Buschow K.H.J. (Ed.) Concise Encyclopedia of Magnetic and Superconducting Materials
Подождите немного. Документ загружается.

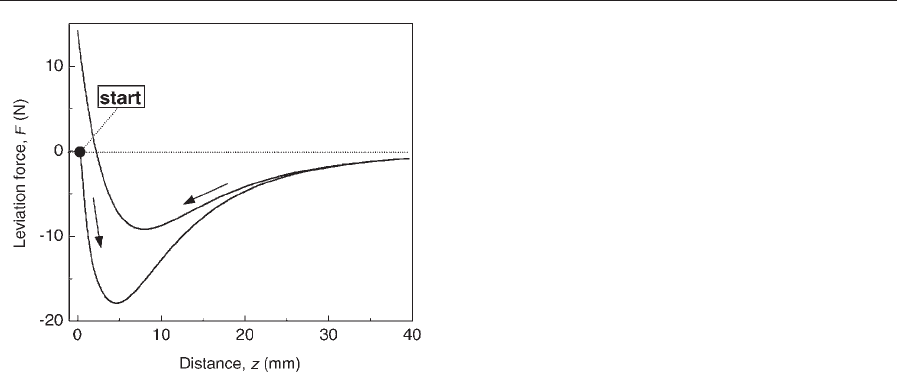
repulsive force develops. In Fig. 2, the vertical force
between a YBCO disk (diameter 25 mm) and an
Sm–Co permanent magnet (diameter 25 mm) is plot-
ted against the vertical distance. The repulsive force
increases as the magnet approaches the superconduc-
tor and reaches a maximum value for a small distance.
The force at a given distance becomes smaller when
the magnet is moved away from the superconductor.
This hysteretic behavior can be explained by the pen-
etration of magnetic flux into the superconductor. A
small attractive force component develops due to flux
pinning and reduces the repulsive force for increasing
distance between superconductor and magnet.
The case of zero-field cooling is impractical for
superconducting bearings in which superconductors
and permanent magnets are assembled at 300 K. In
this case, the superconductors are cooled to below T
c
in the presence of the magnetic field of the permanent
magnets (field cooling). In type II superconductors
discrete structures in the material, so-called flux lines,
create paths for the magnetic flux. The motion of flux
lines is prevented by their interaction with defects in
the superconductor. Therefore, the field distribution
of the permanent magnets is frozen within the super-
conductor. The pinning-assisted levitation after field
cooling is generally more stable against displacements
in the horizontal direction than the levitation after
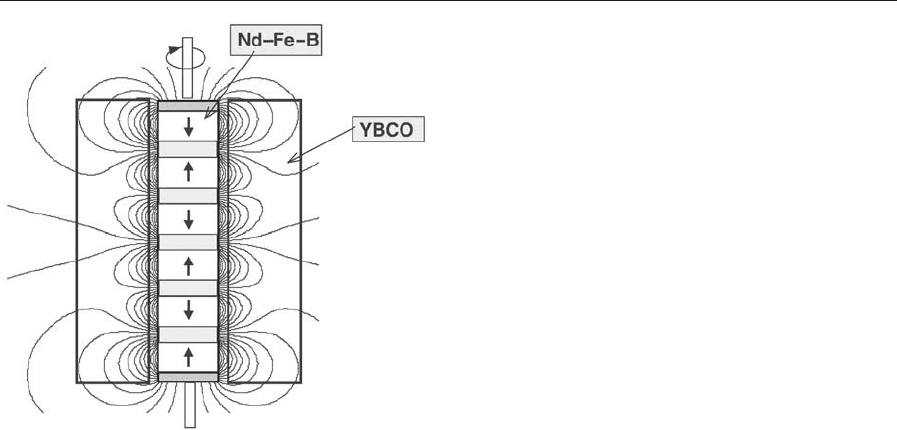
zero-field cooling. An example for the vertical force
versus distance relation after field cooling is shown in
Fig. 3. The force which is almost zero after field
cooling becomes negative as the permanent magnet is
moved away from the superconductor. This attractive
force can be used for stable levitation via suspension,
i.e., with the permanent magnet below the supercon-
ductor.
4. Upper Limi t for the Bearing Pressure
The levitation force of a superconducting bearing is
enhanced with increasing magnetization of the su-
perconductor, the latter being proportional to the
critical current density j
c
and the diameter of a single-
domain YBCO sample (see Sect. 2). The strong in-
crease of the critical current density with decreasing
temperature can be used to reach higher levitation
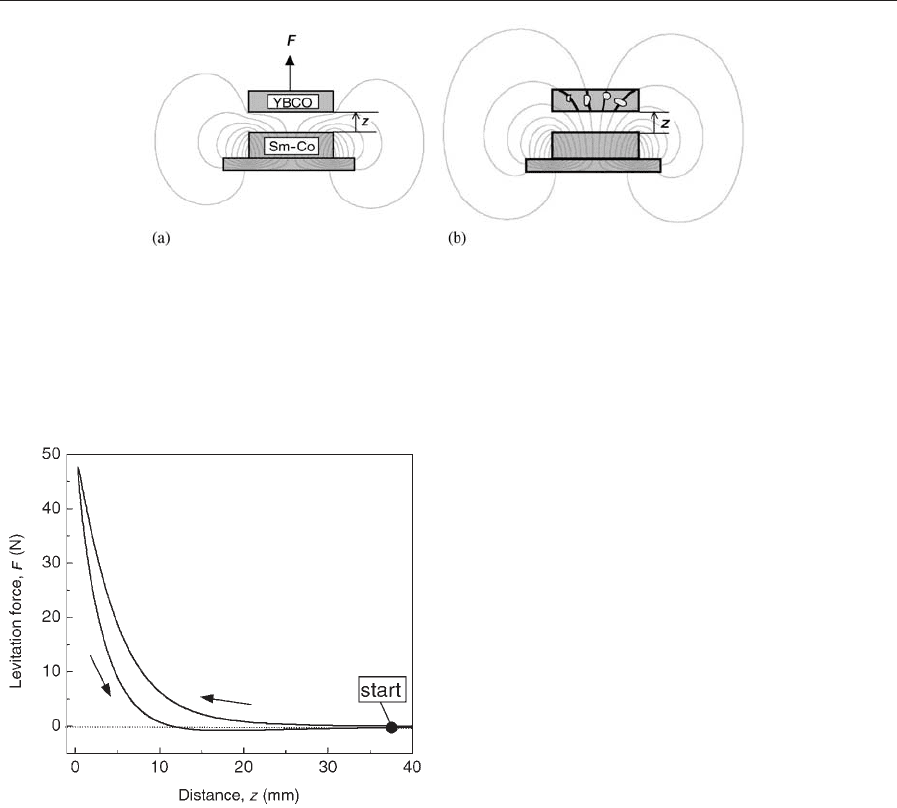
Figure 1
Superconducting magnetic bearing consisting of a YBCO disk and a permanent magnet. The iron plate below the
permanent magnet is used to focus the magnetic flux on the superconductor. (a) Cooling of the YBCO disk in a large
distance from the permanent magnet (zero-field cooling). If the distance is reduced, a repulsive force develops due to
the diamagnetism of the superconductor. No magnetic flux penetrates the superconductor as shown by the magnetic
field lines. (b) Cooling of the YBCO disk in a small distance from the permanent magnet (field cooling). The levitation
force is based on the pinning of flux lines, i.e., by their interaction with defects within the superconductor.
