Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Improvements of Tribological Conditions 327
1.2.2 Reducing the strain to fracture of the work material by adding sulfur,
lead or combinations of both (the so-called free-machining steels) [5].
1.2.3 Changing the mechanical and contact properties of the work mate-
rial by changing its chemical composition, for example Fe–Si and
Ca–deoxidized steels to enhance its machinability [5–7].
2. