Burton T. (et. al.) Wind energy Handbook
Подождите немного. Документ загружается.

dU
b
¼
1
2
D
x
@
2
w
@x
2
2
þ 2D
xy
@
2
w
@x
2
@
2
w
@ y
2
þ D
y
@
2
w
@ y
2
!
2
0
@
1
A
dx d y (7:34)
The twisting energy absorbed in an area dx dy is:
dU
t
¼
1
2
(M
xy
þ M
yx
)
@
2
w
@x@ y
dx d y
where
M
xy
¼ 2
ð
h=2
h=2
G
xy
(z):z
2
dz
"#
@
2
w
@x@ y
in which z is the distance measured from the mid-plane of the laminate, G
xy
(z)is
the in-plane shear modulus at that distance and h is the laminate thickness. Denot-
ing the torsional rigidity,
ð
h=2
h=2
G
xy
(z):z
2
dz
"#
by D
T
, then
dU
t
¼
1
2
:4D
T
@
2
w
@x@ y
!
2
dx d y (7:35)
The total strain energy of curvat ure over the width of the panel and the leng th of
one half wave is found by substituting the out-of-plane deflection given by Equa-
tion (7.27) in Equations (7.34) and (7.35) and integrating over this area, which gives:
U
1
¼ U
b
þ U
t
¼
C
2
8
łrL
m
D
x
m
L
4
1 þ
n
º
4
D
y
D
x
þ
n
º
2
2
D
xy
D
x
þ 4
D
T
D
x
"#
(7:36)
The energy absorbed by the panel during buckling as a result of in-plane strains
and out-of-plane curvature is equal to the work done by the critical axial load as the
panel shortens. The shortening of the panel over one half wave length is given by
ð
L=m
0
1
2
@w
@x
2
dx ¼
2
4
C
2
m
L
sin
2
nŁ
ł
(7:37)
so the work done by the axi al force of N
x
per unit width over the panel width is
T
1
¼
2
8
C
2
m
L
łrN
x
(7:38)
BLADES 415
The equality T
1
¼ U
1
þ U
2
yields the critical value of the axial force as follows:
(N
x
)
cr
¼ D
x
m
L
2
1 þ
n
º
4
D
y
D
x
þ
n
º
2
2
D
xy
D
x
þ 4
D
T
D
x
"#
þ
E
x
h
1 ı
x
ı
y
Æ
2
þ
2
E
y
E
x
n
º
2
þ2Æı
y
n
º
þ (1 ı
x
ı
y
)
G
xy
E
x
Æ
n
º
þ þ
ł
n
2
"#
(7:39)
Noting that
m
L
¼
młr
nL
n
łr
¼
º
n
n
łr
this equation becomes
(
x
)
cr
¼
D
x
h
º
n
n
łr
2
1 þ
n
º
4
D
y
D
x
þ
n
º
2
2
D
xy
D
x
þ 4
D
T
D
x
"#
þ
E
x
1 ı
x
ı
y
Æ
2
þ
2
E
y
E
x
n
º
2
þ2Æı
y
n
º
þ (1 ı
x
ı
y
)
G
xy
E
x
Æ
n
º
þ þ
ł
n
2
"#
(7:40)
The right-hand side of Equation (7.40) contains four unknowns, the number of
transverse half waves, n, the ratio of longitudinal to transverse half wave length,
n=º, and the factors Æ and . Assuming that there is only one transverse half wave,
as is normally the case, the expression is minimized with respect to Æ, and for
each value of n=º, and then with respec t to n=º to obtain the critical stress.
The results of this exercise are illustrated for a particular curved laminate panel
in Figure 7.18. The radius of curvature, r, of 1150 mm and thickness, h,of15mm
are chosen to be representative of the values likely to obtain at 70 percent radius on
a blade with 20 m tip radius. The laminate has 80 percent of its plies with fibres
oriented axially and 20 percent with fibres at 458 to resist shear loads. In each case,
the fibre volume fraction is 50 percent. The 458 plies are concentrated about the
laminate mid-plane so that they do not detract significantly from the longit udinal
flexural rigidity. Thus, if the longitudinal modulus of the UD plies is denoted by E
1
,
and the Poisso n’s ratios by ı
12
and ı
21
, the longitudinal flexural rigidity is given
approximately by:
D
x
¼
E
1
h
3
12(1 ı
12
ı
21
)
(7:41)
The other ply and laminate properties required for evaluation of the critical stress
are detailed on the figure. Note that in the derivation of the laminate in-plane
stiffness properties it is necessary to transform the in-plane stiffness properties of
416 COMPONENT DESIGN
the 45 8 plies obtained initially in relation to the ply axes (which are parallel to the
fibre directions) to the set of properties in relation to the global x- and y-axes of the
laminate as a whole (see, for example, Barbero (1998) for the requisite formulae).
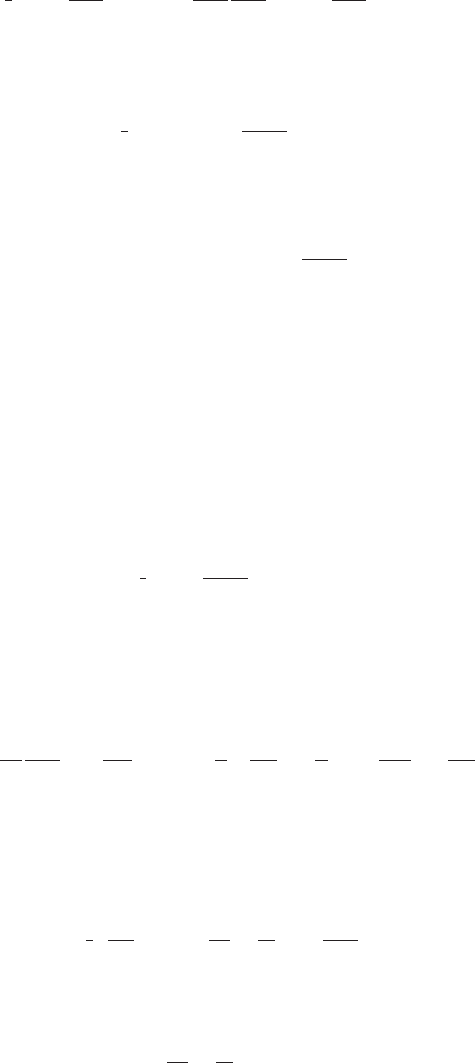
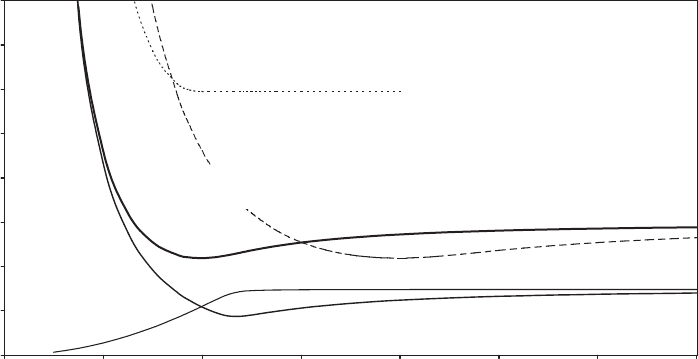
The heavy curve in Figure 7.18 shows the variation in axial critical stress with
panel width (in terms of subtended angle) when the buckled shape has only a single
half wave in the transverse direction and the fine lines below show the separate in-
plane and flexural contributions. The minimum stress of 110 MPa occurs when the
angle subtended by the panel is about 208, but there is only a gradual increase in
critical stress as the angle increases above this. When the subtended angle exceeds
about 358, buckling with two half waves in the transverse direction takes over as the
critical mode – see dashed line. Also shown for comparison is the critical buckling
stress variation for an isotropic plate with Young’s modulus equal to the long-
itudinal modulus of the UD plies of the laminate – see dotted line. The minimum
critical stress in this case is 298 MPa, about 2.7 times as big.
7.1.11 Blade root fixings
The fixing of the blade root to the hub is one of the most critical areas of blade
design, because the order of magnitude difference between the relative stiffnesses
of the steel hub and the blade material – usually GFRP or wood – militates against
a smooth load transfer. The co nnection is usually made by steel bolts, which can
either be embedded in the blade material in the axial direc tion or aligned radially to
pass through the blade skin, but in either case stress concentrations are inevitable.
