Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.


phenomenon of aggregation/dehydration of the case-
ins caused by heating at the isoelectric point (pH 4.6).
Certain hydrocolloids (e.g., pectins, alginate, carb-
oxymethyl cellulose, or prophylene glycol) are nega-
tively charged, and, when added to yogurt before the
heat treatment stage, they interact with the positive
charges of the casein below its isoelectric point, and
the separation of the two phases in the product is
avoided. (See Casein and Caseinates: Methods of
Manufacture.)
Concentration
0005 Concentrated or strained yogurt is a popular product
in the Middle East region. The product is known as
labneh, labaneh, or lebneh (in most Arab countries),
mast or mastou (in Iraq), leben zeer (in Egypt), tan or
than (in Armenia), Greek yogurt or Greek-style yogurt
(in the UK), stragisto or tzatziki (in Greece), torba or
suzme (in Turkey), basa or zimne (in the Balkans),
and yogurt cheese (in some parts of the world). Other
closely related products, which are produced in dif-
ferent countries and using mesophilic, thermophilic,
and/or lactose-fermenting yeast starter cultures, are
ymer (in Denmark), chakka and shirkhand (in India)
and skyr (in Iceland).
0006 The traditional and rural method of production
consists of straining cold and unsweetened natural/
plain yogurt using a cloth bag, animal skin, or
earthenware vessel. The method, in comparison
with large, factory-scale operations, is slow, labor-in-
tensive, unhygienic, and cumbersome, and gives low
yields due to the residues left in the bag. Typical com-
positional standards for labneh (e.g., in Saudi Arabia
and Lebanon) range between 22 and 26 g 100 g
1
total
solids and 7 and 10 g 100 g
1
fat, respectively.
0007 The factory-scale production of concentrated or
strained yogurt includes the methods described
below.
Traditional Process
0008 The cold natural/plain yogurt is stirred and emptied
into cloth bags of about 25 kg. The bags are stacked
on top of each other in a vertical press that is located
in a refrigerated room. Pressure is applied in order to
assist in whey drainage for a duation of 12–18 h. On
the following day, the concentrated product is emp-
tied into a mixing bowl to obtain a uniform texture
prior to packaging. Alternatively, long, horizontal
filter cloths can be used; the long sides are supported
on poles and gently oscillated up and down, while
slight lateral pressure is applied. This method of pro-
cessing is known as the modified ‘Berge’ system, and
was developed in France in the mid-1960s for the
production of fresh curd cheese.
0009The application of more pressure and a longer
dewheying stage will yield a product that contains
30 g 100 g
1
total solids, and is known as ‘yogurt
cheese.’ This highly concentrated product can be
shaped into balls by hand, placed in a jar, and pre-
served in oil. In Lebanon, mainly goat’s milk is used
for the production of yogurt cheese, which is known
locally as ‘labneh anbaris.’ Herbs and spices are
added to the curd after concentration, and before it
is shaped into balls; the product is referred to as
‘shanklish’ (in the Lebanon).
Mechanical Separators
0010The production of strained yogurt by centrifugation
of heated yogurt has been used successfully in experi-
mental trials and commercially in different countries;
concentration is achieved using a nozzle or Quarg
separator. Skimmed milk should be used for the
manufacture of the yogurt, and the fermented milk
is stirred vigorously, heated to about 60
C, cooled to
about 40
C and concentrated to 18 g 100 g
1
total
solids, cooled to about 12
C, blended with cream,
and finally packaged. If whole milk is used instead,
the nozzles of the separator will clog. However, recent
developments in the design of the centrifugal separ-
ators have made it feasible to use fermented whole
milk for the production of strained yogurt.
0011After acidification (i.e., pH 4.6–4.8), the fermented
milk is heated to 60
C to inactivate the culture
and control the level of acidity, and then deaerated
for 15–20 min to assist the separation of whey in the
separator. A centrifugal pump transports the fer-
mented milk through a switchable double strainer to
break up any lumps before it enters the separator. The
concentrated product leaving the separator is blended
with cream and seasoning (e.g., salt, herbs or fruit
flavors – optional), cooled, and packaged. A typical
chemical composition for strained yoghurt is 24 g
100 g
1
total solids and 9.6 g 100 g
1
fat (about 40%
fat-in-dry-matter); the composition of the whey is 6.1 g
100 g
1
total solids, consisting mainly of lactose and
minerals, but also about 0.5 g 100 g
1
fat. Capacities
of such separators are up to 6.5 tonnes h
1
, depending
on the composition of the milk used and the acidity of
the fermented milk prior to concentration.
tbl0001 Table 1 Categories of pasteurized/UHT yogurts
Temperature Packaging Shelf-life/storage
Pasteurization (low) Hot 2–3 weeks/cold
Pasteurization (high) Cold/aseptic 1–2 months/cold
UHT Hot/aseptic Several months/ambient
6260 YOGURT/Yogurt-based Products
Ultrafiltration (UF)
0012 Two different systems of UF have been used for the
production of strained yogurt. Firstly, the standard-
ized milk is concentrated by UF to the desired solids
content before homogenization, heat treatment, and
fermentation, and secondly, the warm yogurt (about
45
C) is concentrated by UF. (See Filtration of
Liquids.)
0013 In the former system of production, the UF retentate
is fermented in the retail container – as with the manu-
facture of natural set yogurt – and the firmness of the
product is much greater than that of products made
using the traditional (cloth bag) method or by the UF
of warm yogurt. However, when the product is broken
and smoothed by passing it through a lactic curd hom-
ogenizer, the strained yogurt showed signs of whey
syneresis, and an excessive reduction in its firmness is
observed. These faults are not evident in the other
types of strained yogurt, and the product should be
processed differently in order to overcome such faults.
0014 The quality of strained yogurt made by UF of warm
yogurt closely resembles the traditional product in
terms of elasticity, firmness, and structure. The stages
of manufacture consist of: (1) production of yogurt
from whole milk, (2) UF of yogurt at 35–45
C using
batch or multistage systems, (3) partial cooling to
20
C, fruit blending (optional), and packaging, and
(4) cooling in the retail container to < 10
C. No
fat losses are observed in the permeates, and the
solids content consists almost exclusively of lactose,
organic acids, minerals and very slight losses of low-
molecular-weight nonprotein nitrogen.
