Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.


cost-effective to preheat the liquid in a separate heat
exchanger. This can be either a stand-alone system
or, more likely, one that is integrated into the overall
evaporator plant – for example as a preheating
coil located in the steam jacket around the main tube.
0016 Falling-film evaporators in the food industry
normally operate under vacuum, thus reducing the
product boiling point and minimizing heat damage.
Other Types of Evaporator
0017 The thin-film (or wiped-film) evaporator can be used
for very viscous, scaling, or crystallizing materials.
The tubular body of this evaporator is fitted with a
central rotor, which has blades along its length. These
blades almost touch the tube wall (with a clearance
of typically about 1 mm) so that, when they rotate
during the normal operation of the evaporator, a very
thin and well-agitated film of liquid is formed on the
surface of the tube wall. In some equipment models,
the outer edge of the blade is hinged, so that this edge is
forced by centrifugal action on to the wall, and conse-
quently, the thickness of the film so produced is deter-
mined by the balance between this centrifugal force
and the hydrodynamic forces produced in the liquid
film on which the blade rides. This version of the thin-
film evaporator is usually known as a swept-surface
evaporator. Another configuration of this evaporator
group is the scraped-surface evaporator. Here, as the
name suggests, the blades (made from a synthetic ma-
terial or perhaps rubber) actually scrape against the
wall. Owing to the relatively high capital cost of this
evaporator type, it has relatively limited applications.
0018 Strictly speaking, most driers are forms of evapor-
ators, where the evaporation process is taken to the
extreme where effectively all the solvent is removed,
leaving the dissolved solids in dry form.
0019 As mentioned at the beginning of this article, evap-
orator classification is usually based on the way in
which the liquor circulates. However, it is also pos-
sible to classify evaporation plants according to the
mechanical configuration, the most common types
being tubular or plate. Although tubular systems are
most widespread, plate systems have certain attrac-
tions. As the plant height is relatively low, they can
operate in process areas where there is limited head-
room. Hence, building and installation costs can be
modest. It is also often possible to increase their heat-
transfer surface at relatively little additional expense.
(See Drying: Theory of Air-drying.)
Evaporator Selection
0020 Once the need for an evaporator for a particular
product application has been established, it is neces-
sary for a specification to be prepared, which will be
obviously helpful to both purchaser and supplier to
identify plant configuration and component selec-
tion. In carrying out this exercise, the following
points should be borne in mind:
1.
0021Throughput:
.
0022hourly rate and/or daily rate;
.
0023length of production run (hours/days).
2.
0024Feed specification:
.
0025total solids (or equivalent, e.g., degrees Brix);
.
0026other relevant parameters (e.g., suspended
solids, pH, volatile components).
3.
0027Product specification:
.
0028temperature;
.
0029total solids;
.
0030other requirements or characteristics (e.g., vis
cosity).
4.
0031Utility requirements:
.
0032steam, electricity, air, cooling/chilled water (in
cluding temperature);
.
0033existing on-site availability, and proximity to
proposed evaporator location.
5.
0034Plant dimensions, building requirements (or out-
door location), foundation loadings, installation
aspects (e.g., access for cranage, etc.).
6.
0035Plant access for operation and cleaning (e.g.,
ladders, platforms, inspection ports) and main-
tenance (e.g., extra headroom and/or additional
space for unhindered removal of individual plant
components). Manways should be easy to use
(power operated, if necessary).
7.
0036All cleaning requirements (‘cleaning in place’
(CIP) and also manual cleaning operations –
both routine and emergency) must be specified.
Additional site facilities identified and procured
as necessary.
8.
0037Effluent loadings and associated treatment facil-
ities quantified.
9.
0038Specify individual components (e.g., choice of
pumps, electronic controls, etc.). Materials of
construction and surface finishes confirmed.
10.
0039Manufacturing and equipment standards to be
laid down. Plant testing (e.g., pressure and
vacuum). The need for acoustic and thermal
insulation should be examined.
11.
0040Control and automation to be specified, including
links to adjacent plant, e.g., drying equipment.
12.
0041Obtain recommended spares list, and order as
required.
13.
0042Determine pretreatment process which might
affect evaporation process. Identify storage/
buffer tanks needed, for both feedstock and end
product.
14.
0043Identify training requirements, including oper-
ator manuals, maintenance schedules, plant
EVAPORATION/Uses in the Food Industry 2207

drawings, etc. Plant inspection, delivery, instal-
lation and commissioning activities, and arrange-
ments for plant handover.
Applications
0044 A list of established evaporation duties in the food
and related biological industries would include the
materials listed in Table 1. A few of the applications
in Table 1 are considered in more detail in the remain-
der of this article.
Dairy Products
0045 -Milk From the first recorded use of evaporation, as
a means of enhancing the shelf-life of milk, batch
vacuum pans were almost universally employed up
until the 1920s. However, after stainless steel came to
replace copper and aluminum as the material of con-
struction, more sophisticated evaporator configur-
ations (requiring CIP techniques, in turn employing
stronger chemicals – now feasible with the new ma-
terial of construction) became possible. The natural
circulation (i.e., rising film) evaporators that replaced
the earlier pans were mainly tubular systems and
were used up until the early 1950s, when falling film
evaporators became more common, and eventually
ousted the older styles of evaporator. All three types
of plant employed a vacuum, so as to lower the
boiling point of the milk, and hence minimize thermal
damage (and burn on). Single-stage plants had given
way to multieffect units before 1940. All modern-day
milk evaporators are multieffect plants, and they
almost always employ either thermal (TVR) or mech-
anical (MVR) vapor recompression. (See below for
further details of vapor recompression systems.)
