Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
33
. 21
Cure or fusion is a time-temperature balance, which means
that you can make up for a shortage in one with an abundance
of the other. If the time is long enough, the temperature can
be lower. The 300° listed in table 3.14 is not nominal, but it is
a real world number that can typically be achieved with indus-
try equipment. Plastisol inks fuse from 200° to 2000° but the
former would require an impractically long dryer retention and
the latter would prove to be dangerous.
Flash curing is a preheating station for some of the garment
and some of the ink. If you flash cure, the part of the gar-
ment under the flash gets hotter. The ink printed on the shirt
prior to the flash becomes hotter when flashed and remains
hotter than those colors printed on top of the flashed inks.
They may be closer to room temperature. The flash can ensure
that the ink is totally cured, but relying upon it to do so, is
risky business. For example, the first time you stop and dont
put the shirt into the dryer immediately after flashing, it cools,
and its dryer exit temperature is lower than the balance of the
shirts. A consideration at the other extreme is the flash can
superheat the ink and lead to bleeding, sublimation and shrink-
age. For information on how to evaluate fusion refer to page
3.20 for details.
RReemm
eelltt
Remelt is the level beyond fusion or cure, when the resin
begins to soften and flow independent of the influence of the
plasticizer. It is this property that prevents ironing plastisols, as
well as makes heat transfers a viable product. The remelt point
of the ink should be the maximum possible for direct-print
plastisols, so this threshold is not crossed in production.
Should this happen the inks may become very thin, you risk
both dye bleeding from sublimation and migration,and hot
tack at this stage can weld the inks together at the end of the
dryer.
HHoott TTaacckk
Hot tack is known in our industry as after-flash tack. It is
determined by the combination and type of resin, plasticizer
and fillers. It is a form of temporary adhesion known as diffu-
There is no need to sustain the
fusion temperature once the ink
has reached it, but there are issues
that need to be recognized. The
garment will act as a heat-sink,
specifically in the case of fleece.
The fabric mass of a T-shirt is
often less than 25 percent but a
sweatshirt is often over 75 per-
centmore of it is fabric and less
is airspace. Before the entire ink
film can be brought to cure tem-
perature, the garment temperature
must be sufficiently high, so that
equilibrium is reached. In practice,
this means that the ink on a
sweatshirt will generally exit the
dryer at a lower temperature than
a T-shirt under the same condi-
tions. You will want to double-
check the sweats for cure, particu-
larly if they are run at T-shirt set-
tings.
High humidity has an affect on
the curing level of the ink; due to
the fact the garment holds mois-
ture. The moisture regain of cot-
ton is 35 percent and that mois-
ture must be dealt with before the
ink will cure. In high humidity
environments you may want to
double-check the cure of the ink.
Some synthetics will take more
energy than others. This is based
on the specific heat of the com-
position of the garment. The spe-
cific heat is an indicator of the
rate of increase in temperature.
For example, a nylon garment of
the same construction as a poly-
ester garment will take more time
or temperature to elevate it to a
given temperature point.
Inks
F
F
usion Tips
usion Tips
PAGE
33
. 22
sion bonding. To make ink that has very high hot tack, one would start with a
soft (co-polymer) resin and add an equal amount of high-solvating plasticizer
(over 50 percent). The hand would be very soft and the ink would level and pene-
trate as soon as it was heated.
Inks similar to this, used on highly elastic materials such as SpandexÒ, would
have a rating of five on the hot-tack index. Most pigments and fillers are inert
and are unaffected by the gelation or cure of the ink. As pigments and fillers will
appear on the surface of the ink, they act to reduce the hot tack, but are not as
influential on the hot tack as the plasticizer/resin ratio. Note that a smoother sur-
face is more prone to after flash tack, but produces higher quality prints.
PPhhyyssiiccaall
There are dimensions of plastisol inks that do not fall into optical, rheological or
thermal. These are categorized as physical properties and include; the size of the
particles of ink, its reaction to infrared energy, its ability to wet a surface and to
be wet once it is gelled. Included is the percentage of plasticizer because lower is
better and the hardness of the cured ink film. All of these play a critical role in
the aesthetics and performance of the ink and are listed below.
GGrriinndd
The grind of plastisol ink is a measurement of how fine the agglomerates (collec-
tions of particles) have been reduced in size. Although the test method does not
gauge viscosity, the relative viscosity of the ink nonetheless, influences the test.