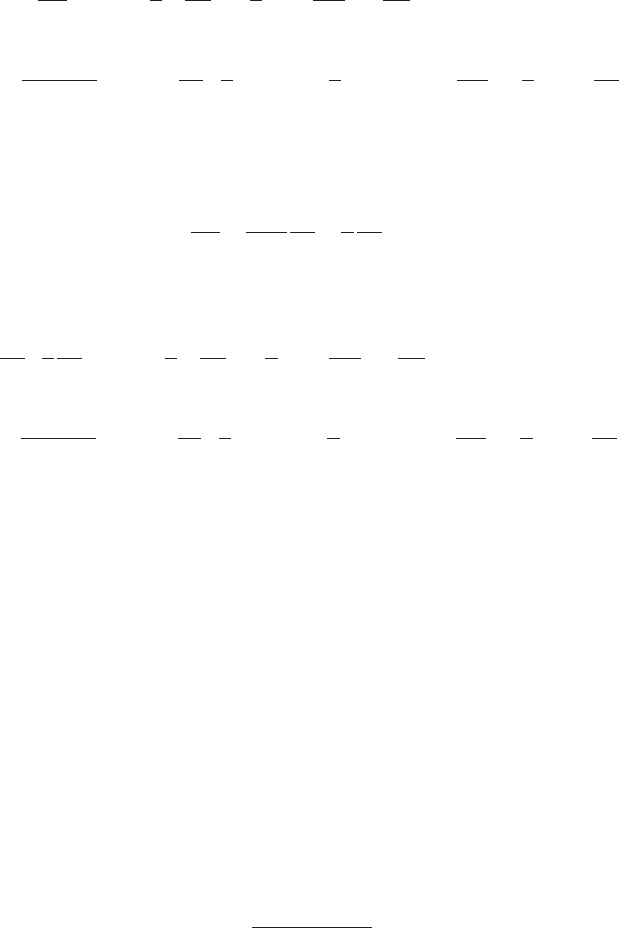
Figure 7.19 illustrates four different types of blade root fixings in section. The
blade structure is usually a cylindrical shell at the root, in which case the stud or
bolt fixings are arranged in a circle. Figure 7.19(a) shows the carrot connector,
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Angle subtended by panel (radians)
Critical stress (MPa)
Laminate critical stress with one transverse half wave (n = 1)
Laminate critical stress
with two transverse
half waves (n = 2)
Critical stress for
isotropic panel with E = 37.7 GPa
Laminate properties:
E
x
= 33.6 GPa, E
y
= 12.4 Gpa
vx = 0.38, vy = 0.14, G
xy
= 4.8 GPa
D
y
/D
x
= 0.30, D
xy
/D
x
= 0.087, D
t
/D
x
= 0.086
Laminate structure:
80% of plies with axial fibres (outer plies);
20% of plies with fibres at ⫾ 45⬚ (inner plies);
50% fibre volume fraction
Ply properties:
E
1
= 37.7 GPa, E
2
= 11.3 GPa,
ν
12
= 0.29, ν
21
= 0.087, G
12
= 3.3 GPa
In-plane contribution to critical stress (n = 1)
Flexural contribn to critical stress (n = 1)
Figure 7.18 Variation of Axial Critical Buckling Stress with Panel Width for Specimen
Curved Anisotropic Panel with Radius 1150 mm and Thickness 15 mm
BLADES 417
which is the standard fixing for laminated wood blades. The connector consists of a
tapered portion carbon-epoxy grouted into a stepped hole drilled into the end of
the blade, together with a projecting threaded stud for attachment to the hub or
pitch bearing. Conn ectors are either machined from high strength steel or cast from
spheroidal graphite iron (SGI). They are normally preloaded to reduce fatigue
loading. A similar connector, in which the embedded portion is cylindrical rather
than tapered, is in common use on GFRP blades.
Figures 7.19(b)–(d) show three further fixing arrangeme nts used on GFRP blades.
