Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

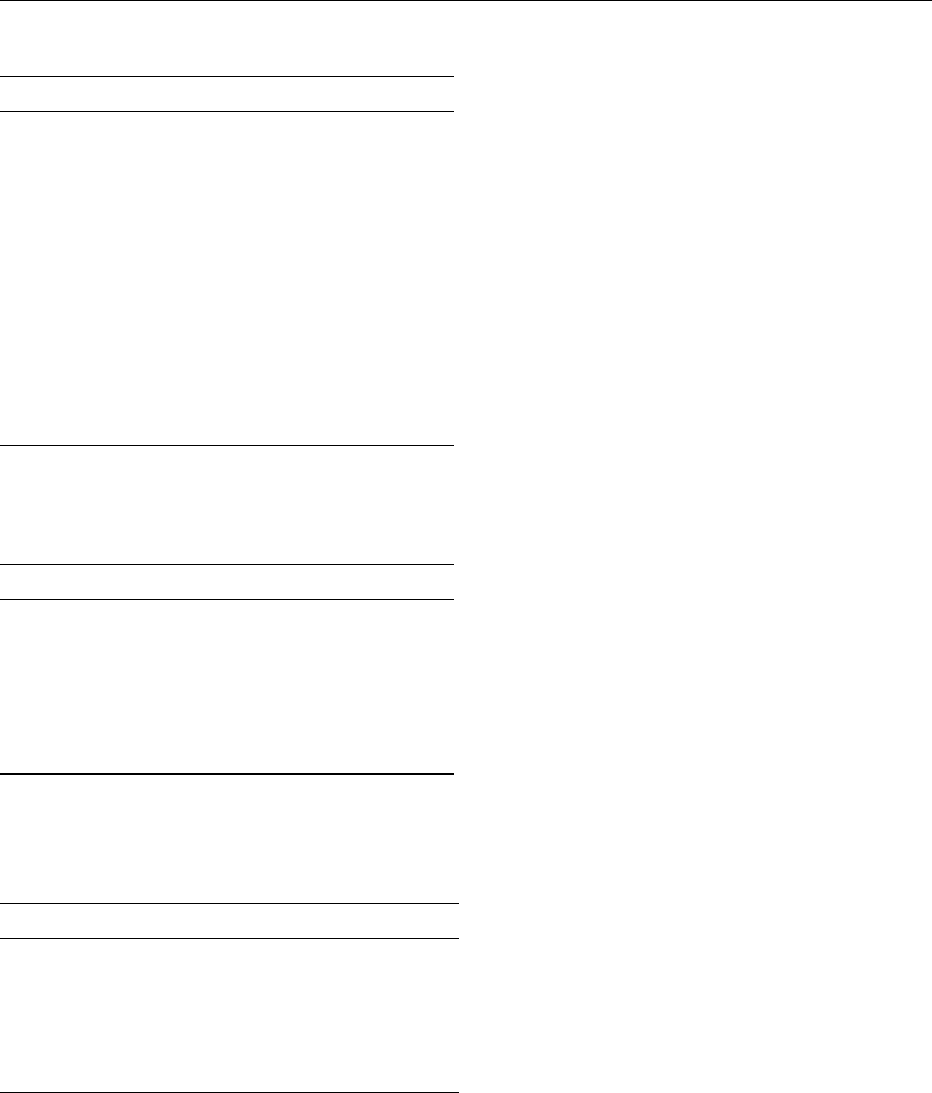
Whole
milk
Separation
Skim milk
Coagulation Drying
Drying
Drying
Drying
Drying
Drying
Drying
Drying
Drying
Drying
Drying
Concentration
Neutralization
Evaporation
Crystallization
Crystallization
Ion exchange
Crystallization
Evaporation
Evaporation
Ultrafiltration
Churning
Buttermilk
Evaporation
Evaporation
Evaporation
Ultrafiltration
Curd
Caseinates
Buttermilk powder (BMP)
Whey powder
Demineralized whey powder
Whey protein concentrate powder
Whey protein isolates
Lactose
Full-cream milk powder (FCMP)
Skim-milk powder (SMP)
Milk protein concentrate (powder)
Casein
Anhydrous milk fat (AMF)
Butter
Cheese
Demineralization
Cream
Coagulation
Whey
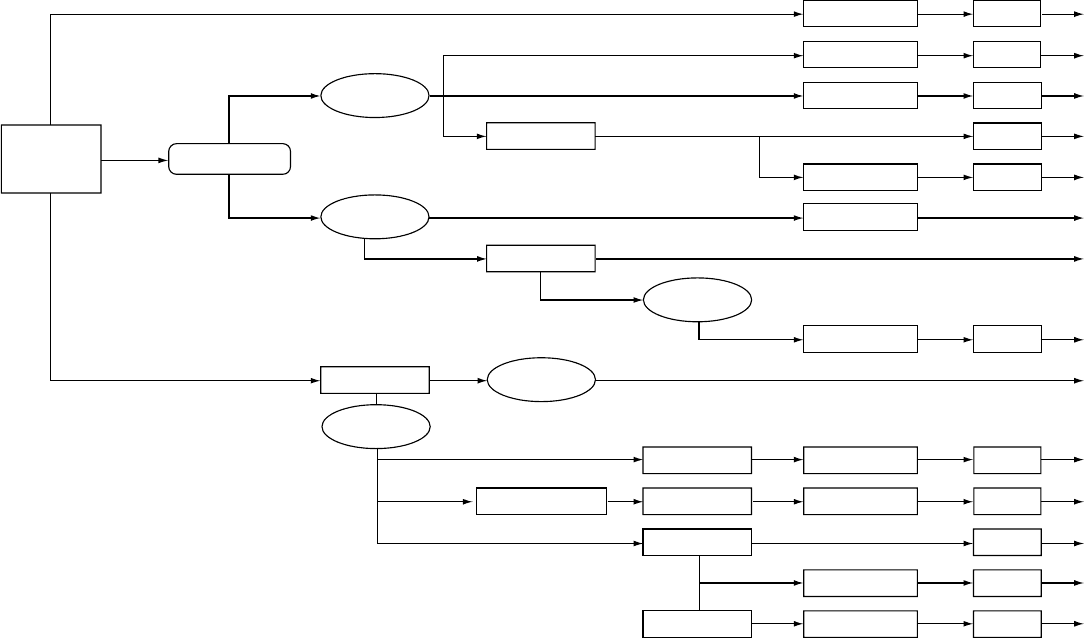
fig0001 Figure 1 Milk ingredients. Reproduced with permission of the Australian Dairy Corporation.