Figure 2
Vertical levitation force between a YBCO disk (diameter
25 mm) and an Sm–Co permanent magnet (diameter
25 mm) in dependence on the distance between
superconductor and permanent magnet after zero-field
cooling. The force is mainly repulsive. A very small
attractive levitation force is observed only for increasing
distance.
460
Magnetic Lev itation: Superconduc ting Bearings
forces than at 77 K. However, the magnetization of
the superconductor cannot exceed the magnetization
value that is necessary to produce a diamagnetic
image of the permanent magnet for zero-field cooling.
The upper limit of the levitation force achievable for
a given permanent magnet would be obtained for an
ideal superconductor of infinite site and infinitely
large critical current density that would perfectly
shield the magnetic field of the permanent magnet.
The resulting levitation force is equivalent to the in-
teraction between the permanent magnet and its mir-
ror magnet at zero gap and is given by (Teshima et al.
1996)
F
max
¼ AB
2
s
=ð2m
0
Þð1Þ
where A is the magnet pole face and B
s
is the surface
field on the magnet face. By dividing this force by A
one obtains the bearing pressure
F
max
=A ¼ B
2
s
=ð2m
0
Þð2Þ
For a maximum field strength of B
s
¼0.5 T, which
is typical for good rare earth magnets, the maximum
achievable bearing pressure is F
max
/A ¼B
s
2
/(2m
0
)
E31 N cm
2
. The experimental values for YBCO sam-
ples mentioned above achieve up to 70% of this
upper limit. Much larger bearing pressures up to
5000 N cm
2
are expected if a superconducting per-
manent magnet with a trapped fields as high as 11 T
would be used instead of a conventional permanent
magnet. Such high trapped fields are available in bulk
YBCO at temperatures B30 K (Gruss et al. 2001,
Gonzales-Arrabal et al. 2002). The most important
problem which has to be solved in order to utilize
YBCO magnets for applications at temperatures low-
er than 77 K is to magnetize the superconductor.
Pulsed magnetic fields can be used for magnetizing
YBCO disks. However, large viscous forces act on the
penetrating magnetic flux, especially in the case of
short rise times (B1 ms) of the pulsed field. The heat
generated by the rapid motion of magnetic flux
strongly reduces the trapped field achievable at tem-
peratures lower than 77 K. One possibility to over-
come this problem is to increase the rise time of the
pulsed field.
5. Rotating HTS Bearings
Simply designed thrust bearings (see Fig. 1) have an
axial geometry, i.e., the bulk YBCO is assembled as a
plane stator sandwiched by a permanent ring magnet
which is connected to the rotor. However, the axial-
type superconducting bearing has limitations with
regard to the vertical levitation force F
z
and magnetic
stiffness. The stiffness is defined as the change of the
force for a small displacement of the permanent
magnet from its initial position. In order to improve
the stiffness one can replace the permanent magnet in
Fig. 1 by a set of concentric permanent ring magnets.
Nevertheless, especially the horizontal stiffness dF
x
/
dx (for a displacement of the permanent magnet par-
allel to the superconductor) remains relatively small.
In order to overcome these limitations, journal-type
bearings have been developed (Kummeth et al. 2002,
Schultz et al. 2002) in which a special arrangement of
permanent magnets and iron disks leads to high
magnetic gradients both in axial and radial direction.
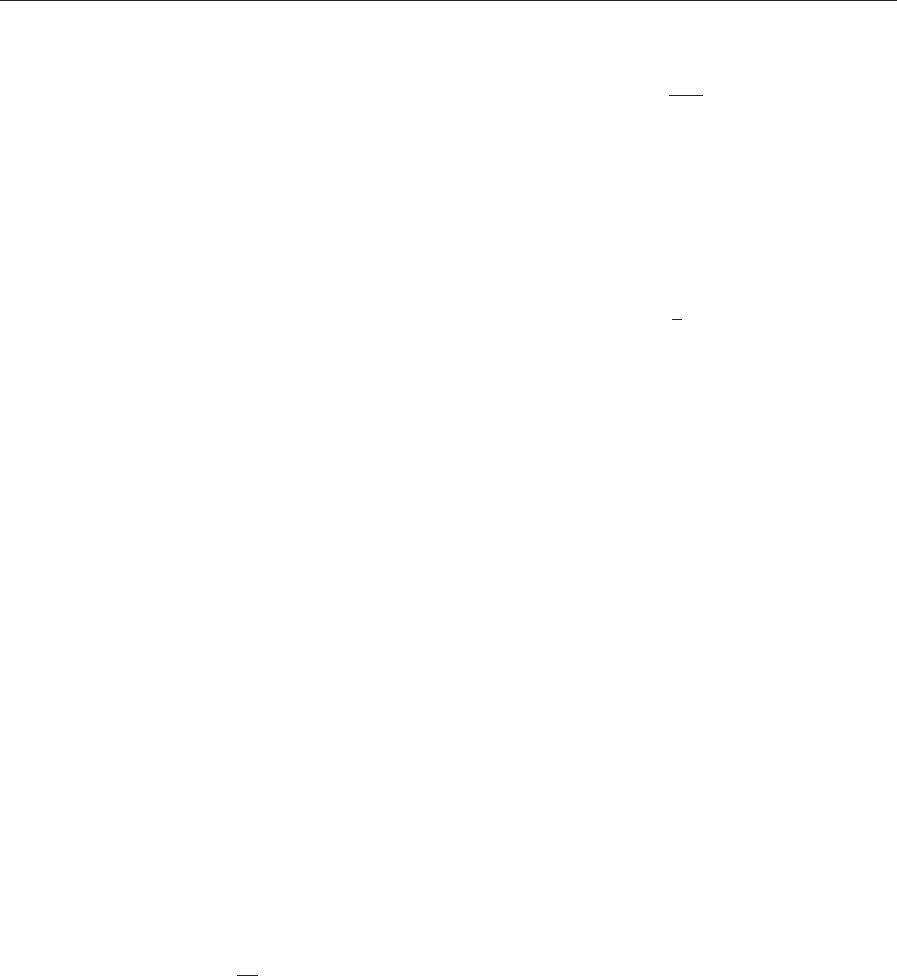
The bearing shown schematically in Fig. 4 consists of
a YBCO hollow cylinder and stacks of permanent
magnets and iron disks. Neighboring magnets in
the YBCO hollow cylinder of the radial bearing are
polarized in the opposite direction and separated by
iron disks. In this way, the magnetic flux is focused
on the gap between the magnets and guided in radial
direction, generating a highly inhomogeneous field
distribution within the superconductor. The large
magnetic gradients obtained with such configurations
result in high values of both radial and axial stiffness
provided that the interface between the superconduc-
tor and the stack of magnets and iron disks is large
enough. A radial stiffness of 160 N mm
1
was re-
ported for such a bearing in which the YBCO hollow
cylinder was 9 cm long and had an inner diameter of
4 cm (Schultz et al. 2002). The radial stiffness can be
easily scaled up by increasing the radial dimension of
the superconducting bearing. It is noteworthy that,
independent of the bearing type, the horizontal stiff-
ness dF
x
=dx after field-cooling is exactly half the
vertical stiffness dF
z
/dz.