The T-bolt connector, shown in Figure 7.19(b), consists of a steel stud inserted into a
longitudinal hole in the blade skin, which engages with a cylindrical nut held in a
transverse hole. The stud is preloaded to reduce fatigue loading. The ‘pin-hole
flange’ arrangement in Figure 7.19(c) uses the same method of load transfer
between the GRP and the steel – i.e., bearing on a transverse rod – but the interface
does not lend itself to preloading. Moreover the bolts attaching the flange to the
hub are eccentric to the blade skin, so the flange has to resist the resultant bending
moment as well.
In the trumpet flange detailed in Figure 7.19(d), the blade root is splayed out in
the form of a trumpet mouth and clamped between inner and outer flanges by the
ring of bolts which attach the flange to the hub. These bolts also pass through the
GFRP skin to provide positive anchorage. Again the flange has to resist bending
moments arising from the eccentricity of the fixing bolts to the blade skin where it
emerges from the flange. The pin-hole and trumpet flange arrangements are rarely
used for larger blades.
(a)
(c)
(b)
(d)
Blade Blade
Blade
Blade
Carbon epoxy grout
Cylindrical nut
Figure 7.19 (a) Carrot Connector; (b) T-bolt Connector; (c) Pin-hole Flange; (d) Trumpet
Flange
418
COMPONENT DESIGN
The stress distributions calculated for blade root fixings are subject to significant
levels of uncertainty, so it is normal to conduct both static and fatigue tests on them
to verify the suitability of the design. Static pull-out failures of carrot connectors
occur as a result of shearing of the wood surrounding the grout, but fatigue failures
can also occur in the connector itself or the grout. However, SGI studs subjected to
R ¼ 0:1 fatigue loading at over 60 percent of the UTS have survived for approxi-
mately 10
6
cycles.
Mayer (1996) records the results of fatigue tests on the other blade root fixings
featured in Figure 7.19, but in no case did failure occur as a result of fatigue of the
GFRP in the region of the root fixing. In the case of the T-bolt fixing arrangement,
failure occurred in the studs rather than in the GRP. The pin-hole flange specimens
developed fatigue cracks in the GFRP in areas remote from the root fixings and the
trumpet flange specimens developed cracks in the flanges themselves.
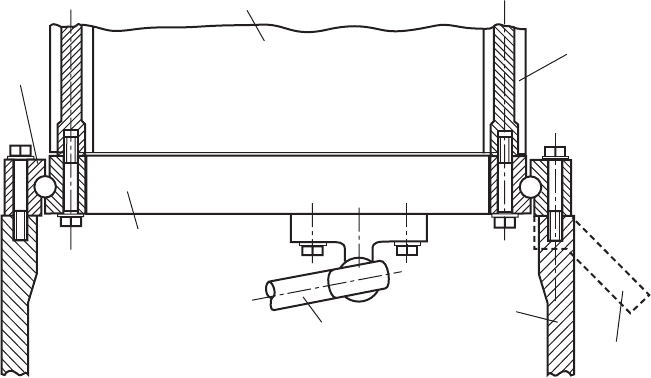
7.2 Pitch Bearings
On pitch-regulat ed machines a bearing similar to a crane slewing ring is interposed
between each blade and the hub to allow the blade to be rotated or ‘pitched’ about
its axis. A typic al arrangement is as shown in Figure 7.20, in which the inner and
outer rings of the bearing are bolted to the blade and hub respectively. The different
types of bearings available can be classified according to the rolling elements used
and their arr angement, in order of increasing moment capacity:
(a) single-row roller bearings, with alternat e rollers inclined at þ458 and 458 to the
plane of the bearing;
Pitch bearing
outer ring
Blade
Pitch bearing
inner ring
Linkage arm
for pitch actuation
Hub wall–
cylindrical
geometry
Hub wall
–
spherical
geometry
Blade wall
Figure 7.20 Typical Pitch-bearing Arrangement
PITCH BEARINGS 419
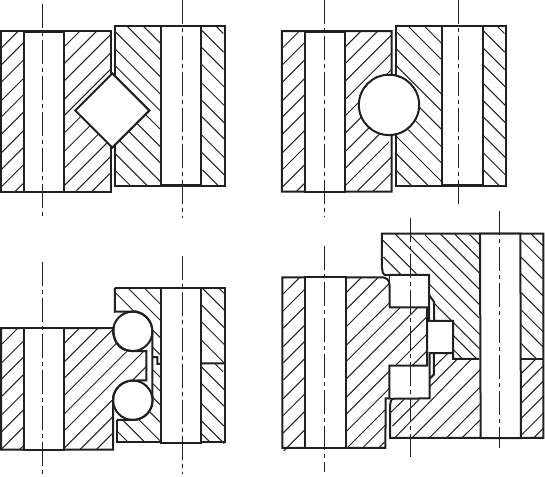
(b) single-row ball bearings,
(c) double-row ball bearings;
(d) three-row roller bearings.