0046For an example of a typical installation, consider a
multiple-effect TVR unit. Prior to the milk entering
the first effect, it is usual practice for the milk to be
pasteurized. This is generally effected by ensuring
that the milk-feed line, which passes through each of
the jackets so as to preheat the milk (final effect jacket
first, first effect last), goes through a special section in
the first effect jacket. Here, the temperature is
boosted by extra steam. After regenerative cooling,
the milk then enters the first effect or is diverted for
additional heat treatment (for example, holding at
elevated temperatures, as required for milk to be
used for high-heat powder production). The milk
then passes through each of the calandria in turn, its
concentration obviously increasing (and boiling
tbl0001 Table 1 Materials in the food and related biological industries that require evaporation in their manufacture
Dairy products Food products Other biological liquids
Baby foods Agar Amino acids
Buttermilk Beef stock Calcium formate
Fat-enriched milk Beer Corn steep liquor
Icecream mix Brewers’ yeast Distillery pot ale
Reconstituted milk Chestnut extract Distillery spent wash
Skim milk Chicken stock Fish stick liquor
Sweetened condensed milk Clam broth Formic acid
Whey Coffee extract Gelatine
Whole milk Dextrose Gluconic acid
Yogurt milk Glucose Glycerine
Golden syrup Hydrolyzed protein
Fruit juices Hopped wort Itaconic acid
Apple Invert sugar Lactone solution
Apricot Jam Lignin
Blackcurrant Jelly Liquorice water
Cherry Lactic acid Methanol extracts
Grape Malt extract Molasses effluent
Grapefruit Meat broth Monosodium glutamate
Lemon Meat extract Pentaerythritol
Lime Soy sauce Phenol formaldehyde resin
Mandarin Sucrose Tannin extract
Orange Tea extract Wheat starch effluent
Passion fruit Turkey stock
Pear Vegetable extract
Pineapple Whole egg
Plum Yeast cream
Raspberry Yeast extract
Strawberry
Tangerine
Tomato
2208 EVAPORATION/Uses in the Food Industry

temperature decreasing) in each subsequent effect.
The last effect is often termed the ‘finisher’ and oper-
ates at a higher temperature (and temperature differ-
ence) than the penultimate effect, due to an additional
steam supply. One or two thermal vapor recompres-
sion units are used. The internal design of the finisher
is usually configured to handle the higher viscosity
associated with the end product.
0047 Alternatively, an MVR system could be employed.
Depending on the overall plant capacity, and final
product solids, the system would typically comprise
a main calandria, where most of the water would be
removed, followed by a finisher (possibly TVR), to
remove the remainder of the water. (See Milk:Pro-
cessing of Liquid Milk.)
0048 -Whey Whey is often characterized by its level of
acidity, and hence can be either low-acid ‘sweet’ whey
(from hard or semihard cheese) or high-acid ‘acid’
whey (from soft cheese, e.g., cottage cheese).
0049 The whey (typical 6% total solids) is normally
evaporated after pretreatment to remove fat (and/or
cheese fines) up to between 40 and 60% total solids,
the choice of the final product solids depending on
subsequent processing needs. If the whey concentrate
has to be transported, 40% is preferred, to avoid
crystallization taking place en route and causing
unloading difficulties. Alternatively, when the whey
is to be spray-dried (on-site), 60% is better. Both TVR
and MVR falling-film equipment can be used, the
latter configuration usually giving – in this applica-
tion as well as others – better energy economy. (See
Whey and Whey Powders: Production and Uses.)
Fruit Juices
0050 -Citrus juices High-quality orange juice has been
concentrated to between 65 and 75% total solids.
Some types of comminuted orange can only be
evaporated to about 45%.
0051 Grapefruit juice is typically concentrated to 65%
total solids, whilst lemon and lime juices are pro-
cessed to 45 and 40% total solids, respectively. At
these final evaporator concentrations, color quality is
maintained intact.
0052 In order to maximize flavor retention, an aroma
recovery system should be incorporated into the plant
design.
0053 -Apple juice Most apple juice plants concentrate to
72–75% total solids. Aroma recovery should be used
to ensure maximum retention of the original fruit
flavor characteristics.
0054 -Tomato juice It is possible to use film-type eva-
porators to preconcentrate tomato juice up to
approximately 20% total solids. To obtain higher
solids, a swept-surface unit can be considered.
0055-Other juices Typical concentrations that are pos-
sible from commercial evaporation systems are black-
currant 65–70%, grape 70–75%, pineapple 65%,
raspberry and strawberry 70–75%.
Food and Related Products
0056-Starch industry The main evaporator duties in the
corn starch industry are associated with the concen-
tration of corn steep liquor (e.g., for animal feed and
antibiotic production medium purposes). Because
corn steep liquor is primarily a byproduct, it contains
many ingredients, including mainly sugars and
proteins, and their derivatives. It shows, therefore,
relatively high fouling characteristics, particularly
at higher concentrations. Its evaporation requires
the use of a plate or tubular falling-film evaporator
for the lower concentration stages, and a forced-
circulation arrangement for the final effect. Similar
byproduct recovery systems, using evaporation tech-
nology, are employed in the wheat starch industry.
(See Starch: Sources and Processing.)
0057-Sugar industry The beet and cane sugar industries
use evaporation to concentrate the dilute sugar steam,
as extracted from the beet or cane, up to the final
concentration prior to crystallization, itself a form of
evaporation. Such systems are typically multieffect
tubular systems, incorporating vapor recompression.
(See Sugar: Refining of Sugarbeet and Sugarcane.)
0058The production of sugar syrups (glucose, maltose,
fructose) also requires evaporation: the raw syrup
(often a product of the acid, alkali, or enzymatic
hydrolysis of starch) is typically generated at
20–30% total solids and will need concentration up
to 70–80% final solids. The evaporator is almost
always a falling-film unit, incorporating either ther-
mal or mechanical vapor recompression. Unlike the
byproducts of starch processing (see above), sugar
syrups show very low fouling factors on evaporation.
0059-Gelatin industry The current method is to employ a
multiple-effect TVR or single-stage MVR (with or
without finisher). The feed material will usually be a
dilute gelatin material at around 5% total solids. It
will be concentrated to typically 20% total solids,
at which point, there is an option of sterilizing the
product by live steam injection (at 135–145
C) and
holding the product for up to 8 s. Flashing into
a vacuum chamber cools the product down to
100–105
C, and then the gelatin is further concen-
trated to a final level of 30% total solids or there-
abouts, usually by flash evaporation.
EVAPORATION/Uses in the Food Industry 2209

0060 -Lactic acid Food-grade material is usually gener-
ated by fermentation, and the resultant acid – after
primary removal of impurities – will be at around
10% total solids. This can be concentrated by evap-
oration to 80–82% total solids. A typical installation,
operating at a feed rate of 5 tonnes per hour, consists
of three effects (including thermal vapor recompres-
sion) and a finisher unit. The boiling temperatures in
these three effects are, respectively, 87, 75, and 50
C,
and 50
C in the finisher. Grade 316 stainless steel is
required due to the acidity of the product.
0061 -Beverage industry Most fermented beverage indus-
tries that employ distillation to produce a concen-
trated alcoholic product (e.g., whisky, gin, cognac)
generate large volumes of low-alcohol ‘waste’
streams, i.e., the remaining fraction after the alcohol
has been removed by distillation.
0062 The Scotch whisky industry produces two effluent
streams: ‘pot ale’ from malt distilleries and ‘spent
wash’ from grain distilleries. Although these mater-
ials closely resemble each other, spent wash is nor-
mally more difficult to evaporate to high solids due to
a higher level of suspended solids and a greater degree
of fouling.
0063 An example of an evaporator to handle, say, 60
tonnes of feed stock (pot ale) per hour at 4% total
solids, and concentrate to a final value of 50%
total solids, would be configured as follows: a
double-effect falling-film MVR system (with turbine
fans to recompress the vapor, and optionally a double
calandria for the first effect to handle the volume of
feed material), supplemented by a forced-circulation
finisher. The feed temperature depends on prior hand-
ling and storage. The boiling temperature in the two
MVR effects would be, respectively, 96 and 91
C.
The finisher would operate at 91
C also. The main
fans would draw around 500–550 k Wh, which, to-
gether with other motors on the evaporator, would
give an overall power consumption of some 12 kWh
per tonne of feed stock. TVR systems are still used;
however, most new installations incorporate MVR.
0064 Other whisky distilleries (in Ireland and the USA)
yield similar byproducts, which can be evaporated in
a similar manner.
0065 The neutral spirits industry (gin, vodka, etc.) gen-
erates byproducts of a related composition, albeit
higher in inorganic salts (e.g., calcium sulfate), which
have inverse solubility curves, leading to increased
levels of fouling at higher concentrations. Again a
forced-circulation layout will be the preferred design
for the finisher.
0066 Effluent from the production of cognac requires
pretreatment to remove tartaric acid and tartrates
before evaporation can be carried out.
Energy Economy
0067The vapor removed in a single evaporator stage
(effect) basically equals the amount of steam fed to
that effect. The temperature of the evaporated vapor
is, however, lower than the temperature of the heating
steam and cannot therefore be used as such to reheat
the same stage; instead, the vapor in such a system is
led to the condenser, where the remaining heat con-
tent is lost. The specific steam consumption (i.e.,
steam used/vapor removed) of a single-effect evapor-
ator is thus unity.
0068The specific steam consumption can be halved by
the addition of a second effect, which is heated
by the vapor from the first effect but is operated at a
lower temperature because the heating medium is at
a lower temperature.
0069Addition of further effects thereby reduces (i.e.,
improves) pro rata the specific steam consumption.
Although it would be possible in theory to keep
adding effects ad infinitum so as to reduce the specific
consumption to an almost negligible level, in practice,
this possibility is limited for two reasons. First, the
increase in capital cost associated with adding extra
effects has to be balanced against the reduction in
operating cost (i.e., steam); for example, in the dairy
industry, it was found that additional effects over and
above seven did not pay for themselves in terms of
savings in operating costs. Second, between each
effect, there is a drop in temperature of perhaps 5
C
(because of the above-mentioned difference in tem-
perature between heating medium and vapor driven
off), and coupling this with the fact that, for most
food and related products, there is a maximum and
minimum evaporation temperature (for reasons of
thermal and bacteriological stability, respectively),
there is thus another limit to the maximum number
of effects permissible in industrial practice.
0070An alternative method of improving the energy
consumption is by the use of vapor recompression.
This technique involves taking the product vapor
from the effect, compressing it to increase its tem-
perature, and then returning it for reuse in that same
effect as the heating medium; the vapor condenses as
a result and is subsequently led away for disposal.