Principal Spray-Dried Milk Powder
Products
0005 Skim, full-cream, and buttermilk powders are the
traditional milk powders and are the major milk
powders in the marketplace. The typical compos-
itions of these powders are given in Table 1. The
powders are dried to achieve specified standards for
various grades of milk powders (Table 2).
Production of Skim, Full-Cream, and Buttermilk
Powders
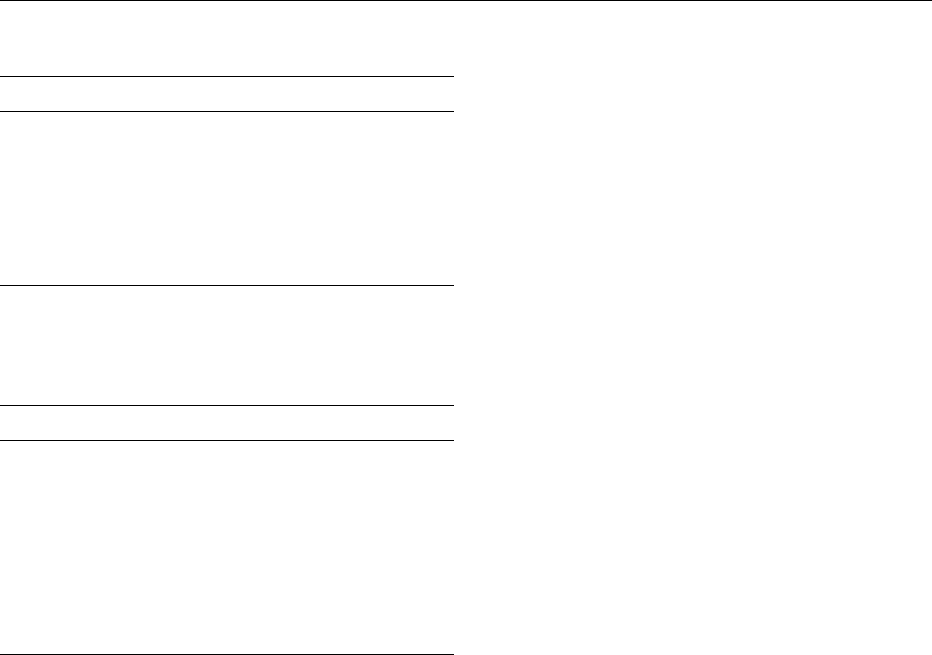
0006 The main steps in the commercial manufacture of
milk powders are: the preparation of the milk, heat
treatment of the milk, concentration by evaporation,
and spray drying. During the production of full-
cream milk powder, there is an additional step, in-
volving the homogenization of the concentrate prior
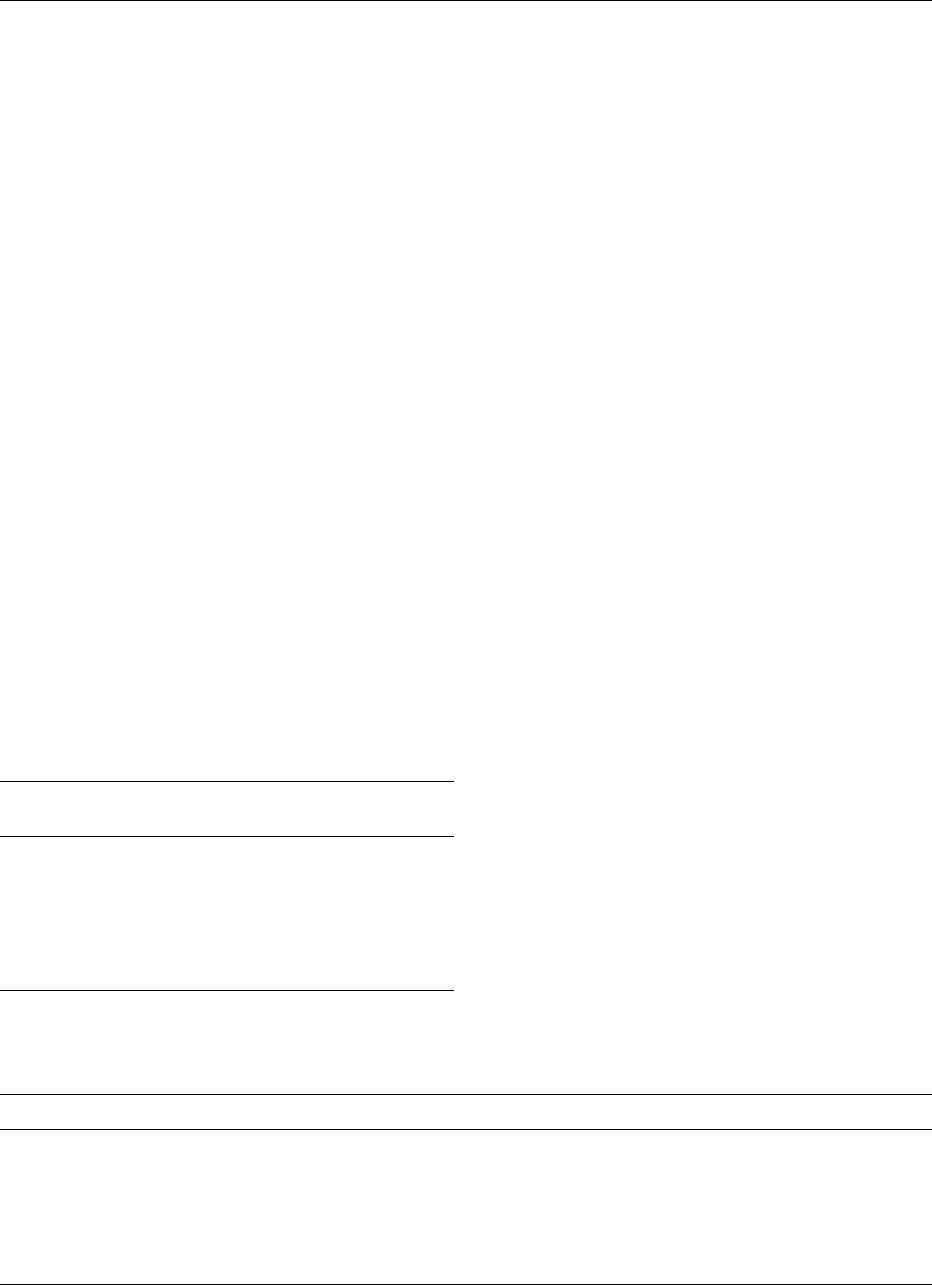
to drying. Figure 2 shows the main steps in the manu-
facture of milk powders. Where a powder with in-
stant properties is required, an agglomeration step is
included during powder manufacture.