These are shown in cross section in Figure 7.21. The single-row ball bearing slewing
rings are normally designed to transmit axial loads in both directions and are
therefore known as four point contact bearings. Low contact stresses are achieved
by making the radii on each side of the grooves only slightly larger than that of the
balls.
At low wind speeds, the cyclic in-plane bending moment at the blade root due to
gravity is of similar magnitude to the out-of-plane moment due to blade thrust, so
bearing loads will alternate in direction over portions of the bearing circumference.
Accordingly it is desirable to avoid the risk of play by preloading the bearing. This
can be achie ved relatively easily on bearings in which one of the rings is split on a
plane normal to the axis, suc h as typ es (c) and (d), but is more difficult when both
rings are solid. In this case it is necessary to force the rolling elements into the races
one by one during manufacture.
The bearing selected for a particular application needs to have suf ficient moment
capacity to both resist the extreme blade root bending moments and provide
adequate fatigue life. Manufacturers’ catalogues typically specify both the extrem e
moment capacity and the steady moment loading that will give a life of, say, 30 000
bearing revolutions, so the wind turbine designer’s chief task is to convert the
(a) (b)
(c)
(d)
Figure 7.21 (a) Single-row Crossed Roller Bearings; (b) Single-row Ball Bearings; (c) Double-
row Ball Bearings; (d) Three-row Roller Bearings
420
COMPONENT DESIGN

anticipated pitch bearing duty into the equivalent constant loading at the appro-
priate number of revolut ions. If the rolling elements are ball bearings, the bearing
life is inversely proportional to the cube of the bearing loading, so the equivalent
loading at N revolutions of the pitch bearing can be calculated according to the
formula:
M
eqt
¼
X
i
n
i
M
3
i
N
2
6
4
3
7
5
1=3
(7:42)
where n
i
is the total pitch bearing movement anticipated over the design life at
moment loading M
i
, expressed as a number of revolutions. In the case of roller
bearings, the index of the S–N curve is 10/3 instead of 3, so the above formula
should be modified accordingly. As the blade root out-of-plane moment drops as
the wind speed increases above rated, the fatigue damage will be concentrated at
wind speeds near rated.
The total pitc h bearing movement over a period of operation at a particular wind
speed is a function of the turbulence intensity and the pitch control algorithm, and
is best predicted by means of a wind simulation. The mean blade pitching rate
during operation above rated wind speed is found to be of the order of 1 degree/s,
assuming the pitch system only responds to wind speed fluctuations at a frequency
less than the speed of rotation.
The performance of slewing ring bearings such as those employed as pitch
bearings is critically dependent on the extent of bear ing distortio n under load, so
manufacturers normally specify a maximum axial deflection and tilt of the bolted
contact surfaces. For example, the limiting values given by Rothe-Erde for a single-
row ball bearing slewing ring with a 1000 mm track diameter are 0.6 mm and 0.178
respectively. Local tilting of the bearing rings could clearly be minimized if the
blade wall, bearing trac k and hub wall were all positioned in the same plane.
However, this would necessitate the provision of flanges, so the simpler arrange-
ment shown is Figure 7.20, in which the fixing bolts are inserted central ly into the
blade and hub walls, is generally preferred. The designer must then ensure that the
blade and hub structures are of sufficient stiffness to limit the bearing distortion
due to the eccentric loading to acceptable values.
It is standard practice to preload the bearing fixing bolts in order to minimize bolt
fatigue loading. Grade 10.9 bolts are commonly used so that the preload can be
maximized.
7.3 Rotor Hub
The rela tively complex three-dimensional geometry of rotor hubs favours the use of
casting in their manufacture, with spheroidal graphite iron being the material
generally chosen.