Figure 3
Vertical levitation force between a YBCO disk (diameter
25 mm) and an Sm–Co permanent magnet (diameter
25 mm) in dependence on the distance between
superconductor and permanent magnet after field
cooling. The levitation force is mainly attractive.
461
Magnetic Levitation: Superconducting Bearings
6. Applications of HTS Bearings
Promising applications of rotating HTS bearings are
cryogenic turbopumps, because in this case the cry-
ogenic environment already exists. HTS bearings
could replace the mechanical bearings of turbopumps
which have very poor tribological properties at cry-
ogenic temperatures. Of special interest are turbo-
pumps (with HTS bearings) for liquid hydrogen
which is considered as the fuel of the future. Another
applications for which a cryogenic environment exists
are superconducting reluctance motors in which large
bulk YBCO pellets are used in the rotor in order
to increase the energy density up to a factor of 2
(Oswald et al. 2003). High-speed centrifuges are an-
other attractive application of HTS bearings. Proto-
type centrifuges designed with HTS bearings were
successfully tested up to 30 000 rpm (Werfel et al.
2001). HTS bearings have a great potential to im-
prove the performance of flywheels for energy
storage. With HTS bearings the high-speed idling
losses of flywheels can be drastically reduced to val-
ues of 0.1% per hour compared to 1% per hour for
flywheels with conventional bearings. This would
allow to construct flywheels with a 90% diurnal stor-
age efficiency. In flywheels prototypes with HTS
bearings, energies in the range of more than 1 kWh
have already been stored (Nagaya et al. 2001).
Promising applications of linear HTS bearings are
noncontact transport systems in clean-room environ-
ments of microelectronic factories, where the con-
tactless motion would not create any wear debris, in
track-bound individual traffic systems, or in elevators
(Schultz et al. 2002).
7. Summary
The most promising application of bulk HTS is the
development of HTS bearings utilizing the inherently
stable levitation between the bulk HTS and perma-
nent magnets. The main parameters of HTS bearings
as the levitation forces and magnetic stiffness depend
on the properties of superconductor and permanent
magnet. Large melt-textured YBCO with high critical
current densities are now available. As a result of the
large progress in this field, the bearing pressure of
modern HTS bearings, i.e., the levitation force divid-
ed by the area of the permanent magnet, is mainly
limited by the surface field of the permanent magnet.
HTS bearings operating at 77 K can be used in order
to realize frictionless support in rotating machines (as
flywheels for energy storage, superconducting mo-
tors, cryogenic pumps, high-speed centrifuges), and
for frictionless linear transportation. The latter
should allow transportation of extremely heavy ob-
jects which can no longer be moved by wheel systems,
like concrete ports or moving bridges. Moreover,
contactless transportation which does not create any
wear debris can advantageously be used in clean
rooms in the microelectronics industry.
See also: Magnetic Levitation: Materials and Proc-
esses; Superconducting Machines: Energy Storage;
Superconducting Permanent Magnets: Potential Ap-
plications; Superconducting Permanent Magnets:
Principles and Results
Bibliography
Braunbeck W 1939 Freies Schweben diamagnetischer Ko
¨
rper
im Magnetfeld. Z. Physik. 112, 764–79
Buchhold T A 1960 Applications of superconductivity. Sci. Am.
202 (3), 74
Earnshaw S 1842 On the nature of molecular forces which reg-
ulate the constitution of luminiferous ether. Trans. Cam-
bridge Phil. Soc. 7, 97–112
Gonzales-Arrabal R, Eisterer M, Weber H W, Fuchs G, Verges
P, Krabbes G 2002 Very high trapped fields in neutron ir-
radiated and reinforced YBa
2
Cu
3
O
7d
melt-textured super-
conductors. Appl. Phys. Lett. 81, 868–70
Gruss S, Fuchs G, Krabbes G, Verges P, Sto
¨
ver G, Mu
¨
ller K H,
Fink J, Schultz L 2001 Superconducting bulk magnets: very
high trapped fields and cracking. Appl. Phys. Lett. 79, 3131–3
Hull J R 2000 Superconducting bearings. Supercond. Sci. Tech-
nol. 13, R1–15
Figure 4
Schematic view of a superconducting magnetic bearing
consisting of a YBCO hollow cylinder and a stack of
Nd–Fe–B permanent magnets and iron disks (for details
see text). The field distribution in the superconducting
hollow cylinder after field cooling is shown. For the
application in a rotating machine the YBCO hollow
cylinder is held stationary, whereas the inner part with
the magnets and iron disks is connected with the rotor of
the machine.
462
Magnetic Lev itation: Superconduc ting Bearings
Krabbes G, Scha
¨
tzle P, Bieger W, Fuchs G, Wiesner U, Sto
¨
ver
G 1997 Thermodynamically controlled melt processing to
improve bulk materials. IEEE Trans. Appl. Supercond. 7,
1735–8
Kummeth P, Nick W, Ries G, Neumu
¨
ller H W 2002 Develop-
ment of superconducting magnetic bearings. Physica C
372–376, 1470–3
Moon F C 1994 Superonducting Levitation. Wiley, New York
Murakami M 1992 Processing of bulk YBaCuO. Supercond.
Sci. Technol. 5, 185–203
Nagaya S, Kashima N, Minami M, Kawashima H, Unisuga S,
Kakiuchi Y, Ishigaki H 2001 Study on characteristics of high
temperature superconducting magnetic trust bearing for
25 kWh flywheel. Physica C 357–360, 866–9
Oswald B, Krone M, Strasser T, Best K J, Soell M, Gawalek W,
Gutt H J, Kovalev L, Fisher L, Fuchs G, Krabbes G, Frey-
hardt H C 2003 Design of HTS reluctance motors up to
several hundred kW. Physica C 372–376, 1513–6
Schultz L, Krabbes G, Fuchs G, Pfeiffer W, Mu
¨
ller K H 2002
Superconducting permanent magnets and their application in
magnetic levitation. Z. Metallkd. 93, 1057–64
Teshima H, Morita M, Hashimoto M 1996 Comparison of the
levitation forces of melt-proessed YBaCuO superconductors
for different magnets. Physica C 269, 15–21
Werfel F N, Flo
¨
gel-Delor U, Rothfeld R, Wippich D, Riedel T
2001 Centrifuge advances using HTS magnetic bearings.
Physica C 354, 13–7
G. Fuchs
IFW, Dresden, Germany
Magnetic Losses
The term magnetic losses generically refers to the
various energy dissipation mechanisms taking place
when a magnetic material is subject to a time-varying
external field H(t). As a consequence of the inherent
irreversible nature of magnetization processes, part of
the energy injected into the system by the external
field is irrevocably transformed into heat. A case of
particular interest is the one where the material is
subject to a cyclic field of frequency f, with the field
and the average magnetic induction B in the material
remaining colinear during the process.
Then the time integral
W ¼
Z
H
dB
dt
dt ð1Þ
over one magnetization cycle gives the energy per unit
volume transformed into heat in the cycle. This in-
tegral is usually termed loss per cycle, whereas the
term power loss is used to denote the loss per unit
time P ¼fW.
