Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

Chapter
3
INKS
II.. IInnkk PPrrooppeerrttiieess
OOppttiiccaall
RRhheeoollooggiiccaall
TThheerrmmaall
IIII.. TTrroouubblleesshhoooottiinngg IInnkk
TTaacckk
BBuuiilldd-UUpp
AAddhheessiioonn AAnndd SSuurrffaaccee EEnneerrggyy
FFuussiioonn TTeessttiinngg
DDyyeerr TTeemmppeerraattuurree TTeessttiinngg
IIIIII.. IInnkk MMiilleeaaggee
PAGE
33
. 3
Ink Properties
The purpose of this section is to help establish a common language between the
ink compounder and the printer. These are properties that the ink maker can
identify and assign a repeatable range. For the informed printer it allows a fast
comparison of a variety of inks with a minimal amount of testing.
We are in an industry with no standards and this is slowing our evolution. The
printer cannot count on the ink printing the same time after time and is rarely
sure if the ink is at fault or if the cause is the balance of the print process. Such
is our world without standards. For all other applications, the plastisol manufac-
turers offer a Certificate of Analysis that describes any normal or special variance
of the product that has been purchased. Ironically none of these alternate
processes is more complex or more variable than screen printing. Ask your ven-
dor if you are a large enough account to warrant a CofA with your ink.
There are a variety of problems with some ink currently on the market. Far too
often, these are remedied by an adjustment on the press. If the press ran slow,
M&R would expect that you would call and we would do something about the
problem. If the ink is forcing you to run slow, realize that ink solutions from the
press may be costing you productivity and quality.
The point is that what you dont know about your ink may hurt you. If in fact the
ink is problematic, the best solution is to fix the ink not to use the press, mesh,
Inks
Ink
Problem
Press
Compensation
Record Lost
Dozens per Hour
Build-up
Flash cure
After flash tack
Cooling station or fans
Low opacity
Double stroke, second screen
Screen hang-up
Higher off-contact
Blade hang-up
Lower angles, wider gap
Over plasticized
Longer flash time
Excess tack
Higher off-contact, tension
Thermal sensitivity
Periodic cooling breaks
Dilatent white
Slower blade speed
High viscosity
Higher blade pressure
Poor grind
Periodic cleaning breaks
Figure 3.1 Use the table above to record the number of dozens per hour you lose, due to the press fix used to com-
pensate for ink problems. This will give you a more concrete idea of what problem ink costs you in downtime and leverage
to discuss the issue with your ink manufacture.
PAGE
33
. 4
stencil or anything else. The problem is, you may not always know if the ink
meets your specifications-you may be laboring with art, screens, stencils, press,
flash or dryer to solve a problem caused solely by the ink.
For our test purposes we used white ink manufactured byHaden-Horne Ink, as
white is familiar to all readers and by far the most commonly used color. Each
of the manufacturers in the market place has a boatload of whites and some of
the companies are hard pressed to tell you which to use. Once you understand
the available data on each of the whites and get comparable data from your sup-
plier, it is simple to determine why and where you should select a white or any
other color. Not all manufacturers perform all listed tests, nor do they encourage
publishing the results. All of these facets of ink performance can be listed on a
Certificate of Analysis. The properties listed below are offered as a starting point
in your search and are divided into four categories: optical, rheological, thermal
and physical.
OOppttiiccaall
The optical properties of the white are very important, as it is the color most
often used as an underbase. As such it may have a strong affect on the overprint-
ed colors, particularly if they are transparent. Further, the aesthetics of a white
are critical- it must not look dirty or yellowed. Following are the standard specifi-
cations for white plastisol ink.
