Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Improvements of Tribological Conditions 377
• Coating does change the dimensions of the cutting tool. Change depends on the coat-
ing, its specified thickness and the coating process. Typically, PVD is recommended
for high-tolerance tools and CVD for loose tolerance tools. Most PVD coatings add
2–3 µm per side to a tool or component. CVD and PVD CrN are thicker and can
add 10 µm or more in some cases. Processing temperatures may grow or shrink
some substrate materials. CVD temperatures, in particular, affect the heat treatment
conditions of tools and components and can cause dimensional changes.
• Coatings are often applied in multiple alternating layers. This is because the hardness
increases as its grain size decreases, and the grain size decreases simultaneously
with the decrease in coating thickness [76]. This is especially true for alumina
coatings; thinner alumina coating layer are harder. Harder coatings provide better
wear resistance. The desirable maximum thickness: minimum grain size was not
attainable before the introduction of alternating multi-layer coating [76]. The most
common method of achieving the reduction of grain size in Al
2
O
3
layers is to
periodically interrupt their deposition by applying a thin layer of TiC, TiCN or TiN.
Growth of grains inhibited in each succeeding Al
2
O
3
layer. The application of more
layers in this way can be used to build up to the desired overall coating thickness
while keeping grain growth in Al
2
O
3
layers to a minimum.
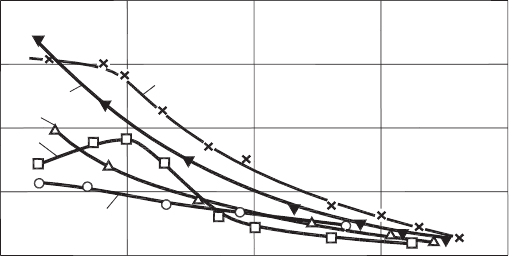
• The effectiveness of various coatings depends on the type of machining operation
and machining regime. In low-speed end milling, wear resistance is determined by
the presence of chromium in the coating while at high-speed end milling TiAlN coat-
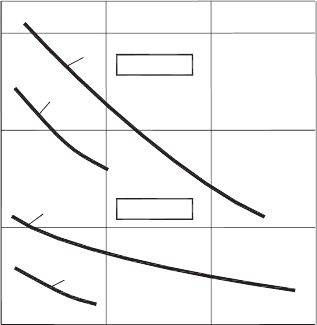
ings assures high wear resistance. In turning, the effectiveness of different coatings
depends on the cutting speed, as shown in Fig. 6.17.
• The best results are achieved when multi-layer coatings like (TiAl)N, (AlTi)N and
(AlTiCr)N coatings are used. Their use: (a) reduces the strength of adhesion bonds at
n(m/min)
60
T(min)
0
400
40
20
2
300200100
1
3
4
5
Fig. 6.17. Influence of cutting speed on tool life for cutting inserts with various coatings.
Longitudinal turning, no cutting fluid. Work material: AISI steel 4140, HB200, cutting feed
f = 0.26 mm/rev, depth of cut d
w
= 3 mm. Tool geometry: cutting edge angle κ
r
= 60
◦
,
normal flank angle α
n
= 7.5
◦
, normal rake angle γ
n
=−7.5
◦
Substrate – carbide M30. Coatings:
(1) TiCrN, (2) AlTiN, (3) no coating, (4) TiN and (5) TiCrN.
378 Tribology of Metal Cutting
the tool–chip interface and thus reduces the severity of the friction at this interface,
(b) improves tool life; (c) increases machining superficial and in-depth residual
stresses because greater portion of the thermal energy generated in machining flows
into the workpiece [77].
In recent years, new diamond coatings were developed for machining nonmetallic or
nonferrous work materials. Earlier, polycrystalline diamond (PCD) tools and “hard”
carbide grades were used for this purpose. Now, a variety of carbon-based cutting tool
coatings are available. They are termed CVD diamond, diamond-like carbon (DLC),
amorphous diamond, hard carbon and a host of brand name designations. In reality,
these coatings can be grouped into three generic categories: true diamond, DLC and
hard carbon.
Basic properties of DLC are listed in Table 6.10. Amorphous (a-C) and hydrogenated
amorphous carbon (a-C:H) films have high hardness, low friction, electrical insula-
tion, chemical inertness, optical transparency, biological compatibility, ability to absorb
photons selectively, smoothness and resistance to wear. For a number of years, these
economically and technologically attractive properties have drawn almost unparalleled
interest towards these coatings. Carbon films with very high hardness, high resistivity
and dielectric optical properties, are now described as diamond-like carbon or DLC [78].