Simple expressions can be derived for W when the
equilibrium relationship between field and induction
in the material is linear, B ¼mH, and the delayed re-
sponse to time variations of the field is characterized
by the single time constant t. Then, the loss per cycle
under sinusoidal field can be expressed as
W ¼
2p
2
t
m
B
2
f ð2Þ
where B represents the induction peak value in the
cycle. Under these conditions: (i) hysteresis loops are
elliptical—that is, the system response to the sinusoi-
dal field is sinusoidal; and (ii) the loss per cycle is
proportional to the frequency.
When the system is still linear but the dynamic
response is controlled by multiple time constants,
Eqn. (2) takes the more general form
W ¼
p
m
B
2
tgf ð3Þ
where the parameter f, the so-called loss angle,
measures the lag of the induction with respect to the
field. The loss behavior is governed by the depend-
ence of f on frequency. In general, f-0 when f-0,
i.e., the loss vanishes under quasi-static excitation,
where the material response must reduce to the dis-
sipationless linear law B ¼mH. In the particular case
of Eqn. (2), tgf ¼2pft.
Magnetic materials are inherently nonlinear hyst-
eretic systems where strong deviations from the be-
havior described by Eqns. (2) and (3) are observed.
The loss per cycle is a nonlinear function of frequency
and the response to a sinusoidal excitation is usually
heavily distorted. In addition, the loss depends not
only on the magnetization frequency f and the peak
induction B, but also on the induction wave-shape,
which means that losses under sinusoidal induction
are in general different from losses under triangular
induction at the same peak induction and frequency.
International standards require that magnetic losses
be measured under controlled sinusoidal induction
rate and give detailed prescriptions about admitted
methods and tolerances in the realization of the
appropriate test conditions.
Various mechanisms are active during the magnet-
ization process and can contribute to magnetic losses.
Examples are the generation and decay of spin waves
or acoustic waves, and, in metals, the decay by the
Joule effect of the electric currents (eddy currents)
induced by the induction changes in the material.
These mechanisms are all activated by the motion of
the domain walls separating different magnetic do-
mains or by the large-scale instabilities accompanying
the nucleation and annihilation of magnetic domains
(see also Magnets, Soft and Hard: Domains). The
chief problem in the study and application of mag-
netic materials is the prediction of the complex loss
behavior observed in experiments in terms of these
mechanisms.
Eddy current effects are dominant in metallic soft
magnetic materials, where the principal magnetiza-
tion process is just the eddy-current-damped motion
463
Magnetic Losses
of magnetic domain walls. The loss figure is the fun-
damental quality parameter used to monitor material
production and to select the materials best suited to
particular applications. In the following sections, at-
tention will be mainly focused on magnetic losses in
metallic materials. Other loss aspects not discussed in
this article arise in relation to magnetic after-effects
(see Magnetic Viscosity) and resonance phenomena
(see Nuclear Magnetic Resonance Spectrometry).
1. Loss Separation
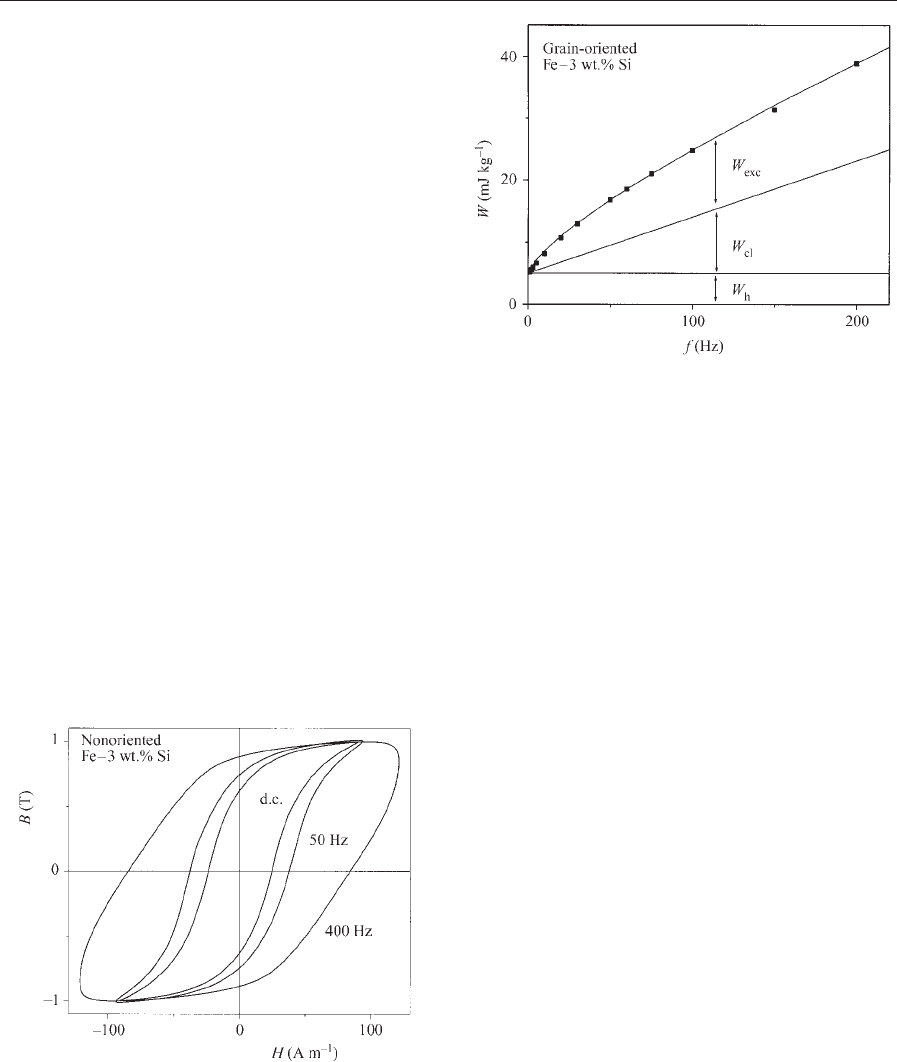
The typical behavior of dynamic hysteresis loops and
magnetic losses in a metallic soft magnetic material is
shown in Figs. 1 and 2. The following points should
be noted:
*
the dynamic loops are far from elliptical, with
shapes strongly dependent on frequency, peak induc-
tion, and material microstructure;
*
the loop area W is a nonlinear function of f, the
nonlinearity being more pronounced at low frequency;
*
the loop area W tends toward a nonzero limit
when the magnetization frequency is reduced toward
zero: this value is referred to as (quasi)-static loss or
hysteresis loss;
*
the loss significantly increases above the quasi-
static limit already at frequencies of a few Hz.
The physical picture underlying this complex be-
havior is clear in principle (Cullity 1972). A change of
induction always accompanies the motion of a do-
main wall. Because of Faraday’s law, this change
gives rise to a rotational electric field E around the
moving wall and consequently to an electric current
density j ¼sE (eddy current), where s is the electrical
conductivity of the material. Therefore, in any
elementary volume Dv of the material, the power
(7j7
2
/s)Dv is dissipated through the Joule effect. The
total loss is obtained by summing up these contribu-
tions over all elementary volumes. The result will
depend on the space–time details of the eddy-current
density j(r,t). This function will be as complicated as
typical magnetic domain structures are, and a
straightforward calculation of the loss by direct in-
tegration is impossible in the majority of cases.
