial flow factory of Problem 5.5. Management expects
there to be a slow increase in demand (i.e., arrival rates) over the next few years.
(a) In order to help management plan for the future, find the system performance
measures (CT
sys
and WIP
sys
) for arrival rates of 0.51/hr, 0.53/hr, and 0.55/hr.

154 5 Multiple-Stage Single-Product Factory Models
Fig. 5.6 Diagram for Prob-
lem 5.11
u = 0.8
C
s
= 3
2
C
a
= 1.5
2
C
d
2
C
d
2
(1)
λ
1
λ
2
C
d
2
(2)
α
1-α
λ = 4
(b) The engineering department is considering some machine changes that will re-
duce the processing time variance for the bottleneck machine (i.e., the machine with
the largest cycle time). Assuming the arrival rate increases to 0.51/hr, what percent-
age reduction in the C
2
s
for the bottleneck machine is necessary so that the average
system cycle time remains the same as for the original system with an arrival rate of
0.5/hr?
(c) It turns out that reducing the processing time variance is not possible; however, it
is possible to reduce the mean service time while the coefficient of variation remains
according to the original system. Assuming that the arrival rate increases to 0.55/hr,
what mean service rate is necessary for the bottleneck machine so that the average
system cycle time remains the same as for the original system with an arrival rate of
0.5/hr?
(d) If the mean service time of the bottleneck machine is reduced enough, the bot-
tleneck will “move” to a different machine. With an arrival rate of 0.55/hr, what is
the mean service time of the current bottleneck machine that is required so that two
workstations become “tied” for the bottleneck location?
5.10. Consider a three-workstation serial system, with one machine in workstations
one and three and two machines available in workstation two. The external flow
enters workstation one, with parameters of
λ
1
= 4 jobs per hour and C
2
a
(1)=0.75,
and proceeds sequentially through workstation two and then workstation three (i.e.,
a serial system). The processing time data for the three workstations are given below.
Find the system performance measures of CT
s
, WIP
s
, and throughput for this system.
To accomplish this, you need to compute, for each workstation i, C
2
d
(i), CT (i), and
WIP
s
(i).
Workstation iE[T
i
] C
2
[T
i
]
112min2.0
218min0.7
3 13.2 min 1.0
5.11. Solve the spitting branch problem for the unknowns (C
2
d
,
λ
1
,
λ
2
,C
2
d
(1),C
2
d
(2))
for three different values of branching probabilities
α
=(1/3, 1/2,3/4) as shown
in Fig. 5.6.