Several methods have been developed for producing diamond-like carbon films:
1. Primary ion beam deposition of carbon ions (IBD).
2. Sputter deposition of carbon with or without bombardment by an intense flux of
ions (physical vapor deposition (PVD)).
3. Deposition from an RF plasma, sustained in hydrocarbon gases, onto substrates
negatively biased (plasma-assisted chemical vapor deposition (PACVD)).
Until recently, the work on DLC worldwide has not yielded the expected benefits in the
field of wear resistance and general mechanical performance. Most of the success has
Table 6.10. Some basic properties of diamond and DLC materials.
Property Thin film Bulk
CVD diamond a-C a-C:H Diamond Graphite
Form Faceted crystals Smooth or rough Smooth Faceted crystals
Hardness (HV) 3000–12 000 1200–3000 900–3000 7000–10 000
Density (g/cm
3
) 2.8–3.5 1.6–2.2 1.2–2.6 3.51 2.26
Refractive index – 1.5–3.1 1.6–3.1 2.42 2.15
Electrical
resistivity
(Ω/cm
3
)
> 10
13
> 10
10
10
6
–10
14
> 10
16
0.4
Thermal
conductivity
(W/m
◦
K)
1100 – – 2000 3500
Chemical stability Inert Inert Inert Inert Inert
Improvements of Tribological Conditions 379
been in applications for magnetic storage media and optical coatings. The reasons for
this are:
• only thin coatings (<1 µm) have been used,
• the 2D aspect of most of the deposition routes,
• the difficulty in gaining good adhesion to metallic substrates.
One of the main problems with DLC deposition at low temperature is the creation of
very high internal stress levels in the films. This, combined with the ensuing lattice
mismatch when DLC is applied to a wide range of substrates, commonly leads to poor
adhesion. In high mechanical stress applications, the adhesion of the films is of paramount
importance. This problem has now been overcome by ensuring that there are no stress
concentrations near the coating–substrate interface. The magnetron sources are used to
deposit a series of multi-layer compounds prior to the deposition of DLC. The layers have
graded interfaces. This ensures that there are no abrupt changes in composition, and that
the stress is introduced into the film gradually. The optimum multi-layer structure series
is: titanium, titanium nitride, titanium carbonitride, titanium carbide and then the DLC.
It has also been subsequently found that the mechanical properties of the hard carbon
films can be improved by incorporating a small percentage of metal dopant (usually ∼5%
titanium) in the final carbon structure.
The resulting films have excellent friction and wear properties:
• microhardness of up to 4000 HV,
• coefficient of friction during dry running in air against cemented WC Tungsten–
Cobalt alloys < 0.15,
• wear rate 20% of that of titanium nitride,
• exceedingly low counterface wear.
The application of DLC coating on cutting tools resulted in significant improvement in
tool life in some applications and allowed dry cutting in some applications. However,
the major problem is a great scatter in tool life results, although the mean tool life is
higher than that with TiN-coated tools. This is because the DSL film lacks adhesion to
the cutting tool surface so it is peeled off at early stage of the cutting process and thus the
tool could not utilize the discussed advantages of the DSL film. Recently, some research
teams found different ways to increase the adhesion properties of DSL coatings [79].
6.3 Improving Tribological Conditions by Modification of Properties
of the Work Material
In the author’s opinion, one of the major hidden resource in improving tribological
conditions in metal cutting (reduced tool wear and improved quality of the machined
surface), and thus reducing the cost per unit of the machined part is in the properties
and structure of the work material. Unfortunately, this simple and self-obvious resource
380 Tribology of Metal Cutting
did not prevent sufficient attention of researchers and practitioners in the field of metal
machining although the properties of the work material define to a large extent:
• Properties of the chip contact surface which is the counterpart of the tool rake face
over the tool–chip contact length.
• Properties of the work material at the tool–workpiece interface (the flank surface),
which define the contact conditions and tool wear over this interface.