Given the complexity of the problem, in practice
one looks for phenomenological laws summarizing in
simple terms the regularities observed in experiments.
Most useful in this respect is the concept of loss sep-
aration, according to which the total power loss P at
frequency f is decomposed into the sum of three con-
tributions, P
h
, P
cl
, and P
exc
, termed hysteresis loss,
classical loss , and excess loss, respectively (see Fig. 2),
such that
P ¼ P
h
þ P
cl
þ P
exc
ð4Þ
This deconvolution reflects the existence of three
scales in the magnetization process: the scale set by
the specimen geometry (classical loss), the scale of
domain wall-pinning mechanisms (hysteresis loss),
and the scale of magnetic domains (excess loss).
Given the complex, strongly nonlinear character of
the magnetization process, there is no obvious reason
why the superposition law expressed by Eqn. (4)
should hold true under broad conditions. In fact, it is
Figure 1
Typical dynamic hysteresis loops for a nonoriented Fe–
3 wt.% Si lamination 0.35 mm thick, measured under
controlled sinusoidal induction rate at a peak induction
of 1 T and at different frequencies (quasi-static (d.c.),
50 Hz, 400 Hz).
Figure 2
Loss per cycle and per unit mass as a function of
frequency for a grain-oriented Fe–3 wt.% Si lamination
0.30 mm thick. The hysteresis (W
h
), classical (W
cl
), and
excess (W
exc
) loss components involved in loss
separation are indicated (courtesy of Luciano
Rocchino).
464
Magnetic Los ses

only by applying statistical methods to the analysis of
stochastic magnetization processes that one is able to
show that the three scales just mentioned affect the
loss in an approximately statistically independent
way (Bertotti 1998).
1.1 Classical Loss
The classical loss is the loss calculated from Maxwell
equations for a perfectly homogeneous conducting
medium, that is, with no structural inhomogeneities
and no magnetic domains (Bozorth 1993). The scale
relevant to the classical loss is the scale set by the sys-
tem geometry—for example, in a lamination, the slab
thickness d. This scale controls the boundary condi-
tions for Maxwell equations, which in turn determine
the distribution of eddy currents in the specimen cross-
section and the ensuing Joule dissipation. The classical
loss acts as a sort of background loss, present under all
circumstances, to which other contributions are added
when structural disorder and magnetic domains play a
role. By solving Maxwell equations, one finds that the
classical loss takes the form
P
cl
¼
p
2
sd
2
6
ðBf Þ
2
ðWm
3
Þð5Þ
when it is calculated for a lamination of thickness d
and electrical conductivity s, magnetized at the fre-
quency f and at the peak induction B. As mentioned
before, the loss does depend on the induction wave-
form even when f and B are fixed. Equation (5) is valid
under sinusoidal induction. The minimum loss is at-
tained under triangular induction (i.e., constant dB/dt
in each magnetization half-cycle). In that case, the co-
efficient p
2
/6 is reduced to 4/3.
Equation (5) contains no parameter describing the
magnetization law of the material. All materials be-
have in the same way if their geometry and their
electric properties are the same. This remarkable
simplification derives from the fact that Eqn. (5) is
actually a low-frequency limit, valid only when the
induction rate dB/dt is approximately uniform
throughout the lamination thickness. With increas-
ing frequency, this is no longer the case. The magnetic
field produced by eddy currents, being opposed to the
external field, tends to inhibit magnetization reversal
in the interior of the lamination. This eddy-current
shielding effect yields deviations from Eqn. (5) that
depend on the magnetization law of the material
(Mayergoyz 1998). In the case of a linear magneti-
zation law, B ¼mH and in the limit of heavy shield-
ing, i.e., smd
2
fb1, instead of Eqn. (5) one obtains
P
cl
¼
p
3=2
2
ffiffiffiffiffiffiffiffi
sd
2
m
s
B
2
f
3=2
ðWm
3
Þð6Þ
In a silicon steel lamination with sD210
6
O
1
m
1
,
m/m
0
D2 10
3
(m
0
¼4p 10
7
TmA
1
is the
permeability of the vacuum), and dD3 10
4
m, one
finds that smd
2
fD1 at frequencies fD2kHz. Con-
versely, whenever field amplitudes much larger than
the material coercive field are involved, it may be ap-
propriate to approximate the magnetization law of the
material by a step function, jumping between opposite
values of maximum induction when the field changes
sign. Under these conditions, the loss takes the value
P
cl
¼
p
2
sd
2
4
ðBf Þ
2
ðWm
3
Þð7Þ
This expression is simply 3/2 times the low-frequency
limit of Eqn. (5).
1.2 Hysteresis Loss
Hysteresis losses are the consequence of the fact that
on the microscopic scale the magnetization process
proceeds through sudden jumps of the magnetic do-
main walls that are unpinned from defects or other
obstacles by the pressure of the external field (see also
Magnetic Hysteresis). The local eddy currents in-
duced by the induction change accompanying the
wall jump dissipate a finite amount of energy through
the Joule effect.
The sum over all jumps gives the hysteresis loss
associated with the jump sequence. The jumps are so
short (of the order of 10
8
–10
9
s) that the external
field is unable to influence the internal jump dynam-
ics. The only effect of the field is to compress or ex-
pand the time interval between subsequent jumps in
inverse proportion to the field rate of change, which
yields a number of jumps per unit time and an
amount of energy dissipated per unit time propor-
tional to the magnetization frequency. Therefore, for
the hysteresis loss in a loop of peak induction B, one
obtains the typical expression
P
h
¼ 4k
hyst
B
a
f ð8Þ
The loss per cycle W
h
¼P
h
/f is thus independent of
frequency (see Fig. 2). The parameter k
hyst
and the
exponent a include the structural aspects affecting
domain wall pinning and magnetization reversal.
Their value will differ from material to material. The
rule a ¼1.6 has been claimed to have some general
validity and is known in the literature as Steinmetz
law (Bozorth 1993).
The hysteresis loss is intimately related to the
structural disorder in the material. Possible sources of
domain wall pinning are interstitials, nonmagnetic or
less-magnetic inclusions, voids, or dislocations. At a
higher level of complexity, dislocation tangles and
grain boundaries play a role. In amorphous alloys,
fluctuations of local exchange and anisotropy should
be taken into account, but often, in all cases where
magnetostriction is not negligible, magnetoelastic
coupling to randomly distributed internal stresses
465
Magnetic Losses

dominates. Finally, in thin ribbons, surface rough-
ness may be a substantial source of pinning effects.
1.3 Excess Loss
Excess losses arise from the existence of a third rel-
evant scale in the magnetization process, the scale of
magnetic domains. The excess loss results from the
smooth, large-scale motion of domain walls across
the specimen cross-section, when the fine-scale jumps
responsible for the hysteresis loss are disregarded.
Eddy currents tend to concentrate around the moving
domain walls, a fact that gives rise to losses higher
than the classical ones because of the quadratic de-
pendence of the local loss (7j7
2
/s)Dv on the intensity
of the eddy-current density (Williams et al . 1950, Pry
and Bean 1958).