0007 Preparation of milk This step defines the final
composition of the powder. For the production of
skim-milk powder, the milk is first separated into
skim milk and cream by centrifugal separation.
The skim milk should have a fat content of < 0.1%.
For full-cream milk powders, the milk is normally
standardized, generally by blending cream or skim
to obtain a fat content of 25–28% in the final powder.
Supplements such as vitamins and minerals may
be added to the skim or full-cream milk to enhance
the nutritional value of these powders. Buttermilk
powders are made from the aqueous fraction
remaining after churning of cream during buttermak-
ing or during manufacture of anhydrous milkfat.
0008Heat treatment of milk The milk has to receive a
heat treatment prior to concentration. A range of heat
treatments may be used. These range from low-heat
treatment (72
C for 15 s) for pasteurization to high-
heat treatments (e.g., 85
C for 30 min or ultrahigh-
temperature (UHT) at 140
C for a few seconds). A
primary purpose of the heat treatment is to achieve
a required microbiological specification. The heat
treatment also reduces the enzyme activity in the
milk and increases the shelf-life of the powder prod-
ucts. Another consequence of the heat treatment is the
denaturation of the whey proteins in milk. Appropri-
ate heat treatments can be used to develop desired
physical, chemical, and functional properties in milk
powder products.
0009Skim-milk powders are generally classified on the
basis of the heat treatment received during powder
manufacture. Although the heat treatment classifica-
tion is not used in the grading of milk powders, they
are used as a general guide to the selection of powders
for specific applications. The most commonly used
heat classification is that of the American Dried Prod-
uct Institute which is based on the amount of unde-
natured whey protein in the powder (Table 3). (See
Powdered Milk: Characteristics of Milk Powders.)
0010Concentration of milk This is the first stage for
removal of water from milk. The milk is concentrated
at a low temperature by vacuum evaporation. The
temperature of the milk reaches a maximum of 70
C
in modern evaporators. Generally, about 90% of the
water is removed by the evaporator, as removal of
tbl0002 Table 2 Specifications for milk powders
Constituent Skim-milk powder
a
Full-creammilkpowder
a
Buttermilk powder
a
Moisture (%) Max. 4.0 Max. 4.5 Max. 4.0
Fat (%) Max. 1.25 Min. 26.0, max. 40.0 Min. 4.5
Protein (%) Min. 30.0
b
Titratable acidity (%) Max. 0.15 0.10–0.18
Insolubility index Max. 1.25 ml Max. 1.0 ml Max. 1.25 ml
Scorched particles Not more than disc B (15.0 mg) Not more than disc B (15.0 mg) Not more than disc B (15.0 mg)
Bacterial estimate Not more than 50 000 per g Not more than 50 000 per g Not more than 50 000 per g
a
Extra-grade spray-dried powder.
b
Label should specify the minimum protein content.
Adapted from Standards for Grades of Dry Milks Including Methods of Analysis (1990). Bulletin 916. American Dairy Products Institute.
tbl0001 Table 1 Typical composition of milk powders
Constituent Skim-milk
powder
Full-cream
milk powder
Buttermilk
powder
Moisture (%) 3.0 2.25 3.0
Fat (%) 0.7 26.75 5.0
Protein (N 6.38: %) 36.0 26.0 34.0
Lactose (%) 51.0 38.0 48.0
Ash (%) 8.2 6.0 7.9
Calcium (%) 1.31 0.97 1.3
Phosphorus (%) 1.02 0.75 1.0
Adapted from Standards for Grades of Dairy Milks Including Methods of
Analysis (1990). Bulletin 916. American Dairy Products Institute.
4696 POWDERED MILK/Milk Powders in the Marketplace
water by evaporation requires 16–20 times less energy
per kg water than spray drying. The milk concentrate
of about 48–50% total solids is then fed into the
spray drier.
0011 Homogenization of milk concentrate Homogeniza-
tion of full-cream milk concentrates is carried out to
reduce the ‘free-fat’ content (i.e., solvent-extractable
fat) of the powder. During homogenization, the fat
globule size is reduced, proteins are transferred to the
surface of the globule, and the globule is stabilized.
Homogenization of the milk concentrate results in
powders with improved flow properties and resist-
ance to caking and clumping.
0012 Spray drying Spray drying transforms the fluid milk
concentrate that is fed into the hot air of the drier to a
powder. The moisture content of the spray-dried
powder is usually 3–4% (w/w). The main stages of
spray drying are atomization of the concentrate into a
spray through pressure nozzle atomizers or rotary
atomizers, the mixing of the atomized particles with
the hot air, the evaporation of moisture from the
surface of the particles, and separation of the powder
from the air. Single- and double-stage spray driers are
used in milk powder manufacture. Commercial milk
powders are typically dried to 4% moisture or less.
0013Agglomeration of milk powders For the production
of milk powders with instant properties, the milk
powders are agglomerated. This process yields large
powder agglomerates. The wettability and dispersi-
bility of powders are improved by agglomeration.
Surfactants (e.g., lecithin) may be used during ag-
glomeration of full-cream milk powders to improve
their instant properties in cold water. (See Agglomer-
ation; Drying: Spray Drying; Evaporation: Basic
Principles; Homogenization.)
Applications of Skim, Full-cream Milk, and
Buttermilk Powders
0014Milk powders are used in many applications.
Instant milk powders, which dissolve readily in
water, are used by consumers as a substitute for
fresh milk and in beverage mixes. Also available in
the market are a range of nutritionally enriched milk
powder products that have been tailored to meet the
needs of consumers at various stages of life. These
tbl0003 Table 3 Heat classification of skim-milk powder
Heat class Whey protein nitrogenindex (mg undenatured
whey protein N g
1
powder)
Low heat Not less than 6
Medium heat 1.51–5.99
High heat Not more than 1.5
Adapted from Standards for Grades of Dry Milks Including Methods of
Analysis (1990). Bulletin 916. American Dairy Products Institute.
