Curry G.L., Feldman R.M. Manufacturing Systems Modeling and Analysis
Подождите немного. Документ загружается.

6.5 Processing Step Modeling Paradigm 173
Property 6.6. Consider a factory of n workstations with m different job types.
Job Type i has a production plan described by the workstation mapping func-
tion w
i
() for = 1,··· ,
ν
i
. The workstation routing matrix, P is defined, for
k = 1,··· ,n, by
p
k, j
=
m
∑
i=1
ν
i
∑
=1
ν
i
∑
r=1
λ
i,
p
i
,r
I(
w
i
(),k) I(
w
i
(r), j)
/
λ
k
,
where the terms
λ
i,
and
λ
k
are determined by Property 6.5.
Our goal here is to determine the characteristics of the arrival streams to the
workstations, therefore, we need the coefficient of variation for the external arrivals.
Let these be denoted by
C
2
a
(i,0,); in other words,
C
2
a
(i,0,) is the squared coeffi-
cient of variation for the inter-arrival times of Job Type i from an external source that
enter the production process at Step of the i
th
production plan. The characteristics
of the external arrival streams are given, for Workstation k,by
γ
k
=
m
∑
i=1
ν
i
∑
=1
γ
i
I( w
i
(),k) , (6.10)
and
C
2
a
(0, j )=
m
∑
i=1
ν
i
∑
=1
γ
i
C
2
a
(i,0,) I( w
i
(),k)
/
γ
k
. (6.11)
The system of equations defined by Property 5.8 or 5.9 can now be used to find the
squared coefficients of variation for the arrival streams to each workstation.
Example 6.7. Example 6.6 can now be completed (Fig. 6.1). The associated average
product routing matrix for the three workstations obtained from Property 6.6 is
P =
⎡
⎣
001
100
0.0541 0.4865 0
⎤
⎦
.
The system of equations for computing the coefficients of variation for the average
product arrival streams at each workstation is
C
2
a
(1)=
0.2
0.4327
(1)+
0.2105
0.4327
1 −u
2
2
C
2
a
(2)+u
2
2
C
2
s
(2)
+
0.4327 ×0.0514
0.4327
×
0.0514
1 −u
2
3
C
2
a
(3)+0.0514u
2
3
C
2
s
(3)+
√
2 −1
√
2
+ 1 −0.0514
= 0.1913C
2
a
(2)+0.0015C
2
a
(3)+0.8811
174 6 Multiple Product Factory Models
C
2
a
(2)=
0.4327 ×0.4865
0.2105
×
0.4865
1 −u
2
3
C
2
a
(3)+0.4865u
2
3
C
2
s
(3)+
√
2 −1
√
2
+ 1 −0.4865
= 0.2767C
2
a
(3)+0.7526
C
2
a
(3)=
1 −u
2
1
C
2
a
(1)+u
2
1
C
2
s
(1)+
√
2 −1
√
2
= 0.4309C
2
a
(1)+0.7789 .
The solution to this linear system of equations
c
2
a
=(1.093,1.098,1.250) .
This results in the workstation performance measures given in Table 6.8.
Table 6.8 Cycle time and WIP results for Example 6.7
Workstation # CT
q
CT W IP
1 6.167 hr 9.653 hr 4.177
2 15.310 hr 19.010 hr 4.002
3 2.941 hr 5.976 hr 2.586
The average total system WIP for the factory is the sum of the three workstation
WIP’s resulting i n 10.765 jobs. Thus, by Little’s Law the mean cycle time in the
system is 53.8 hours. Notice that the mean cycle time of a job within the factory is
more than the simple sum of the three workstation mean cycle times because of the
reentrant flows.
The processing step modeling paradigm is a useful and surprisingly powerful
analysis methodology. This approach can be used for all the problems that have been
studied in this text, whereas the workstation modeling approach cannot be used for
all cases.