However, in the process, the specific steam consump-
tion for that effect has been nominally halved. It must
be remembered, of course, that additional energy is
required to recompress the vapor, but this is small
when compared to the energy content of the com-
pressed vapor generated.
0071The vapor can be compressed either thermally or
mechanically: in practice, this means, respectively,
either by fresh, high-pressure steam or by a form of
mechanical compressor. Where steam is employed, the
2210 EVAPORATION/Uses in the Food Industry
system is known as TVR, whilst mechanical systems
are known as MVR. This latter system will usually
involve a fan-based compressor rather than a conven-
tional centrifugal-type unit, but individual applica-
tions and circumstances will dictate the final choice.
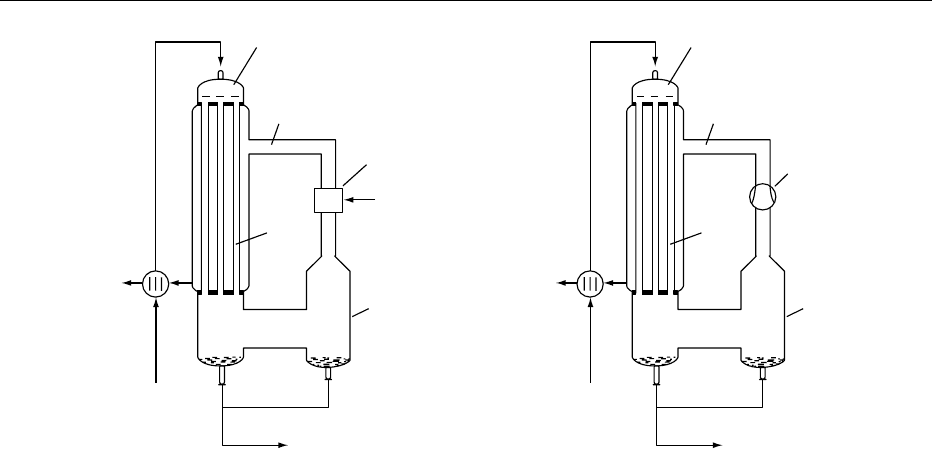
0072 The relatively small additional energy costs re-
quired for this vapor recompression are hence in the
form of either extra steam or extra electricity costs.
The main components of a vapor-recompression
evaporator are shown in Figure 4.
0073 As can be seen, once the evaporation process has
been brought up to a steady-state operating condition
(that is, from start-up), no further addition of primary
heating steam is needed (i.e., excluding steam to the
steam ejector, for thermal vapor compression). Evap-
oration is brought about solely by recompressing and
‘recycling’ vapor separated from the product. In prac-
tice, however, heat losses – and often the requirements
of (steady-state) control systems – mean that a small
but finite quantity of additional steam is required.
Energy Consumption
0074 The power demand of the compressor depends on
the vapor quantity and the pressure difference
(equating to the temperature difference, T). This
means that the power demand is inversely propor-
tional to the heat-transfer surface of the evaporator.
When the heat-transfer surface of the evaporator
is increased, the T required and the power demand
decrease.
0075With evaporating temperatures between 50 and
70
C, the power demand of the compressor can be
generally calculated using the following equation:
P ¼ CMT, ð1Þ
where P is the power demand (kWh
1
), M is the
vapor mass flow (tonne h
1
), C is a constant, which
depends mainly on the size of the compressor and
is usually between 2.5 and 3.0 (kW tonne
1
C
1
),
and T is the temperature difference across the com-
pressor.
0076Usually, the T is between 3 and 8
C, which corres-
ponds to a specific power consumption of between
8 and 20 kW per 1000 kg of water evaporated.
See also: Drying: Theory of Air-drying; Milk: Processing of
Liquid Milk; Starch: Sources and Processing; Sugar:
Refining of Sugarbeet and Sugarcane; Whey and Whey
Powders: Production and Uses
Further Reading
Coulson JM and Richardson JF (1976) Chemical Engineer-
ing, vol. 2, 2nd edn. Oxford: Pergamon Press.
Kay JM (1968) An Introduction to Fluid Mechanics and
Heat Transfer, 2nd edn. Cambridge: Cambridge Univer-
sity Press.
To LC, Tade MD and Kraetzl M (1999) Robust Nonlinear
Control of Industrial Evaporation Systems, 340 pp.
London, UK: World Scientific.
Concentrate
Separator
Vapor recirculation
Distributor
Calandria
Condensate
Feed
Compressor
or fan
Concentrate
(a) (b)
Separator
Steam
Steam
ejector
Vapor recirculation
Distributor
Calandria
Condensate
Feed
fig0004 Figure 4 Main components of vapor recompression evaporators: (a) TVR and (b) MVR. Reproduced from Evaporation: Uses in the
Food Industry, Encyclopaedia of Food Science, Food Technology and Nutrition, Macrae R, Robinson RK and Sadler MJ (eds), 1993,
Academic Press.
EVAPORATION/Uses in the Food Industry 2211
EXERCISE
Contents
Muscle
Metabolic Requirements
Muscle
S C Dennis and T D Noakes, University of Cape Town
Medical School, Observatory, South Africa
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001 Muscles in the human body can be broadly classified
into three main types: smooth, cardiac, and skeletal.
Smooth muscles surround many of the body’s internal
organs and control such functions as the motility of
the gastrointestinal tract and the flow of blood
through a vascular bed. Cardiac (heart) muscle regu-
lates the rate at which blood is pumped around the
body. Skeletal muscles account for around 40% of
body weight and are responsible for posture and
movement. In this article, attention is focused on the
physiology of skeletal muscle.