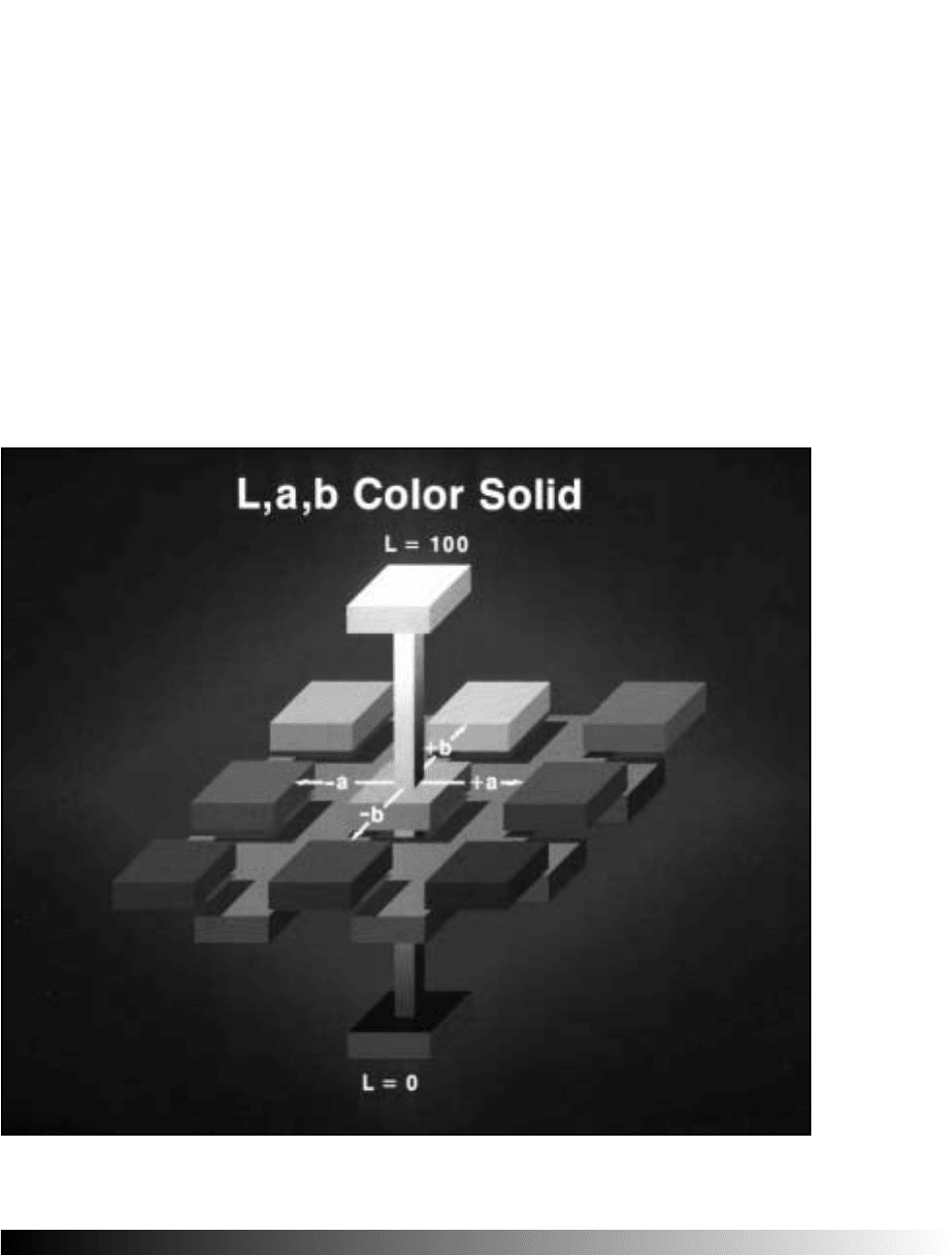
LL**aa**bb**
The L*a*b* opponent color system is an industry wide standard, used to com-
pare the accuracy of color matches. Opponent systems gauge the color between a
series of axes. The axes have two poles each; as the color specimen gets closer to
Chapter 3
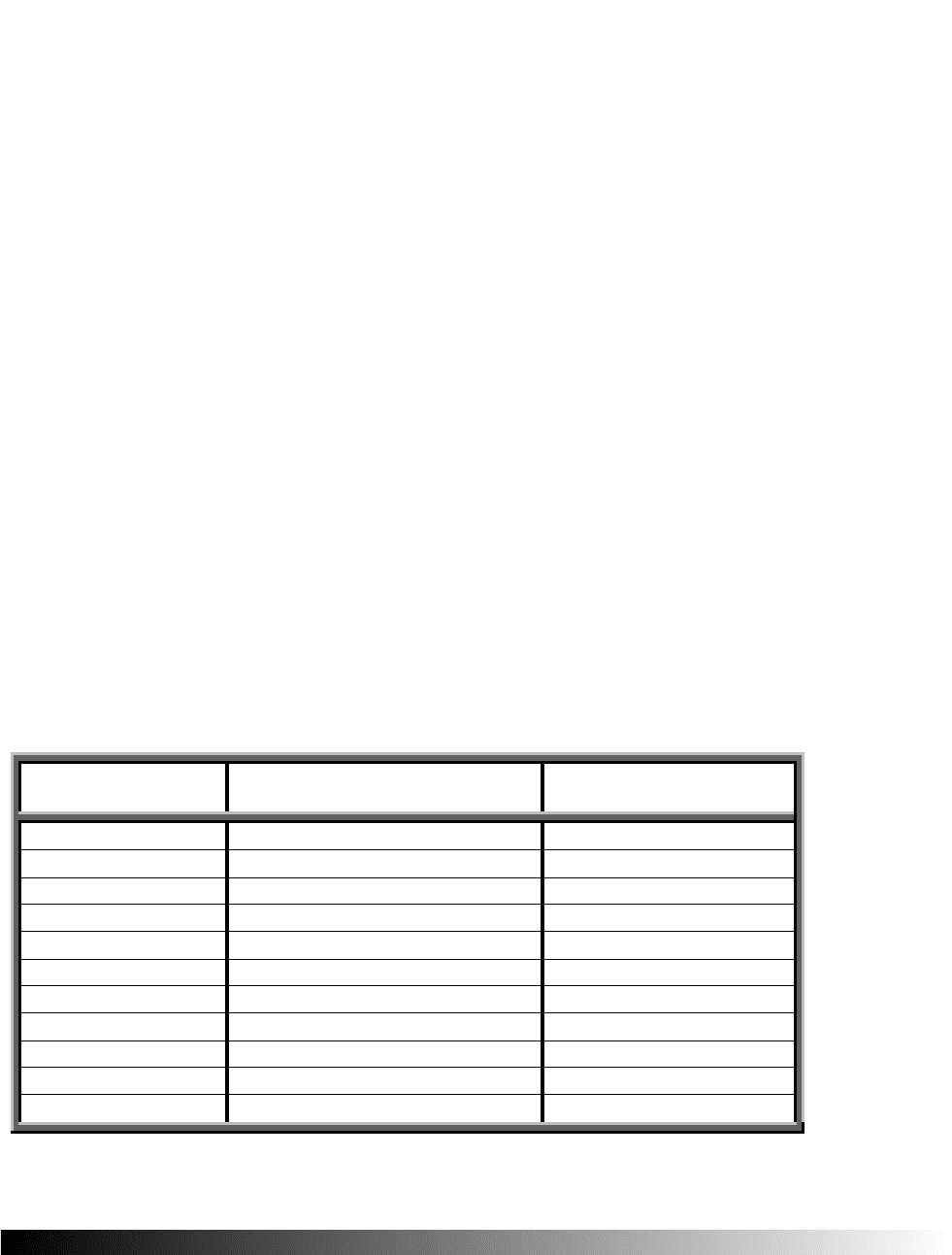
H-Cote 9000 Optical Specifications
L*
a*
B*
Delta
E
Peak
Spectral
Gloss
Pctg.
Opacity
Per Mil
Bleed
Resist
x
y
92.04
-2.81
-2.65
<1
480 nm
50
75% @
1 mil
3
.3372
.3562
Figure 3.2 This table lists the optical properties of the H-Cote 9000 white ink. The test was done on a 1.5 mil deposit
on a black tee shirt. The Luminosity indicated not total opacity on the tee shirt, 100.00 would be totally white. The a* and
b* read slightly toward a blue-green cast, away from a yellow-red cast. The Delta E was not measurable but that should be
expected batch-to-batch variation of white inks. The peak spectral supports the a* and b* data, it was 480nm, a slight
bluish green cast. The gloss level was very low at 50%, which indicates a desirable printing surface. On a drawdown, the ink
develops 75% of its opacity at a one-mil deposit. The bleed resistance on a one to five index was a three, this series is not
intended for bleed resistance. The chromaticity coordinates are very near daylight at .3372 and .3562, once again they indi-
cate a slight shift toward the blue-green.
PAGE
33
. 5
one pole, it automatically moves away from the other. For example, the more
white a color contains, the less black it can contain and vice versa. The same holds
true with red versus green, and yellow versus blue-there are no reddish greens or
bluish yellows.
The L* is the luminosity of the color or its position between a high of white and
a low of black. The a* horizontal axis is the position of the color between
absolute red and green and the b* vertical axis is the position of the color
between absolute yellow and blue.
Even though white ink is seen as colorless or achromatic, it has attributes of
color that can be modeled. A white that has a bluish cast, such as the one shown
in figure 3.7,will appear whiter to the observer. It is an indication that the white
pigment used has been altered with a blue tint, which negates the yellow cast
Inks
Figure 3.3 The L*a*b* Solid Color Model is the de facto standard map for color consistency. It is an opponent based
model in that as the position of a color approaches one pole, the influence from the opposite pole is lessened. Primary color
attributes can be specified between the three axes. Photograph compliments of Hunter Labs.