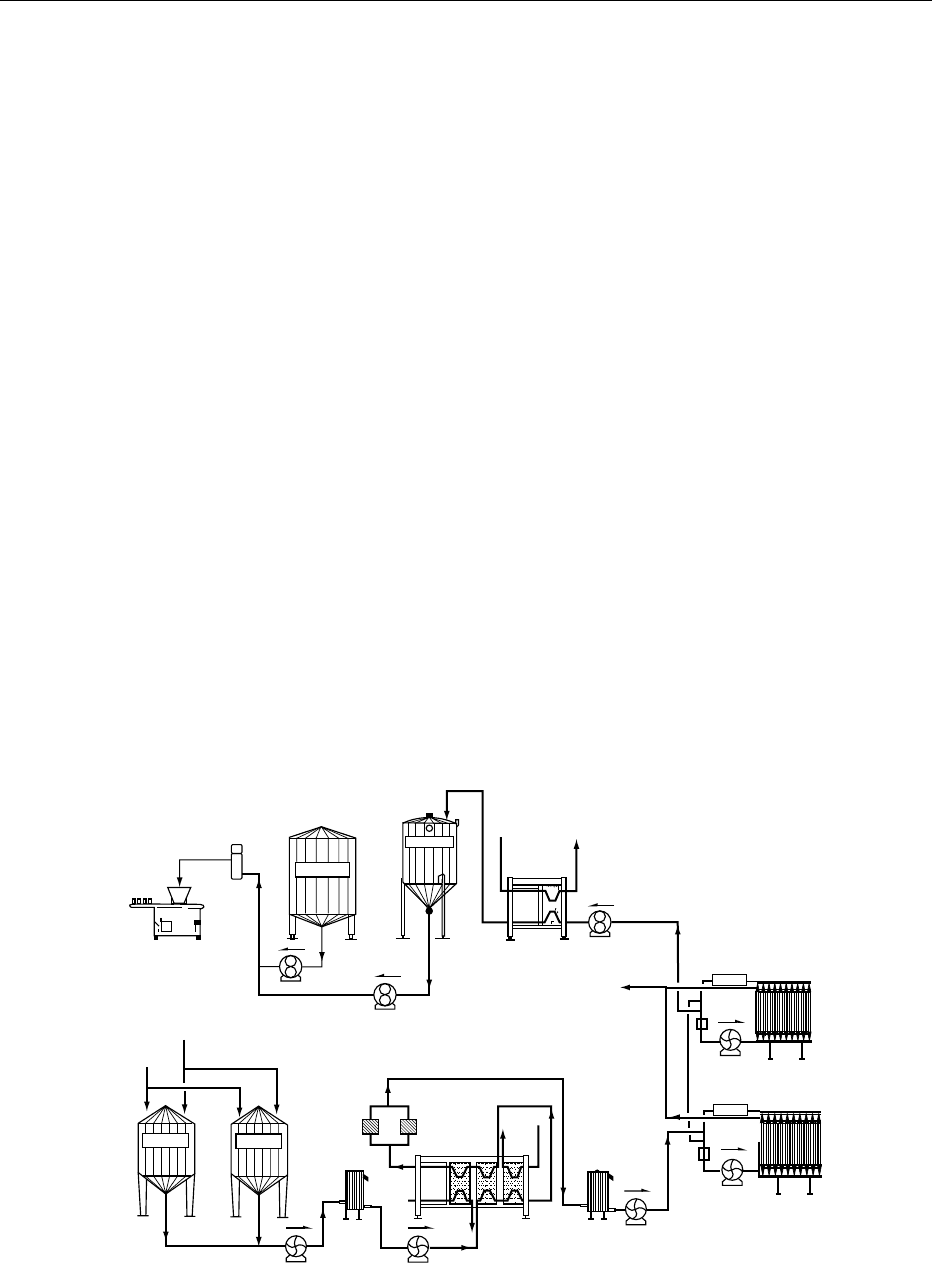
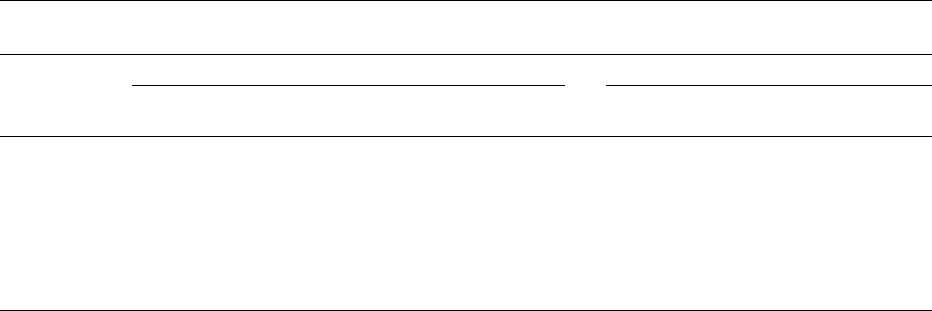
0015A wide range of UF plants are available on the
market that can be used for the production of strained
yogurt on a large scale. A typical example is illustrated
in Figure 1, and according to the supplier, the manu-
facturing process is as follows. The standardized milk
(e.g., 12.4 g 100 g
1
total solids and 3.5 g 100 g
1
fat)
is preheated to 60
C, homogenized at 14.7 MPa,
heated in a plate heat exchanger (PHE) to 95
C for
5 min in a holding tank before cooling to 40–45
Cin
the regeneration section of the PHE. After the fermen-
tation period, the warm yogurt is heated at 58–60
C
for 3 min in the PHE, cooled to 40
C, concentrated in
a two- to four-stage UF plant, cooled in a plate cooler
to about 20
C, and finally packaged. The degree of
concentration of yogurt using a four-stage UF plant,
for example, could be adjusted to give 14, 16, 19, and
22 g 100 g
1
total solids, respectively.
Product Formulation
0016It is feasible to manufacture strained yogurt from
recombined dairy ingredients. The process involves
reconstitution of powder(s) (whole, skimmed milk,
retentate, and/or caseinate) in water and blending
it with anhydrous milk fat/butter oil, stabilizer (e.g.,
Cremodan Mousse 31 (Danisco Ingredients (UK)
Ltd.)), and salt (optional). The recombined milk is
7
8
6
5
4
Permeate
1
1
Standardized
yogurt milk
Culture
2
3
fig0001 Figure 1 Simplified flow chart for the manufacture of strained yogurt by UF: 1, fermentation tanks; 2, plate heat exchanger; 3, two- to
four-stage UF plant; 4, plate cooler; 5, buffer tank; 6, fruit tank (optional); 7, in-line mixer; 8, packaging machine. Reproduced courtesy
of Tetra Pak (Processing System Division) A/B, Lund, Sweden.