Full-cream
milk
Separate
Cream
Churn
ButterButtermilk
Preheat
Evaporate
Dry
Buttermilk
powder
Preheat
Evaporate
Dry
Skim-milk
powder
Preheat
Evaporate
Homogenize
Dry
Full-cream
milk powder
Skim-milk
fig0002 Figure 2 Schematic diagram of manufacture of milk powders.
POWDERED MILK/Milk Powders in the Marketplace 4697
include powders fortified with various nutrients.
Most common in the market are milk powders en-
riched with calcium, iron, and folate.
0015 Milk powders have major applications as ingredi-
ents in manufactured dairy and processed food prod-
ucts. A significant amount of milk powder is used
in the manufacture of traditional recombined dairy
products such as evaporated milk, sweetened con-
densed milk, and UHT milk in countries which do not
have an adequate supply of fresh milk. Milk powders
are also used as ingredients in a range of food prod-
ucts, including icecream, cultured milks and yogurts,
chocolate, confectionery, bakery products, soups, and
sauces. Buttermilk powders are used as replacers for
skim-milk powder in applications where enhanced
dairy flavors are desired. Table 4 gives the proportion
of skim-milk powders used in various applications.
Their ability to bind water, thicken and gel, and their
emulsifying and foaming properties make milk
powders valuable food ingredients. These properties
of milk powders can be modulated by the amount of
heat treatment received by the powder during manu-
facture. The characteristics of milk powders that
make them useful in food applications are discussed
in more detail elsewhere. (See Powdered Milk: Char-
acteristics of Milk Powders.)
Dried Casein Products
0016 Caseins are the principal milk proteins, accounting
for *80% of the proteins in milk. They can be separ-
ated or precipitated from milk. Among the major
products in this class of dairy products are acid and
rennet casein, caseinates, and coprecipitates.
Production of Casein Products
0017 Acid casein is made by direct acidification of skim
milk to pH 4.6 by mineral or organic acids. Rennet
casein is made by adding rennet to skim milk. The
casein is separated, washed, and dried. Acid casein is
insoluble in water. This limits the applications of acid
casein in some applications. To obtain a casein prod-
uct that is soluble, the acid casein is neutralized with
an alkali and spray-dried to obtain caseinates. Vari-
ous types of alkali have been used. Sodium, potas-
sium, and calcium caseinates are the most common
types of caseinates on the market. Coprecipitates are
total milk protein powders; they contain both casein
and whey proteins. The proteins are precipitated
from skim milk under controlled conditions of heat,
acid, and calcium concentration. The composition of
casein products is given in Table 5.
Applications of Casein Products
0018Casein products have good emulsifying, whipping,
and water-binding properties which make them
suitable in applications such as desserts, confection-
ery, bakery products, salad dressings, processed
meats, soups, and sauces. They have applications in
dairy-based products such as coffee whiteners, yogurt,
icecream, and processed cheese and imitation cheese
products. As they are high-protein products, they are
also used as supplements in dietetic foods. (See Casein
and Caseinates: Uses in the Food Industry.)
Dried Whey and Whey Protein
Concentrates
0019Whey, the serum remaining after the manufacture of
cheese or casein, can be converted into powder. Sweet
whey (pH *6.3) is obtained during rennet-coagu-
lated cheese manufacture whereas acid whey (pH
< 5.1) is produced during cottage cheese or casein
manufacture. Acid whey has a higher mineral content
than sweet whey.
Production of Whey-Based Powders
0020Whey is preheated gently, evaporated, and dried for
production of whey powders. To facilitate drying,
the lactose in the whey concentrate is precrystallized
for the production of nonhygroscopic whey powders.
For the production of reduced-lactose or reduced-
mineral whey powders, a portion of these compon-
ents can be selectively removed from the whey. Whey
can also be concentrated by membrane separation
(ultrafiltration, with or without diafiltration). These
tbl0004 Table 4 World use of skim-milk powder in products
Product % Used
Condensed milk 30%
Ultrahigh-temperature (UHT) fluid 26%
Icecream 18%
Cultured products and yogurts 9%
Bakery 5%
Cheese 4%
Other products 3%
Based on figures from Dairy Foods Jan 1999, 100(1): 15.
tbl0005Table 5 Typical compositions of acid casein, caseinates, and
coprecipitate
Constituent Acid
casein
Sodium
caseinate
Calcium
caseinate
Coprecipitate
Moisture (%) 9.0 3.5 3.5 4.0
Fat (%) 1.0 1.0 1.0 1.0
Protein (N 6.38: %) 88.0 91.4 90.9 89.0
Lactose (%) 0.1 0.1 0.1 1.5
Ash (%) 2.2 4.0 4.5 4.5
Adapted from Chandan R (1997) Dairy-Based Ingredients. St Paul,
Minnesota: Eagan Press.
4698 POWDERED MILK/Milk Powders in the Marketplace
processes separate the proteins from the water,
lactose, and minerals. The concentrated protein
solutions are then spray-dried to obtain dried whey
protein concentrates with a range of protein contents,
typically between 34 and 80% protein. Table 6 gives
the typical compositions of dried whey and whey
protein concentrates. Whey protein concentrates
with a lower protein content (25% protein) and
whey protein isolates (> 90% protein) can also be
produced and are on the market.
Applications of Whey-Based Powders
0021 Dried whey, reduced-lactose and reduced-minerals
whey and whey protein concentrates are used as
ingredients in many food applications, including
confectionery, bakery products, snack foods, yogurts,
dips, desserts, meat products, pasta products, ice-
cream, soups, sauces, beverages, and processed cheese
products. Whey protein concentrates have been
also used as economic egg-white replacers in food
formulations. With increasing protein content, the
whey protein concentrates provide greater nutritional
value as well as improved functional properties such
as emulsification, foaming, water binding, viscosity
building, and gelling to foods. Whey protein isolates
are widely used as nutritional supplements in sports
drinks and health foods such as nutritional bars
and protein supplements. (See Whey and Whey
Powders: Production and Uses; Protein Concentrates
and Fractions.)