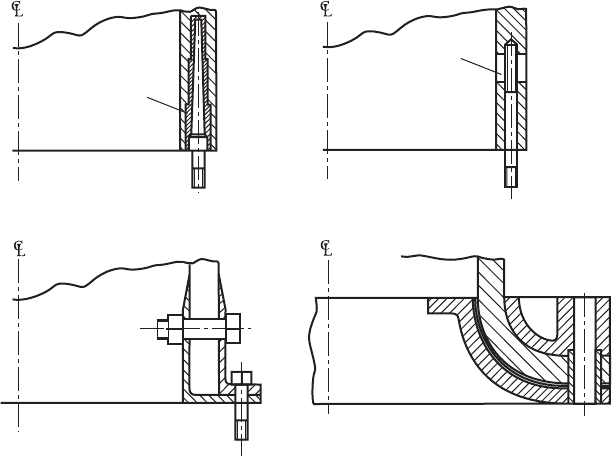
Two distinct shapes of hub for three-bladed machines can be identified: tri-
cylindrical or spherical. The former consists of three cylindrical shells concen tric
ROTOR HUB 421
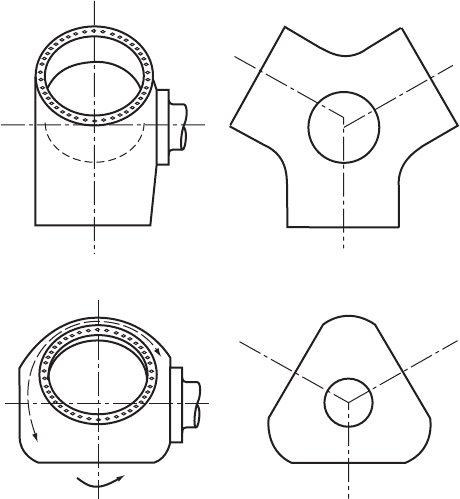
with the blade axes, which flare into each other where they meet, while the latter
consists simply of a spherical shell with cut-outs at the three-blade mounting
positions. Diagrams of both types are shown in Figure 7.22, while an actual
spherical hub is illustrated in Figure 7.23. The structural action of the hub in
resisting three loadings is discussed in the following paragraphs.
(1) Symmetric rotor thrust loading. The blade root bending moments due to sym-
metric rotor thrust loading put the front of the hub in bi-axial tension near the
rotor axis and the rear in bi-axial compression, while the thrust itself generates
out-of-plane bending stresses in the hub shell adjacent to the low speed shaft
flange connection. The load paths are easy to visualize in this case.
(2) Thrust loading on a single blade. This generates out-of-plane bending stresses in
the hub shell at the rear, and in-plane tensile stresses around a curved load path
between the upwind side of the blade bearing and the portion of the low-speed
shaft flange connection remote from the blade (see dashed line in Figure 7.22(b).
The resultant lateral loads will result in out-of-plane bending.
(3) Blade gravity moments. On the tri-cylindrical hub, equal and opposite blade
gravity moments are co mmunicated via the cylindrical shells to areas near the
rotor axis at front and rear where they cancel each other out. It is less
straightforward to visualize the corresponding load paths on the spherical hub,
as out-of-plane bending is likely to be mobilized.
Side view
Front view
M
Y
(a)
(b)
Figure 7.22 (a) Tri-cylindrical Hub; (b) Spherical Hub
422
COMPONENT DESIGN
The complexity of the stress states arising from the latter two types of loading
renders finite-element analysi s of rotor hubs more or less mandatory. At the most,
six load cases need to be analysed, corresponding to the separate application of
moments about the three axes and forces along the three axes at a single hub/blade
interface. Then the distribution of hub stresses due to combinations of loadings on
different blades can be obtaine d by superposition. Similarly the fluctuation of hub
stresses over time can be derived by inputting the time histories of the blade loads
obtained from a wind simulation.
The critical stresses for hub design are the in-plane stresses at the inner or
outer surface, where they reach a maximum because of shell bending. For any
one location on the hub, these are defined by three quantities at each surface: the
in-plane direct stresses in two directions at right angles, and the in-plane shear
stress. In general, these stresses will not vary in-phase with each other over time,
so the principal stress directions will change, complicating the fatigue assess-
ment.