6.5.3 Alternate Approaches
The approach taken in this textbook for analyzing problems of multiple product
systems with deterministic routings is to treat departing jobs from a workstation as
if their type and, therefore, their next workstation are unknown. Without the job type
information, jobs appear to branch probabilistically to their next workstation. Thus,
based on Property 5.6, the SCV of the inter-arrivals to Workstation j coming from
2
Section 6.5.3 can be omitted without affecting the continuity of the remainder of the text.

6.5 Processing Step Modeling Paradigm 175
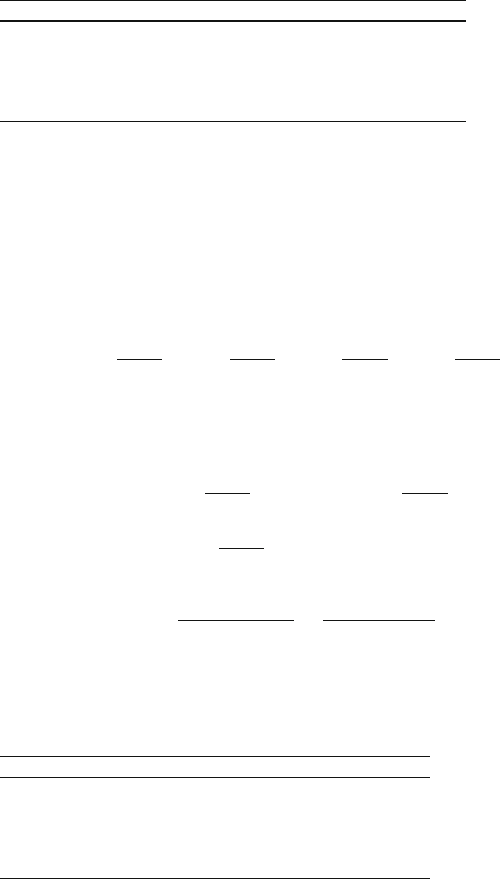
Fig. 6.2 Illustration of a multiple product deterministic routing process with the products being
represented by distinct symbols
Workstation k, C
2
a
(k, j) is obtained from the departing workstation’s composite C
2
d
by
C
2
a
(k, j)=p
k, j
C
2
d
+ 1 − p
k, j
, (6.12)
where p
k, j
is the job’s branching probability derived from Property 6.6. For prob-
abilistic (Markovian) routings, this SCV adjustment is mathematically exact. But
for deterministic routings, this approach can be significantly inaccurate, especially
when there are only a few deterministic routes with very little re-entrant flows. The
purpose of this section is to present an alternate method for determining the squared
coefficient of variation for the workstation arrival streams, although for most sit-
uations, the models presented above should prove to be sufficiently accurate for
most purposes. The following example demonstrates the potential for inaccurate
estimates.
Example 6.8. To illustrate the potential inaccuracy of (6.12), consider a workstation
that processes three products with each going to a specified and different worksta-
tion upon leaving this workstation as illustrated by Fig. 6.2. For purposes of this
example, the workstation of the figure will be designated as Workstation 4, and the
Products 1, 2, and 3 are sent to Workstations 1, 2, and 3, respectively. The indi-
vidual arrival stream information (into this workstation) and necessary workstation
processing time parameters are listed in the following table.
Table 6.9 Arrival stream and service time characteristics by product type for Fig. 6.2
Product i
λ
i
C
2
a
(i) E[S
i
] C
2
s
(i)
1 1 1.50 0.3 1.5
2 1 2.50 0.3 1.5
3 1 0.75 0.3 1.5
The workstation utilization factor is 3(0.3) = 0.9; there is only one machine avail-
able. The C
2
d
for the composite departure stream, using the typical i.i.d. approxima-
tion of Property 5.2 is
C
2
d
(4)=(1 −u
2
4
)C
a
(4)
2
+ u
2
4
C
2
s
(4) (6.13)
=
1 −0.9
2
(1.50 + 2.50 + 0.75)
3
+ 0.9
2
(1.5)=1.516 .

176 6 Multiple Product Factory Models
The mean arrival rates for the three products are identical, so the probability of an
output unit being of a specific type is 1/3. Hence, using the probabilistic routing
approach, the squared coefficients of variation for each individual product arrival
stream at the next workstations are estimated to be equal, with value
C
2
a
(4,i)=
1
3
(1.516)+
2
3
= 1.172 for i = 1,2,3 .