PAGE
33
. 6
inherent in the raw TiO² (titanium dioxide) pigment. The
bluish cast makes a cleaner looking white and this cast will
show up on an L*a*b* color model.
DDeellttaa EE
The delta E of a color is a measure of the distance from the
color match to the sample or target color. It is a result of the
L*a*b* opponent color parameters. The delta E is less of an
issue with a white as white is opaque and less sensitive to a
shift with a change in deposit. Delta E is the resulting variance
in all three L*a*b* attributes that indicates color variance in
that batch of ink. All manufacturers have a range of tolerance
We have all been asked to make
sure the image color matches on
all seventy-two of the garment
colors. For you who have never
been asked, we offer a few
caveats; there are two phenome-
non called simultaneous contrast
and adjacency contrast that may
keep you from delivering as need-
ed.
The first one implies that we do
not see the color of images as iso-
lated entities. Rather we see the
entire image; our impression of
the color is a composite of all
other surrounding colors. The sec-
ond phenomenon implies that our
impression of a color can change
radically depending on the color
that is immediately beside it.
Assuming the ink is opaque
enough to hide the garment color,
you may still have a radical differ-
ence. It will most often be with
the perimeter colors. If there is a
hard border, you may get away
with little trouble-but consider the
following example: You need to
print a yellow sun in the back-
ground on both white and violet
T-Shirts. On the white T-shirt
there is little value contrast
between the shirt color and the
sun. Printed on the violet shirt the
contrast is overwhelming, because
the two are complimentary colors,
which creates extreme contrast.
Your focus will be forcibly taken
to the perimeter and it will over-
power most everything in the
image. Beware of borderless
images and complimentary hues
when the garment color is
changed.
Chapter 3
Color Matc
Color Matc
hing
hing
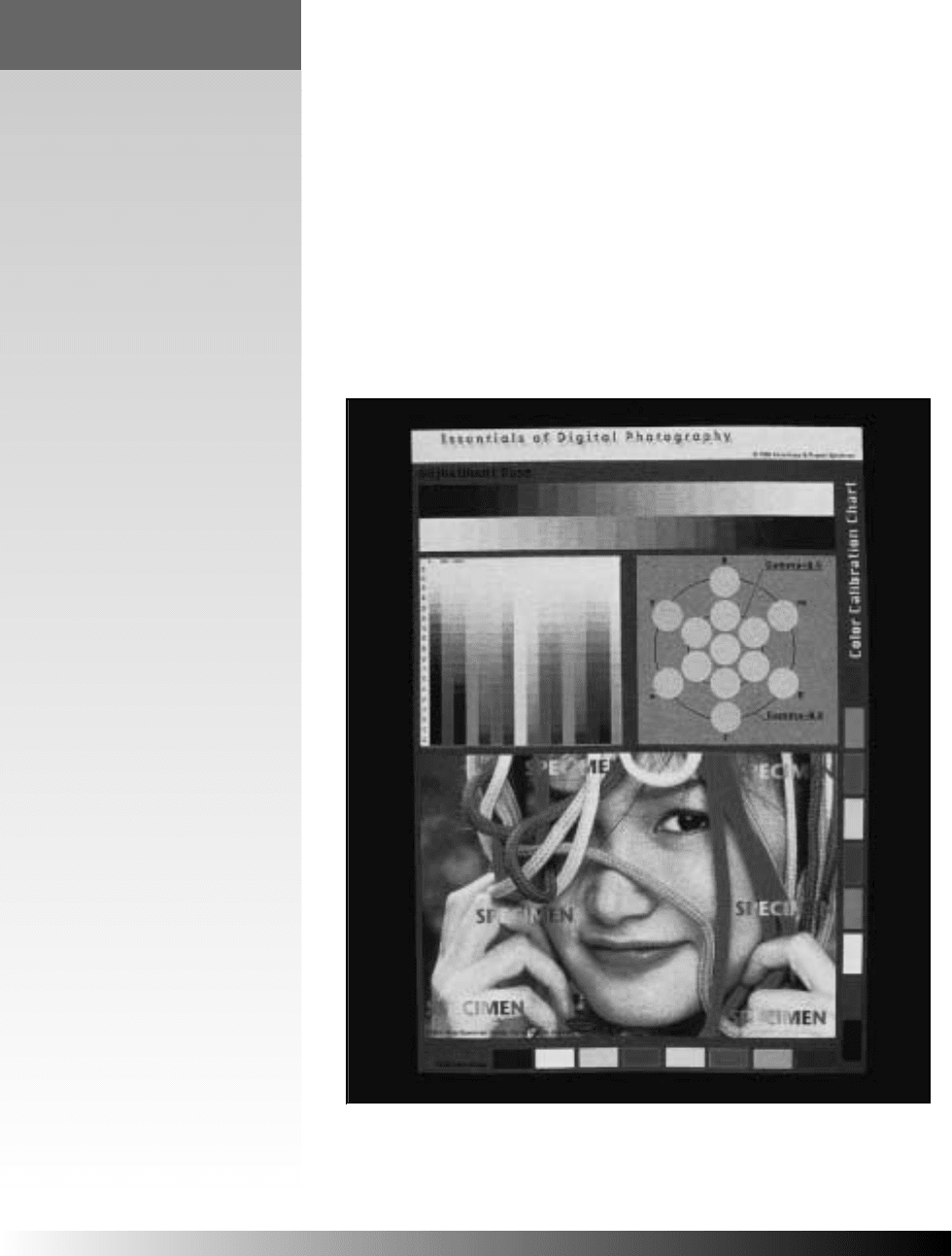
Figure 3.4 "Essentials" is a T-shirt-print of a fiduciary image used to diagnose
print parameters. The ink sets can be used for a variety of applications including delta e
