Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Improvements of Tribological Conditions 337
Other suggested ways of cutting tool penetration are even more illusive. Access through
voids connected with built-up edge is not very likely because the built-up edge does
not exist at the range of cutting speeds used today. Access into the gap created by tool
vibration is not likely because the amplitude of vibration is extremely small so the chip
does not disengage with the tool [31]. Propagation from the chip blackface through
distorted lattice structure cannot happen physically due to extremely short time of chip
deformation [32].
In the author’s opinion, the most conclusive results were obtained by a research team
headed by Talantov [33]. This study can be summarized as follows. Low-, medium- and
high-carbon steels were selected as work materials. A special setup where the dropping
cutter with separable cutting inserts was installed in a specially designed pendulum-type
device. The cutting insert was allowed to disengage “to freeze” the cutting insert –
partially formed chip at different cutting conditions. After the test, a “frozen” part con-
taining the partially formed chip in its contact with the cutting insert was cutoff from the
rest of the workpiece for further studies. A scanning electron microscope was used to
investigate the geometry of the tool–chip contact at 6000–10 000× magnification. Using
an X-ray microanalyzer, the nature of the tool–chip contact was studied.
The test results proved that there are two distinctive regions within tool–chip contact,
as discussed in Chapter 3. The material of the chip was found to fill out even the
microscopic valleys and hills on the cutting insert contact surface at a level below the
surface roughness, and so no network of fine capillaries was found. Moreover, the zone
of plastic contact was observed at the tool–chip and tool–workpiece interfaces. The
evidence of intensive diffusion was found within this zone that completely excludes
even the finest capillaries.
To study the possibility of cutting fluid penetration at contact surfaces objectively, a series
of tests were carried out in which the various cutting fluids with added radioisotope T-3
(tritium H3) were used. Test conditions were as follows: work material – AISI steel
1045; tool material – standard carbide M10; tool geometry – normal rake angle 0
◦
,
normal flank angle 10
◦
, cutting edge angle 45
◦
, cutting edge inclination angle 0
◦
; cutting
speed range 30–140 m/min; feed range 0.12–0.45 mm/rev; depth of cut 2 mm. The tests
included 5 min of cutting at intensive cutting regimes and quick process interruption with
a specially designed quick-stop device. Then, the tool contact surfaces were examined
using radiography.
The results of this experiment showed no traces of radioisotopes at the plastic part of the
tool–chip and tool–workpiece interfaces. Small traces of radioisotopes within the elastic
part of the tool–chip and tool–workpiece interfaces were found only on very few test
specimens.
The major result of this research program conclusively proves that the cutting fluid does
not penetrate the contact surfaces at the discussed interfaces. All the known “look-nice
stories” about EP additives (chlorine, sulfur and fatty acids for example) that, according
to literature sources, are added to the cutting fluid to prevent severity of the chip and
workpiece contacts where the chip has no ground. On the other hand, their use in metal
338 Tribology of Metal Cutting
cutting has proven to be successful in terms of improving the tool life, reducing the
cutting forces and improving the integrity of machined surfaces. Therefore, another
mechanism of their action should be suggested and verified if one tries to improve the
tribological conditions in metal cutting by using the cutting fluids.
Cooling action. In terms of metal cutting tribology, the commonly referred actions
of the cutting fluid are the lubrication and cooling. Being self-obvious, the former is
most widely tested using various standards (above discussed) and tailored tests while
the latter did not attract much attention besides the general perception that water-soluble
cutting fluids possess higher cooling ability than waterless ones. Unfortunately, there
are no characteristics of the cooling action of cutting fluid is readily available at tool
and process designers’ disposal although a number of studies are known (for example
[34,35]). Moreover, in the author’s opinion, the most important action of cutting fluid is
the embrittlement action which did not attract much attention in the literature on metal
cutting and cutting fluids.