Simulating this situation with over 270,000 observations yields the following
estimates:
C
2
a
(4,1)=1.466
C
2
a
(4,2)=2.056
C
2
a
(4,3)=1.057 .
These results deviate quite drastically from the probabilistic routing estimates, with
approximate errors of 25%, 75%, and -10%, for the three products, respectively.
This deterministic routing phenomenon was first studied in [2] and recently gen-
eralized in [3]. The approach taken is based on approximating the output process
from a workstation as an i.i.d. process but recognizing that different products may
have, on average, different numbers of other products between departures of the
same product. This recognition lead to the development of a product’s inter-arrival
time SCV at the next workstation by assuming various distributions for the number
of other product units intervening between departures of the same product. Bitran
and Tirupati in [2] use a limit result that the superposition of a large number of
independent renewal processes can be approximated by a Poisson process and, as-
suming that the number of intervening product units is Poisson distributed, develop
the estimator
C
2
d
(k,i)=p
k,i
C
2
d
(k)+(1 − p
k,i
)
2
C
2
a
(k,i)+p
k,i
(1 − p
k,i
) , (6.14)
where each job type has its own stream; thus, C
2
d
(k, i) is the SCV for inter-departures
of Type i that leave Workstation k designated to enter another workstation, and
C
2
a
(k, i) is the SCV for inter-arrivals to Workstation k of Type i coming from an-
other workstation.
Caldentey in [3] develops a general approach to the estimation problem, but
points out the computational difficulties encountered in the absence of an inter-
vening number of units assumption. He develops an asymptotic approximation (first
proposed in [6]), assuming the individual product’s intensity is small in comparison
to the aggregate stream, which is
C
2
d
(k, i)=p
k,i
C
2
d
(k)+(1 − p
k,i
)
2
C
2
a
(k,i)+p
k,i
∑
j
=i
p
k, j
C
2
a
( j
,k) . (6.15)
Applying these two estimators to the example problem yields the results:
6.6 Group Technology and Cellular Manufacturing 177
Table 6.10 Comparisons of three methods for estimating splitting with simulation results
Method C
2
d
(4,1) C
2
d
(4,2) C
2
d
(4,3)
Simulation 1.466 2.056 1.057
Markovian Routing 1.172 1.172 1.172
Poisson (Eq. 6.14) 1.394 1.839 1.061
Asymptotic (Eq. 6.15) 1.533 1.866 1.283
For this situation, the Poisson approximation for the number of intervening units
yields the best overall approximation. However, other assumptions such as the as-
sumption in [2] of a small number of intervening units approximations based on an
Erlang assumption might yield better approximations. The Erlang approach unfor-
tunately does not result in an analytical expression and numerical evaluations must
be made.
• Suggestion: Do Problems 6.3–6.4, 6.12 and 6.14.
6.6 Group Technology and Cellular Manufacturing
Batch manufacturing is the most common form of production used in the United
States [5, p. 420] making up approximately 50% of the production activity. One
method that attempts to make batch manufacturing more efficient is group tech-
nology. The basic idea of group technology is to essentially establish sub-factories
within a factory with each sub-factory being dedicated to the production of a subset
of the total number of part types produced by the factory, where the part types have
been grouped by common characteristics. (Of course, this concept can be applied
to the production of subsequences as well as the full production process for a part
type.) Thus, the machines of the factory are grouped into cells of machines needed
to produce the job type family assigned to that sub-factory. Part families are chosen
so that the parts have as similar processing operations as possible. The forming of
these part families is called group technology.
Definition 6.5. Group technology is the analysis of processing operations with the
goal of determining the similarity of the processing functions and, hence, the group-
ing of the associated parts for production purposes.
The normal factory organization is to group similar machines together and pro-
duce all part types by routing each part through this one grouping of machines for a
given processing operation. However, group technology takes advantage of group-
ing machines according to the similarities of the parts being manufactured which is
called cellular manufacturing.