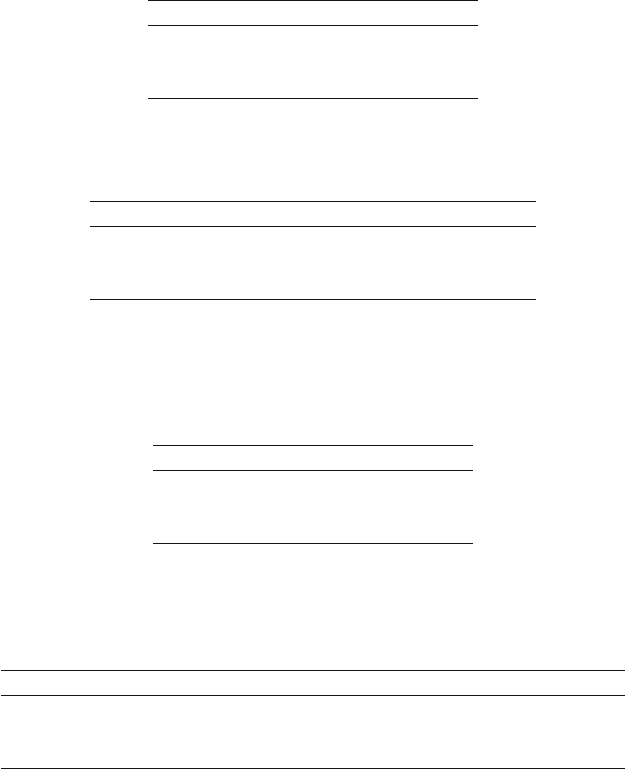
5.12. Solve the merging branch problem illustrated in Fig. 5.7 for the unknowns.
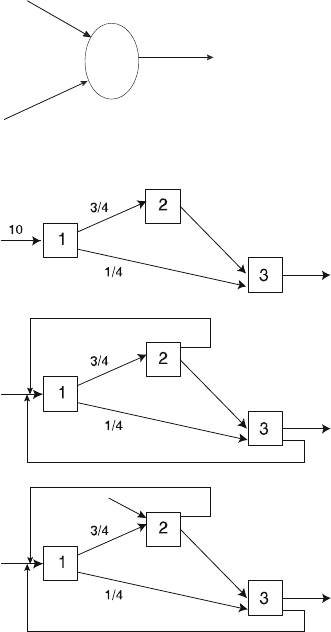
5.13. Obtain the mean flow rates for the system illustrated in Fig. 5.8.
5.14. Obtain the mean flow rates for the system illustrated in Fig. 5.9.
Problems 155
Fig. 5.7 Diagram for Prob-
lem 5.12
C
2
a
(merged) = ?
C
2
1
= 1.365
C
2
2
= 2.095
Merge
λ
1
= 1
λ
2
= 3
λ = ?
Fig. 5.8 Diagram for Prob-
lem 5.13
Fig. 5.9 Diagram for Prob-
lem 5.14
2/3
4/5
1/5
1/3
10
Fig. 5.10 Diagram for Prob-
lem 5.15
2/3
4/5
1/5
1/3
2
10
5.15. Obtain the mean flow r ates for the system illustrated in Fig. 5.10.
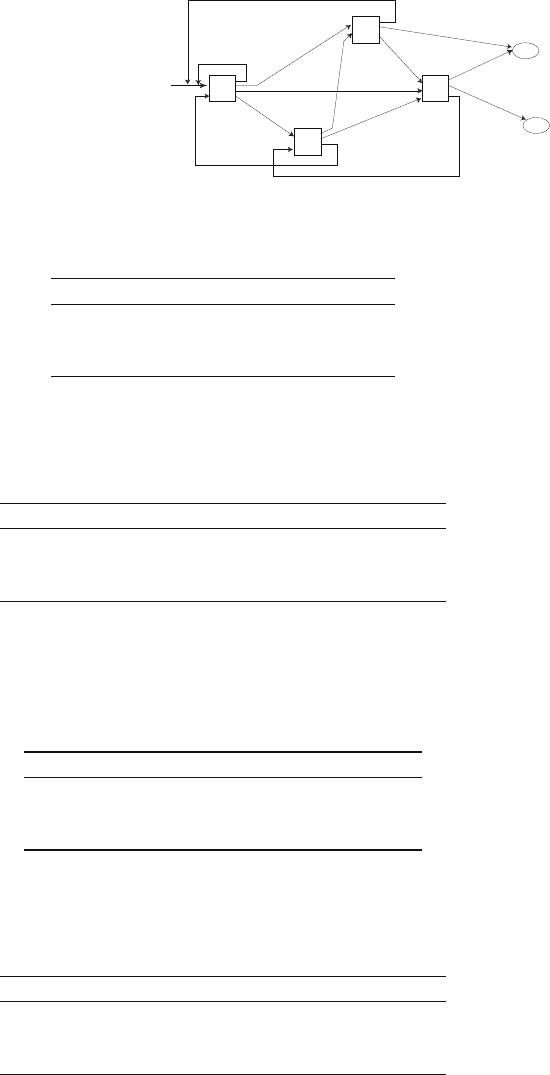
5.16. For the network illustrated in Fig. 5.11, find the total inflows (arrival) rates
for each workstation and terminator (B and G). Terminator G represents good jobs
and Terminator B represents bad product. What is the probability that a job ends up
good?
5.17. Using a spreadsheet program such as Excel, solve Problem 5.15.
5.18. Reconsider Problem 5.13 using the following service time data for each single-
server workstation and assuming that the squared coefficient of variation of the inter-
arrival times for the jobs arriving from an external source is 1.5.
(a) Compute the system performance measures of throughput, cycle time and work-
in-process for this network.