As pointed out in the literature on metal cutting, most of the mechanical energy associated
with chip formation converts into the thermal energy [30,36]. For example, Epifanov and
Rebinder [38] conducted a series of tests using a specially designed setup to study the
energy balance in metal cutting. The setup included a calorimeter and a dynamometer
so the thermal energy generated in cutting was measured directly while the mechani-
cal energy spent in cutting was calculated as a product of the measured cutting force
and the cutting speed. Wide ranges of work materials and cutting regimes were used
in the study. The results of this study conclusively proved that 99% of the energy
is spent in cutting converts into the thermal energy while in standard metrical test-
ing (tensile, compression, impact) such a conversion was found to be in the range
of 0.75–0.93%.
Because practically all the mechanical energy associated with chip formation converts
into the thermal energy, the heat balance equation is of prime concern in metal cut-
ting studies [32]. Accounting for the energy flows in the cutting system, discussed in
Section 6.2.2, this equation can be written as
P
c
= F
z
ν = Q
Σ
= Q
ch
+Q
w
+Q
ct
, (6.1)
where P
c
is the cutting power, F
z
is the power component of the cutting force, ν is the
cutting speed, Q
Σ
is the total thermal energy generated in the cutting process, Q
ch
is
the thermal energy transported by the chip, Q
w
is the thermal energy conducted into the
workpiece and Q
ct
is the thermal energy conducted into the tool.
Table 6.1 presents the result of energy balance study in metal cutting [32] in machining
steel 1045 using experimentally obtained chip compression ratios. As seen in these exper-
iments, most of the thermal energy generated in the cutting process is carried away by the
moving chip. At cutting speeds used today, this portion has reached 80–85%. Approx-
imately, equal portions of the total thermal energy generated in cutting are conducted
into the workpiece and into the tool. As follows from the data presented in Table 6.1, the
ratio of these portions varies significantly with the cutting speed. As the speed increases,
greater portion of the thermal energy is conducted into the tool.
Improvements of Tribological Conditions 339
Table 6.1. Energy balance in machining (steel 1045).
ν
(
m/s
)
Pe Q
ch
(
J/s
)
Q
ch
/Q
Σ
Q
w
(
J/s
)
Q
w
/Q
Σ
Q
ct
(
J/s
)
Q
ct
/Q
Σ
Q
Σ
(
J/s
)
(
%
)(
%
)(
%
)
0.10 1.76 47.9 50.2 38.4 40.2 9.2 9.695.5
0.20 3.52 93.7 55.7 63.7 37.8 11.0 66.6 168.4
0.50 8.80 272.3 70.3 100.3 25.9 14.7 3.8 287.3
1.00 17.60 501.6 76.2 136.9 20.8 19.7 3.0 658.3
2.00 35.20 1177.1 82.8 217.5 15.3 27.0 1.0 1421.6
4.00 70.40 2306.2 86.3 336.7 12.6 29.4 1.1 2572.3
Although most of the thermal energy generated in the cutting process is carried away by
the moving chip, it must, however, not be concluded that the chip temperature is higher
than the tool temperature. In reality, it is much lower. This is simply because the chip
moves and thus mass transfer takes place so that any elementary volume of the moving
chip is not exposed to high contact temperatures for sufficient time to increase the chip
temperature significantly. The same can be said about the workpiece as the tool moves
over its surface, “spreading” the generated thermal energy over all machined surface.
On the contrary, the tool contact surfaces at the tool–chip and tool–workpiece interfaces
do not move. As a result, the tool contact temperatures are normally much higher than
those of the chip and the workpiece. The matter worsens because new superhard tool
materials (CBN, cermets, ceramics, etc.) have very low thermal conductivity, so the tool
cannot dissipate the thermal energy generated at the interfaces fast enough, which results
in extremely high temperatures at the tool contact surfaces.
The observations of the cooling action of a cutting fluid allow the following conclusions:
• Slightly reduces the cutting temperature at cutting speeds up to 150 m/min. At higher
cutting speed, it just stabilizes the temperature of the workpiece. As discussed in
Chapter 4, there is an optimal cutting temperature that correlates the minimum tool
wear. Therefore, the cooling action of a cutting fluid is helpful in terms of tool life
if it brings the cutting temperature closer to the optimal cutting temperature. Other-
wise, tool life is not improved but rather reduced in many conventional machining
operations as found by Seah et al. [18]. Unfortunately, this important issue has
never been explained and thus addressed in the published materials on cutting fluids.