The standard grind gauge runs from zero to eight with eight being the finest
grind. This fineness index can be converted to a nominal agglomerate size. Each
whole number is approximately equal to a 12m increase in diameter. For example,
a grind of four equals a 51m diameter, while a five equals a 38m diameter. If this
Chapter 3
Room Temperature 72
°°
è Ink remains as it appeared in the container.
Greater than 72
°°
è Ink drops in viscosity as on a Turnabout mixer.
110
°°
è Ink reaches its low viscosity point.
125
°°
è Plasticizer becomes aggressive, fluxes resin surface.
150
°°
è Resin gels, plastisol becomes dry and immobile.
175
°°
è Fluxing continues at a slower rate.
250
°°
è Dye sublimation begins.
Total Ink Film Reaches 300
°°
è Fluxing complete, optimal ink properties achieved.
350
°°
è Resin softens and ink re-melts.
Figure 3.16 The details listed in the table above are generic; they do not necessarily describe a particular ink brand or
series. These properties are offered as a "thermal timeline" of events as the plastisol is exposed to heat.
PAGE
33
. 23
dont seem like much of a disparity, consider that the 38m par-
ticle has a surface area of 4536m² and the 51m particle has a
surface area of 8171m²-and these are only one number apart on
the grind gauge.
Grind is a reasonable predictor how easily the ink particles will
transfer through the mesh. Of course the particle shape,
weight, size and pigment loading are significant factors that
affect ink transfer, but a coarse grind will make matters worse.
If the grind is poor, the plasticizer continues to migrate into
the agglomeratesthe ink gets very tacky and thick. Once this
happens nothing known to man will reverse the process. Poor
grind is the primary cause of thick, tacky inks; build-up; mot-
tling and after-flash tack.
EEmm
iissssiivviittyy
Emissivity is ratios of an objects tendency to reflect versus
absorb energy. This is a real-world factor if you are using a
non-contact, infrared pyrometer. These heat guns should
ideally be calibrated to the emissivity of the surface they are
about to measure. Emissivity is affected by the texture, gloss
and color of the product, as well as its chemical make-up.
Emissivity also changes over a range of temperatures.
For example, black ink, at gel, will have an emissivity ratio
around 0.70, while whites, at fusion temperatures, are around
0.95. Most of the default settings are 0.95 and there is no
problem unless you are looking for absolute readings
.
SSppGG ((ssppeecciiffiicc ggrraavviittyy))
Specific gravity of ink is the ratio of ink weight to an equiva-
lent volume of control water. This data allows the manufactur-
er to easily determine the weight of any volume container.
Because white pigment (TiO²) is small and spherical, it packs
well so the density and specific gravity of whites are very high,
making white pigment heavy. A 1.49 ratio would mean that the
ink weighs nearly one-and-a-half times the same volume of
water. It is advantageous to have white ink with a high weight
to ensure two things: there are no air pockets and there is a
relatively high volume of pigment in the ink.
A pharmacist uses a mortar and
pestal to breakup clumps of dry,
powder particles and make a more
homogenous prescription. The ink
manufacturer has to achieve this
grind twice with your plastisol ink
before it is finished. There are
grind parameters for the pigment
dispersion stage, and also for the
finished ink. Though the two
approaches differ radically, the
goal for each is the samereduce
the size of the clumped particles.
A generic description of pigment
dispersions follows.
The pigment and plasticizer are
premixed into a slurry or paste on
a high-speed dissolver mixer.
Surfactants and fillers are added at
this time. This "premix" is not
finely ground and must be put
over a milling machine. There are
sand mills; ball mills, colloid mills
and three roll mills to name a few.
The choice of mill is based on the
needs of the pigment and its abra-
siveness. Whites for example are
so hard they will nearly destroy a
three-roll mill and the shear thick-
ening nature of the dispersion
makes it unsuited for some mills.
The premix is taken to the mill
and under specific time, pressure,
velocity and clearance the clumps
of the pigments are broken down.
What is left is a smooth paste that
requires less addition of disper-
sion to develop color. This effi-
ciency has several advantages;
lower raw material cost ink, series
with print properties that are
more similar and colors that are
cleaner, brighter and more intense.