YOGURT/Yogurt-based Products 6261
handled and processed in a similar way to the pro-
duction of yogurt. After the fermentation stage, the
product is precooled to about 20
C and packaged,
and the final cooling to 5
C takes place in the cold
store. Typical compositions of full- and low-fat
strained yogurts are given in Table 2.(See Recom-
bined and Filled Milks.)
0017 At present, there are no compositional standards
for this product in the UK. However, Table 3 illus-
trates the variation in the chemical composition of
leading brands of strained yogurt that are marketed in
the UK.
Freezing
0018 Frozen yogurt resembles icecream, in that the fresh
stirred yogurt is stabilized, fortified with fruit base
(syrup or pieces), whipped, and frozen. In general, the
product is classified into three main categories: soft,
hard, or mousse. The recommended ratio of yogurt to
fruit base for the manufacture of soft and hard frozen
yogurts is 80:20 and 65:35, respectively. The outlet
freezer temperature of these two products is 6
C,
and the storage temperature for soft and hard frozen
yogurts is 6
C and 25
C, respectively. Although
air is normally used at the whipping/freezing stage, a
longer-shelf-life product can be achieved by using
nitrogen rather than air.
0019The chemical composition of frozen yogurt may
differ from one manufacturer to another, or between
countries. This product is very popular in the USA,
and the variation in the chemical composition of a
number of commercial samples is shown in Table 4.
Drying
0020The objective of manufacturing powdered yogurt is
to produce a product that is stable during prolonged
storage and readily utilizable. The stages of manufac-
ture depend on the method of drying used.
0021Traditionally, natural/plain yogurt or, in some
instances, strained yogurt is mixed with ‘burghol or
bourghoul’ (i.e., parboiled cracked wheat) in a ratio
of 4:1. The mixture is kneaded daily for around a
week, salted, passed through a meat mincer, shaped
into rolls, and placed in the sun to dry. The dried
product is called ‘kishk’, and it is either sold as rolls
or ground into flour. Kishk as a dish is prepared by
rehydrating the dried product with water and then
simmering the mix gently over a fire. The product is
rather thick, similar to porridge. Chopped onions,
coriander, and/or tomatoes can be added to the
reconstituted ‘kishk,’ and such a dish is normally
consumed with bread. (See Fermented Milks: Types
of Fermented Milks.)
0022Other types of dried, fermented dairy product are
known in the Arabian peninsula as ‘oggtt’ or ‘mad-
deer’ or ‘buqle’. The desert dwellers allow goat’sor
camel’s milk to sour naturally, churn it to make
butter, and then boil the buttermilk until it thickens.
When cooled, the concentrated buttermilk is shaped
into small cakes and left in the sun to dry.
0023At present, powdered yogurt, which is sometimes
known as dried or instant yogurt, is manufactured in
relatively small quantities using normal driers. Some
of the manufacturing techniques have been patented,
and the dried product is aimed towards the do-it-
yourself consumer market, the baby food manufac-
turers, and the food/baking industries.
tbl0002 Table 2 Typical compositions (g 100 g
1
) of full- and low-fat
strained yogurts
Component Full-fat Low-fat
Fat 10.0 4.2
Solids-not-fat 13.8 17.4
Salt 0.5 0.5
Cremodan Mousse 31 0.8 0.9
Total solids 26.1 23.0
tbl0003 Table 3 Chemical composition (g 100 g
1
) of different brands of
strained yogurt that are marketed in the UK
Brands
CompositionABCDEF
Total solids 21.70 19.25 21.98 21.56 19.78 14.27
Protein 7.31 4.46 4.89 7.74 6.00 9.90
Fat 10.68 9.99 10.11 10.48 9.44 0.21
Carbohydrate
a
3.14 3.55 6.00 2.76 3.70 3.53
Ash 0.57 0.75 0.98 0.58 0.64 0.63
a
Calculated by difference.
After Tamime (unpublished data).
tbl0004 Table 4 Range of composition (g 100 g
1
) of commercial frozen yogurts sold in the US market
Flavor Fat Protein Ash Total solids pH
Vanilla 1.79–5.94 3.52–3.84 0.70–1.01 28.83–34.21 6.37–7.10
Chocolate 3.15–5.73 2.94–4.19 0.87–1.06 31.08–36.70 6.36–7.10
Strawberry 1.69–5.31 1.61–3.15 0.82–1.05 31.20–37.60 4.37–5.70
Data from Tieszen KM and Baer RJ (1989) Composition and microbiological quality of frozen yoghurts. Cultured Dairy Products Journal 24(4): 11–14,
with permission.
6262 YOGURT/Yogurt-based Products
0024 Yogurt presents no difficulties when spray dried,
but some precautionary measures that should be
considered included the following: firstly, the concen-
tration stage, before drying, should be carried out
at a low temperature (about 50–60
C) to minimize
scorching on to the surfaces of the evaporator, or
discoloration of the final powder, and secondly, the
processing conditions must be moderate in order to
ensure a high viable cell count of starter culture or-
ganisms in the dried product. The acidified product
is concentrated using an ordinary evaporator to
25–36 g 100 g
1
solids at 57–58
C. The concentrated
buttermilk, which is highly viscous, is pumped to the
spray drier at 43
C and dried using an inlet air drying
temperature between 175 and 190
C. The moisture
content in the dried product is around 4 g 100 g
1
,
and the tapped bulk density is 0.77–0.83 g cm
3
.
(See Drying: Spray Drying.)