Although the reduction of the cutting temperature due to the cooling action of the
cutting fluid appears to be small [39] and thus it might appear that the cutting fluid
has little effect on the tool–chip interface tribological process. In reality, however,
it is not quite true. Experiments showed that if the cutting temperature exceeds the
optimal temperature at the tool–chip interface and diffusion wear takes place there,
a 10–15% decrease in the contact temperature leads to a 2–3-fold reduction in the
coefficient of diffusion between the tool and the work materials.
• Improves accuracy of machining. By reducing the temperature of the tool and
workpiece, better accuracy of machining can be achieved as a result of reduced
temperature deformation of the components of the machining system.

340 Tribology of Metal Cutting
• Reduces the radius of curvature of the chip. The lower the thermal conductivity of
the work materials, the greater the reduction. This aspect should be accounted for
in the design of obstruction-type chip breakers, where this radius is an important
design consideration.
• Reduces the tool–chip contact length. This is a negative aspect because the cutting
forces are not normally reduced. As a result, higher contact stresses act at the tool–
chip interface that may result in a lower tool life. This is particularly important for
brittle tool materials, which may experience the chipping of the cutting edge.
• Increases thermal shock in interrupted cuts. For example, such as those occuring
in milling can cause thermal cracking on the cutting wedge. Once started, the crack
will grow causing either a catastrophic failure of the cutting insert or a loss of
dimensional accuracy and surface finish on the parts.
Direct cooling action. The cooling action of the cutting fluid is due to forced
convection. As such the heat transfer is given by
Q = A
cl
h
cv
θ
sf
−θ
cf
, (6.2)
where A
cl
is the heat transfer area of surface, h
cv
is the convection heat transfer coef-
ficient of the process, θ
cf
and θ
cf
are the temperatures of the surface and cutting fluid,
respectively.
Although convective heat transfer problems can seem incredibly confusing given the
multitude of different equations available for different systems and flow regimes, one
should keep in mind that the whole goal of the problem is to find the overall heat transfer
coefficient, h
cv
so the problem of heat transfer from the object in the fluid medium can
be solved using Eq. (6.2). Because this coefficient depends on many physical and design
parameters, its determination requires introduction of some similarity numbers as:
The Reynolds Number (Re)
Re =
ν
cf
b
eq
ν
cf
, (6.3)
where ν
cf
is the velocity of the cutting fluid, b
eq
is the equivalent length (diameter or
other length-scale) and ν
cf
is the kinematic viscosity of the cutting fluid.
For forced convection problems Re determines whether or not the flow is turbulent or
laminar. For flow past flat plates, the transition region from laminar to turbulent is about
10
5
< Re < 10
7
.
The Nusselt Number (Nu)
Nu =
h
cv
b
eq
k
cf
, (6.4)
where k
cf
is the thermal conductivity of the cutting fluid.

Improvements of Tribological Conditions 341
The Nusselt Number is defined as the ratio of convection heat transfer to fluid conduction
heat transfer under the same conditions.
The Prandtl number (Pr) characterizes thermal properties of the cutting fluid
Pr =
ν
cf
α
cf
, (6.5)
where α
cf
is the thermal diffusivity of the cutting fluid. It is related to the following
characteristics of the cutting fluid: thermal conductivity k
cf
, specific heat C
P−cf
, density
ρ
cf
by
α
cf
=
k
cf
ρ
cf
C
P−cf
(6.6)
To describe heat transfer, the following generic relationship is used
Nu = c
fc
Re
n
Pr
m
, (6.7)
where c
fc
is a constant.
The particular values of c
fc
, n and m depend on the relative location, the cutting fluid
flow and the cooled surface [40,41].