Inks
Ink Grind
Ink Grind
PAGE
33
. 24
SSuurrffaaccee TTeennssiioonn
The surface tension of the ink is its ability to wet-out a sur-
face. At times this has little relevance-but at other times it is
critically important. When the plastisol is printed directly onto
the garment, wetting is a non-issue. The adhesion is mechani-
cal and the substrate is absorbent so the ink cant creep across
the surface. But when the ink is printed on an underbase or
over another color, all rules change. The compatibility of the two
inks is gauged by the surface tension (liquid) of the liquid ink
and the critical surface tension (solid) of the flashed underbase
ink.
Lower-surface-tension inks wet our more surfaces better and
faster than inks with higher surface tensions. In fact, if the liq-
uid has a higher surface tension than the gelled or fused ink,
the two are incompatible, image stability and adhesion can be
at risk. And if youre printing a process job, color balance just
flew out the window.
The surface tension of the ink is dictated initially by the sur-
face tension of the plasticizer, but this can be altered with
additives. The lower the number the better. Typical however,
additives used to reduce surface tension tend to reduce critical
surface tension as well. The ink maker must be wise in his
choice or the result will be ink that wets-out a gelled surface
better, but is more difficult to wet once it is gelled (see sidebar
on page 3.32 for more information on surface tension).
CCSSTT ((ccrriittiiccaall ssuurrffaaccee tteennssiioonn))
Critical surfacetTension is a measurement of the tendency of
the gelled or fused ink surface to be wet-out. The best exam-
ple is the slick surface of TeflonÒ that nothing sticks to.
Teflon® has a very low surface energy, around 13 dynes per
centimeter, and most liquids like eggs have a surface tension
higher than 13, so they cant wet the surface. When they evap-
orate they stick to them selves, but not to the skillet, so they
fall right off.
Youve probably seen the results of incompatible surface ten-
sions, when the ink does not want to stick to the underbase.
There is a balance that can be disturbed if the underbase is
There are two major components
in plastisol ink; resin and plasticiz-
er. The resin is a powdered, dis-
persion-grade polyvinyl chloride
and the plasticizers are liquids,
specifically high boiling esters.
When the two are combined they
react in a particular manner, which
is described below:
1. The resin and plastisizer are
blended.
2. The plasticizer solvates the sur-
face of the resin.
3. The plasticizer is now diluted
with solvated resin.
4. The diluted plasticizer cannot
continue to solvate.
5. Equilibrium is reached and
maintained if:
a. the plastisol is not exposed
to heat.
b. the fillers do not continue
absorb plasticizer.
c. there are no resin cavities
for the plasticizer to
migrate into.
6. If equilibrium is not achieved,
tack increases due to aging.
Chapter 3
Constructing
Constructing
Plastisol
Plastisol
PAGE
33
. 25
taken over its gel point and too close to cure. As the ink is
heated the critical surface tension decreases to a point beyond
fusion. Eventually, it will begin to increase with sustained or
incremental temperatures. The range of critical surface tension
in white plastisols is from 30 to 44. The higher number allows
overprint inks to trap (stick) easily and the lower number is
very resistant and difficult to print on. (Refer to page ___ for
details on surface tension).
PPeerrcceenntt PPllaassttiicciizzeerr
This is one of the most critical aspects of the plastisol ink,
and its excess is triggered by a poor grind. Far too often the
manufacturer does a poor job of blending the ingredients in
the ink, and knowing before hand that the ink will age-up in
viscosity, he adds plasticizer to retard the aging and reduce the
final viscosity. The ink ages (or thickens), then it meets the
standards set with viscometers, but viscometers dont inform
us how the ink will perform on press.
The lowest practical percentage of plastisizer is 35 percent and
the goal of the manufacturer. More plasticizer creates a multi-
tude of problems. It retards the gel rate, creates after-flash
tack, reduces the critical surface tension, increases the chance
of dye migration, sacrifices opacity, promotes build-up, raises
the fusion temperature and makes ink that is low viscosity, but
high tack. Like warm honey-and it still wont print well.
SShhoorree AA
The hardness of the ink is an indicator of the drape and flexi-
bility of the printed material. It is established on a Shore-A
scale for elastomers, and a higher number indicates a harder
product; less likely to drape. This property is dictated in part
by the type and percentage of resin in the ink. More resin
makes for a harder product, while some types of resins are
harder than others. Hardness is indirectly proportional to the
quantity of plasticizer in the system. More plasticizer means
softer ink.