According to the picture just described, excess
losses are expected to be as ubiquitous as the presence
of magnetic domains. However, the importance of
excess losses in comparison with classical and hys-
teresis losses will substantially depend on the size and
arrangement of magnetic domains. As a general rule,
the finer the domain structure, the smaller the excess
loss contribution. This conclusion can be given a
precise quantitative measure in the case of a lamina-
tion of thickness d containing longitudinal bar-like
magnetic domains of random width (Bishop 1976). In
this case, Maxwell equations can be exactly solved,
giving the result
P
exc
¼
48
p
3
X
odd n
1
n
3
!
2L
d
P
cl
D1:63
2L
d
P
cl
ð9Þ
where 2L represents the average domain width and
P
cl
is given by Eqn. (5). Equation (9) identifies the
ratio 2L/d as the relevant parameter of the problem.
The excess loss is proportional to 2L/d and becomes
negligible with respect to the classical loss when the
domain width is much smaller than the lamination
thickness.
This prediction is helpful in the interpretation of
losses in grain-oriented silicon steels, where domain
structures are often not far from the one assumed in
the model. However, one should not forget that the
regular arrangement of longitudinal domains as-
sumed in the model can be far from the conditions
encountered in ordinary materials. In many cases, the
domain size is no longer itself the important para-
meter, because microstructural features introduce
additional characteristic lengths (e.g., grain size, fluc-
tuation wavelength of residual stresses, etc.) that tend
to control the loss problem.
In these more complex cases, the excess loss ap-
proximately follows a law of the type (Bertotti 1998)
P
exc
¼ k
exc
ffiffiffi
s
p
ðBf Þ
3=2
½Wm
3
ð10Þ
where the parameter k
exc
includes the effect of the
various relevant microstructural factors. Equation
(10) applies to grain-oriented silicon steels too, a fact
that should not be interpreted as a contradiction with
respect to Eqn. (9). The point is that the ratio 2L/d in
Eqn. (9) is unknown. In particular, there is no reason
why this ratio should be a constant of the material. In
fact, one finds that the average magnetic domain size
decreases when the magnetization frequency is in-
creased, through the nucleation of additional do-
mains. This domain multiplication process, together
with other dynamic effects—particularly domain wall
bowing (Carr 1976)—makes the dependence of losses
on frequency weaker than the quadratic one of
Eqn.(9) and eventually yields a loss law of the form of
Eqn. (10).
1.4 Factors Affecting the Total Loss
According to the previous analysis, an approximate
expression for the total power loss, valid at frequen-
cies low enough to avoid the onset of important eddy-
current shielding, is
PD 4k
hyst
B
a
f þ
p
2
sd
2
6
ðBf Þ
2
þ k
exc
ffiffiffi
s
p
ðBf Þ
3=2
ðWm
3
Þð11Þ
Classical losses depend on the combination sd
2
,
which shows that the losses are smaller the smaller
the electrical conductivity and the lamination thick-
ness. Magnetic cores of machines and devices are
never made of bulk material for this reason. On the
other hand, one of the factors that favored the in-
troduction of silicon steels was just the fact that the
addition of a few percent of silicon strongly reduces
the electrical conductivity without substantially
changing the other magnetic properties.
The hysteresis loss is independent of the electrical
conductivity s. The amount of energy dissipated in
individual wall jumps is determined by the height of
the energy barrier created by the pinning obstacle. A
change in the conductivity would alter the typical
velocity attained by the domain wall during the jump,
but not the amount of energy eventually dissipated
as heat. The hysteresis loss is also expected to be
fairly independent of the lamination thickness when
pinning effects are volume effects. The situation is
different when the surface of the lamination also acts
as a relevant pinning source. In this case, the hyster-
esis loss increases when the lamination thickness is
reduced.
Equation (11) applies to the particular case of a
material magnetized under controlled sinusoidal
induction rate. However, there are several situations
where magnetic materials operate under distorted
flux conditions, for which a generalization of
Eqn. (11) is needed. This generalization is obtained
466
Magnetic Los ses
by calculating the instantaneous power loss at indi-
vidual points of the magnetization cycle and then by
carrying out the time average over the particular
wave-shape involved. This more general expression
reads (Fiorillo and Novikov 1990)
PDP
h
þ
sd
2
12
dB
dt
2
þ k
0
exc
ffiffiffi
s
p
dB
dt
3=2
½Wm
3
ð12Þ
where the bars indicate time averaging over the mag-
netization cycle. The hysteresis loss is independent of
the induction wave-shape, provided the induction is
monotone in each magnetization half-cycle (no gen-
eration of inner hysteresis loops during the cycle).
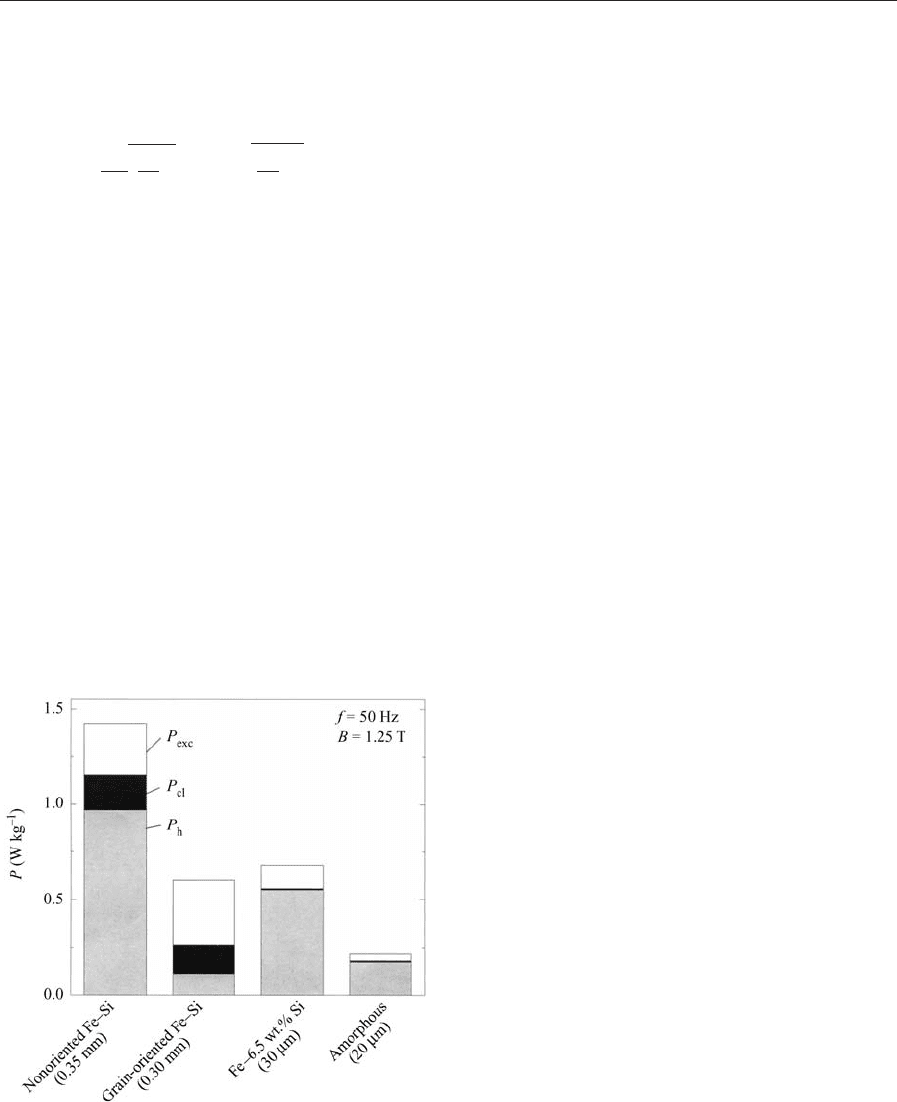
2. Loss Behavior in Different Magnetic Materials
The dependence of losses on frequency and induction
results from the combination of the three terms of
Eqn. (11). The final behavior can be rather different
from material to material, depending on the relative
contribution of the various loss components to the
total loss (Bertotti 1988) (see Fig. 3). When the ob-
jective is loss reduction, it is vital to identify the loss
term giving the dominant contribution under the
working conditions of interest and then to develop
optimization strategies for the magnetization scale
associated with that term. Metallurgical factors,
structural optimization, and control of domain struc-
tures play a role in these optimization strategies.