156 5 Multiple-Stage Single-Product Factory Models
Fig. 5.11 Diagram for Prob-
lem 5.16
1
2
3
4
B
G
8
1/10
4/10
4/10
1/10
1/3
1/6
1/2
2/10
6/10
2/10
1/6
4/6
1/6
Workstation iE[T
s
(i)] C
2
s
(i)
1 0.086 1.3521
2 0.110 0.8264
3 0.080 1.5625
(b) Compute the system performance measures of throughput, cycle time and work-
in-process for this network given that the machines have breakdowns. The availabil-
ity data and parameters for the repair time, random variable R, by workstation are
given in the following table.
Workstation # Availability E[R] C
2
[R]
1 0.95 0.2 1
2 0.93 0.3 1
3 0.87 0.4 1
5.19. Reconsider Problem 5.15 using the following service time data for each work-
station and assuming that the squared coefficient of variation of the inter-arrival
times for the jobs arriving from an external source is 1.5.
(a) Compute the system performance measures of throughput, cycle time and work-
in-process for this network.
Workstation iE[T
s
(i)] C
2
s
(i) c
i
1 0.086 1.3521 2
2 0.110 0.8264 2
3 0.080 1.5625 2
(b) Compute the system performance measures of throughput, cycle time and work-
in-process for this network given that the machines have breakdowns. The availabil-
ity data and parameters for the repair time, random variable R, by workstation are
given in the following table.
Workstation # Availability E[R] C
2
[R]
1 0.95 0.2 1
2 0.93 0.3 1
3 0.87 0.4 1
References 157
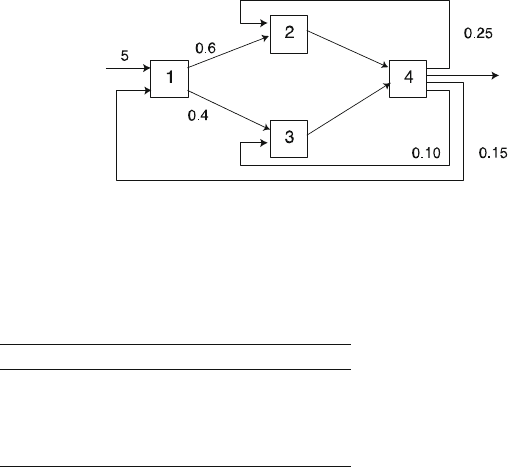
Fig. 5.12 Diagram for Prob-
lem 5.20
5.20. Consider the factory model illustrated in Fig. 5.12 with C
2
a
(0,1)=2 and the
workstation service time data displayed below. Compute the system performance
measures of throughput, cycle time and system work-in-progress assuming that
there is only one machine at each workstation.
Workstation iE[T
s
(i)] V [T
s
(i)]
1 0.13 0.02
2 0.13 0.03
3 0.20 0.04
4 0.08 0.01
5.21. Using a spreadsheet program such as Excel, solve Problem 5.18(b).
5.22. Using a spreadsheet program such as Excel, solve Problem 5.19(b).
5.23. Using a spreadsheet program such as Excel, solve Problem 5.20.
References
1. Albin, S.L. (1984). Approximating a Point Process by a Renewal Process, II: Superposition
Arrival Processes to Queues. Operations Research, 30:1133–1162.
2. Burke, P.J. (1968). The Output Process of a Stationary M/M/s Queueing System. Annuals
Math. Stat., 39:1144–1152.
3. Buzacott, J.A., and Shanthikumar, J.G. (1963). Stochastic Models of Manufacturing Systems.
Prentice Hall, Englewood Cliffs, NJ.
4. Marshall, K.T. (1968). Some Inequalities in Queueing, Operations Research, 16:651–665.
5. Whitt, W. (1982). Approximating a Point Process by a Renewal Process, I: Two Basic Methods.
Operations Research, 30:125–147.
6. Whitt, W. (1983). The Queueing Network Analyzer, The Bell System Technical Journal,
62:2779–2814.