The hardness is checked against a totally fused thick-film (at
least 1/8 inch thick) deposit. Employ the same meter used to
check the durometer of squeegee blades. It operates similarly
These vary from manufacturer to
manufacturer and there is little
consistency. The only common
denominator is they dont contain
pigment. There are three terms
that give you an indicator of the
performance of the transparent
ink; unfinished ink, finished ink
and ink modifier.
There are unfinished inks that are
intentionally short of their plasti-
cizer balance and are to be used in
conjunction with pigment disper-
sions for color matching conven-
ience. Be cautious, as these are
very often unstable and age-
upfaster due to the reduced
amount of plasticizer. Once ink
has aged, there is no turning back.
There are finished inks that will
not accommodate color concen-
trates, but can be used to over-
print an image for durability or
gloss control. Some finished inks
are intended to mat-down gar-
ment fibers and serve well as
transparent underbases. Another
course of action is to add these,
in virtually any amounts, to an
existing color to increase its trans-
parency. Of course the properties
of the color are compromised by
the properties of the additive.
Finally the ink modifiers, which
are marketed under a variety of
names, but usually intended to
solve a specific problem. These
include hand modifiers, which at
the cost of opacity, improve pene-
tration and increase drape. Some
of these are highly plasticized
(refer to page 3.25 for details), so
be cautious. There are also modi-
fiers that are recommended for
process-color printing to control
the balance of the four colors.
Inks
Base vs. Clear
Base vs. Clear
PAGE
33
. 26
to a tension meter, except it has a pin on the bottom of the
meter, rather than a foot. Hold the meter with the pin facing
the printed sample; firmly press the pin into the fused ink. The
meter will register the hardness. This number should be evalu-
ated along with the fused deposit thickness you normally print
for drape and hand acceptability. For example, the first ink has
a hardness of 50, but must be printed at a five-mil deposit to
be opaque. A second type of ink, of the same hardness, prints
at three-mils and matches the opacity of the first ink -the thin-
ner deposit will have a better hand.
If you are having problems with
flash times and after-flash tack,
you have an ink problem and
should find ink that is suited for
flash-curing applications.
Meanwhile the fix is to add
blending resin, which is known to
our industry as flash additive.
As is the case before you add any-
thing to the plastisol, it should be
stirred thoroughly-not a quick
spin with a spatula. It is wise to
use a Turnabout Mixer allowing
the low-shear to gently reduce the
viscosity of the ink in a minute of
stirring, without generating excess
heat, typical of high speed mixers.
Volume mixing (quart, gallon, etc.
measurements) is a very risky
business, so we recommend that
the resin be added by weight. Use
a scale that measures to a tenth-
of-a-gram for quarts, to one-gram
for gallons and to five-grams for
five-gallon pails. High viscosity
and subsequently high tack will be
your limiting factors, but begin at
a quarter-percent of resin, by
weight, to the ink. Add it slowly,
as the Turnabout continues at
slow speed.
The additive will partially combine
with the plasticizer in the ink, so if
you must add, do so in advance of
the press run. After all if you have
had problems before, you can
expect to have them again. So mix
the additive a minimum of 24
hours, but ideally 72 hours, before
the press run. This allows the ink
to reach equilibrium and you will
find fewer additives will do the
job.
If you over shoot the mix, the
best advice is to dispose of it
Chapter 3
Flash A
Flash A
dditiv
dditiv
e
e
Figure 3.18 This HiRes AccuColor© print has an extremely soft hand due to the inks
used for the underbase and the fact that they were printed at less than one mil deposit. Red Hot
Mama, image rights liscensed by Blue Chicago and T-shirt printed by Target Graphics Ltd.
© 1995 John Carrol Doyle.
PAGE
33
. 27
Troubleshooting Ink
If you have read the preceding pages on the nature of the
plastisol inks, it will help you identify ink problems, and other
related issues, when a problem occurs. This section demon-
strates how to put your newly gained knowledge to work by
dividing ink troubleshooting into four categories. These cate-
gories are the most common issues associated with plastisol
performance; ink tack, build-up, ink adhesion and surface
energy, test for fusion, test for temperature, ink mileage.
TTaacckk
Screen printing is unusual when it comes to ink tack. Most
other ink transfer processes need, and even flaunt, the tackiness
of the ink. But we have a hydraulic pumping system that trans-
fers ink; high tack level is a problem. It is more difficult to
transfer higher tack level ink- such ink requires a higher shear
rate.