measurements. Delta e is the resulting variance of data developed in the L*a*b* color
model. The Hi-Res AccuColor© garment is provided compliments of Target Graphics.
PAGE
33
. 7
in the color and a lower number is better. Not all colors will
fare as well as a white. The range can be due in part, to the
thickness of the test specimen.
PPeeaakk SSppeeccttrraall
The peak spectral response of a color is its dominant wave-
length. The visible spectrum ranges from approximately 400 to
700 nanometers and within that range a color will have a peak
indicating its hue. In the case of our white the peak is 435
nanometers at 95 percent reflectance, which indicates a blue
tint. If the white is to be used as an under base, its cast should
be minimal and only to the blue side or it can quickly alter the
appearance of transparent color overprints with colors such as
PantoneÒ or process yellow.
GGlloossss
The gloss of the plastisol is taken at 60° and our white draw-
down has a low gloss of 30 percent. Be cautious of higher
Further there is the issue of gloss.
Before you try to discount the
effect of gloss on color, look at a
PMS book-coated and
uncoated-and think again. The
white T-shirts typically would have
less ink on them and thereby may
have a lower gloss.
Find a neutral gray card and
punch a hole in its center. Use this
to isolate questionable colors by
laying it over the printed shirt.
This will allow you to see if in
fact you matched the colors-you
may not be able to match the
appearance of the image due to
the effect of the perimeter color.
Inks
Color Matc
Color Matc
hing
hing
(continued)
(continued)
400 500 600 700
450 550 650
Visible Wavelength
10
20
30
40
50
60
70
80
90
100
10
20
30
40
50
60
70
80
90
100
Percent Reflectance
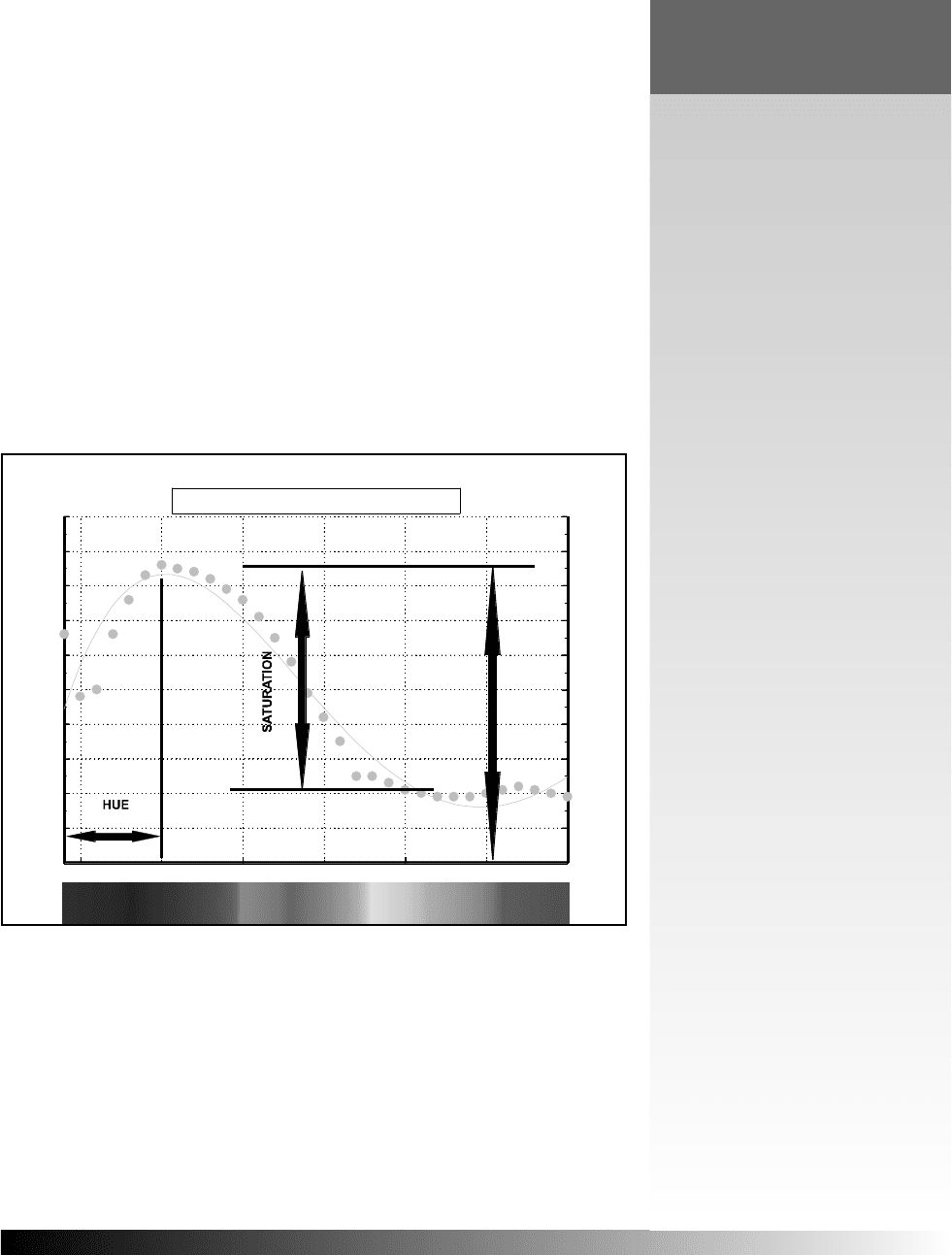
Hue, Saturation & Intensity
-7257 + 50.26*x - 0.1255*x
2
+ 0.0001351*x
3
- 5.31E-008*x
4
Figure 3.5 Spectral Response Curves are the "tell-all" for color analysis. Shown here are
three primary attributes of color identified, as the curve would depict them. This color is a cyan
plastisol printed at less than one mil. You can see that it peaks at approximately 460 nm, has