2.1 Iron and Low-carbon Steels
Low-carbon steels, with a typical carbon content
from 0.005 to 0.1 wt.%, are used as low-grade, low-
cost materials for magnetic cores where magnetic
losses are not the major concern and acceptable per-
formance at low price is the main goal. This is re-
flected in the fact that these materials are usually
produced as fairly thick laminations (typical thick-
ness ranges from 0.5 to 0.85 mm) which causes sub-
stantial classical losses. The presence of carbon yields
important aging effects, i.e., a progressive increase of
the hysteresis loss over time. This is due to the for-
mation of cementite precipitates, which act as addi-
tional domain wall pinning centers. Materials with
improved loss properties are obtained by purification
processes, which reduce the carbon, nitrogen, and
sulfur content, or by the introduction of some silicon
(up to 1 wt.%). When no particular purification pro-
cesses are carried out and the silicon content is
negligible, total losses take values of the order of
15 Wkg
1
at 1.5 T and 60 Hz in laminations 0.5 mm
thick. The addition of about 1 wt.% Si accompanied
by better composition control can lower the loss to
less than 8 Wkg
1
. Very clean ultra-low-carbon steels
can reach loss figures as low as 4 W kg
1
at 1.5 T and
50 Hz in 0.5 mm laminations.
2.2 Silicon Steels
Silicon steels are iron-based materials where a few
percent of soluble elements, like silicon or aluminum,
are deliberately introduced. The addition of silicon
causes a substantial increase in the electrical resistiv-
ity, with a consequent decrease in classical and excess
losses. In addition, silicon alloying yields a decrease
in the magnetocrystalline anisotropy constant, which
results in a decrease in the hysteresis loss. The main
limitation to excessive addition of silicon comes
from the progressive reduction of the saturation
magnetization and the increase in brittleness of the
material (see also Steels, Silicon Iron-based: Magnetic
Properties).
Silicon steels are divided into two main categories:
nonoriented steels and grain-oriented steels. Nonori-
ented steels are characterized by an approximate iso-
tropic grain structure. This makes them suitable for
all those applications where fairly isotropic magnetic
properties are needed. The silicon concentration
ranges from about 1 to 3.7 wt.%. Some aluminum
and manganese is also added to achieve higher elec-
trical resistivity with no detrimental effects on
the mechanical properties. The top-grade materials
have about 4 wt.% Si þAl and exhibit losses of
2.1–2.3 Wkg
1
at 1.5 T and 50 Hz in laminations
0.35–0.50 mm thick. Materials with improved losses
are developed by a careful control of impurity con-
tent, grain size, crystallographic texture, surface
state, and residual stresses. Impurities like carbon,
Figure 3
Examples of loss separation in different classes of soft
magnetic materials, at 50 Hz magnetization frequency
and 1.25 T peak induction.
467
Magnetic Losses

nitrogen, sulfur, and oxygen contribute to increasing
hysteresis losses, because they form precipitates that
act as pinning centers on moving domain walls. They
also have an indirect detrimental effect, because they
hinder grain growth and negatively affect the forma-
tion of favorable textures. Finally, the control of grain
size is important. The hysteresis loss is a decreasing
function of the average grain size s, and usually follows
a law of the type P
h
Da þb/s,wherea and b are ma-
terial-dependent constants. Conversely, the excess loss
is an increasing function of s,ofthetypeP
exc
Dks
b
,
with bB1/2. As a result, the total loss has a minimum
for a particular grain size. Material manufacturers try
to obtain materials with optimal loss performance by
appropriate grain-growth treatments. The optimal
grain size is of the order of 150 mm at 1.5 T and 50 Hz.
Contrary to nonoriented steels, grain-oriented steels
are characterized by strongly anisotropic properties.
These materials contain between 2.9 and 3.2 wt.% Si.
As the result of highly sophisticated metallurgical
processes of selective grain growth, a grain-oriented
lamination is characterized by a particular texture,
known as Goss texture, in which all the crystal grains
have one of their [001] axes close to the lamination
rolling direction. This fact, together with the large
grain size of these materials (in the millimeter–centi-
meter range) and the low impurity content yields hys-
teresis losses about one order of magnitude lower
than those typical of nonoriented steels, when the
lamination is magnetized along the rolling direction.
Grain-oriented steels are further subdivided into con-
ventional grain-oriented (CGO) and high-permea-
bility grain-oriented (HGO) materials.
The main difference is the more accurate texture
control realized in HGO materials which yields better
loss performance. In CGO steels, the lamination
thickness ranges from 0.35 to 0.23 mm and the loss
accordingly ranges from 1.4 to 1.15 Wkg
1
at 1.7 T
and 50 Hz. In HGO steels, the lamination thickness
ranges from 0.30 to 0.23 mm and the loss from 1.05 to
0.80 Wkg
1
at 1.7 T and 50 Hz. The more refined
texture control of HGO materials is reflected in the
magnetic domain structure. In fact, the nearly perfect
grain orientation yields very regular structures of
wide longitudinal bar-like domains, quite similar to
the ones assumed in the calculation of Eqn. (9). The
regularity of the domain structure and the material
perfection (very low impurity content and lack of
grain boundary effects because of the large grain size)
give a very low hysteresis loss. However, as shown by
Eqn. (9), the excess loss may attain substantial values
when wide domains are present (2L/db1).
For this reason, methods aimed at artificially re-
ducing the domain size without altering the hysteresis
loss have been developed. Two of them are of par-
ticular interest:
*
deposition of a coating on the lamination sur-
face that exerts a tensile stress of 2–10 MPa on
the material. The stress introduces a magnetoelastic
energy contribution that alters the energy balance in
the material and favors the formation of smaller
magnetic domains;
*
scribing of the lamination surface by one among
many possible techniques (mechanical scratching,
laser irradiation, plasma jet scribing, or etch pitting).
Scribing alters the magnetoelastic and magnetostatic
energy content of the lamination in a way that again
favors the formation of smaller domains.
The power loss at 1.7 T and 50 Hz is as low as
0.80 Wkg
1
in coated, scribed laminations of 0.23 mm
thickness.