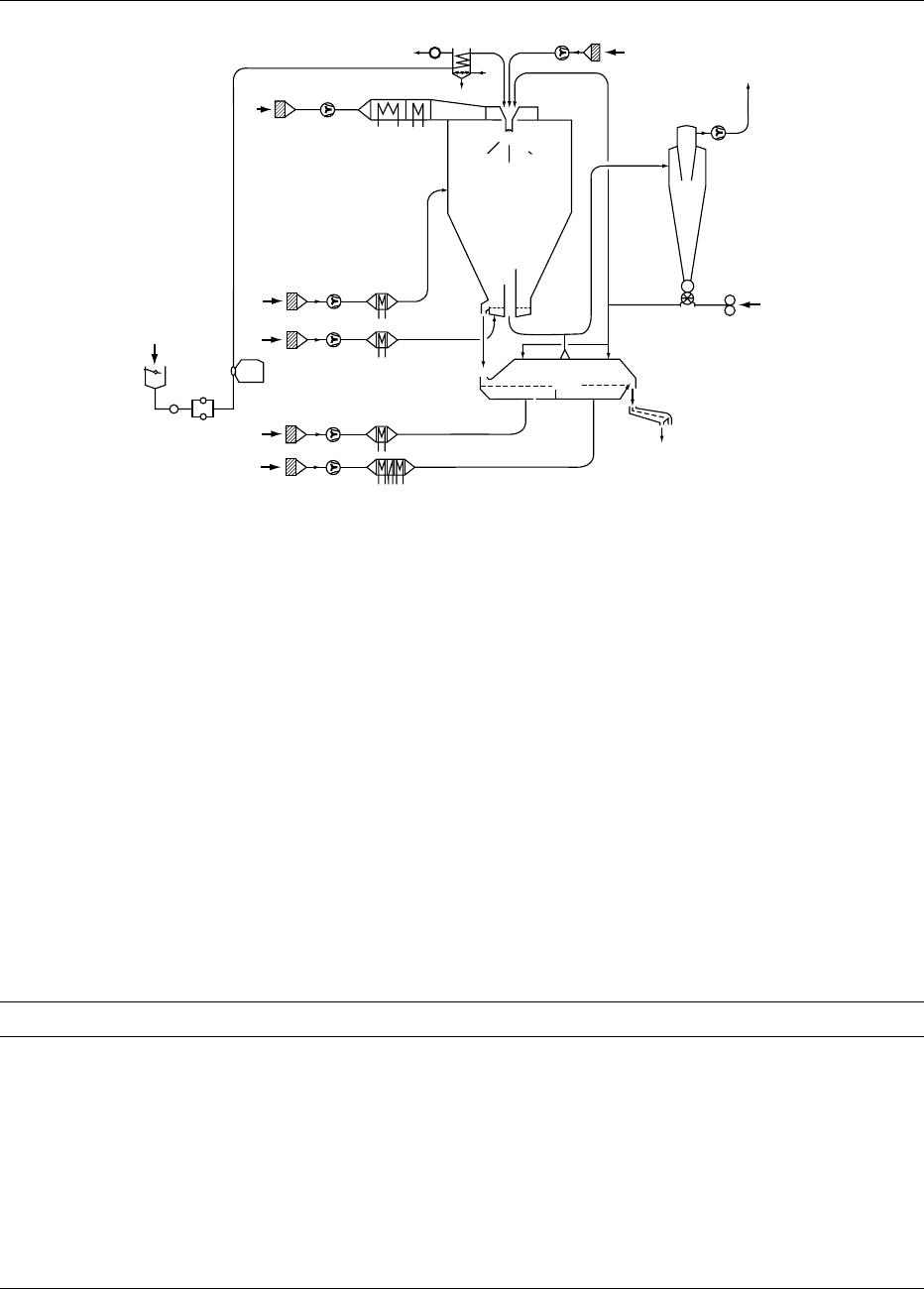
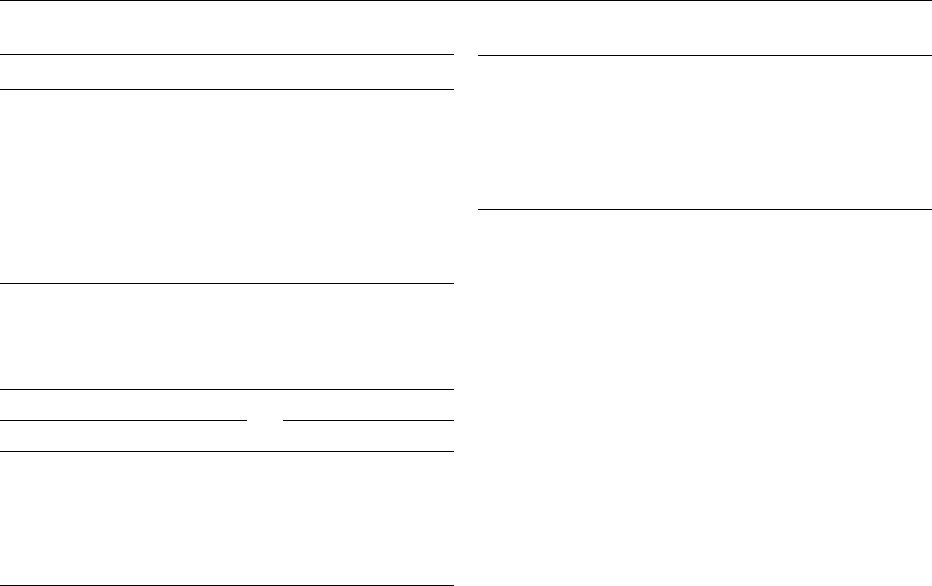
0025According to APV Nordic A/S, which is one of the
leading drier manufacturers, yogurt can be dried in
a three-stage drying plant, and an illustration is
shown in Figure 2. The yogurt is concentrated to
35 g 100 g
1
total solids, preheated, and nozzle atom-
ized into the drying chamber. The inlet and outlet air
A
D
B
B
B
B
C
6
5
F
D
7
4
3
D
E
2
D
B
D
D
D
1
fig0002 Figure 2 Schematic illustration of a three-stage drying plant for the manufacture of dried yoghurt; A, product inlet; B, steam; C,
cooling water; D, air inlet; E, air outlet; F, product outlet; 1, feed tank; 2, preheater; 3, atomizer; 4, spray drying chamber; 5, integrated
fluid bed; 6, external fluid bed; 7, cyclone. Reproduced courtesy of APV Norcid A/S, Copenhagen.
tbl0005 Table 5 Range of composition (g 100 g
1
) of different types of powdered yogurt products
Product Total solids Protein Fat Total sugars Ash
Oggt
Sheep 91.9–95.6 31.7–37.3 14.5–39.3 19.3–32.5 5.3–7.6
Cow 93.7–96.3 26.2–31.3 11.0–25.4 38.7–44.4 6.0–7.2
Goat 92.5–93.1 26.3–30.4 18.9–28.9 34.8–37.3 5.3–6.5
Madeer 91.8–96.1 35.5–36.4 13.4–15.3 34.4–37.4 7.6–7.9
Yo gur t /p lain kis h k 95.6–96.0 33.0–54.4 1.0–7.9 29.5–54.0 3.8–7.0
Kishk
Commercial 87.0–94.5 8.9–23.5 1.6–16.1 31.0–68.8 2.0–9.1
Laboratory 90.5–92.5 14.5–19.7 nr
a
nr 4.4–8.7
Different cereals 87.5–94.8 17.6–25.8 6.4–9.7 56.3–67.9 2.2–4.9
Milk and soy 90.1–94.8 16.1–28.2 nr nr 3.5–5.3
Whey 90.3 13.3 nr nr nr
a
nr: data not reported.