The most general case is the interaction of the cutting fluid flow with a flat surface set
perpendicular to this flow. In this particular case
Nu = 0.20Re
0.65
Pr
0.33
(6.8)
or substituting Eqs. (6.3)–(6.6) into Eq. (6.8), recalling that ρ
cf
= γ
cf
/g, and expressing
h
fc
, one can obtain
h
fc
=
0.20
b
0.35
g
0.33
×
ν
0.65
cf
k
0.67
cf
(C
P−cf
γ
cf
)
0.33
ν
0.32
cf
, (6.9)
where γ
cf
is the specific weight of the cutting fluid and g is the acceleration due to
gravity.
Although Eq. (6.9) has a clear structure and thus can be analyzed directly, much more
general results can be obtained if one realizes that its first term is an application-specific
constant. Therefore, we can introduce a new parameter called the cooling intensity K
h
which includes only the second cooling-process-specific term of Eq. (6.9),
K
h
= ν
0.65
cf
k
0.67
cf
C
0.33
P−cf
γ
0.33
cf
ν
−0.32
cf
(6.10)
As seen, the velocity of the cutting fluid ν
cf
affects its cooling ability almost as much as
its thermal conductivity k
cf
and much more than its specific heat C
P−cf
. Table 6.2 shows

342 Tribology of Metal Cutting
Table 6.2. Cooling intensity of different media.
Cutting fluid Thermal
conductivity
(k
cf
)
kcal
m·h·
◦
C
Specific heat
(C
P−cf
)
kcal
kg·
◦
C
Kinematic
viscosity
(ν
cf
×10
3
)
m
2
/h
Specific
weight
(γ
cf
)
kg/m
3
Cooling intensity
K
h
In%of
K
h
for water
Water – normal application (flooding from the
chip free surface at ν
cf
= 0.2m/s and
temperature θ
cf
= 20
◦
C)
0.515 0.999 3.60 998.20 2715 100.0
Soluble oil of 10% concentration – normal
application
0.297 0.884 5.16 990.80 1646 60.6
Kerosene – normal application 0.126 0.448 7.92 800.00 589 21.7
Carbon tetrachloride (CCl
4
) – normal application 0.087 0.127 2.19 1594.90 531 19.6
Pure gear box oil – normal application 0.109 0.436 162.00 875.60 211 7.8
Cutting strait oil with chlorine and sulfur –
normal application
0.103 0.240 337.00 900.10 155 5.7
Compressed air at velocity 100 m/s and
temperature θ
cf
= 20
◦
C
0.0223 0.240 54.31.205 479 17.6
Compressed air at velocity 100 m/s and
temperature θ
cf
=−40
◦
C
0.0182 0.242 36.01.515 515 19.0
Compressed air at velocity 300 m/s and
temperature θ
cf
= 20
◦
C
0.0223 0.240 54.31.205 970 36.7
Compressed air at velocity 300 m/s and
temperature θ
cf
=−40
◦
C
0.0182 0.242 36.01.515 1046 38.6
Compressed air at velocity 500 m/s and
temperature θ
cf
= 20
◦
C
0.0223 0.240 54.31.205 1360 50.1
Compressed air at velocity 500 m/s and
temperature θ
cf
=−40
◦
C
0.0182 0.242 36.01.515 1465 54.0
Improvements of Tribological Conditions 343
the results of calculations of the cooling intensity K
h
for some common cases in metal
cutting.
The summary of the results on the cooling action of the cutting fluid allows pointing out
the following:
• The cooling action of the cutting fluid assists the cutting process as far as it brings the
cutting temperature closer to the optimal cutting temperature. Otherwise, the use of
cutting fluid reduces tool life [42]. When one considers the whole machining system,
the cooling action often stabilizes the temperature of the machining system compo-
nents that results in better machining accuracy due to reduced thermal deformations
of these components. Another down-to-earth but important aspect is the tempera-
ture of the part after machining. Often, when no coolant is used, this temperature
is high so the operator finds it difficult to handle the part (including unloading,
measurements and/or gaging).