It is interesting to point out that the properties of the tool materials and coating at the
discussed interfaces are subjects of a great body of theoretical and experimental studies
from the shop floor level (for example [80,81]) to high level of applied physics (for
example [82–84]), while among the properties and conditions of the work material in
many studies in the field, only generic (not actual) chemical composition (or AISI (SAE,
ASM) designation like AISI steel 1045, for example), hardness and material dealer state
(for example, as rolled, annealed, hot rolled, cold rolled, extruded etc.) are mentioned.
In the author’s experience, these are not sufficient even to the first approximation to
characterize the machinability of the work material and thus the contact processes at the
tool–chip and tool–workpiece interfaces. As a result, a great scatter in experimental data
is a nuisance in experimental metal cutting.
When it comes to industry, one expects that high costs of poor machinability, great
scatter in tool life (that particularly hurts in production-automated lines and manufac-
turing cells with no or minimum human attendance) and great scrap rate prevented at
least some attention of practical manufacturing engineers to the properties of the work
material. Unfortunately, this is not the case even in the most advanced industries and
manufacturing facilities. This is particularly true in the automotive industry where the
losses due to misunderstanding and/or underestimation of the discussed issue result in
the losses of tens of millions of dollars. In the author’s experience, the hidden loses are
even greater than that as a number of premature failures of powertrain components (first
of all, transmissions) are due to the burr and chips left after machining.
Manufacturers have been reluctant to hold the materials suppliers to a narrow range
of chemical composition and hardness variation in the materials supplied. The varia-
tions in the chemical composition and hardness make it very difficult to specify the
optimum tool geometry, suitable grade of the tool material and optimal machining regime.
Moreover, it is next to impossible to implement the results of tribological studies under
these conditions as the modeled and experimentally obtained data cannot be relevant
for the whole range of properties of the work materials. Some common causes for poor
material specification in manufacturing and research practices are:
• Prime cause is the lack of knowledge and readily available data on the correlation
of the properties (both mechanical and metallurgical) of work material and their
machinability (not to mention the metal cutting tribology).
• False perception that tighter specifications and control of metallurgical proper-
ties would always result in higher cost of blanks (casting, forgings etc.) and
materials. There are two major misunderstandings: (a) often, the tightened spec-
ification reduces the usage of some very expensive materials, for example in gray
Improvements of Tribological Conditions 381
cast iron; requirements to increase the hardness of gray cast iron lead to reduced
annealing time that, in turn, reduces the energy (natural gas or electricity) spent,
(b) the automotive industry rapidly shifts from the consideration of the cost of indi-
vidual components (blanks, tool, parts, etc.) to that of the cost per unit including
reliability of the processes and the final products. In such a context, even if the cost
of blanks or raw materials grows, the overall saving on the much higher tool and
process costs, process stability, chip disposal, better quality of the machined part
and assembly structures would be many hundred times than this increased cost.
• Many automotive companies have developed standards on material specification
more than 20 years ago, so these standards do not reflect the advances made in the
materials production and control. To change any particular specification is a cumber-
some process that requires persistence and consumes a lot of time of the originator.
Moreover, since the automotive industry has outsourced the tooling management,
this originator – the tooling application specialist – is an outsider that makes this
task even more difficult.
When it comes to research and development, the following causes can be listed:
• Prime cause is the lack of knowledge on the relevant properties of the work material
relevant to metal cutting in general and to the metal cutting tribology in particular.
The known books and articles on machinability of materials (for example [5,85])
are of a little help in such understanding.
• High cost of metallographic equipment. Many universities and research laborato-
ries cannot afford to have the equipment needed. Unfortunately, in the application
of equipment grants for metal cutting studies, metallographic equipment is not
considered as needed by many grant committees.
• Difficulties in altering the metallurgical and mechanical properties of the work
material.
The objective of this section is to present two simple examples showing that the machin-
ability of the work material and thus the tribological conditions at the interfaces and, as a
result, tool wear (tool life) can be significantly improved via controlling the metallurgical
state of the work material.
6.3.1 Heat treatment
Heat treatment regime of many work materials alters their microstructural characteristics
and physical properties so it affects tool wear and thus the tribological process at the
tribological interfaces. Among many pre-process heat treatment used today, isothermal
annealing is the most widely used process. The practice of annealing which results in
transformation at a constant temperature is referred to as isothermal annealing in con-
trast to continuous cooling annealing, where transformation to ferrite and pearlite takes
place over wide range of temperatures. This also produces full annealing structure for
the purpose of: (a) inducing softness, (b) producing definite microstructure, (c) alter-
ing mechanical properties and (d) removing stresses. Although it is also believed that
382 Tribology of Metal Cutting
isothermal annealing improves the machinability of materials [86], the known literature
sources did not provide any specific quantitative information on improved machinability
due to annealing.