Other Milk Powder Products
0022 Nowadays, a range of other types of milk powders
may be formulated to achieve a desired fat, protein,
lactose, or mineral content, as well as to obtain target
functional attributes in the powder. These include
a range of cream powders, high ‘free-fat’ milk
powders for the chocolate industry, high-heat ‘heat-
stable’ milk powders for evaporated milk, milk pro-
tein concentrate powders, skim milk/whey powder
blends, lactose-hydrolyzed powders, yogurt powders,
and a variety of customized formulations for use in
target food applications. These tailor-made ingredi-
ents are finding their way into the marketplace, as
food manufacturers increasingly demand ingredients
with enhanced performance in their applications.
0023The major steps in the manufacture of skim milk/
whey powder blends and specialized milk powders
generally include the same essential unit processes of
heating, concentration, and drying that are used in
conventional milk powder manufacture, except that
sometimes additional processing steps are required
during the preparation of the milk or milk concen-
trate prior to drying.
Cream and High-Fat Powders
0024Cream and high-fat powders, containing 40–75% fat,
may be produced by spray drying of cream or milk
with an increased fat content. A typical cream
powder obtained from drying of cream contains
*70% fat. Cream powders were developed more
than 40 years ago. The early powders were difficult
to dry and handle because of their high fat content.
Improvements in formulation science and drying
technology have enabled cream powders with super-
ior properties to be made. These powders are becom-
ing more prevalent in the marketplace and can be
used as an alternative to fresh cream or in formulae
where milk fat is required. Some of their applications
include chocolate, confectionery, icecream, desserts,
soups, and sauces.
High Free-Fat Milk Powders
0025High ‘free-fat’ powders for use in chocolate manufac-
ture have traditionally been produced by roller-
drying. In roller-dried powder, greater than 90%
of the fat in the powder is readily extractable. In
addition, roller-dried powders are flaky and do not
contain much air. These properties of roller-dried
powders make them more suitable for chocolate
manufacture than conventional spray-dried powders
that have a high level of entrapped air and a low free-
fat content. The use of high free-fat powders in
chocolate reduces the requirement for cocoa butter
in chocolate making. As roller-drying is more expen-
sive than spray drying, there have been attempts to
increase the level of free-fat in milk powders intended
as ingredients for chocolate. Nowadays, some high
free-fat powders are produced by spray drying and
have improved performance compared to conven-
tional milk powders in chocolate manufacture. (See
Fats: Uses in the Food Industry.)
High-Heat Heat-Stable Milk Powders
0026High-heat heat-stable milk powders have been pro-
cessed to insure that they are suitable for use in the
manufacture of recombined evaporated milk. For
tbl0006 Table 6 Typical composition of whey-based powders
Constituent Sweet
whey powder
Acid
whey powder
Dried whey
protein
concentrates
Moisture (%) 3.5–5.0 3.5–5.0 3.0–4.0
Fat (%) 1.0–1.5 0.5–1.5 1–10
Protein (N 6.38: %) 11.0–14.5 11.0–13.5 34–80
Lactose (%) 63.0–75.0 61.0–70.0 10–55
Ash (%) 9.8–12.3 9.8–12.3 4–8
Adapted from Chandan R (1997) Dairy-Based Ingredients. St Paul,
Minnesota: Eagan Press.
POWDERED MILK/Milk Powders in the Marketplace 4699
the manufacture of this product, reconstituted milk
powder is recombined with fat to produce a concen-
trate containing typically 26% total solids (18%
skim-milk solids and 8% fat) and the concentrate is
sterilized. A heat-stable milk powder is required in
these applications, as the milk concentrate that is
prepared from the powder has to withstand in-can
sterilization (120
C for 12 min) without coagulation
or excessive thickening.
Milk Protein Concentrate Powders
0027 In the production of milk concentrate powders, skim-
milk concentrates obtained using a membrane process
that concentrates the casein and whey proteins without
precipitation are spray-dried. A range of milk protein
concentrates with varying protein, lactose, and mineral
contents may be made. The degree of concentration
and process conditions used during membrane process-
ing dictates the composition of the final powder. These
powders are used in various applications where trad-
itional milk powders and milk protein products have
been used previously. As the protein content of these
powders is higher than that of skim-milk powder, they
have better functional properties.
Skim Milk/Whey Powder Blends
0028 Skim milk/whey powder blends are made by re-
placing a portion of the skim-milk solids by whey-
based solids. These replacers can be dry blends of
skim-milk powders and whey-based solids or, alter-
natively, skim milk and whey may be blended prior to
heat treatment, concentration, and drying. There are
currently no specifications for the composition of
these powders which contain a higher ratio of whey
protein to casein than conventional milk powders.
Blends are formulated to obtain the desired compos-
ition and functionality in the target applications, such
as confectionery, bakery, icecream, and yogurts. Skim
milk/whey powder blends are used as economic alter-
natives to skim-milk powder in many recombined
dairy products. (See Whey and Whey Powders:
Production and Uses; Protein Concentrates and
Fractions.)
Lactose-Hydrolyzed Milk Powder
0029 Lactose-hydrolyzed milk powders are niche products
that have been developed for people who are lactose-
intolerant. For the production of lactose-hydrolyzed
milk powders, an enzyme, b-galactosidase (EC
3.2.1.23), that hydrolyzes lactose to glucose and gal-
actose is added to the milk and allowed to act until
the desired degree of hydrolysis is obtained; the
enzyme is then inactivated by heat treatment prior
to further processing. These powders may be used as
alternatives to milk powders.
Yogurt Powder
0030A small amount of yogurt powder is available in the
market. Milk is fermented prior to spraying to yield
powder with a yogurt flavor. The powder has appli-
cations in confectionary as fillings and pastes, bakery
products, and in a range of soups, sauces, and dips.
Milk Protein Hydrolysates
0031A number of milk protein, casein, and whey protein
hydrolysates have been developed. These products
are aimed at the nutritional supplement and sports
nutrition markets. The hydrolyzed products are
soluble and are quickly absorbed by the body.
Milk Powder Production Worldwide
0032Milk powder is the third largest category of dairy
products, after cheese and fresh dairy and liquid milk
products. World production of milk has continued to
grow at the rate of about 1% a year through both
increased cow numbers and better yields from herds.
Stagnant sales of drinking milk in high-milk-produc-
tion countries have meant that there has been a steady
increase in manufacturing milk available for drying
and milk powder production, particularly in Argen-
tina, New Zealand, and Australia (Tables 7 and 8),
with the last two countries exporting the majority of
their production (Tables 9 and 10).