a moderate reflectance of 86 percent at that peak and that the red component (21 percent) in
cyan gives it undesirable grayness. This grayness desaturates the color to 64 percent. Graph com-
pliments of First Aid Ltd.
PAGE
33
. 8
gloss levels if you intend to use the ink as an underbase.
Higher gloss is indicative of a smoother finish, perhaps due to
higher plasticizer level, which indicates lower surface energy
and poor ink trapping (refer to page 3.37 for details). Also
there is the aesthetic value of the ink,and by far the public
does not want gloss unless the print is athletic numbering or
related images. Note that the gloss should be determined with
There are three times when you
may be surprised to see dye bleed-
ing. First when the color of the
bleeding does not match the color
of the garment. Second when
your reds and maroons arent a
problem but the blues and greens
are. And third when the bleed
resistant ink stays white but the
overprinted color turns.
First as an example, you print a
black tee, but the bleeding is a
totally different color than the
shirt because the garment has
been over dyed. It was another
color previously but left over, so
the garment people said, lets dye
this one black and ship it anyway.
There is a limit to the amount of
dye that can attach to the gar-
ment. It is based on the propensi-
ty of that dye to fill the available
dye-sites (microscopic nooks and
crannies of the fiber). The prob-
lem is the original color should
have been at, or near, the limit
already. Over dying is a risky busi-
ness because of the availability of
the dye at the surface of the gar-
ment, and the ease with which it
can be detached from the fibers.
Second, the manufacturers use
bleaches like organic peroxides to
neutralize the color of the dyes.
The functionality is totally differ-
ent for reds and blue T-shirts, as
different as addition and subtrac-
tion. If the bleach is adding when
it should be subtracting you may
end up with a bleeding dye. The
ink manufacturer may need to use
a combination of bleaches to neu-
tralize both colors. The problem
arises when the printer has solved
the problem for the red bleeding
Chapter 3
Bloody Myst
Bloody Myst
er
er
y
y
© 1999, First Aid Ltd.