Skeletal Muscle Organization
0002 Unlike smooth and cardiac muscles, which contract
spontaneously and are regulated by hormones and
electrical messages from the subconscious regions of
the brain, skeletal muscle fiber cells are under volun-
tary control. With the exception of certain reflexes,
skeletal muscle fibers contract only when an electrical
signal is sent from the motor cortex of the brain to the
muscle via the spinal and motor nerves.
Motor Units
0003 The response of a skeletal muscle to electrical im-
pulses from the brain depends on the motor nerves
used to send the signal to contract. When signals to
contract are sent via motor nerves that supply as few
as 5–15 muscle fibers, tension is adjusted in small
increments, and movements are precise. However,
when signals to contract are delivered to the muscle
by motor nerves that supply several hundred muscle
fibers, large increases in tension lead to strong, but
less precise, contractions.
0004 Information on the contraction of the skeletal
muscle motor units is relayed back to the central
nervous system from stretch receptors in the muscle
spindles and tension receptors in the Golgi tendon
organs. This feedback allows the initial movement
to be refined by either reducing motor unit activation
or recruiting additional motor units.
Muscle Fiber Types
0005The small to intermediate motor units in skeletal
muscle are generally recruited first during exercise.
They are comprised of either red slow-twitch (type I)
or red fast-twitch (type IIa) muscle fibers, which are
relatively resistant to fatigue. Type I and IIa muscle
fibers contain high concentrations of a red oxygen
transport protein called myoglobin and obtain most
of their energy for contraction from oxidative pro-
cesses in structures called mitochondria.
0006In contrast, large motor units are used only when
either a very heavy weight has to be lifted or an
explosive movement is required. These units are com-
prised of white fast-twitch (type IIb) muscle fibers,
which contain few mitochondria and little myoglo-
bin, and fatigue rapidly. White muscle fibers are
designed to power escape reactions and, as will be
described later, they generate energy for contraction
via an oxygen-independent pathway which maintains
maximum force development for around 20 s.
Skeletal Muscle Ultrastructure
0007When cross-sections of skeletal muscle are viewed
under a microscope, type I, IIa, and IIb fibers are
found to be arranged in parallel and to be mixed
randomly. Ratios of types I:IIa:IIb range from
51:41:8% in untrained persons, to 78:19:3% in elite
endurance athletes. (See Cells.)
Myofibril Arrangement
0008Within the different muscle fibers, there are several
hundred to several thousand smaller parallel fibers
known as myofibrils. Surrounding each myofibril is
a lattice-like network of tubules, which is part of the
sarcoplasmic reticulum. As will be described, the sar-
coplasmic reticulum is involved in the initiation and
termination of contraction.
0009Interspersed amongst the myofibrils are columns of
small semicircular mitochondria which provide
2212 EXERCISE/Muscle

energy in the form of adenosine triphosphate (ATP).
Between the mitochondria are scattered glycogen
granules and triglyceride droplets. The muscle trigly-
ceride and glycogen stores are important intracellular
sources of fuel during prolonged, low-intensity exer-
cise. (See Glycogen.)
0010 When viewed laterally at high magnifications,
myofibrils are seen to be comprised of a series of
units known as sarcomeres. Sarcomeres are separated
by structures called Z disks, which pass from myofib-
ril to myofibril. Adjacent to the Z disks are light I
bands and in the center of each sarcomere is a dark A
band.
Myofilament Arrangement
0011 The I and A bands of the sarcomere are caused by a
partial interdigitation of yet smaller parallel fibers,
called thin and thick myofilaments. Thin myofila-
ments emerge from the Z disks to form the I bands,
and centrally positioned thick myofilaments create
the A band.
0012 Within the A band, around 1500 thick myofila-
ments are surrounded by hexagonal arrays of twice
that number of thin myofilaments. Thick myofila-
ments are anchored by a lattice network of proteins
at the center of the sarcomere. Thin myofilaments are
kept in register by their interdigitation with the thick
myofilaments and their attachment to the Z disks.
Skeletal Muscle Contractile Proteins
0013 When sarcomeres contract, the thin myofilaments
slide between the stationary thick myofilaments and
pull the Z disks closer together. Sarcomeres shorten
whenever the proteins of the thick and thin myofila-
ments are allowed to interact.
Myosin
0014 Thick myofilaments are comprised of around 300
spirally arranged protein molecules called myosin.
Each myosin molecule is composed of two heavy
chains and four light chains. The heavy chains form
fibrous, rigid ‘coiled coils’ in what are known as the
tail and neck regions and then split into globular
heads, on to which the light chains are attached.
Hinges at either end of the neck allow the myosin
heads to protrude from the thick myofilaments and
rotate freely during the cross-bridge cycling (de-
scribed later) with the thin myofilaments.
Actin
0015 In thin myofilaments, chains of globular G actin pro-
tein molecules are assembled into double helical fila-
ments. On each G actin molecule are sites to which
myosin heads will bind and, in resting muscle, these
myosin binding sites are blocked by tropomyosin
protein molecules, which are similar in structure to
the myosin tail.
Tropomyosin–Troponin Complex
0016At 40-nm intervals along the thin myofilaments, tro-
pomyosin molecules are attached to troponin com-
plexes. In the troponin complexes, there are three
proteins: troponin I, troponin T, and troponin C.
Troponin I anchors the complex to the thin myofila-
ment; troponin T attaches to the tropomyosin mol-
ecules, and troponin C binds calcium. As will be
described, an elevated intracellular calcium ion
(Ca
2þ
) concentration is the mechanism by which elec-
trical signals lead to muscle contraction.