There is, as yet, no generally recognized procedure for calculating the fatigue
damage accumulation due to multi-axial stress fluctuations, although the following
methods have been used, despite their acknowledged imperfections. They all cater
for one or more series of repeated stress cycles rather than the random stress
fluctuations resulting from turbulent loading.
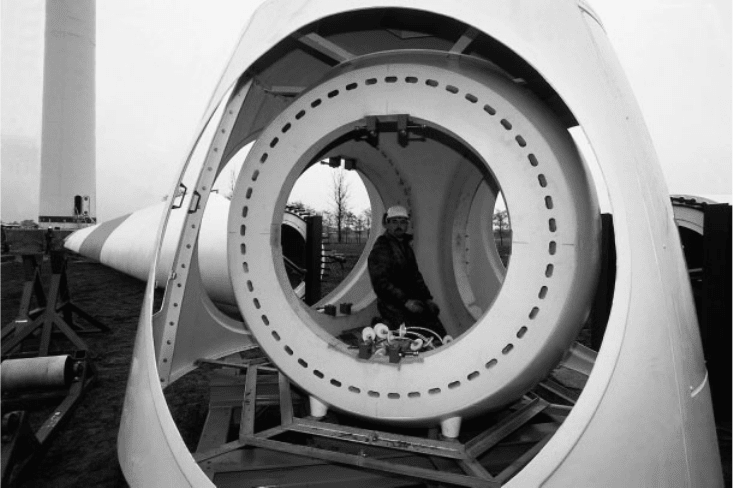
Figure 7.23 Rotor Hub. View of Spherical-shaped Rotor Hub for the 1.5 MW NEG Micon
Turbine Awaiting Installation. The Hub and Spinner are Temporarily Oriented with the
Rotor Shaft Axis Vertical. The Turbine is Stall-regulated, so Slotted Blade Fixing Holes are
Provided to Allow for Fine Adjustment of Blade Pitch to Suit the Site. (Reproduced by
permission of NEG-Micon)
ROTOR HUB 423

(1) Maximum shear method. Here the fatigue evaluation is based on the maximum
shear stress ranges, calculated from either the (
1
2
)=2,
1
=2or
2
=2 time
histories. The effect of mean stress is allowed for using the Goodman relation-
ship:
a
S
SN
þ
m
S
Su
¼
1
ª
(7:43)
where
a
is the alternating shear stress,
m
is the mean shear stress, S
SN
is the
alternating shear stress for N loading cycles from the material S–N curve, S
Su
is
the ultimate shear strength, and ª is the safety factor.
Having used Equation (7.43) to determine S
SN
, the permitted number of
cycles for this loading range can be derived from the S–N curve, enabl ing the
corresponding fatigue damage to be calculated.
(2) ASME Boiler and pressure vessel code method. This is similar to the maximum
shear method, but the shear stres s ranges are based on notional principal
stresses calculated from the changes in the values of
x
,
y
,
z
,
xy
,
yz
and
zx
from datum values occurring at one of the extremes of the stress cycle. Mean
stress effects are not included.
(3) Distortion energy method. In this method, the fatigue evaluation is based on the
fluctuations of the effective or Von Mises stress. In the case of the hub shell, the
stress perpen dicular to the hub surface (and hence the third principal stress) is
zero, so the effective stress is given by:
9 ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
(
1
2
)
2
þ
2
1
þ
2
2
2
s
(7:44)
As the effective stress is based on the distortion energy, it is a scalar quantity, so
it need s to be assigned a sign corresponding to that of the dominant principal
stress. The effect of mean stress is allowed for in the same way as for the
maximum shear method, except that the stresses in Equation (7.43) are now
direct stresses instead of shear stresses. S–N curves for spheroidal graphite iron
are given in Hu
¨
ck (1983).
7.4 Gearbox
7.4.1 Introduction
The function of the gearbox is to step up the speed of rotor rotation to a value
suitable for standard induction generators, which, in the case of fixed-speed
machines or two-speed machines operating at the higher speed, is usually
1500 r.p.m. plus the requisite slip. For machines rated between 300 kW and
2000 kW, with upper rotational speeds between 48 and 17 r.p.m., overall gear ratios
424 COMPONENT DESIGN