Shear (rate) is the force applied to the ink on the surface of
the screen-it is intended to cause the ink to become thinner. At
this state of lower viscosity, the ink should be easy to pump
through the mesh openings. Shear (rate) increases in direct
proportion to the following:
1. Higher off-contact or peel.
2. Higher mesh tension.
3. Lower squeegee angle.
4. Higher squeegee speed.
The higher the shear rate, the thinner the ink becomes over a
relevant range. Plastisols and virtually all printing inks need to
be shear thinning. That is, as a shearing force is applied (like
the squeegee or the Turnabout Mixer) the ink drops in
viscosity.
To cause this shear-thinning drop, with high tack ink, requires
excessively high shear rate and a mesh with an excessively high
flow rate. In the vernacular we say, Use the coarsest mesh you
properly. Do not try to reduce the
ink and run it on press. Its per-
formance will be the worst possi-
ble and downtime is the enemy of
profits-dont risk it.
Adding this flash additive resin
will alter all of the properties of
the ink on press and on the print-
ed image. On press the grind
(Refer to sidebar page 23) will not
be as high and the mesh can act as
a strainer by filtering out particle
clumps. Be particularly cautious if
you are on a mesh with a small
opening, either higher count or
thicker threads. If this is a prob-
lem you will find that it gets worse
as the run continues. Temporarily
you may need to run a lower blade
angle and a higher squeegee
speed.
Flash additive may worsen build-
up as it raises the tack level of the
ink. Your response to this will
necessarily be more force and if
so you may see perimeter build
up. If the ink tends to build up in
the central areas, the addition of
flash additive will not adversely
affect this and may slow it down.
But our best advice here is to get
ink that works, don't get caught
up in ink repair.
Flash additive will reduce the gloss
level of the ink and stiffen the
hand or drape of the printed film.
It is not a solution for dye bleed-
ing but will not encourage bleed-
ing. All things considered, flash
additive is a temporary fix so that
you can stay in production by
compensating for ink deficiencies.
Asking more from the product is
unwise.
Inks
Flash A
Flash A
dditiv
dditiv
e
e
(continued)
(continued)
PAGE
33
. 28
can find and crank down on the squeegee, hardly good advice
for quality printing. However, high-tack inks are prevalent in
our industry (refer to the how-to on page 3.30 for details).
TTaacckk vveerrssuuss VViissccoossiittyy
Do not confuse tack with viscosity. The best analogy is Cool
Whip desert topping and honey. Cool Whip is high viscosity
and low tack. Honey is low viscosity and high tack. The best
printing inks are more like Cool Whip and less like honey.
With honey, no amount of shear will successfully transfer it
through the screen and such excessive shear will cause a lot of
problems on its own:
1. Premature stencil breakdown.
2. Premature tension loss.
3. Premature mesh ripping.
4. Oversized image distortion.
5. Perimeter ink build-up.
6. Smearing and blurring.
It is always best to cure the illness and not only the symptoms.
There is by far, more white ink
used by the textile printer than
any other color of plastisol screen
ink. It is very unfortunate for
screen printing, which is a pump-
ing process, that white ink is
absolutely the most difficult color
ink to pump.
And at times the ink seems more
difficult than others, for example,
in the middle of a press run.
Unless you are new at the game,
you have seen where all is well,
and all of the sudden the white
starts hanging up in the screen.
Well its occurrence was probably
not sudden at all, only its appear-
ance was sudden. It was probably
the long-term result of one of the
following factors.
1. Screen tension loss from
fatigue.
2. Gelation in the screen from
heat.
3. Dilatency (shear thickening).
Number one occurs frequently. If
you need to retention after every
press run, it may well be your
problem. Review the sections in
this book on press calibration,
off-contact set tings and squeegee
pressures. The warning signs will
be registration problems, smearing
and image stretch. If you stop the
press, wait and then start it again,
the condition will be the same.