Skeletal Muscle Electromechanical
Coupling
0017Electrical signals to contract are delivered to the mid-
points of muscle cells by branches of the motor nerve.
As the motor nerve enters the muscle, it divides into a
number of nerve endings that come to lie in troughs in
the outer membranes of each of the muscle cells of the
motor unit.
Neuromuscular Transmission
0018Within the nerve endings are about 300 000 small
vesicles, which contain the chemical neurotransmit-
ter, acetylcholine. When a wave of electrical excita-
tion arrives at the nerve ending, some Ca
2þ
ions flow
into the nerve and cause around 300 vesicles to fuse
with the nerve cell membrane. Acetylcholine mol-
ecules released from the vesicles then diffuse across
a20–30-nm cleft and bind to receptors on the under-
lying muscle cell membrane. At the membrane, the
binding of acetylcholine opens receptor-operated
channels which allow positively charged sodium
ions (Na
þ
) to flow into the electronegative interior
of the muscle cell. In the millisecond or so before the
acetylcholine is broken down, the entry of Na
þ
ions
decreases the electrical potential across the muscle
cell membrane and triggers a subsequent wave of
electrical excitation along the muscle cell.
Electrical Conduction Along Muscle Cells
0019Electrical excitation arises when the electrical poten-
tial across the muscle cell membrane decreases to a
threshold at which voltage-gated Na
þ
and potassium
(K
þ
) channels open. First, Na
þ
channels open and a
rapid influx of Na
þ
ions causes the inside of the cell to
become positive for 1–2 ms. Then, as Na
þ
channels
close, K
þ
channels open and a rapid efflux of K
þ
ions
EXERCISE/Muscle 2213

returns the interior of the muscle cell to its resting
electronegative state.
0020 With the transient depolarization of the muscle cell
membrane at the neuromuscular junction, ions are
pulled away from adjacent muscle regions which de-
creases their membrane electrical potential. This sets
off further voltage-activated Na
þ
influx. In this
manner, waves of depolarization propagate outwards
from the center of the motor unit towards the ends of
the muscle fibers.
Voltage-dependent Sarcoplasmic Reticulum Ca
2þ
Release
0021 Waves of depolarization on the muscle cell surface
descend to the myobrils via transverse T tubules,
which are continuous with the surface cell membrane
and pass into the muscle cell at the junctions between
the thick and thin myofilaments. On either side of the
T tubules, the cisternae or ‘chests’ of the sarcoplasmic
reticulum are attached to the T tubules by structures
known as foot processes.
0022 These foot processes are comprised of four proteins
which open Ca
2þ
channels in sarcoplasmic reticulum
cisternae by altering their shape during waves of T
tubule membrane depolarization. Under these cir-
cumstances, the rapid release of Ca
2þ
from the cister-
nae of the sarcoplasmic reticulum exceeds the rate at
which Ca
2þ
is pumped back into the sarcoplasmic
reticulum via the previously described network of
longitudinal tubules. As a result, the concentration
of Ca
2þ
ions around the myofilaments rises. (See
Calcium: Physiology.)
Ca
2þ
Activation of Thin Myofilaments
0023 As the free Ca
2þ
concentration inside the muscle cell
increases from its resting value of around 4 mgl
1
to
40–400 mgl
1
, the troponin–tropomyosin protein
complexes on the thin actin myofilaments rotate to
expose the binding sites for the myosin heads. The
mechanism by which this occurs is not precisely
known, but one possibility is that the binding of Ca
2þ
to troponin C tugs the tropomyosin into the grooves
between the double helical actin myofilaments.
Cross-bridge Cycling
0024 Once thin actin myofilaments are ‘activated’ by Ca
2þ
ions, they are pulled towards the center of each sar-
comere by a process known as cross-bridge cycling.
Cross-bridge cycles are formed by repeated attach-
ments and detachments of the myosin heads of the
thick myofilaments to the actin of the thin myofila-
ments.
0025 Energy for cross-bridge cycling comes from the
binding of ATP to the myosin head, which causes
the myosin head to be cocked like the trigger of a
gun at a ‘strained’ 90
angle to the thick myofilament.
At this angle, the bound ATP is cleaved to adenosine
diphosphate (ADP) and inorganic phosphate (P
i
) and
that cleavage creates an actin-binding site on the
myosin head. Attachment of the myosin head to
actin then leads to a release of P
i
which causes the
‘strained’ 90
myosin head to move to an ‘unstrained’
45
angle to the thick myofilament. This movement
pulls the actin thin myofilament and the attached Z
disk some 12 nm towards the center of the sarcomere.
At full excursion, the ADP is then replaced by ATP
which causes a rapid detachment from the actin and a
return of the myosin head to the ‘strained’ 90
angle.
0026Myosin head detachments do not occur in unison.
While some myosin heads are hydrolyzing ATP to
reestablish actin-binding sites for further cross-bridge
cycling, other myosin heads are attached. Thus, while
free intracellular Ca
2þ
concentrations remain high, a
sarcomere shortens continuously and that continuous
shortening, repeated in millions of sarcomeres in
series, is what we see as muscle contraction.
Muscle Movement
0027The slowest step in a muscle contraction depends on
the load opposing the movement of the myosin heads
to their 45
state. When a muscle shortens against a
near-zero load, contraction velocity is limited by the
rate at which the myosin heads can hydrolyze ATP to
recreate an actin-binding site. However, as the load
opposing shortening is increased, control of contrac-
tion velocity shifts away from the rate of ATP hy-
drolysis towards the speed at which the myosin
heads can detach from the actin filament.