Chapter 6
Multiple Product Factory Models
Most manufacturing facilities are setup to produce more than a single product. Even
in the case of single product facilities, if the product visits a workstation more
than once with different processing times at each visit, then the workstation sees
the equivalent of multiple products. Such revisiting production schemes, called re-
entrant flow systems, are prevalent in the semiconductor industry where it is not
unusual for a product to be routed to the same machine group for distinct process-
ing20ormoretimes.
Modeling multiple product facilities is not significantly more difficult than single
product models. There are two basic principles to keep in mind. First, the workload
on a workstation is, as before, the sum of all the visits multiplied by the processing
time per visit. This concept was introduced in the previous chapter (see p. 143) and
since we use it in a more general setting here, we give a formal definition.
Definition 6.1. The offered workload (or simply the workload)ofaworkstationis
the total amount of work that is required of a workstation per unit of time. The
workload is determined by the sum of the total arrival rate (per hour) for each prod-
uct type multiplied by its associated mean processing time (in hours). For purposes
of determining workload, when a specific product type revisits a workstation, it is
considered as a separate product type.
The s econd basic principle is that job flow needs to be maintained by product
type. That is, the number of visits to each workstation by product class is needed.
Different products can have different probabilistic flows through the production fa-
cility as well as different processing time characteristics. Hence, the number of visits
to each workstation by product needs to be developed. This analysis requires the so-
lution of a network flow system of equations by product. Here again as was done in
the preceding chapter, the processing time is assumed to follow the same distribution
for each product on each visit to a given workstation (of course due to randomness,
the actual processing times will vary even though the distribution is the same). The
re-entrant flow situation with different processing distributions per visit requires a
different modeling paradigm that is taken up in Sect. 6.5.
G.L. Curry, R.M. Feldman, Manufacturing Systems Modeling and Analysis, 2nd ed., 159
DOI 10.1007/978-3-642-16618-1 6,
c
Springer-Verlag Berlin Heidelberg 2011

160 6 Multiple Product Factory Models
6.1 Product Flow Rates
To compute the workload on the workstation, the number of visits to the workstation
by each product is computed first. This requires an analysis for each product similar
to that performed in Sect. 5.4.1 for a single product. A method of distinguishing
between products visiting the same workstation is required. Previously a subscript
was used to denote the workstation visited by a product so that
λ
k
denoted the ar-
rival rate of jobs to Workstation k. Two subscripts will now be used to distinguish
among the various product types; thus,
λ
i,k
is the arrival rate of Product Type i to
Workstation k. Since a single subscript refers to a workstation, we will use a super-
script when a single index refers to a product type; thus,
λ
λ
λ
i
is a vector giving the
total arrival rates of Product Type i into each workstation so that the k
th
component
of the vector
λ
λ
λ
i
is
λ
i,k
.
Arrivals from an external source are denoted as before by
γ
so that
γ
i,k
is the exter-
nal arrival rate of Product i into Workstation k. Additionally a workstation branching
probability matrix for each product type will be needed. Since it is standard to al-
ready use two subscripts for this matrix of probabilities, the product type will be
denoted by a s uperscript such as p
i
jk
meaning the probability that an individual item
of Product i leaving Workstation j goes to Workstation k. The matrix of these prob-
abilities for Product i is denoted as P
i
.
With the above notation, we can rewrite Property 5.7 so that it applies to more
than one product type.
Property 6.1. Consider a factory of n workstations where Product Type i fol-
lows the switching rule defined by the routing matrix P
i
and assume that the
sum of at least one row of P
i
is strictly less than one (i.e., jobs exit the net-
work from at least one workstation). Let
γ
γ
γ
i
=(
γ
i,1
,··· ,
γ
i,n
) denote a vector
consisting of the mean arrival rate of Type i jobs from an external source to
the workstations. Both P
i
and
γ
γ
γ
i
are known. Let
λ
λ
λ
i
=(
λ
i,1
,···,
λ
i,n
) be the
(unknown) vector denoting mean arrival rate of all Type i jobs to the worksta-
tions. The vector
λ
λ
λ
i
is given by
λ
λ
λ
i
=
I −(P
i
)
T
−1
γ
γ
γ
i
,
where I is an n ×n identity matrix and (P
i
)
T
is the transpose of P
i
.