• Significant intensification of the cooling action of the cutting fluid is achieved by
increasing its velocity, which has a dual result. First, it increases the convection
heat transfer coefficient and second, high-velocity jets of the cutting fluid blow a
boundary layer formed on high-temperature surfaces. This explains the efficiency
of the high-pressure cutting fluid supply which increases the velocity of the cut-
ting fluid. Although it is often claimed that the high-pressure supply of the cutting
fluid increases its penetration ability into the tool–chip and tool–workpiece inter-
faces [43,44], in reality it is not so because, as it is shown in Chapter 3, the contact
stresses are a way higher than the maximum pressure of the cutting fluid. It was
conclusively proven that tool life (tool wear) does not significantly increase in cut-
ting under very high static pressure [45]. In reality, high pressure of the cutting fluid
increases its velocity, which, in turn, significantly improves the cooling action of
this fluid. Moreover, it does not affect the cutting forces [46].
Cooling action due to evaporation. To comprehend the cooling action of the cutting
fluid when it boils due to the contact with hot surfaces of the tool, one should consider the
process of heat exchange between a solid and a boiling liquid [47]. The boiling process
includes formation, growth and separation of bubbles.
When the surface temperature is slightly hotter than the saturation temperature of the
liquid, the excess vapor pressure is unlikely to produce bubbles. The locally warmed
liquid expands and convection currents carry it to the liquid–vapor interface where evap-
oration takes place and thermal equilibrium is restored. Thus, in this mode, evaporation
takes place at small temperature differences and with no bubble formation. As the sur-
face becomes hotter, nucleate boiling takes place. As such, the excess of vapor pressure
over local liquid pressure increases and eventually bubbles are formed. These occur at
nucleating points on the hot surface where miniature gas pockets, existing in surface
defects, form the nucleus for the formation of a bubble.
As soon as a bubble is formed, it expands rapidly as the warmed liquid evaporates into
it. The temperature of vapor in the bubbles is equal to the saturation temperature (θ
st
).
344 Tribology of Metal Cutting
Table 6.3. Saturation temperature (θ
st
), heat of vaporization (r
vo
), density of vapor
(ρ
vo
), equivalent length (diameter or other length-scale) (b
eq
) for water vapor as
functions of pressure (p
at
).
p
at
(
MPa
)
θ
st
(
◦
C
)
r
vo
×10
−3
J/kg
ρ
vo
kg/m
3
b
eq
×10
6
(
m
)
0.01 45.8 2392 0.07 3836
0.02 60.1 2357 0.13 954.6
0.04 75.9 2318 0.25 289.6
0.06 85.9 2293 0.36 137.4
0.08 93.5 2273 0.48 79.4
0.10 99.6 2257 0.59 50.6
0.20 120.2 2202 1.13 14.2
This temperature depends on the properties of the liquid and pressure (Table 6.3), which
remains invariable during the boiling process. For water vapor under the standard atmo-
spheric pressure, this temperature is θ
st
= 100
◦
C. The buoyancy detaches the bubble
from the surface and another starts to form. Nucleate boiling is characterized by vigorous
bubble formation and turbulence. Exceptionally high heat transfer rates and heat trans-
fer coefficients with moderate temperature differences occur in nucleate boiling, and in
practical applications. Boiling is nearly always in this mode.