0028A useful analogy is a man pulling on a rope tied to
an increasingly heavy weight. As the weight becomes
heavier, less of his time is spent in changing hands and
more is spent in hauling on the rope.
Maximum Shortening Velocity
0029In unloaded contractions at high velocity, where less
than 5% of the myosin heads are attached at any one
time, maximum rates of shortening depend almost
exclusively on the speed at which the myosin heads
can hydrolyze ATP to form actin-binding sites. Since
fast-twitch muscle fibers hydrolyze ATP at more than
twice the rate of slow-twitch muscle fibers, muscles
with a high proportion of fast-twitch motor units are
able to contract more rapidly against a minimal load
than are muscles with mainly slow-twitch motor units.
Maximum Power Output
0030A high proportion of fast-twitch muscle fibers is also
of advantage for maximum power output. Optimum
2214 EXERCISE/Muscle

power output is achieved by adjusting the number of
motor units recruited so that each shortens against
one-third of its maximum load. Against such loads,
muscles contract at around one-third of their max-
imum velocity, and about 20% of the myosin heads
are attached. Maximum power output is therefore
also largely determined by the rate at which myosin
heads can hydrolyze ATP to recreate binding sites
for actin.
Maximum Load
0031 As the load opposing shortening is further increased,
however, rates of ATP hydrolysis become less import-
ant. Once a muscle can only restrain a load, all of the
myosin heads are attached and the maximum load is
more a function of the size of the muscle than of its
fiber-type composition.
Energy Supply for Muscle Movement
0032 Irrespective of the mode of muscle contraction, the
ATP hydrolyzed by the myosin heads has to be imme-
diately resynthesized to allow the cross-bridges to
detach. In working muscles, the half-life of an ATP
molecule can decrease to a few seconds.
Phosphocreatine Hydrolysis
0033 With a sudden increase in muscle work, ATP for
relaxation and contraction is regenerated from ADP
and P
i
via a number of mechanisms. The most imme-
diate source of ATP is from a reservoir of chemical
energy stored in the form of creatine phosphate. From
measurements of muscle creatinine phosphate break-
down to creatine and P
i
during severe exercise, it
has been calculated that net creatine phosphate hy-
drolysis can sustain maximal contractile activity for
about 4 s.
Oxygen-independent Glycogen Utilization
0034 Following the initial hydrolysis of creatine phos-
phate, the next major source of energy for ATP
resynthesis is from the breakdown of the glucose
molecules in muscle glycogen to lactate ions via a
metabolic pathway known as oxygen-independent
glycolysis. Because it takes time for muscle blood
flow to increase at the start of exercise, the oxygen-
independent glycolytic pathway is particularly im-
portant in the white fast-twitch (type IIb) muscle
fibers that power escape reactions. Type IIb muscle
fibers generate almost all of their ATP for contraction
by an acceleration of glycogen to lactate conversion.
0035 During sprinting, glycogen breakdown is increased
by activation of an enzyme called glycogen phosphor-
ylase. Glycogen phosphorylase activity is increased by
two rather complex mechanisms. Both occur simul-
taneously but, for the sake of simplicity, they are
described separately.
0036One mechanism of glycogen phosphorylase acti-
vation is via a hormonally controlled conversion of
the enzyme from a ‘b’ form to a more active ‘a’ form.
If a need to escape is anticipated, circulating epineph-
rine (adrenaline) concentrations rise and stimulate the
intramuscular production of cyclic adenosine mono-
phosphate (cAMP). Increases in cAMP concentration
cause a rapid conversion of glycogen phosphorylase b
to a when free Ca
2þ
concentrations increase for con-
traction. (See Hormones: Adrenal Hormones.)
0037Another mechanism of glycogen phosphorylase ac-
tivation arises from the sudden increase in ATP hy-
drolysis at the myosin heads. This ATP is initially
resynthesized by a breakdown of creatine phosphate
to creatine and P
i
and by a condensation of two ADP
molecules to form one of ATP and one of adenosine
monophosphate (AMP). A reduction in creatine
phosphate concentration and a rise in P
i
, and AMP
concentrations act in concert to stimulate glycogen
phosphorylase activity.
0038At the same time, changes in creatine phosphate, P
i
,
and AMP concentrations also accelerate the rate of
glycolysis by increasing the forward reaction and de-
creasing the backward reaction of a substrate cycle
involving two enzymes known as phosphofructo-
kinase and fructose diphosphatase. Fructose dipho-
sphatase is unique to type IIb fibers and inhibition of
its backward reaction allows the forward rate of gly-
colysis in these fibers to be increased more than 1000-
fold.
0039In response to intense muscle activity, glycogen
utilization in type IIb fibers rises from around 0.01
to 11 g min
1
kg
1
fresh weight. Since the glycogen
content of human muscle is roughly 15 g kg
1
fresh
weight, oxygen-independent glycolysis could in theory
provide enough energy for 80 s of maximum activity.
In practice, however, the mobilization of glycogen is
limited to around 5 g kg
1
fresh weight and max-
imum power output cannot be maintained for much
longer than 20 s.