Data compiled from Tamime AY and Robinson RK (1999) Yoghurt Science and Technology, 2nd edn. Cambridge: Woodhead, with permission.
YOGURT/Yogurt-based Products 6263
drying temperatures are 160 and 65
C, respectively.
The partially dried yogurt particles fall down on to
the integrated fluid bed drier in the bottom of the
drying chamber. Such particles form a fluidized
layer, which is further dried.
0026 Finally, the powder is transferred to an external
fluid bed drier for final drying and cooling. The spent
drying air from both the drying chamber andthe
external fluid bed is drawn through cyclone(s) to
separate the very fine powder particles (fines)
from the air. The fines are fed back to the external
fluid bed drier, where they are mixed with the bulk
of the powder. During drying, the maximum tem-
perature of the powder is 55
C and that of the
product outlet, 25
C. Such powder contains
2 g 100 g
1
moisture and has a tapped bulk density
of 0.5 g cm
3
.
0027 It is evident that dried-yogurt products (traditional
or industrial) are available to consumers in rural or
industrialized countries, and Table 5 illustrates some
typical compositional analyses. Note that some
products contain low quantities of fat, which indicate
that: (1) skimmed milk has been used rather than
full-fat milk, or (2) in some traditional dried prod-
ucts, the fermented milk is first churned to make
butter, and then the buttermilk is dried for preserva-
tion purposes.
See also: Casein and Caseinates: Methods of
Manufacture; Drying: Spray Drying; Fermented Milks:
Types of Fermented Milks; Filtration of Liquids; Heat
Treatment: Ultra-high Temperature (UHT) Treatments;
Recombined and Filled Milks; Starter Cultures;
Yogurt: The Product and its Manufacture
Further Reading
Bylund G (1995) Dairy Processing Handbook. Lund: Tetra
Pak Processing Systems.
Lehmann HR, Dolle E and Bucker H (1991) Processing
Lines for the Production of Soft Cheese, 3rd edn. Tech-
nical and Scientific Document No. 8. Germany: West-
falia Separator AG.
Marshall VME and Tamime AY (1997) In: Law BA (ed.),
Microbiology and Biochemistry of Cheese and Fer-
mented Milk, 2nd edn. London: Blackie Academic &
Professional.
Masters K (1991) Spray Drying Handbook, 5th edn.
Harlow: Longman Scientific and Technical.
Pisecky J (1997) Handbook of Milk Powder Manufacture.
Copenhagen: Niro A/S.
Tamime AY and Marshall VME (1997) In: Law BA (ed.)
Microbiology and Biochemistry of Cheese and Fer-
mented Milk, 2nd edn. London: Blackie Academic &
Professional.
Tamime AY and Robinson RK (1999) Yoghurt Science and
Technology, 2nd edn. Cambridge: Woodhead.
Tieszen KM and Baer RJ (1989) Composition and micro-
biological quality of frozen yoghurts. Cultured Dairy
Products Journal 24(4): 11–14.
Dietary Importance
J Buttriss, British Nutrition Foundation, London, UK
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001Yogurt is a fermented milk product and as such is a
means of preserving the nutrients in milk. A wide
variety of yogurts are now available around the
world, ranging from very-low-fat fruit yogurts to
Greek-style yogurt with a fat content around 8 g per
100 g. Yogurt can be made from cows’, ewes’, goats’,
or buffalo’s milk. This article reviews the nutritional
composition of a range of yogurts, provides data on
yogurt consumption around the world and discusses
the importance of yogurt for different population
groups. (See Buffalo: Milk; Milk: Dietary Import-
ance; Sheep: Milk.)
0002Since yogurt is derived from milk, it provides
protein, calcium, and other minerals, and a range of
vitamins (Table 1). Levels of some vitamins, such as
vitamin B
1
and pantothenic acid, are reduced as they
are utilized by the bacterial culture used to produce
the yogurt. However, folic acid levels are typically
higher than in milk since folic acid is produced by
the bacteria. Refer to individual nutrients.
0003Some people have speculated that the bioavail-
ability of some minerals in yogurt is enhanced, but
research to support this claim is inconclusive.
(See Bioavailability of Nutrients.)
Sugar and Artificial Sweeteners
0004Reflected in the calorific content, yogurts with a
range of sugar contents are now available. In plain
yogurt, it is lactose, naturally present in yogurt, that
provides the sweetness. But in other forms, sugar is
added either as sucrose or as fructose and glucose
from fruit. In ‘diet’ or ‘very-low-fat’ yogurt, artificial
sweeteners are often used to reduce the calorie
content. (See Carbohydrates: Sensory Properties;
Sweeteners: Intensive.)
Trends in Yogurt Consumption
0005Yogurt and other cultured milk products have
traditionally been popular dietary items in Eastern
Europe. Popularity in the UK has increased
considerably in the past 25 years: consumption
6264 YOGURT/Dietary Importance
increased 10-fold from 0.4 kg per person per year in
1966 to 4.1 kg per person per year in 1989, according
to the International Dairy Federation (IDF) Annual
Statistics. By 1996, the per capita consumption
reached 6.18 kg. Much of this increase has been due
to the introduction in the UK of flavoured and fruit
yogurts.
0006 The UK’s National Food Survey for 1998 indicated
that yogurt consumption is 109 ml per person per
week. Comparable consumption levels for fromage
frais and other dairy desserts are 16 and 27 ml, re-
spectively. In this data set, yogurt is responsible for
72% of the market for these three types of products.
0007 Table 2 shows the consumption of yogurt, fromage
frais, and, for comparison, dairy desserts, in a
selection of countries. Again, yogurt represents
about 72% of the market.