2.3 Rapidly Solidified Materials
Soft magnetic materials can be prepared as very thin
ribbons by means of rapid solidification methods, in
particular by planar-flow-casting. The resulting rib-
bons have variable width (up to 20 cm and more) and
a thickness of 10–100 mm. The reduced thickness in-
hibits classical losses (see Fig. 3) and makes these
materials suited to high-frequency applications,
where classical losses play the most detrimental role.
On the other hand, rapid solidification permits the
preparation of materials in a variety of quenched
metastable states not present in the equilibrium phase
diagram, which display a broad range of interesting
magnetic and mechanical properties.
Amorphous ribbons, lacking long-range atomic
order, are prepared by rapid solidification of alloys
containing around 80 at.% transition metals and
20 at.% metalloids (B, Si, P, C). The lack of atomic
order yields electrical resistivities two to three times
larger than the corresponding crystalline alloy (typ-
ical values are in the range 120–140 10
8
Om), with
important benefits for losses. At the same time,
atomic disorder leads to a random distribution of
local magnetic anisotropy, which is averaged to zero
over the typical distances involved in magnetization
processes, a fact that yields magnetic softness and low
hysteresis loss. Magnetic softness is further enhanced
in materials with vanishing magnetostriction, because
the absence of magnetoelastic coupling eliminates the
pinning action of internal stresses. In Fe
78
B
13
Si
9
amorphous ribbons 25 mm thick, power losses attain
values around 0.25 Wkg
1
at 1.4 T and 50 Hz. Of this,
the main contribution comes from the hysteresis
component (compare Fig. 3). A similar behavior is
exhibited by nanocrystalline materials (grain dimen-
sion of the order of 10 nm) obtained by suitable an-
nealing of amorphous materials of appropriate
composition (Fe
73.5
Cu
1
Nb
3
Si
13.5
B
9
in so-called Fine-
met materials) (see also Amorphous and Nanocrystal-
line Materials).
Rapidly solidified Fe–6.5 wt.% Si materials exhibit a
favorable combination of high resistivity, low magne-
tocrystalline anisotropy, and vanishing magnetostrict-
ion, which contribute to lowering losses. Materials
468
Magnetic Los ses

with this composition cannot be prepared by rolling
techniques because of material brittleness. This draw-
back is circumvented by rapid solidification. Ribbons
with thicknesses between 30 and 100 mmcanbepre-
pared. Power losses are lower than 15 Wkg
1
at 1 T
and 1 kHz, which compares favorably with other ma-
terials for medium-frequency applications.
2.4 Nickel–Iron Alloys
Nickel–iron alloys are of particular interest because a
broad variety of qualitatively different magnetic
properties can be obtained by adjusting the compo-
sition and the preparation process. There are no re-
straints to rolling so it is possible to obtain good
laminations with thickness down to 10–20 mm, with
great benefits for classical losses. Both the crystal
anisotropy and the magnetostriction cross the zero
value for compositions around 80 wt.% Ni. Treat-
ments on materials with approximately this compo-
sition (and the deliberate introduction of other
elements like Mo, Cu, and Cr) yield materials with
extremely low hysteresis losses (coercive field less
than 1 Am
1
), and a variety of hysteresis loop shapes
controlled by induced anisotropy. The combination
of low hysteresis losses and low classical losses makes
these materials most suited to applications at high
frequencies.
2.5 Soft Ferrites for High-frequency Applications
Most applications at high frequency, up to the
100 MHz region, make use of soft ferrites, because
their nonmetallic nature precludes eddy current dis-
sipation. In most applications, mixed Mn–Zn or
Ni–Zn ferrites are employed, in which it is possible to
tailor the material properties to specific applications
by tuning the concentration of the component atoms.
The electrical resistivity is of the order of 10
7
Omin
Ni–Zn ferrites and 10
2
–10 Om in Mn–Zn ferrites.
The initial susceptibility is constant and the loss angle
(see Eqn. (3)) is negligible up to frequencies of some
MHz for Mn–Zn ferrites and 100 MHz for Ni–Zn
ferrites (see also Ferrites).
3. Conclusions
In metallic materials, magnetic losses exhibit a re-
markably complex phenomenology. Although the
physical loss mechanism is in principle clear (Joule
effect associated with the eddy currents induced by
domain wall motion), the details depend on the space–
time eddy current distribution j(r, t), which is as com-
plicated as typical magnetic domain structures are
in ordinary materials. Of central importance to the
treatment of the loss behavior is the concept of loss
separation, according to which the total loss is broken
down into the sum of three distinct contributions:
classical, hysteresis, and excess loss. Each of these
contributions is related to processes occurring in dif-
ferent spatial scales and has a distinct dependence on
magnetization frequency, peak induction, and micro-
structure. Therefore, the crucial step in any loss op-
timization strategy is to clarify which of the three loss
terms gives the dominant contribution and modify
appropriately the microstructural or geometrical con-
ditions affecting the magnetization process on that
particular scale.
See also: Amorphous Intermetallic Alloys: Resistiv-
ity; Ferrite Ceramics at Microwave Frequencies
Bibliography
Bertotti G 1988 General properties of power losses in soft
ferromagnetic materials. IEEE Trans. Magn. 24, 621–30
Bertotti G 1998 Hysteresis in Magnetism. Academic Press, Bos-
ton, MA
Bishop J E L 1976 The influence of a random domain size
distribution on the eddy-current contribution to hysteresis in
transformer steel. J. Phys. D: Appl. Phys. 9, 1367–77
Bozorth R M 1993 Ferromagnetism. IEEE Press, New York
Carr W J Jr. 1976 Magnetic domain wall bowing in a perfect
metallic crystal. J. Appl. Phys. 47, 4176–81
Chikazumi S 1964 Physics of Magnetism. Wiley, New York
Cullity B D 1972 Introduction to Magnetic Materials. Addison-
Wesley, Reading, UK
Fiorillo F, Novikov A 1990 An improved approach to power
losses in magnetic laminations under nonsinusoidal induction
waveform. IEEE Trans. Magn. 26, 2904–10
Hadjipanayis G (ed.) 1997 Magnetic Hysteresis in Novel Mag-
netic Materials. Kluwer, Dordrecht, The Netherlands
Mayergoyz I D 1998 Nonlinear Diffusion of Electromagnetic
Fields. Academic Press, Boston, MA
Pry R H, Bean C P 1958 Calculation of the energy loss in
magnetic sheet materials using a domain model. J. Appl.
Phys. 29, 532–3
Williams H J, Shockley W, Kittel C 1950 Studies of the prop-
agation velocity of a ferromagnetic domain wall boundary.
Phys. Rev. 80, 1090–4
Wohlfarth E P, Buschow H K J 1980–1996 Handbook of Ferro-
magnetic Materials. North-Holland, Amsterdam
G. Bertotti
Istituto Elettrotecnico Nazionale Galileo Ferraris
Turin, Italy
Magnetic Materials: Domestic
Applications
Hard magnetic materials or permanent magnets, and
soft magnetic materials are fundamental to the tech-
nological success of many devices and products, in
particular electric machines and related devices (see
Fig. 1). In modern industrialized western economies
469
Magnetic Mater ials: Domestic Applications