Definition 6.6. The concept of organizing the factory into sub-factories with the
capability to produce a technology group is called cellular manufacturing.
178 6 Multiple Product Factory Models
The advantages sought in grouping the parts into technology groups for separate
processing are:
1. More efficient processing by specializing in a smaller set of parts with as similar
as possible processing operations. Thus, improvements could come from reduced
setup times between part types due to their production similarities and from the
learning-curve effects of part specialization. Reduced setups lead to smaller batch
sizes and processing procedures that more closely resemble a flow shop.
2. Reduced WIPin each machining area since parts only encounter other parts from
the same technology group as well as due to a reduction in the service time
squared coefficient of variation (C
2
s
). The major factors leading to a r eduction in
WIP, however, are the impacts of reduced setups and smaller batch sizes.
3. Reduced material handling requirements since distances the jobs must travel be-
tween machines within a cell are usually much smaller than the length of the
routes needed within a traditional setting. Some material handling processes can
be approximated by the techniques discussed in t his text, but s ome processes can-
not. For example, if movement of parts is by a forklift, a “forklift” workstation
could be defined and the batching techniques discussed in the following chapter
could be used. However, modeling a conveyor system that is subject is beyond
the scope of this text.
The analysis methods for grouping parts with similar production processes and
for the sequencing machines within the group production cells (sub-factories) to
best accommodate group part-flow sequences are not discussed in this presenta-
tion. Suggested readings for discussions of these methodologies are textbooks by
Groover [5, Chap. 15] and by Askin and Standridge [1, Chap. 6]. In particular, [5]
discusses several additional aspects of cellular manufacturing such as the physical
consideration of cell layouts to facilitate various material handling methodologies.
In keeping with our simplification of the factory analysis methodologies, material
handling and facility layout issues are not addressed here.
The issue of factory performance when the cellular processing organization is
used can be studied with the tools that have already been developed. Conceptually,
the standard (batch) production organization is t o have one large production facility
with similar machines/operations located together in workstations. This is the mod-
eling paradigm that we have followed up to this point. The cellular approach can be
modeled by thinking of the manufacturing cells as smaller production facilities each
organized to process only one technology group.
A down side of the cellular manufacturing approach is that the economy of scale
is lost with respect to the total number of machines needed to produce all technology
groups. Another disadvantage of the sub-grouping of machines is that when a ma-
chine goes down there is a greater disruptive effect because there are fewer machines
available with which to continue processing. Note that a cell with only one machine
of a given type will be essentially shutdown while that machine is not operating. An-
other issue is that the separation of the machines into cells must be whole machines
while the workload separation may not coincide properly. This can lead to situations
where a good balance between the workload and the number of machines (utiliza-
6.6 Group Technology and Cellular Manufacturing 179
tion factor) in the combined organization separates into imbalances in the cellular
organization. Thus, some groups might have too high a utilization factor and others
too low. To illustrate this point, consider a factory separated into four technology
groups with 1/4 of the workload for a given machining operation placed into each
group. Further assume that each technology group has a total workload requirement
of 1.5 hours (each hour) for this particular machine type. Then the single factory or-
ganization needs enough machines to handle a workload of 6 hours per hour. Since
the number of machines must be strictly less than the workload, the factory could
use 7 machines resulting in an 85.7% average utilization. Using the cellular pro-
cessing organization, however, two machines of this type would be needed in each
manufacturing cell to handle the workload of 1.5 hours per hour. There is no feasi-
ble method for partitioning these machines to properly cover the group loads. This
means that a total of 8 machines are needed in the factory as a whole using a cellu-
lar processing organization. Of course, this extra machining power would reduce the
cell utilization for this machine type to 75% yielding a possible cycle time reduction
at the expense of an extra machine.
Example 6.9. To illustrate the modeling approach used for group technology and
cellular manufacturing, we contrast the part group performance measures for this
approach with that for the standard batch processing approach. We will give the ba-
sic data in this example and then follow this example with two examples giving the
analysis for a traditional factory and then for the cellular factory. It should be noted
that the attendant advantages of a cellular processing organization (such as reduced
setup times, reduced variability in processing times, and reduced material handling
times) are not automatically reflected in a model of this production process. The
reduction in setup times and material handling times must wait until the modeling
approaches of the next chapter have been introduced. For now, it is necessary for the
modeler to estimate these impacts and adjust the model data accordingly.