Number two is unavoidable if,
and when, your heat gets out of
control. Review sections on flash
curing and plastisols. The warning
signs will be; as the ink warms-up
the deposit changes, and you per-
Chapter 3
Whit
Whit
e Hang-up
e Hang-up
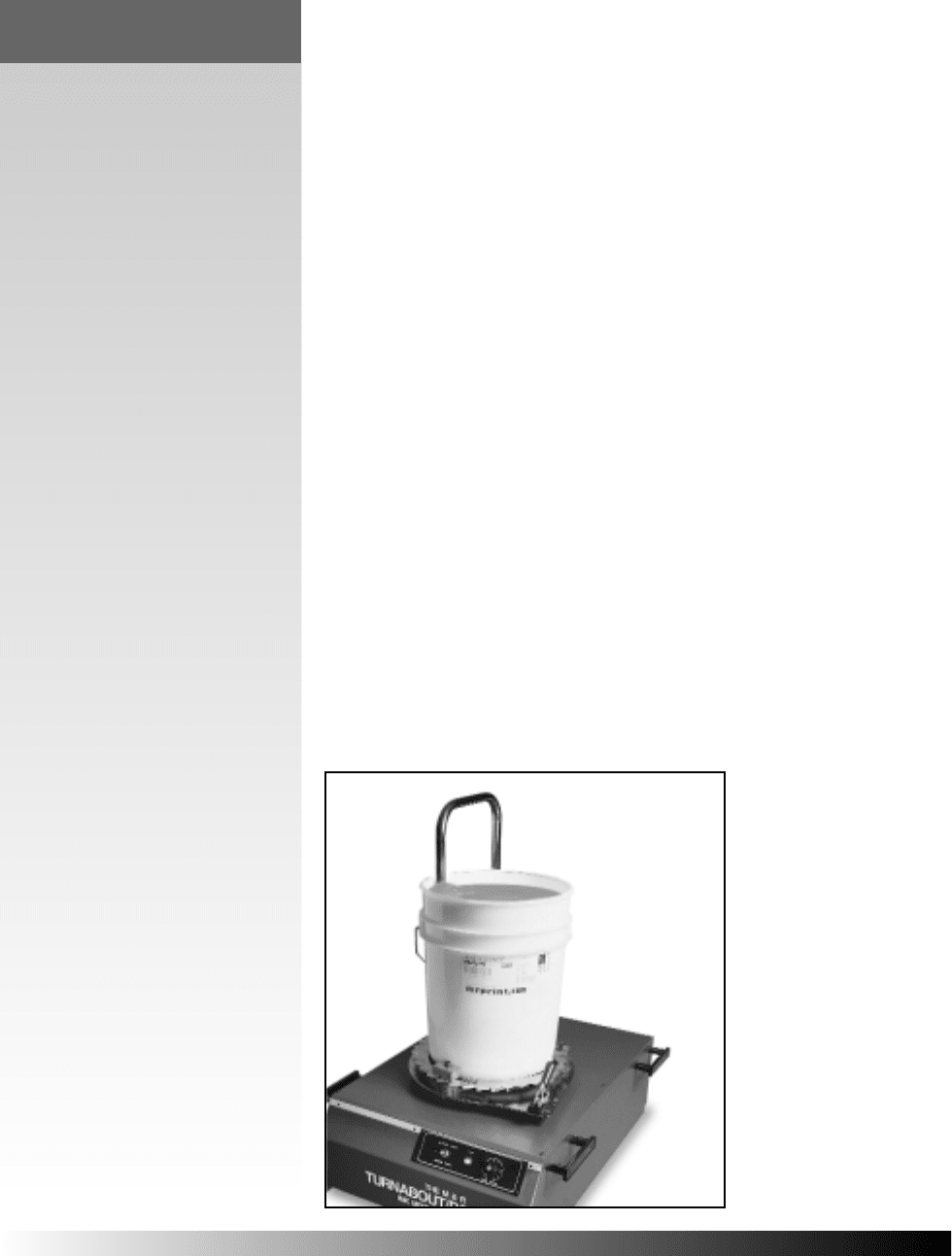
Figure 3.19 The
Turnabout is available in
three configurations for every
budget and viscosity of ink.
Each Turnabout comes with
a single and five-gallon blade
that are very easy to clean.
The DC version allows you to
mix slowly, so there is no heat
generation. Once the ink
begins to flow, you can speed it
up for a quick and thorough
mix. All Turnabout mixers
clean the bottom and sides of
the pail automatically. They
are ideal for mixing colors or
for stirring thick white ink, so
that it flows properly on the
very first shirt.
PAGE
33
. 29
If the tack in the ink you are currently using is too high, talk
to your supplier. Some printers will resort to modifiers to
reduce the appearance of tack-but there is no way to eliminat-
ing tack in plastisol, which means a compromise in the per-
formance of the modified ink is inevitable.