To clarify the issue and to show the influence of the regime of isothermal annealing
on tool wear, Talantov conducted a series of machining tests [87]. Forgings made of
AISI steel 4320 were subjected to 10 different industry regimes of isothermal annealing.
The forgings selected for the control batch were normalized at a standard temperature
of 935
◦
C. The tests were carried out using accelerated cutting regime: cutting speed
ν = 1.5 m/s, cutting feed f = 0.815 mm/rev. Tool material was P20 (75% WC, 5% TiC,
10% Co), tool geometry was: rake angle γ
n
= 0
◦
, major flank angle α
n
= 10
◦
, minor
flank angle α
n1
= 10
◦
, tool cutting edge angle κ
r
= 45
◦
, tool minor cutting edge angle
κ
r1
= 45
◦
and inclination angle λ
p
= 0
◦
. The tool life criteria was the average width of
the flank wear VB
B
= 0.4 mm.
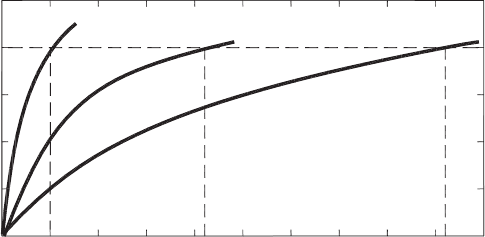
The experimental results showed that tool life differs significantly depending upon a
particular regime of isothermal annealing. Two regimes of this annealing were selected
for further detailed study: AN1 which results in the poorest tool life and AN2 which
results in the greatest tool life. The results obtained for the normalized work material (N)
were used as a reference as this heat treatment process is widely used in practice as a pre-
machining heat treatment. Figure 6.18 shows wear curves for the said heat treatments.
As seen, the difference is so significant that it cannot be just ignored in the research and
practice of metal cutting.
The next step was to determine the root cause of the discussed difference in tool wear.
It was suggested that this cause lays in the differences in the deformation properties
of the two solid phases found in the work material used, namely, ferrite and pearlite.
To verify this suggestion, the partially formed chips obtained using a quick-stop device
were subjected to a metallographic study. These chips were sectioned from the rest of the
workpiece, mounted, ground, polished and etched to obtain specimens that can then be
1
t
ct
(min)
VB
B
(min)
0
0.1
23
45
6
7
8
0.2
0.3
0.4
AN1 N AN2
Fig. 6.18. Wear curves.
Improvements of Tribological Conditions 383
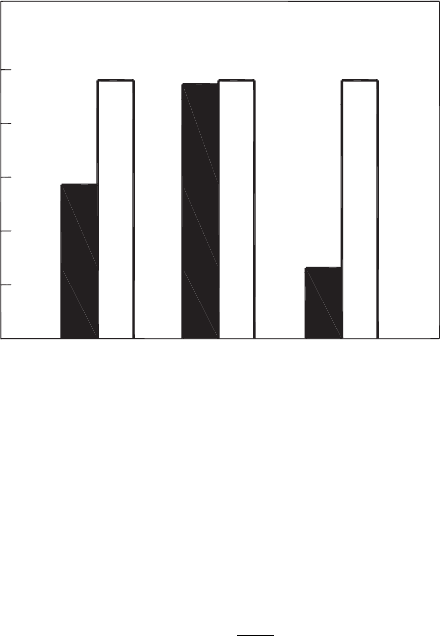
0
0.1
0.2
0.3
0.4
0.5
K
HV
k
HV−p
k
HV−p
k
HV−p
k
HV−f
k
HV−f
k
HV−f
N AN2 AN1
Fig. 6.19. Hardening coefficients for ferrite (k
HV−f
) and pearlite (k
HV−p
) solid phases.
viewed microscopically. The difference in the deformation properties of the phases was
assessed by the level of strain hardening of the phases. To do this, the microhardness
(load 0.05 N) of the ferrite and pearlite phases was measured in the above-mentioned
specimens. Using the average microhardness data, the hardening coefficient k
HV
was
determined for ferrite (k
HV−f
) and pearlite (k
HV−p
) phases as
k
HV
= HV
1
−
HV
HV
1
, (6.48)
where HV and HV
1
are the microhardnesses of a phase before and after machining,
respectively.