The temperature of the boiling liquid in contact with the hot surface is equal to the
temperature of this surface, θ
hs
and then reduces with distance from this surface within
the limits of the so-called boundary layer to a temperature slightly higher than θ
st
. The
pressure of the vapor within a bubble is higher than that of the surrounding. Due to this
fact, this bubble grows to a certain size and then detaches from the surface. The diameter
of the bubble, d
bo
at the instant of detaching is
d
bo
= 0.2ψ
b
σ
o
/(ρ
lo
−ρ
vo
), (6.11)
where σ
o
is the surface tension, ρ
lo
and ρ
vo
are the densities of the liquid and vapor,
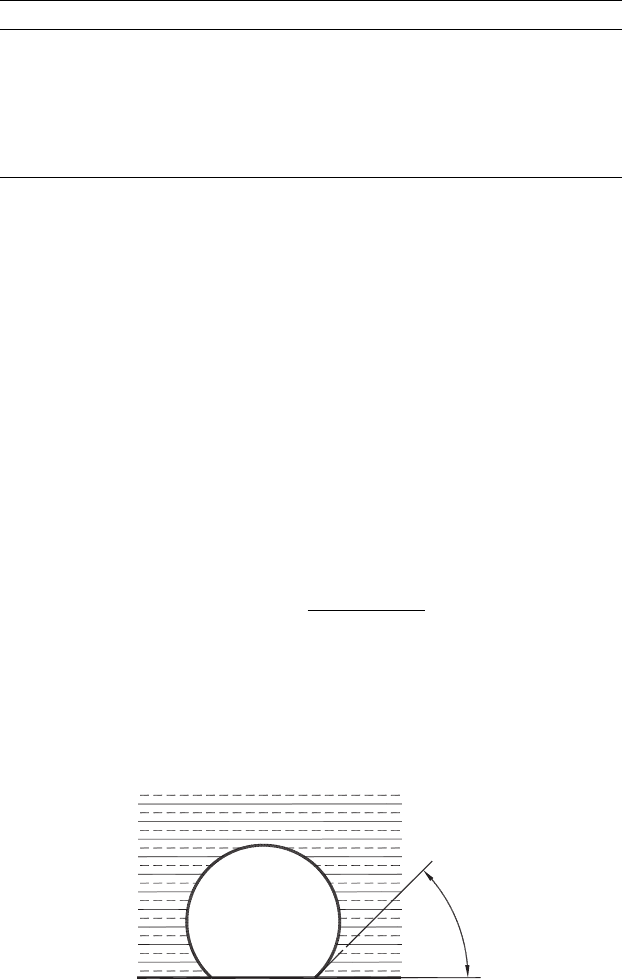
respectively, ψ
b
is the contact angle (Fig. 6.4), for kerosene ψ
b
= 26
◦
, for water
ψ
b
= 50
◦
and for mercury ψ
b
= 137
◦
.
y
b
Fig. 6.4. Contact angle.
Improvements of Tribological Conditions 345
The contact angle (ψ
b
) is a quantitative measure of the wetting of a solid by a liquid. It is
defined geometrically as the angle formed by a liquid at the three phase boundary where
a liquid, gas and a solid intersect, as shown in Fig. 6.4. Low values of ψ
b
indicate that
the liquid spreads, or wets well, while high values indicate poor wetting. If the contact
angle is less than 90
◦
the liquid is said to wet the solid. If it is greater than 90
◦
it is
said to be non-wetting. A 0
◦
contact angle represents complete wetting. Two different
approaches are commonly used to measure the contact angles of non-porous solids, i.e.
goniometry and tensiometry. Goniometry involves the observation of a sessile drop of
test liquid on a solid substrate. Tensiometry involves measuring the forces of interaction
as a solid is in contact with a test liquid.
When the wetting is good, the bubbles formed detach easily, whereas when the wetting
is poor, the bubbles formed spread over the surface forming a vapor film. The greater
the wetting, greater the ease with which the bubbles formed leave the surface frequently,
higher is the heat transfer coefficient of this process, h
bv
. The frequency of separation
from the surface and the number of bubbles formed as well as h
bv
depend on the temper-
ature difference ∆θ
vp
= θ
hs
−θ
st
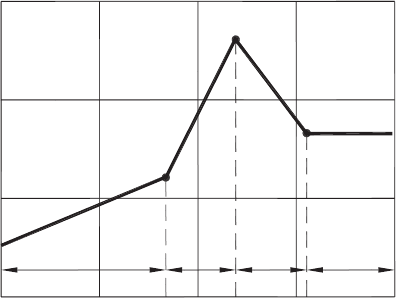
. Figure 6.5 shows the dependence of the heat transfer
coefficient on the boiling of water on the temperature difference ∆θ
vp
under the atmo-
spheric pressure of 0.1 MPa. When ∆θ
vp
is small, the heat transfer process is the same as
that due to convection (Zone 1 in Fig. 6.5). Then the heat transfer coefficient increases
dramatically further increase in ∆θ
vp
(Zone 2 in Fig. 6.5) because the frequency of bubble
formation and the number of bubbles formed increase. The boiling regime corresponding
to this state is called convective boiling.