CCaauussee ooff IInnkk TTaacckk
The primary cause of ink tack is in the manufacturing stages,
in the selection of raw materials and their assembly. No one
builds ink that is difficult to printit becomes that way in time
and aging is an indication of poor manufacturing. The test
for tack is varied and unfortunately not often used by the ink
manufacturers. One test that is universally used and a general
gauge of high tack is the grind of the ink. The grind of the
ink is a measure of how well all of the particle agglomerates
are reduced in size and distributed in the liquid vehicle (plasti-
cizer) of the ink.
A poor grind would leave the resin agglomerates (particle col-
lections) too large and over time (72 hours plus) the plasticizer
would migrate into these clumps of resin and change every-
thing. When the ink was first made, it may have been creamy
because the plasticizer acts as an ink system lubricant allow-
ing the particles and clumps to pass by each other, with mini-
mal friction. If this (plasticizer) lubricant is absorbed into the
clumps, and the ink is put under a shear, the friction will be
very high we call it excessive ink tack.
Conversely if ink is finely ground, the amount of plasticizer
needed is minimal and the ink achieves a system equilibrium
it doesnt get thicker or thinner. Initially when the resin is
mixed with the plasticizer, the surface of the resin is attacked
and becomes a part of the plasticizer. Now the plasticizer has
changed it is thicker and less aggressive to the resin. The
goal is for it to reach equilibrium- so at room, shipping, and
storage temperatures, the plasticizer stays where you put it. If
the goal is achieved, there is no aging after the initial wetting
period of 72 hours. Such an ink mixture will require less plasti-
cizer-that is good news, because excess plasticizer will ruin the
ink (refer to page 3.25 for details).
ceive a lower gloss level. If you
stop the press for a while, and
start again, this one goes away.
Number three is subtle and may
be missed if you are not obser-
vant-there are no warning signs.
Dilatent fluids resist flow and
whites are very dilatent. The
percentage of pigment is high
between 17 and 27 percent is typi-
cal. Further it is very small, spher-
ical in shape, and very heavy. Just
like a set of billiard balls on the
pool table, white pigments tend to
settle, collect and push up against
each other. White ink acts the
same way, but in three dimen-
sions, and when the ink gets
warm, the particles can begin to
settle. Run the squeegee blade at
the highest angle possible and use
a moderate speed. Keep your
operating temperatures in control;
use a thinner mesh with a larger
opening, and a faster flood stroke.
If you stop and start again this
symptom will disappear.
Inks
Whit
Whit
e Hang-Up
e Hang-Up
(continued)
(continued)
PAGE
33
. 30
Poorly dispersed resin results
in clumps of resin agglomer-
ates in the ink and there is no
way to improve the disper-
sion. Mixing would cause
excessive heat and gel the ink,
long before it would reduce
the sizes of the agglomerates.
Plasticizers (that do not
encourage tack) or surfactants
(wetting agents) can act as
lubricants and may improve
some performance properties,
but they do not solve the
problem of a poor grind and
resin agglomerates that are
welded together. That is the
exclusive responsibility of the
ink manufacturer.
BBeeffoorree MM
ooddiiffyyiinngg HHiigghh TTaacckk IInnkk
I
f you are to about to modify your ink, first you want to review the list below, to
see if in fact the problem is the ink. Ink hanging up in the screen can be the
press operators first inclination that the ink is not performing to specification.
The list includes a variety of symptoms that may occur when the ink fails to
transfer cleanly.
1. Is the ink fast fusing (refer to page 3.20)?
2. Does the screen mesh have an adequate flow rate (refer to
page 1.14)?
3. Is the screen tension adequate (refer to page 4.8)?
4. Is the off-contact distance high enough (refer to page 4.5)?
5. Is the ink tack exhibited all over the screen (refer to the how-to
on this page and review the information on page 3.29)?
6. Is the top of the screen clear (refer to pages 3.32 through 3.36
for further information)?
Chapter 3
Follow these steps to avoid tacky-ink problems:
1. Add the proper amount of the surfactant, as suggest-
ed by the manufacturer.
2. Use End Caps to compact the ink.
3. Calibrate the press.
4. Calibrate the flashes.
5. Sharpen the squeegee blade.
6. Use a thin mesh with a large open area.
7. Optimize the off-contact distance.
8. Lower the squeegee angle.
Dealing With Tacky Ink
How To
Instructions