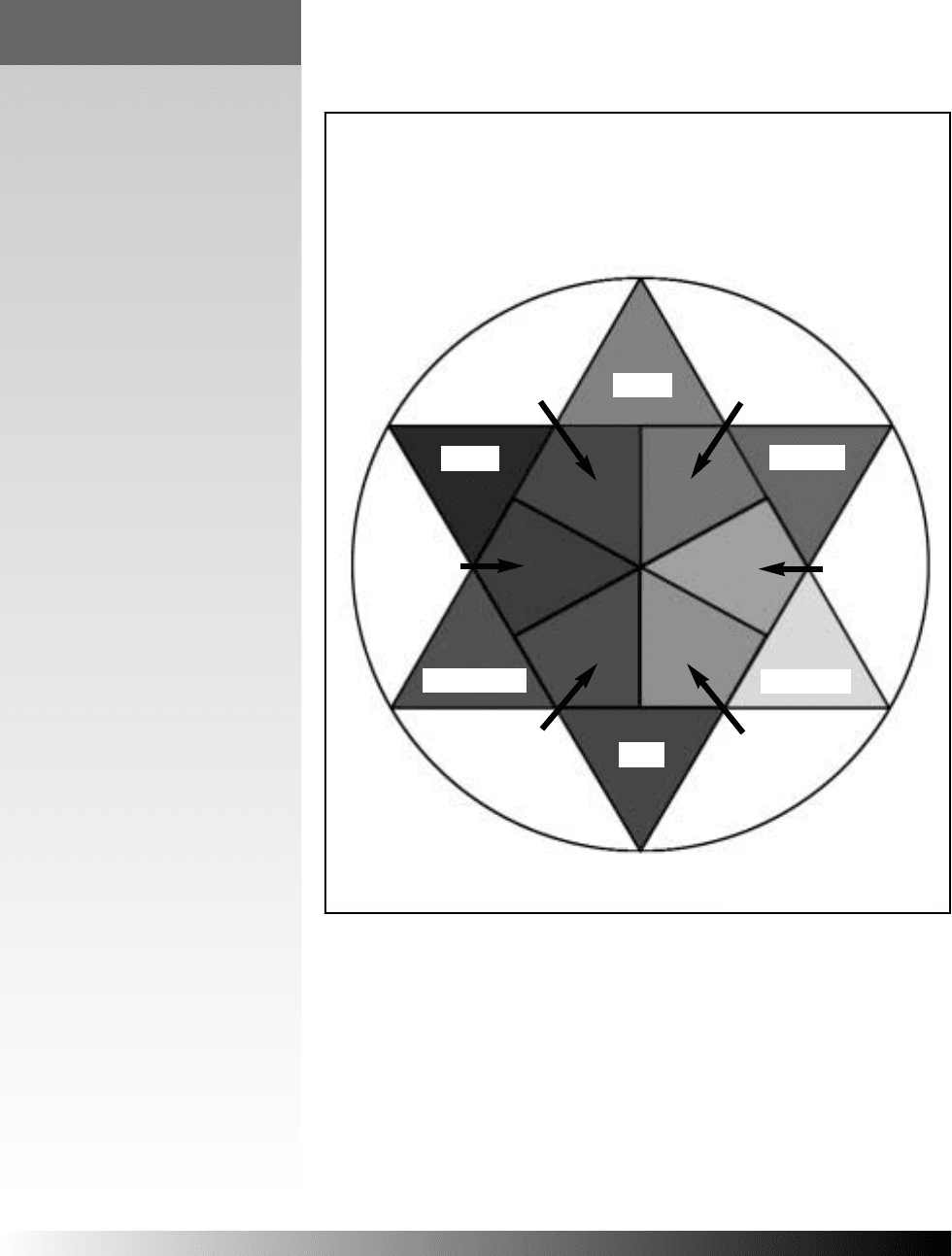
Too much cyan
or not enought
magenta.
Too much cyan
or not enought
yellow.
Too much
magenta or
not enought
cyan.
Too much
yellow or not
enought cyan.
Too much
magenta or not
enought yellow.
Too much yellow
or not enought
magenta.
CYAN
RED
GREEN
BLUE
MAGENTA
YELLOW
Printers Color Wheel
Figure 3.6 The Printers Color Wheel is a model for process color balancing. This is a color
wheel based system for printers to use as a guide when trying to balance colors on a process job.
It not only shows primary and secondary colors, but in addition it shows both sides of a colr
shift of CYMK and RGB colors. A laminated version of this color wheel is available from
First Aid Ltd. for press-side use. Image compliments of First Aid Ltd.