As the heating surface temperature rises, the rate of production of vapor bubbles becomes
so high that eventually the surface becomes enveloped in a blanket or film of vapor which
prevents the liquid from wetting the surface. When this happens, the insulating effect
0.1 1.0 10 100
∆q
vp
(°C)
h
bv
(W/(m
2
°C)
1234
10
4
10
3
10
2
Fig. 6.5. Dependence of the heat transfer coefficient of this process (h
bv
) on the boiling of water
on the temperature difference ∆θ
vp
= θ
hs
−θ
st
.
346 Tribology of Metal Cutting
of the film greatly reduces the rate of heat transfer. As seen in Fig. 6.5 (Zone 3), after
reaching a certain maximum (for water) h
max
bv
= 4.65 ×10
4
W/m
2 ◦
C under the critical
temperature range ∆θ
cr
vp
= 20−25
◦
C, the heat transfer coefficient reduces when ∆θ
vp
increases further. Convective boiling becomes film boiling. Zone 4 (Fig. 6.5) corresponds
to the stable film boiling. Here, the heat transfer coefficient shows practically no depen-
dence on ∆θ
vp
. The foregoing analysis suggests that the highest cooling effect is reached
in Zone 3 so the design of the cooling system should be optimized to assure the operation
in this zone.
The maximum heat transfer occurs when h
bv
= h
max
bv
and ∆θ
vp
= ∆θ
cr
vp
, so the maximum
specific heat flux can be written as q
b−max
= h
max
bv
∆θ
vp
. Because h
max
bv
and ∆θ
cr
vp
depend
on the physical properties of the cutting fluid so that they differ for different cutting
fluids. For a wide range of water-based cutting fluids, (h
max
bv
= 4.65 × 10
4
W/m
2 ◦
C
and ∆θ
cr
vp
= 20−25
◦
C), the maximum specific heat flux can be written as q
b−max
=
1.16 × 10
6
W/m
2
.
As in the previous section, heat transfer parameters can be calculated using Eq. (6.7).
The similarity numbers, however, should be considered as follows:
• The thermal characteristic of the fluid in the Nusselt Number (Eq. (6.4)) should be
taken at temperature θ
st
.
• Parameters b
eq
and ν
cf
in the Reynolds number (Eq. (6.3)) should be interpreted
as follows: the equivalent length (diameter or other length-scale) b
eq
is selected
proportional to the diameter of the bubble, d
b
formed on boiling; ν
cf
= ν
vp
is the
conditional velocity of vapor, where ν
vp
= q
ν−f
/
(
r
vo
ρ
vo
)
, where q
ν−f
is the specific
heat flux into the liquid phase
W/m
2
, r
vo
is the heat of vaporization
J/kg
, and
ρ
vo
is the density of vapor at θ
st
.
Using the parameters introduced in Eq. (6.7), one can obtain
h
bv
= c
bv
k
p
vo
cf
b
eq
∆θ
r
vo
ρ
vo
ν
vp
m
vo
Pr
n
vo
(6.12)
Coefficient c
bv
, and powers p
vo
,m
vo
and n
vo
in Eq. (6.12) are shown in Table 6.4.
To calculate heat transfer in the most practical case, where a water-based cutting fluid
is supplied into the machining zone at the atmospheric pressure, Eq. (6.12) can be
significantly simplified using the data presented in Tables 6.3 and 6.5 keeping in mind
Table 6.4. Coefficient c
bv
, and powers p
vo
, m
vo
and n
vo
in Eq. (6.12).
Re c
bv
p
vo
m
vo
n
vo
≤ 0.01 0.00390 2.00 1.00 0.66
> 0.01 0.00263 2.86 1.86 0.95