Once the arrival rates for the various product types have been determined, the total
arrival rate of jobs to Workstation k is given by the sum of the different product
types; that is
λ
k
=
m
∑
i=1
λ
i,k
,
where m is the total number of product types within the factory.

6.1 Product Flow Rates 161
After the product flow rates have been computed, it is straight-forward to obtain
the expected number of visits to each workstation per product type. For example, if
a given product type arrives from an external source at a rate of 5 per hour, but the
calculated total arrival rate to a workstation is 10 per hour, it follows that each job
visit the workstation an average of two times. This reasoning leads to the following
property.
Property 6.2. Consider a factory of n workstations with m different job types,
and let the arrival rate of Job Type i from an external source be given by
∑
n
k=1
γ
i,k
. Then the expected number of visits to Workstation k by Job Type i is
λ
i,k
/
∑
n
j=1
γ
i, j
, where
λ
i,k
is the arrival rate as determined by Property 6.1.
Example 6.1. To demonstrate Property 6.1, we take advantage of two examples from
the previous chapter. Consider a four workstation facility that processes two prod-
ucts with each product arriving to the first workstation according to individual Pois-
son arrival streams, each at a rate of 5 per hour. Product 1 uses only the first three
workstations with the routing structure displayed in Fig. 5.4 (p. 141). Product 2 uses
all four workstations with the routing structure displayed in Fig. 5.5 (p. 144). To de-
termine the mean arrival rate to each workstation of Type 1 jobs is simply to repeat
the steps of Example 5.6 yielding
λ
λ
λ
1
=(5.690,4.267,5.263,0) .
The calculations necessary to give the mean arrival rates for Type 2 jobs are con-
tained in Step 1 of Example 5.7 and are
λ
λ
λ
2
=(6.25,6.667,5.833, 12.5) .
The total rate into each workstation is merely the sum of the individual product
inflows; namely
λ
λ
λ
=
∑
m
i=1
λ
λ
λ
i
, and is given as
λ
λ
λ
=(11.940,10.934,11.096,12.5) .
The average number of visits of Job Type 1 to Workstation 1 is 1.138, but the average
number of visits of Job Type 1 to the second workstation is slightly less than 1
(actually it equals 0.8534) implying that some jobs bypass Workstation 2 completely
and some jobs visit the workstation more than once. The most visited workstation
by a single product type is the fourth workstation that has each Job Type 2 visiting
it an average of 2.5 times.
162 6 Multiple Product Factory Models
6.2 Workstation Workloads
Once the workstation arrival rates by product type have been determined, the work-
load for each workstation can be computed. Again, the previously used notation for
the service time is extended for product types by including a second index to denote
the t ype; namely, the mean and squared coefficient of variation of the processing
time of Product i at Workstation k are denoted as E[T
s
(i,k)] and C
2
s
(i,k), respec-
tively. By Definition 6.1, the workload at Workstation k, WL
k
, is computed as the
sum of the product visits multiplied by their respectively mean processing times;
that is,
WL
k
=
m
∑
i=1
λ
ik
E[ T
s
(i,k)] , (6.1)
where m is the total number of product types within the factory.
The utilization factor, u
k
, for Workstation k is then the workload divided by the
available capacity; thus,
u
k
=
WL
k
c
k
=
∑
m
i=1
λ
i,k
E[ T
s
(i,k)]
c
k
, (6.2)
where c
k
is the number of identical processors available at Workstation k to handle
the workload.
Example 6.2. We return to Example 6.1 and assume that there is one machine at each
workstation and that the processing time data for the two products are as given in
Table 6.1. Since there is one machine per workstation, the workload and utilization
Table 6.1 Processing time characteristics for Example 6.2
Workstation kE[T
s
(1,k)] C
2
s
(1,k) E[T
s
(2,k)] C
2
s
(2,k)
1 1/14 hr 0.8 1/15 hr 1.33
2 1/10 hr 1.2 1/18 hr 2.00
3 1/15 hr 1.5 1/12 hr 1.50
4 — — 0.06 hr 0.75
factors are the same at each workstation so that
u =(0.8231,0.7971,0.8369, 0.75) .
With utilization factors all less than 1.0, the factory can achieve steady-state and
further analysis is possible.