0033China and India have also shown steady increases
in their production of full-cream milk powder, which
has been used mostly for home consumption to
shift production of milk products internally to cover
areas and times of low production (Table 8). The
tbl0007Table 7 Skim-milk powder production (
0
000 tonnes)
Country 1995 1996 1997 1998 1999
Argentina 36.6 36.6 40.0 38.0 81.0
Australia 229.6 237.9 230.8 272.8 275.4
Belarus 31.4 30.7
Brazil 60.0 50.0 55.0 58.0
Canada 71.1 64.6 66.2 69.8 77.4
Czech Republic 65.6 51.6 33.6 31.9 34.6
Estonia 19.2 21.6 16.1 14.1
European Union
(15 countries)
1187.7 1186.0 1130.4 1074.0 1113.9
Japan 189.4 200.3 199.9 201.8 191.1
Lithuania 30.1 26.4 17.4
New Zealand 127.1 172.0 177.0 160.0 227.0
Poland 118.0 120.6 119.9 131.3 110.9
Russia 107.0 79.0 83.0
South Africa 18.7 9.0 10.5 22.1 9.3
Switzerland 28.9 26.9 27.2 29.1 29.6
Ukraine 34.6 28.0 19.8 22.4 19.2
USA 564.0 477.6 548.0 515.0 625.1
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 14.
International Dairy Federation.
4700 POWDERED MILK/Milk Powders in the Marketplace
USA and the European Union continue to be major
producers and exporters of all forms of milk powder
(Tables 7–10).
0034 During the 1990s, skim-milk production increased
an average of only 1.7% compared with the average
annual increase in full-cream milk powder of 7%.
Over this period, conventional skim-milk powder
lost market share as a livestock feed component. It
also faced increased competition in the food ingredi-
ent market from full-cream milk powders and special-
ist dairy powders, such as whey powders and other
milk components, for the production of both dairy
and general food products. The demand for dairy
products made from preserved milks and manufac-
tured food items with dairy ingredients such as
bakery goods, confectionery, processed meats, and
beverages continued to grow in all markets.
0035Factors which have influenced the increased con-
sumption and demand for a greater variety of dairy
products and manufactured foods containing dairy
products throughout the period include:
.
0036an increased middle class with more discretionary
income
.
0037changes in consumption patterns as diet becomes
increasingly international in style
.
0038increased identification of dairy products as a
healthy food
.
0039newly identified applications for dairy ingredients
and components
.
0040growth in food service establishments worldwide
.
0041growth in food-manufacturing capacity in key
markets
.
0042extended availability of dairy technology as an
increasingly concentrated dairy industry moves
into new markets and expands its processing cap-
ability in developing countries
.
0043better distribution systems to support and extend
the availability of dairy products in developing
countries
Whilst milk production has outstripped demand for
dairy products in high-production countries, the
demand for dairy products and components, includ-
ing powders, has continued to grow in developing
areas. Key markets for imported milk powders in the
1990s included South-East Asia, Africa, and Latin
America. Algeria, Japan, the Philippines, and Mexico
were the world’s largest importers of skim-milk
powders throughout the latter parts of the 1990s,
with Algeria, Brazil, Venezuela, and Saudi Arabia
taking large amounts of the world’s production of
full-cream milk powders (Tables 11 and 12).
0044Economic factors, such as the financial crises
suffered by Brazil, some South-East Asian and East-
ern bloc countries and changing agreements on world
trade policies, affected trade in milk powders through
the 1990s, with downturns occurring in affected
economies. Import trends (Tables 10 and 11) show
the influences of these factors on changes in the sales
of milk powders throughout this period. Other factors
which affect the demand for milk powders and prices
obtained on international markets include:
tbl0008 Table 8 Full-cream and semi-skimmed milk powder production
(
0
000 tonnes)
Country 1995 1996 1997 1998 1999
Argentina 146.5 162.3 166.0 207.0 269.0
Australia 113.0 133.7 126.5 144.8 172.0
China 352.0 358.0 391.0 422.0 552.0
Czech Republic 29.6 29.2 22.5 25.9 21.9
European Union
(15 countries)
942.6 877.5 898.8 927.4 896.0
India 82.0 103.8 115.2 120.0 130.0
Japan 30.6 23.7 18.9 18.7 17.8
Lithuania 15.4 13.4 13.2 16.4 16.0
New Zealand 342.0 337.2 396.0 375.0 373.0
Poland 40.0 35.2 39.8 39.3 32.2
Russia 124.0 107.0 89.0 79.0 83.0
South Africa 11.6 9.7 13.0 10.8 11.3
Switzerland 10.3 9.9 9.3 8.0 8.0
Ukraine 11.5 6.3 4.8 3.2 3.1
USA 74.8 58.8 55.4 64.6 53.5
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 13.
International Dairy Federation.
tbl0009 Table 9 World trade in skim-milk powder – exports (
0
000
tonnes)
Country 1995 1996 1997 1998 1999
World 958 1074 975 1130 1200
Argentina 22 17 15 29
Australia 168 205 199 238 240
Canada 45 30 31 41
European Union 227 282 175 272 370
New Zealand 127 183 166 174 157
Poland 77 112 101 83
Other countries 270 152 177 114
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 15.
International Dairy Federation.
tbl0010 Table 10 World trade in full-cream milk powder – exports (
0
000
tonnes)
Country 1995 1996 1997 1998 1999
World 1154 1302 1392 1420 1430
Argentina 55 62 97 149
Australia 93 109 110 139
European Union 540 571 588 571 580
New Zealand 278 341 359 362 370
USA 16 27 20 17 20
Other countries 227 254 315 331
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 15.
International Dairy Federation.
POWDERED MILK/Milk Powders in the Marketplace 4701
.0045 protectionist policies, such as subsidies and market
price supports
.
0046 quotas and stockpiles in storage in producing coun-
tries
.
0047 domestic consumption by producing countries
.
0048 policies on self-sufficiency and import reduction by
importing countries
.
0049 competitiveness of major exporting countries
.
0050 currency fluctuations
Future of Milk Powders in the Marketplace
0051 Consumers and food product manufacturers recog-
nize that milk powders have many desirable attri-
butes. The nutritional, physical, and physiological
functionality of milk powders, coupled with the ease
with which they can be handled and stored, make
them sought-after ingredients in the market place.
This is evidenced by the growing demand for milk
and dairy-based powders. As users of ingredients are
placing more stringent requirements for consistent
performance and enhanced functional performance
in food, the trend towards tailored milk powder
ingredients that are matched to specific food
application sectors is expected to grow.