Importance of Yogurt for Different
Population Groups
Yogurt and Health
0008Apart from its contribution to nutrient needs, the
perception of yogurt as a ‘healthy’ food has been
augmented by claims of health benefits attributed to
specific live bacteria present in some yogurts, in
particular Lactobacillus acidophilus and bifidobac-
teria. Both of these types of bacteria are to be found
in the human gastrointestinal tract, especially in
breast-fed infants, and it has been suggested that
these microorganisms may be able to colonize the gut
when consumed in yogurt, and protect against patho-
gens. It has also been speculated that they may be of
benefit in a number of intestinal disorders, including
tbl0001 Table 1 Nutritional value of varieties of yogurt
Low-fat plain (per100 g) Low-fat fruit (per100 g) Whole-milk fruit (per100 g) Low-caloriefruit (per100 g)
Energy (kcal) 56 90 105 41
(kJ) 236 382 441 177
Protein (g) 5.1 4.1 5.1 4.3
Carbohydrate 7.3 17.1 15.4 5.8
Sugars (g) 7.3 17.1 15.4 5.8
Fat (g) 0.8 0.7 2.8 0.2
Saturates (g) 0.5 0.4 1.5 0.1
Monosaturates (g) 0.2 0.2 0.8 0.1
Polyunsaturates (g) Trace Trace 0.2 Trace
Sodium (mg) 83 64 82 73
Dietary fiber (g) Nil 0.5
a
0.5
a
0.5
a
Vitamin A (mg) 9 11 42 Trace
Thiamin (mg) 0.05 0.05 0.06 0.04
Riboflavin (mg) 0.25 0.21 0.30 0.29
Nicotinic acid (mg) 0.15 0.14 0.13 0.13
Potential nicotinic acid
from tryptophan (mg)
1.20 0.96 1.29 1.00
Vitamin B
6
(mg) 0.09 0.08 0.07 0.07
Folic acid (mg) 17 16 10 8
Vitamin B
12
(mg) 0.2 0.2 0.1 (0.2)
Pantothenic acid (mg) 0.45 0.33 0.30 N/A
Biotin (mg) 2.9 2.3 2.0 N/A
Vitamin C (mg) 1.0 1.0 1.0 1.0
Vitamin D (mg) 0.01 (0.01) (0.04) Trace
Vitamin E (mg) 0.01 (0.01) (0.05) 0.03
Vitamin K (mg) na na na na
Calcium (mg) 190 150 160 130
Chlorine (mg) 150 130 150 120
Copper (mg) Trace Trace Trace Trace
Iodine (mg) 63 48 (48) na
Iron (mg) 0.1 0.1 Trace 0.1
Magnesium (mg) 19 15 16 13
Phosphorus (mg) 160 120 130 110
Potassium (mg) 250 210 210 180
Selenium (mg) 1 (1) (1) (1)
Zinc (mg) 0.6 0.5 0.5 0.4
a
This figure will vary depending on the type of fruit used.
na, data not available.
Source: Holland B, Unwin ID and Buss DH (1989) Milk Products and Eggs. Fourth supplement to McCane and Widdowson’s The Composition of Foods,
4th edn. London: Royal Society of Chemistry and Ministry of Agriculture, Fisheries and Food, with permission.
YOGURT/Dietary Importance 6265
those precipitated by antibiotic treatment or by
diseases such as cancer and liver or kidney disease.
Claims have been made that specific bacteria used
in the production of a certain brand of yogurt
(no longer on the market) have the potential to reduce
blood levels of low-density lipoproteins (LDL). On the
basis of existing research it is not possible to substan-
tiate these various claims, although evidence is
increasing, and inconsistencies in the findings may
in part be explained by differences in strain and
species of bacterial cultures, and differences in experi-
mental design.
0009 There is, however, a substantial body of evidence to
indicate that fermented dairy products such as yogurt
are well tolerated by individuals who are lactose-
intolerant. It has been suggested that this is because
of the bacterial enzyme, b-galactosidase (produced
by the culture) in ‘live’ yogurt. This enzyme, which
is able to digest lactose to glucose and galactose, is
intracellular and hence is thought to survive gastric
digestion. However, as lactose maldigesters tolerate
yogurts with varying b-galactosidase activities
equally well, it would seem that other factors may
also be important, including the rate of gastrointest-
inal transit of yogurt.
0010 Intake of the types of lactic acid-producing organ-
isms found in yogurt has also been postulated to
prevent or inhibit intestinal growth of a variety of
foodborne, disease-causing organisms. Most of the
evidence supporting a role for cultured dairy prod-
ucts, or the bacteria used to make them, in controlling
intestinal pathogens comes from experimental animal
and in vitro studies. Findings are inconsistent, but
various mechanisms have been proposed to explain
reported protective effects. For example, the ability of
lactic acid cultures to lower intestinal pH favors
growth of lactic acid bacteria but provides a hostile
environment for pathogens. It has also been suggested
that lactic acid bacteria may produce bacteriocins,
peptides with a direct antibiotic effect.
0011In summary, while a fairly clear case has been
made for tolerance of yogurt by lactose maldigesters
unable to tolerate milk, the potential benefit of yogurt
(or specific types of yogurt) in protecting against
pathogens, in recolonizing the gut after illness, or in
lowering LDL cholesterol concentrations in the blood
needs further investigation.
See also: Bioavailability of Nutrients; Buffalo: Milk;
Carbohydrates: Sensory Properties; Folic Acid:
Properties and Determination; Lactic Acid Bacteria;
Milk: Dietary Importance; Pantothenic Acid: Properties
and Determination; Sheep: Milk; Sweeteners: Intensive;
Thiamin: Properties and Determination
Further Reading
Buttriss J (1997) Nutritional properties of fermented milk
products. International Journal of Dairy Technology
50(1): 21–27.
Chandan RC (1989) Yogurt: Nutritional and Health
Properties. VA: National Yoghurt Association.
ERC Group plc (1999) Yoghurt and Dairy Desserts: Main-
stream Europe. Newmarket, UK: ERC Group:
Hamilton-Miller JMTand Fuller R (1996) Probiotics – pana-
cea or nostrum? BNF Nutrition Bulletin 21: 199–208.
Holland B, Unwin ID and Buss DH (1989) Milk Products
and Eggs. Fourth supplement to McCance and Widdow-
son’s The Composition of Foods, 4th edn. London:
Royal Society of Chemistry and Ministry of Agriculture,
Fisheries and Food.
Ratcliffe B and McMillan S (1999) Gut microflora. BNF
Nutrition Bulletin 24: 82–91.
Renner E (1989) Micronutrients in Milk and Milk-based
Food Products. London: Elsevier Applied Science.
Robinson RK (ed.) (1991) Therapeutic Properties of
Fermented Milks. London: Elsevier Applied Science.
Tamime AY and Robinson AY (1985) Yogurt: Science and
Technology. Oxford: Pergamon Press.