Consider a manufacturing facility with 4 products and 5 machine types. To de-
termine whether or not a cellular structure is worthwhile, we first look at a table
showing which workstations are needed by the different job types. Table 6.11 con-
Table 6.11 Machine usage by job type for Example 6.9, where a 1 indicates the job requires
processing at the workstation and a 0 indicates the job does not require the workstation
Workstation #
Job Type 1 2 3 4 5
111100
211100
300111
400111
tains the processing requirements by job type and machine type (workstation) with
a 1 representing that the given machine group is used and a zero indicating it is not
used. From this table, it is easy to see that a two-group partitioning of the products is
possible. The resulting cellular organization of the factory will have two cells with
180 6 Multiple Product Factory Models
both cells needing Workstation 3. So these three machines will need to be partitioned
(if possible) into the cells according to the work demand in each group.
Each job type requires 4 processing steps as shown in Table 6.12. This table con-
tains the mean arrival rate for each job type, the sequence in which the workstations
must be visited, and the mean processing time at each step.
Table 6.12 Arrival rates, processing sequence, and mean service times by job type and processing
step for Example 6.9
Workstation Sequence Mean Service Time
by Step # by Step #
Job Type Arrival Rate 1 2 3 4 1 2 3 4
1 0.064/hr 3 1 2 1 8 hr 6 hr 4.5 hr 6 hr
2 0.096/hr 1 2 3 1 5 hr 6 hr 8 hr 4 hr
3 0.080/hr 4 3 5 4 2 hr 4 hr 8 hr 4 hr
4 0.100/hr 3 4 5 3 7 hr 3 hr 2 hr 4 hr
The arrival processes are each assumed to be exponentially distributed (C
2
a
= 1)
and the processing times are assumed to follow an Erlang-2 distribution (C
2
s
= 1/2).
The number of machines at each workstation are 2, 1, 3, 1, and 1 for Workstations 1
through 5, respectively.
Example 6.10. Traditional Factory Model. In this example, we summarize the
analysis of Sect. 6.5 for the data of Example 6.9. The standard (batch) process-
ing organization model of this system has 5 workstations for processing the 4 part
types.
The workload for each workstation (machine group) is computed by considering
all products that visit the workstation and the number of times they visit. For ex-
ample, Workstation 1 is visited twice by Job Type 1 (6 hours processing on visit 1
and 6 hours processing on visit 2) twice by Job Type 2 (5 hours processing on visit
1 and 4 hours processing on visit 2). The release rate is 0.064 jobs/hour for Type 1
and 0.096 jobs/hour for Type 2. Hence the total amount of work that is released for
Workstation 1 is
workload
1
=(6 + 6)0.064 +(5 + 4)0.096 = 1.632 .
Thus, at least two machines are needed in Workstation 1. The utilization factor for
Workstation 1, u
1
, is the workload divided by the number of machines available
(assuming 100% availability)
u
1
= 1.632/2 = 0.816 .
A similar analysis for the other four workstations yields the results of Table 6.13.
The expected processing time for Workstation 1 is a function of the three distinct
processing times (Job Type 1 uses the machine twice but has the same processing
time for each visit) and the relative frequencies of these visits. That is, the ma-
chine processing time distribution characteristics are developed using the mixture
6.6 Group Technology and Cellular Manufacturing 181
Table 6.13 Workload and utilization factors for Example 6.10
Workstation # Num Machines Workload Utilization
1 2 1.632 0.816
2 1 0.864 0.864
3 3 2.700 0.900
4 1 0.780 0.780
5 1 0.840 0.840
of distributions methodology (as in 1.6.3). That is, each visit to the machine by a
job can possibly have a different processing time distribution. Thus, we need to use
Eqs. ( 6.3) and (6.4) for the mean and SCV computations, r espectively. For Work-
station 1, the total arrival rate of jobs is 0.32 per hour (two inflows of Job Type 1 at
a rate of 0.064 per hour and two inflows of Job Type 2 at a rate of 0.096 per hour).