0040When ATP is resynthesized by glycolysis, rather
than by mitochondrial oxidative phosphorylation or
creatine phosphate breakdown, the hydrogen ions
(H
þ
) produced by its hydrolysis are not reconsumed
and H
þ
accumulation may be an important factor in
the rapid development of fatigue under these circum-
stances (Figure 1). When carbohydrates are metabol-
ized at high rates to fuel intense muscle activity,
hydrogen ions accumulate from the turnover of
glycolytic ATP. Hydrogen ions buffered by P
i
2
ions form P
i
ions, which inhibit P
i
release from
the myosin heads and slow cross-bridge cycling.
EXERCISE/Muscle 2215

This feedback inhibition of cross-bridge cycling by
P
i
accumulation insures that the muscles’ demand
for energy cannot exceed the energy supply. If that
were to occur, falling ATP concentrations would lead
to an irreversible muscle rigor and cell death.
Oxygen-dependent Metabolism
0041 Oxygen-independent metabolism is therefore of little
use to the endurance runner. For sustained exercise,
the H
þ
ions arising from ATP hydrolysis have to be
used in its resynthesis and this means that most of the
ATP must be derived from mitochondrial oxidative
phosphorylation.
0042 The major fuels for mitochondrial oxidative phos-
phorylation are muscle glycogen, blood glucose,
and circulating fatty acids. Muscle glycogen and
blood glucose are particularly important fuels during
high-intensity exercise. As work rate is increased
beyond 70% of an individual’s maximum oxygen
(O
2
) uptake (Vo
2max
) to 95% of Vo
2max
, the contri-
bution to energy production from carbohydrate oxi-
dation rises to 100%.
0043 For some reason, fatty acid oxidation can only
provide enough ATP for around 50% of maximum
power output. Fats are therefore mainly used, to-
gether with carbohydrate, in prolonged low-intensity
(30–65% of Vo
2max
) exercise. During such exercise,
the contribution to energy production from fat oxi-
dation climbs from 37–39% to 62–67% as rises in
blood glucose utilization increasingly fail to compen-
sate for muscle glycogen depletion. (See Fatty Acids:
Metabolism.)
0044 The advantage of muscle fatty acid oxidation in
prolonged exercise is that it spares some liver glyco-
gen breakdown for tissues such as the brain which are
totally dependent on glucose. Without fat oxidation,
it can be calculated that the carbohydrate reserves of
the liver would be exhausted within an hour or so of
exercise, while the remaining fat cell triglyceride
stores would be sufficient for another 2–3 days.
0045 Consequently, muscle fuel utilization is ultimately
regulated by the delivery of glucose from the liver into
the blood stream. Release of liver glucose is promoted
by decreases in circulating glucose concentration and
rises in circulating glucagon and epinephrine concen-
trations. Glucagon and epinephrine binding to the
liver cell membrane increase liver glycogen phosphor-
ylase b to a conversion via a mechanism similar to
that in muscle fibers. The only differences in the liver
are that glucagon binding accelerates intracellular
cAMP formation, and epinephrine binding raises
free intracellular Ca
2þ
concentrations. (See Glucose:
Function and Metabolism; Maintenance of Blood
Glucose Level.)
0046Glucagon and epinephrine binding also increase
the provision of fatty acids to the muscles by activat-
ing the cleavage of triglyceride stores to fatty acids
and glycerol. In fat cells, both hormones act via a
stimulation of cAMP production to convert a less
active triglyceride lipase b enzyme to a more active
triglyceride lipase a enzyme. Release of fatty acids
extends endurance by decreasing blood glucose
utilization.
0047Use of blood glucose and fatty acids by contracting
muscles is regulated by the rate of mitochondrial
ATP resynthesis. Mitochondrial ATP resynthesis is
coupled to a metabolic pathway known as the elec-
tron transport chain. In the electron transport chain,
H
þ
ions and electrons from carbohydrate and fat
breakdown are oxidized to water and this oxidation
only proceeds when ADP is available for phosphoryl-
ation. Thus, until the carbohydrate stores become
depleted, muscle metabolism is controlled by the
demand for energy rather than the supply of fuel.
See also: Calcium: Physiology; Cells; Fatty Acids:
Metabolism; Glucose: Function and Metabolism;
Maintenance of Blood Glucose Level; Glycogen;
Hormones: Adrenal Hormones
Further Reading
Berman MC, Gevers W and Opie LH (eds) (1985) Mem-
branes and Muscle. Oxford: IRL Press at Oxford Uni-
versity Press.
Coggan AR (1991) Plasma glucose metabolism during ex-
ercise in humans. Sports Medicine 11: 102–124.
Hawley JA, Myburgh KH, Noates TD and Dennis SC
(1997) Training Techniques to improve fatigue resist-
ance and enhance endurance performance. Journal of
Sports Science 15: 325–333.
Jones NL, McCartney N and McComas AJ (eds) (1986)
Human Muscle Power. Champaign, Illinois: Human
Kinetics.
Newsholme EA and Leech AR (1983) Biochemistry for the
Medical Sciences. Chichester: John Wiley.
Peachy LD, Adrian RH, Geiger SR (eds) (1983) Handbook
of Physiology, sect. 10. Bethesda: American Physio-
logical Society.
Glycogen
or
glucose
Lactato
or
pyruvate
H
+
P
i
2−
P
i
−
ADP
−
ATP
2
−
+
fig0001 Figure 1 Hydrogen ion production from glycolytic adenosine
triphosphate (ATP) turnover. P
i
, inorganic phosphate; ADP,
adenosine diphosphate. Reproduced from Exercise: Muscle. En-
cyclopaedia of Food Science, Food Technology and Nutrition,
Macrae R, Robinson RK and Sadler MJ (eds), 1993, Academic
Press.
2216 EXERCISE/Muscle