The Dairy Council (2000) Milk Matters: a guide to the UK
dairy industry and its products. London: The Dairy
Industry.
tbl0002 Table 2 Yogurt, fromage frais, and dairy desserts in 1998
Yogurt and dairy dessertsmarket Segmentation (percent volume)
Thousand tonnes Percentage change
(1992^1998)
Percapita (kg) Yogurt Fromage frais Dairy desserts
Belgium 148.1 þ16.7 14.52 50.6 26.1 23.4
France 1 643.3 þ10.6 27.91 56.6 20.7 22.7
Germany 1 703.8 þ28.2 20.75 74.4 7.6 18.0
Italy 306.2 þ23.7 5.33 84.7 3.7 11.7
Netherlands 573.5 1.1 36.33 56.6 5.5 37.9
Spain 501.8 þ13.9 12.73 69.4 4.8. 25.8
UK 500.8 þ45.9 8.53 72.5 10.8 16.8
Total 5 377.5 þ18.1 16.67 66.4 11.7 22.0
Source: ERC Group Plc (1999) Yogurt and Dairy Desserts ^ Mainstream Europe. Newmarket, UK: ERC.
6266 YOGURT/Dietary Importance

Z
ZINC
Contents
Properties and Determination
Physiology
Deficiency
Properties and Determination
M Ruz, University of Chile, Santiago, Chile
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Importance of Zinc in Human Biology
0001 Zinc is the 23rd most abundant element on the
Earth’s crust. Among the transition elements, zinc is
the second in abundance in eukaryotic cells. In
mammals, zinc is found, on average, at a concentra-
tion of 0.02 mM in the extracellular space and 1 mM
in the intracellular space. The total amount of zinc in
the body of an adult ranges from 1.5 g (female) to
2.5 g (male). The distribution of zinc in the organism
of a man is detailed in Table 1.
0002 The essentiality of zinc for growth for lower forms
of life was discovered in 1869 by Raulin studying the
effects of zinc on Aspergillus niger. Todd documented
the essentiality of zinc for rats in 1934. Today, the
requirement of zinc for the growth and replication of
all cells is recognized. Zinc is required for virtually all
aspects of cell metabolism, i.e., DNA synthesis, DNA
transcription, translation of mRNA into proteins,
and structure and stabilization of translated proteins.
Thus, at a whole organism level, zinc is necessary not
only for growth but also for development and highly
relevant functions, such as immunity, tissue repair,
vitamin A metabolism, protection against oxidative
damage, neuropsychological functions, apoptosis,
cellular signaling, and hormone action, among
others. (See Zinc: Physiology.)
0003 Prior to 1963, zinc deficiency in humans was un-
recognized. Today, as a result of remarkable advances
in the area of zinc metabolism, we know that mild
zinc deficiency is a widespread condition, probably
as prevalent as iron deficiency. This has led to the
suggestion that zinc should be added to iron, iodine,
and vitamin A, to the group of the micronutrients
with the highest risk of suboptimal nutrition in the
world.
0004Severe human zinc deficiency is now a rare condi-
tion. It has been reported mainly in patients with
acrodermatitis enteropathica and in patients receiv-
ing total parenteral nutrition without added zinc.
Clinical manifestations include growth retardation,
delayed sexual maturation, alopecia, epithelial
lesions, immune deficiencies, hypogeusia, hyposmia,
delayed wound healing, altered appetite, and night
blindness. Mild zinc deficiency is much more difficult
to characterize, and much information has been
obtained from zinc supplementation studies in popu-
lations around the world. Growth retardation has
been the most extensively studied feature, and im-
munological alterations, neuropsychological mani-
festations, and increased morbidity have also been
reported. (See Zinc: Deficiency.)
0005In order to understand why zinc is crucial for life
and the importance of achieving a normal nutritional
status regarding this mineral, it is necessary to analyze
the biochemical characteristics of this ion.
General Properties
0006Zinc is a IIB element with a complete d subshell and
two additional s electrons. It is a small ion, with a
radius of 0.65 A
˚
and an oxidation state of þ2. It has
five stable isotopes and several radioactive isotopes
with variable half-lives, some of which are shown in
Table 2.
0007Zinc is a ubiquitous element and is mainly found in
intracellular space (extracellular/intracellular ratio
1:50). The concentration of free zinc ions varies from
10
9
M in the cytoplasm of many cells to 10
3
M
in vesicles. Zinc has a highly concentrated charge and
a small size, and a modest binding capacity to anions
such as carboxylate and phosphate. Like others ions,
zinc has a high affinity for electrons. It is a strong
Lewis acid and can bind strongly to donors such as
thiolates and amines.
0008 Zinc is a flexible atom that is able to adopt
four, five, and six coordinated geometries. It has a
distinctive ability to form stable complexes with
several molecules. Zn readily complexes amino
acids, peptides, proteins, and nucleotides, and has
an affinity for thiol and hydroxy groups and for
ligands containing electron–rich nitrogen as a donor.
For instance, zinc is often found in internal cross-links
of intracellular proteins, where it apparently func-
tions in a similar way to the disulfide bridges of
extracellular proteins. Disulfide bridges are unstable
to reduction in the intracellular environment. Zinc
does not show any changes in its oxidation state,
and this is an important advantage in reactions in
which redox activities may represent a risk for oxida-
tive damage.
0009 Table 3 lists the important properties of zinc in a
biological context.
Link Between Properties and Major Roles
0010 The exceptional ability of the zinc atom to participate
in strong but readily exchangeable ligand binding, the
flexibility of its coordination geometry and its stable
oxidation state are extremely useful in biological
systems. In other words, zinc is important for its
ubiquity and versatility. These characteristics mostly
explain the importance of zinc involvement in bio-
logical functions.
0011The biological functions of zinc can be classified
into three main categories: catalytic, structural, and
regulatory. Although there are good examples for
each of these, this should be considered only as a
rough classification, because there is often some
degree of overlap.
Catalytic
0012The catalytic role of zinc is related to the requirement
of zinc by more than 200 enzymes. Zinc metallo-
enzymes are found in all six enzyme classes: oxidore-
ductases, transferases, hydrolases, lyases, isomerases,
and ligases. Zinc metalloenzymes are involved in
nucleic acid, protein, carbohydrate, lipid, and vita-
min metabolism.
0013A combination of properties of zinc accounts for its
utility in zinc metalloenzymes. Zn as a Lewis acid is
able to accept a pair of electrons, and it does not
participate directly in redox reactions. This is highly
valuable in reactions such as proteolysis and the hy-
dration of carbon dioxide. As result of having filled
the d-shell orbitals, no specific geometry is more
stable than any other, although the binding geometry
observed most frequently is tetrahedral, with the metal
ion coordinating three or four protein side-chains.
This flexibility is widely used by zinc metalloenzymes
during catalysis. Another important characteristic is
its rapid ligand exchange.
0014Zinc present in enzymes plays distinct roles, from
catalytic or cocatalytic to structural. It is not uncom-
mon to observe mixed functions.