See also: Agglomeration; Casein and Caseinates: Uses
in the Food Industry; Drying: Spray Drying; Evaporation:
Basic Principles; Fats: Uses in the Food Industry;
Homogenization; Powdered Milk: Characteristics of
Milk Powders; Whey and Whey Powders: Production
and Uses; Protein Concentrates and Fractions
Further Reading
American Dairy Products Institute (1990) Standards for
Grades of Dry Milks Including Methods of Analysis.
Bulletin 916. Chicago: ADPI.
Anonymous (1996) Milk materials multiply. Ingredients
and Analysis International 18: 30–35.
Ashton D, Brittle S and Shaw I (2000) Dairy outlook to
2004–05.Australian Commodities 7: 66–72.
Chandan R (1997) Dairy-Based Ingredients. St Paul: Eagan
Press.
Early R (1998) Milk concentrates and milk powders. In:
Early R (ed.) The Technology of Dairy Products, 2nd
edn, pp. 228–300. London: Blackie Academic and Pro-
fessional.
Hall CW and Hendrick TI (1971) Drying of Milk and Milk
Products, pp. 1–16. Westport: AVI.
Hardcastle S, Gleeson T and Topp V (1999) Dairy outlook
to 2003–04. Australian Commodities 6: 69–78.
Hunziker OT (1935) Condensed Milk and Milk Powder:
Prepared for Factory, School and Laboratory, 5th edn,
pp. 457–527. La Grange, IL: Hunziker.
International Dairy Federation (1990) Recombination of
Milk and Milk Products, special issue no. 9001. Brussels:
International Dairy Federation.
International Dairy Federation (1999) Third International
Symposium on Recombined Milk and Milk Products.
Special issue no. 9902. Brussels: International Dairy
Federation.
International Dairy Federation (2000) The World Dairy
Situation 2000. Bulletin no. 355. Brussels: International
Dairy Federation.
Knipschildt ME and Andersen GG (1994) Drying of milk
and milk products. In: Robinson KR (ed.) Modern Dairy
Technology, vol. 1, 2nd edn, pp. 159–254. London:
Chapman & Hall.
Masters K (1985) Spray Drying Handbook, 4th edn.Lon-
don: Godwin.
Pisecky J (1986) Standards, specifications, and test methods
for dry milk products. In: MacCarthy D (ed.) Concen-
tration and Drying of Foods: Proceedings of the Kellogg
Foundation 2nd International Food Research Sympo-
sium (Cork: 1985), pp. 203–220. London: Elsevier
Applied Science.
Rasmussen KW (2000) World market for milk powder in
for a boom. Scandinavian Dairy Industry 2/00: 46–47.
Singh H and Newstead DF (1992) Aspects of proteins in
milk powder manufacture. In: Fox PF (ed.) Advanced
Dairy Chemistry – 1: Proteins, pp. 735–765. London:
Elsevier Applied Science.
Wong NP, Jenness R, Keeney M and Marth EH (1988)
Fundamentals of Dairy Chemistry, 3rd edn. New York:
Van Nostrand Reinhold.
tbl0011 Table 11 World trade in skim-milk powder – imports (
0
000
tonnes)
Country 1995 1996 1997 1998 1999
World 1190 958 1074 975 1130
Algeria 108 53 40 43
Brazil 54 34 29 24
European Union 43 61 74 65 75
Japan 87 75 73 57 57
Mexico 107 127 130 149
Philippines 104 79 98 90
Russia 31 109
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 16.
International Dairy Federation.
tbl0012 Table 12 World trade in full-cream milk powder – imports (
0
000
tonnes)
Country 1995 1996 1997 1998 1999
World 1165 1154 1300 1390 1420
Algeria 75 78 91 120
Brazil 217 116 100 100
Malaysia 60 62 65 50
Mexico 30 30 30 20
Philippines 36 42 52 47
Russia 35 35
Saudi Arabia 63 69 63 64
Singapore 30 26 26 20
Venezuela 66 66 56 80
Adapted from The World Dairy Situation 2000 (2000) Bulletin 355, Table 16.
International Dairy Federation.
4702 POWDERED MILK/Milk Powders in the Marketplace

Characteristics of Milk
Powders
M A Augustin, P T Clarke and H Craven, Food
Science Australia, Weribee, Victoria, Australia
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Background
0001 Milk powders are used by consumers as a substitute
for fresh milk and as ingredients for the manufacture
of a range of processed food products. In order to be
acceptable to consumers and users of ingredients, it is
essential that milk powders are of a good quality.
Milk powders are manufactured to meet certain spe-
cifications and standards for composition. These have
been developed for milk powders by authorities such
as the American Dairy Products Institute, the Inter-
national Dairy Federation, the Food and Agricultural
Organization of the United Nations and national
food authorities in individual countries. In addition,
a range of other technical specifications have been
developed for the characterization of milk powders
to ensure that they have the required functional
performance in specific target applications. Milk
powders may be similar in composition but have
different functional properties.
0002 There are many types of milk powders in the
market place. This article focuses on the characteris-
tics of skim and full-cream milk powders, which are
the major types of milk powders produced. The
microbiological quality, physical and chemical attri-
butes of these milk powders, and their functional
properties are discussed. Aspects of deteriorative
changes that may occur in milk powders during
transport and distribution that have an impact on
the sensory properties of powders and their perform-
ance as food ingredients are included. The produc-
tion, composition, and applications of various
types of milk powders have been discussed else-
where. (See Powdered Milk: Milk Powders in the
Marketplace.)
Microbiological Aspects
Standards for Quality and Safety
0003Milk powder is a microbiologically stable product.
It has a water activity of 0.3–0.4, which is too low
to support the growth of microorganisms. However,
after milk powder has been reconstituted, it is suscep-
tible to microbial growth and spoilage in a similar
manner to pasteurized milk. Provided milk powder is
protected from moisture contamination before use,
the numbers of microorganisms present generally de-
crease during storage, although the numbers of spores
may remain constant.
0004Although milk powder does not support the growth
of microorganisms, the microbiological content is an
important consideration in the subsequent use of the
powder. For this reason, government bodies and cus-
tomer groups have developed microbiological limits
or specifications that apply to certain groups of
microorganisms that may be present in milk powder.
These specifications may relate to expectations of raw
milk quality, hygiene during manufacture, microbial
safety, or compatibility with the intended use of the
milk powder.