Thus, the mean processing time is computed as
E[S
1
]=
0.064
0.32
6 +
0.064
0.32
6 +
0.096
0.32
5 +
0.096
0.32
4 = 5.100 hr .
Recall that all processing times are assumed to be distributed according to an Erlang-
2 with specified means. Thus, the SCV is computed as
E[ S
2
1
]=2
0.064
0.32
6
2
(1 + 1/2)+
0.096
0.32
5
2
(1 + 1/2)
+
0.096
0.32
4
2
(1 + 1/2)=40.05 hr
2
C
2
s
(1)=
E[ S
2
1
] −E[S
1
]
2
E[S
1
]
2
=
40.05 −26.01
26.01
= 0.540 .
Continuing with the other four workstations yields the data of Table 6.14.
Table 6.14 Service time characteristics for Example 6.10
Workstation k
λ
k
E[S
k
] C
2
s
(k)
1 0.32/hr 5.100 hr 0.540
2 0.16/hr 5.400 hr 0.528
3 0.44/hr 6.136 hr 0.631
4 0.26/hr 3.000 hr 0.603
5 0.18/hr 4.667 hr 1.112
The final step before obtained the system of equations defining the squared co-
efficients of variation is the calculation of the probabilities of a job leaving one
workstation being sent to another workstation; namely, implementing Property 6.6
which yields

182 6 Multiple Product Factory Models
P =
⎡
⎢
⎢
⎢
⎢
⎢
⎢
⎢
⎢
⎢
⎣
0
0.064+0.096
0.32
000
0.064
0.16
0
0.096
0.16
00
0.064+0.096
0.44
00
0.1
0.44
0.08
0.44
00
0.08
0.26
0
0.1
0.26
00
0.1
0.18
0.08
0.18
0
⎤
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎦
=
⎡
⎢
⎢
⎢
⎢
⎣
00.50 0 0
0.400.60 0
0.3636 0 0 0.2273 0.1818
000.3077 0 0.3846
000.5556 0.4444 0
⎤
⎥
⎥
⎥
⎥
⎦
.
The routing matrix, P, can now be used with the previously obtained quantities
in Tables 6.12–6.14 together with the fact that the external arrival streams have an
SCV of 1.0 to derive the squared coefficients of variation of the inter-arrival times
to each workstation. As you recall from the previous chapter, a system of equations
must be developed and solved simultaneously to obtain these terms. In particular,
Property 5.8 yields the following system:
C
2
a
(1)=0.0203C
2
a
(2)+0.0346C
2
a
(3)+0.8856
C
2
a
(2)=0.1671C
2
a
(1)+0.7246
C
2
a
(3)=0.0332C
2
a
(2)+0.0219C
2
a
(4)+0.0372C
2
a
(5)+0.8581
C
2
a
(4)=0.0166C
2
a
(3)+0.0403C
2
a
(5)+0.9388
C
2
a
(5)=0.0154C
2
a
(3)+0.0837C
2
a
(4)+0.8354 .
The solution to this system is
c
2
a
=(0.9361,0.8810,0.9437, 0.9921,0.9329) .
The performance measures for Workstation 1 are computed using
CT(1)=
C
2
a
(1)+C
2
s
(1)
2
u
√
6−1
1
2(1 −u
1
)
E[ T
s
(1)] + E[T
s
(1)]
=
0.936 + 0.540
2
0.816
1.449
0.368
5.100 + 5.100 = 12.72 hr .
Notice that we used the approximation of Property 3.6 in the above equation to-
gether with the fact that Workstation 1 had two servers. Using Little’s Law yields
WIP(1)=0.32(12.714)=4.068 jobs. A similar analysis for the other workstations
yields the results given in Table 6.15. Adding all of the workstation WIP’s together
gives a total system WIP
s
of 25.67 jobs. The total external arrival rate and, thus,