0015Catalytic Zinc is located in the active site interact-
ing directly with the molecule involved in the reac-
tion. Zinc has a highly localized charge and electron
affinity, so it is a very effective attacking element. The
tbl0001 Table 1 Distribution of zinc in the human body
Total Zn (g) Percentage
Skeletal muscle 1.53 57
Bone 0.77 29
Skin 0.16 6
Liver 0.13 5
Brain 0.04 1.5
Kidneys 0.02 0.7
Heart 0.01 0.4
Hair <0.01 0.1 (approx)
Blood plasma <0.01 0.1 (approx)
Modified from Jackson MJ (1989) Physiology of zinc: general aspects. In:
Mills CF (ed.) Zinc in Human Biology. pp. 1–14. London: Springer-Verlag.
tbl0002 Table 2 Stable and radioactive isotopes of zinc
Stable isotopes Radioactive isotopes
Isotope Natural abundance (%) Isotope Half-life
64
Zn 48.89
62
Zn 9.22 h
66
Zn 27.91
63
Zn 38.5 min
67
Zn 4.11
65
Zn 243.8 days
68
Zn 18.57
69m
Zn 13.8 h
70
Zn 0.62
71m
Zn 3.97 h
72
Zn 46.5 h
tbl0003Table 3 Importance of zinc in biology
1. High availability
2. Strongly retained
3. Fast ligand exchange
4. No redox reaction
5. Flexible coordination geometry
6. Good electron acceptor or Lewis acid
7. Supplies hard base, hydroxide
Modified from Williams RJP (1989) An introduction to the biochemistry of
zinc. In: Mills CF (ed.) Zinc in Human Biology, pp. 15–31. London: Springer-
Verlag.
6268 ZINC/Properties and Determination

most frequently observed ligand in the active site of
zinc metalloenzymes is histidine, followed by glu-
tamic acid, aspartic acid, and cysteine. These ligands
account for three or four ligands that can be incorpor-
ated with at least one water molecule. The zinc-
bound water is a critical component for the catalytic
site. It can be ionized to zinc bound hydroxide, polar-
ized by a general base to generate a nucleophile for
catalysis, or displaced by the substrate. Thus, a given
substrate binds directly to Zn and may displace the
metal-bound H
2
O molecule. Zinc in this case would
act as a Lewis acid polarizing the bound substrate
facilitating the nucleophilic attack. This mechanism
is observed in aldolases and peptidases. Alternatively,
zinc may not bind to the substrate but mediate its
function through the metal-bound water molecule.
In this case, zinc lowers the pK
a
of the bound water
molecule. The resultant metal-bound hydroxide ion is
the direct agent attacking the substrate. Examples of
enzymes in which zinc plays catalytic roles are car-
bonic anhydrase (EC 4.2.1.1) and carboxypeptidase
A (EC 3.4.17.1).
0016 Because of the mechanisms of action and the
characteristics of the substrates of zinc metalloen-
zymes, these enzymes are used in nature preferably
for acting on small substrates that cannot be handled
by organic groups in a multipoint attachment or
when a chemically less specific but very rapid attack
is needed.
0017 Cocatalytic This term refers to the participation of
more than one metal ion in the catalysis, i.e., the
situation in which there are several metal ions
bound in proximity to each other, and although all
ions play crucial roles in the catalysis, only one is
involved directly in the attack. Examples of this
group are alkaline phosphatase, which has two zinc
atoms and one magnesium atom per mole (EC
3.1.3.1), phospholipase C, which has three zinc
atoms per mole (EC 3.1.4.3), and leucine aminopep-
tidase, which contains two Zn ions per mole (EC
3.4.11.1).
0018 Structural In its structural role, zinc is coordinated
with four amino acid chains, usually in a tetrahedral
geometry. Cysteine is the most frequently observed
ligand, followed by histidine and aspartate. In this
situation, zinc atoms contribute to the stabilization
of the tertiary or quaternary structure of the protein
but do not participate in the catalysis. One such
example is the enzyme aspartate carbamyl transferase
(EC 2.1.3.2), which has six zinc atoms per mole.
These atoms are found in the R subunits tetrahedrally
bound by four cysteine thiolates, stabilizing the
quaternary structure of the protein.
Structural
0019The structural role of zinc is related to the participa-
tion of zinc in specific cellular or subcellular compon-
ents. It is an important component in proteins involved
in gene regulation and as part of cellular membranes.
0020Zinc and gene expression Important cellular pro-
cesses such as transcription, RNA processing, and
replication are regulated by protein–DNA and pro-
tein–protein interactions. A significant number of
such regulatory proteins present domains (or motifs)
that are involved in binding to the DNA molecule. A
major breakthrough was the identification of such
motifs as zinc-containing structures generically
termed ‘zinc fingers.’
0021Zinc fingers are usually formed by zinc and cyst-
eine and histidine residues. Tetrahedral coordination
of zinc to thio-sulfur of cysteine residues and imida-
zole–nitrogen of histidine stabilizes the segment in a
structure that resembles a finger. In this structure, the
zinc atom does not interact directly with the DNA: it
acts as a type of scaffolding that confers the required
conformation to the overall structure, enabling the
DNA-binding domain to bind DNA. Site-specific
binding of Zn finger domains to DNA is one of the
mechanisms by which proteins modulate gene expres-
sion. Zinc finger proteins contain one or more zinc
finger domains and include transcription factors, hor-
mone receptors, DNA-repair enzymes, products of
oncogenesis, and tumor suppressor genes. Genes en-
coding zinc finger proteins could amount to as much
as 1% of the human genome.
0022The first transcription factor to be identified as a
zinc finger-containing protein was TFIIIA in 1985.
TFIIIA is required for the correct initiation of tran-
scription of Xenopus laevis 5S RNA genes by RNA
polymerase III. The structure of TFIIIA encompasses
zinc bound to two cysteine and two histidine residues.
This is referred as the classic zinc finger DNA-binding
motif.
0023The steroid (glucocorticoid and estrogen) receptors
are members of the multigene family, which also in-
cludes receptors for thyroid hormone, retinoic acid,
and vitamin D. The steroid hormone receptor has two
zinc-finger loops. Steroid hormone receptors are
ligand-inducible transcription enhancers that bind
specifically to short DNA sequences or hormone re-
sponse elements and regulate a number of genes. The
steroid hormones induce gene expression by binding
to receptor proteins in the cytoplasm, causing these
proteins to enter the nucleus, bind to DNA, and acti-
vate transcription of certain genes.
0024Other zinc finger-containing proteins are: tran-
scription factor Sp1, NGFI-A/EGR/Krox 24/Zif 268
ZINC/Properties and Determination 6269