0005Common end-product standards relate to the total
number of bacteria (mesophilic aerobes), coliforms,
Salmonella, and Staphylococcus aureus. Criteria may
also be applied for Bacillus cereus, Listeria, thermo-
philes, Enterobacteriaceae and spore-forming bac-
teria. The standards developed by the International
Dairy Federation, for example, are shown in Table 1.
Many countries have either adopted these standards
or developed their own local specifications based on
the principles of the International Commission on
Microbiological Specifications for Foods (ICMSF).
0006The microbiological count of milk powder is
influenced by both the numbers and types of micro-
organisms in the raw milk and the processing condi-
tions under which the milk powder is produced.
In powders subjected to a high heat treatment,
the microorganisms present will be predominantly
spore-formers, belonging to the genus Bacillus.
When heat treatment is less severe, vegetative cells
tbl0001 Table 1 Microbiological specifications for milk powder, as recommended by the International Dairy Federation
Criteria
a
Total count (per gram) Salmonella (per 25 g) Coliforms (pergram) Staphylococcus aureus (per gram)
m 50 000 0 10 10
M 200 000 na 100 100
n 515 5 5
c 20 1 1
a
For a production batch, n ¼number of samples that must be tested, c ¼number of samples that may exceed the microbiological limit specified as m, and
M is the maximum allowable microbiological limit specified for any of the samples examined.
na ¼not applicable.
POWDERED MILK/Characteristics of Milk Powders 4703

of thermoduric bacteria will be present, with their
proportion to spore-formers decreasing with the in-
tensity of the heat treatment applied. Vegetative cells
of pathogenic bacteria and Gram-negative milk spoil-
age bacteria are destroyed during the heat treatment.
0007 Coliforms, Salmonella, and other Enterobacteria-
ceae are killed when the milk is heated prior to evap-
oration; however, they may contaminate milk powder
if conditions are not sufficiently hygienic during
drying. These bacteria can enter the dryer through
the intake air from the factory environment, or the
equipment used to dry or transport the milk powder.
Cracks in dryers have been shown to be a particularly
significant source of Salmonella. Here, Salmonella are
harbored in the insulation material. Although dryers
operate at a high temperature, the concentrated milk
offers protection to the bacteria, and they will survive
heating at dryer air inlet and outlet temperatures. Sal-
monella spp. are significant pathogens, and several
notable outbreaks of illness have been attributed to
the presence of this organism in milk powder.
0008 Staphylococcus aureus is significant, as certain
strains can produce a heat-stable toxin that is not
destroyed during powder manufacture. Although
Staphylococcus aureus is common in raw milk, it
does not normally grow to produce toxin unless the
milk is stored at a high temperature prior to process-
ing. The risk of toxin production increases with tem-
perature and storage time. Although the bacteria will
be killed during the process, the toxin remains and
can be detected only through specific tests. Large
outbreaks of illness have been attributed to the pres-
ence of Staphylococcus aureus toxin in milk powder.
0009 Another bacterium of potential significance in milk
powder is Bacillus cereus. This is commonly found in
milk, and its spores may survive heat processing.
Specialty powders such as infant formula often have
specifications for this bacterium, owing to the poten-
tial risk of the growth of this organism in warmed
milk and sensitivity of the target group of consumers.
0010 Sometimes, yeasts and molds or their toxins, and
Listeria are included in powder specifications. Yeasts
and molds may be significant spoilage organisms if
powder is contaminated with moisture, and Listeria
may contaminate powder from the factory environ-
ment, especially if the environment is not kept dry.
0011 In the milk powder process, milk is subjected to
heat whilst concentrated under vacuum. Such condi-
tions are conductive to the growth of thermophilic
Bacillus species that may form biofilms in the process
lines. When this occurs, the product may be contam-
inated with thermophiles that can reach more than
10
6
per gram in long production runs. Thermophiles
may sporulate in the process, leading to the presence
of large numbers of thermophilic spores in the
powder. The spores can be extremely heat-resistant
and may not be completely destroyed when the recon-
stituted powder is used in ultrahigh-temperature
(UHT) processes. They are significant because they
may cause sterility failures or spoilage in other heated
products. If not properly cleaned from the plant be-
tween production runs, residues of thermophiles will
seed subsequent batches of milk powder.
0012Although milk powder is a microbiologically stable
product, the microbial quality of the raw milk may
influence the shelf stability of the powder. Some bac-
teria present in raw milk, particularly Pseudomonas
species, produce heat-stable spoilage enzymes, in-
cluding proteases and lipases, that remain active in
milk powder over many months. Experience has
shown that lipase can act in full-cream milk powder
to degrade milk fat to cause rancidity and other ob-
jectionable flavors. Proteases retain activity in milk
powder and degrade milk proteins to cause objection-
able flavors after the milk powder has been reconsti-
tuted. Proteases and lipases may be particularly
detrimental in recombined milk products, or if milk
powder is used to prepare UHT milk. Here, very
low levels of protease and lipase may cause
spoilage during long storage periods. (See Bacillus:
Occurrence; Detection; Food Poisoning; Biofilms;
Listeria: Properties and Occurrence; Pasteurization:
Principles; Salmonella: Properties and Occurrence;
Spoilage: Bacterial Spoilage; Fungi in Food – An
Overview; Molds in Spoilage; Yeasts in Spoilage;
Staphylococcus: Properties and Occurrence.)
Control of Microorganisms
0013The manufacture of microbiologically sound milk
powder is dependent upon processing good-quality
raw milk under hygienic conditions. To ensure the
supply of good-quality milk, farm milk should be
tested regularly for microbial quality. Many countries
now use the total count test to monitor levels of
bacteria in farm supplies. Thermoduric counts are
sometimes used also. Raw milk ideally should be
stored at less than 5
C and used within 72 h of col-
lection to minimize bacterial growth.
0014The pasteurization of milk is important and is
normally identified as a critical control point. An
example of process criteria for pasteurization would
be heating of the milk for at least 15 s at 72
Cor5s
at 80
C.
0015Within the factory, application of good manufac-
turing practice is essential to minimize the risk of milk
powder contamination with undesirable types or
levels of microorganisms. To achieve this, consider-
ation must be given to the design of the premises and
control of staff or vehicular movement to separate
raw materials from drying areas. Manufacturing
4704 POWDERED MILK/Characteristics of Milk Powders