The results shown in Fig. 6.19 suggest that the reason for good machinability achieved
in the annealing AN2 is approximately equal strain hardening of the two discussed solid
phases in the workpiece structure. A further metallographic study showed that the reason
for reduced wear is the increase in the actual contact area at the tool–chip and tool–
workpiece interfaces as in the case of AN2 as both the solid phases bear the contact load
so the contact stresses become much lower.
6.3.2 Influence of grain size
Another way to reduce the severity of the contact conditions at the tool–chip and tool–
workpiece interfaces is to create a fine-grain structure with uniform distribution of small
flakes of hard cementite (Fe
3
C). A perception was that smaller and evenly distributed
hard inclusions should reduce the severity of the contact conditions at the tool–chip and
tool–workpiece interfaces. To verify it experimentally, Talantov [87] carried out a series
384 Tribology of Metal Cutting
of cutting tests. The following conditions were used in the tests: work material – three
steel grades, namely, AISI 1045, 1020 and 1070. Tool material – P20 (85% WC, 5% TiC,
10% Co). Cutting feed f = 0.4 mm/rev, depth of cut d
w
= 1.5 mm. Tool geometry: rake
angle γ
n
= 0
◦
, major flank angle α
n
= 10
◦
, minor flank angle α
n1
= 10
◦
, tool cutting
edge angle κ
r
= 45
◦
, tool minor cutting edge angle κ
r1
= 45
◦
and inclination angle
λ
p
= 0
◦
. The tool life criteria was the average width of the flank wear VB
B
= 0.4 mm.
The first series of tests included a comparison of tool lives for the two batches of work-
pieces made of AISI steel 1045 having different grain size. The first batch was heat treated
so that it had the flaked pearlite metallurgical structure while the second – tempered sor-
bite. To make a relevant comparison, both the structures were brought to the same
hardness HB 1800 MPa.
The microhardness of the chip contact area was measured at the middle of the tool–chip
contact length (the end of the zone of plastic contact). To do that, the specimens of the
partially formed chip were produced using a quick-stop device during actual machining
at a cutting speed of 1 m/s. These chips were sectioned from the rest of the specimens,
mounted, ground, polished and then subjected to microhardness tests. The test results
revealed that microhardness of the chip contact layer was HV = 5800 MPa for the
flaked pearlite metallurgical structure, while it was HV = 4800 MPa for the micrograin
tempered sorbite structure.
To explain the phenomenon, the chip contact layers were studied using scanning electron
microscopy. It was found that there is almost no ferrite at the chip contact surface for the
flaked pearlite metallurgical structure while both the solid phases (ferrite and pearlite) in
approximately equal proportion were found for the micrograin tempered sorbite structure.
The result obtained is readily explained by the fact that a micrograin structure prevented
the independent deformation of the solid phases and thus squeezing the pearlite phase
into the contact surface. Moreover, cementate was distributed much more evenly in this
structure. As a result, the hardness of the contact layer is smaller for this case.
As anticipated, the revealed difference in the microhardness of the chip contact layer
affect other tribological characteristics of the cutting process:
• For the same cutting speed (ν = 1 m/s), the cutting temperature was measured to be
940
◦
C in machining of the work material having the flaked pearlite metallurgical
structure, while this temperature was only 895
◦
C for the work material having
micrograin tempered sorbite structure.
• Tool life was found to be 1.42–2.10-fold greater for the work material having
micrograin tempered sorbite structure, as shown in Fig. 6.20.
• Cutting force was found to be 25–30% smaller (depending on the cutting speed and
feed) for the work material having micrograin tempered sorbite structure.
The tests with AISI steels 1020 and 1070 did not show the same dependence. It was
explained by the fact that both the steels have only one predominant solid phase, namely
1020 – ferrite, 1070 – pearlite so that the tribological conditions in machining these
steels do not depend on their grain size.
Improvements of Tribological Conditions 385
0
40
22001800
HB (MPa)
120
T (min)
80
n=0.83m/s
1
2
2
1
n=1.70m/s
Fig. 6.20. Influence of hardness of AISI steel 1045 on tool life for the workpiece having
(1) tempered sorbite and (2) flaked pearlite structures, at two different speeds.