PAGE
33
. 9
a drawdown, not a print as the texture of the print would give
an artificially low reading.
OOppaacciittyy ppeerr MM
iill
The opacity of an ink color should be noted per mil and a
one-mil deposit is typical and indicative of a 305-mesh
deposit. The printer needs a white that will develop opacity at
the thinnest deposit possible. This is a real-world measurement,
because all whites are opaque if you pack them on the shirt
thick enough. The opacity is given as a percentage of total
opacity (at a one-mil deposit) and a higher percentage is always
preferable.
An ink drawdown and an opacity card are used to evaluate per
mil ink opacity. The top half of the opacity card is white and
and not the blue or visa versa. Just
because one is solved, the printer
may assume both have been
solved, but it all depends on the
type of bleach the garment manu-
facturer used.
Third is when the white doesnt
bleed, but a color printed over the
white does. In this scenario the
overprint color is highly plasti-
cized, probably containing more
(and different) plasticizers than
the white. Its plasticizers migrate
over time into the white film,
plasticize the polyester yarns, and
allow a river of plasticizer for
the tiny dye molecules to swim to
the top. The over-print colors on
a bleeding T-shirt should have a
minimum of plasticizer and if
they are highly transparent fluo-
rescentscheck twice.
Inks
Bloody Myst
Bloody Myst
er
er
y
y
(continued)
(continued)
Figure 3.7 The GATF test image shows the results of fast recovery and high opacity white
inks when used as an underbase. The reflection density of the white is 0.01, for near total
whiteness. The fast recovery and high mat-down kept virtually all fibers below the ink surface
through a 305 mesh. HiRes AccColorÓcompliments of Target Graphics Ltd.
PAGE
33
. 10
the bottom half of it is black.
The white ink is drawn down
on an opacity card to a pre-
scribed thickness. A colorime-
ter or densitometer is used to
measure the whiteness
(reflectance) of the ink on
both ends of the card. Total
opacity would mean that the
ink looks the same on the
white and black ends of the
card. If there is a variance in
the two the percentage of the
white and black ends is taken
at the thickness of the draw-
down.
Lets say that the deposit is
one mil and the white ink on
the bottom (black end) of the
card has 71 percent reflect-
ance.The white ink at the top
of the card (on the white
end) has a reflectance of 95
percent. The resulting opacity
is 75 percent at one-mil or
1600 square feet per gallon.
BBlleeeedd RReessiissttaannccee
There are a variety of meth-
ods the ink manufacturer uses
to ensure the white will stay
white on a variety of colors
of polyester-containing garments. The most commonplace method is to bleach
the dyes to a neutral color, with the use of organic peroxides. Just as a hair styl-
ist bleaches dark hair to light, they can turn the dyes to clear. Typically the type
of peroxide used on red garments is different than the ones that neutralize blue
dyes, so the manufacturer may resort to the use of a pair of organic peroxides
in tandem.
Chapter 3
There are many causes of "bleeding" on synthetic gar-
ments containing polyester. They all relate to how much
the printer is willing to pay for garments. The problem
is the quality of garment dyeing. Manufacturers know
how to stop it, but it would raise the price of the shirt.
So the ink makers must try to compenstate for a prob-
lem that is solely the garment manufacturers doing.
Sublimation occurs when dye becomes a gas without
liquefying first and "gasses" through the ink. There is a
technique where you run the suspect garments through
the dryer prior to printing in an attempt to fix the dyes
in the garment. Those who preheated their T-shirts
were often disappointed because the dye fell right back
on the garment. The pre-setting is a waste of time and
energy. After investigation we learned that sublimation
occurred at 250°, but the plastisol ink goes into gel at
150°. Further, dyes do not sublimate until 250°, they
remain below the plastisol until that point. Meanwhile,
plastisol becomes an insulator at 150°, insulating the
dyes in the shirt from additional heat. So most of the
dye-bleeding problem is not directly related to sublima-
tion.
To see if dyes are being released from the garment, use
a white Pellon® stock approximately two-inches square
and punch a hole in it. Temporarily secure the sheet to
the garment and put it through the dryer at normal
speeds and temperatures. If the dyes are available the
Pellon will pick them up and upon inspection, you will
see traces of the dyes. You have two options at this
point. First, if you ran your test with higher-than-fusion
temperatures, reduce the heat, this should eliminate sub-
limations. Second, you could look for different ink
one that passes this test.
Testing For Sublimation
How To
Instructions