6.3.3 Influence of minor elements in work materials
Normally, the influence of alloy additions on mechanical and physical properties, cor-
rosion and chemical behavior, and processing and manufacturing characteristics are
considered by mechanical and physical metallurgy. Normally, the coverage considers
“alloying” to include any addition of an element or compound that interacts with a base
metal to influence the properties. The prime consideration addresses the beneficial effects
of major alloy additions, inoculants, dopants, grain refiners and other elements that have
been deliberately added to improve the performance of alloys [88]. Although the detri-
mental effects of minor elements or residual (tramp) elements included in the charge
materials or that result from improper melting or refining techniques are discussed, such
discussions are of qualitative nature and primarily relates to the mechanical and phys-
ical properties. It is a common practice in the automotive industry to add some minor
alloying elements and elements traces to improve the castability, formability, heat treat-
ment properties or some minor working properties of the parts concerned, for example
crankshafts.
Unfortunately, possible changes in the machinability of various modified work materials
(castings, forgings, bar stocks etc.) are not considered as important. This is because,
there are very few studies that relate the influence of minor alloying components and
components in traces on machinability so many tool manufacturing processes and quality
specialists are not aware about the strength of the correlation discussed. As a result, wide
range of variations of these components is allowed by common specification of materials
used in the automotive industry. When the allowed range is changed or minor component
is added to the specification of a material by part designers, the manufacturing and process
specialists may not be informed about this change.
386 Tribology of Metal Cutting
A good example of the influence of minor components on the machinability of gray
cast iron, widely used in the automotive industry, was presented by Griffin and
co-workers [89]. They found that within the range allowed for manganese (0.3–0.8%),
the longest tool life corresponds to 0.3% and it reduces by more than twice when the
content of manganese is 0.8%. The same result was obtained for the allowable range of
tin. Even more pronounced influence of volume percent of hard inclusion was found in
this study. Unfortunately, the conclusive results obtained did not affect the methodology
used by the automotive industry in specifying composition of gray, ductile and mal-
leable cast irons although significant cost saving can be achieved with minimum efforts.
Moreover, quality and reliability of cars can be improved by the reduction in the number
of defective transmissions and engine due to metallic chips and burrs left in weans and
gates of case body, pump cover, upper and lower valve bodies, etc.
References
[1] Grzesik, W., Advanced Protective Coatings for Manufacturing and Engineering, Hanser-
Gardner Publications, Cincinnati, OH, 2003.
[2] Holmberg, K., Mathews, A., Coatings Tribology: Properties, Techniques and Applications in
Surface Engineering, Elsevier Science, London, 1994.
[3] Bunshah, R.F., ed., Handbook of Hard Coatings: Deposition Technologies, Properties and
Applications, William Andrew Publishing, New York, 2001.
[4] Shaffer, W.R., Cutting tool edge preparation, SME Paper TP99PUD68, 2000.
[5] Mills, B., Redford, A.H., Machinability of Engineering Materials, Applied Science
Publishers, London, 1983.
[6] Fang, X.D., Zhang, D., An investigation of adhering layer formation during tool wear
progression in turning of free-cutting stainless steel Wear, 197 (1996), 169–178.
[7] Qi, H.S., Mills, B., Formation of a transfer layer at the tool-chip interface during machining,
Wear, 245 (2000), 136–147.
[8] Kumabe, J., Vibration Cutting, Jikkyo Publisher, Tokyo, 1979.
[9] Taylor, F.W., On the art of cutting metals, Transactions of ASME, 28 (1907), 70–350.
[10] Childers, J.C., The chemistry of metalworking fluids, in Metalworking Fluids, J.P. Byers,
Editor. Marcel Dekker, New York, 1994, pp. 165–189.
[11] Mariani, G., The selection and use of semi-synthetic coolants, SME Paper MF90-321, 1990,
pp. 1–10.
[12] Graham, D., Dry out, Cutting Tool Engineering, 52 (2000), 1–8.
[13] Brinksmeier, E., Walter, A., Janssen, R., Diersen, P., Aspects of cooling application
reduction in machining advanced materials, Proceedings of the Institution of Mechanical
Engineers, 213 (1999), 769–778.
[14] Nasir, A., General comments on ecological and dry machining. In Network Proceedings
“Technical Solutions to Decrease Consumption of Cutting Fluids,” Sobotin-Sumperk, Czech
Republic, 1998, pp. 10–14.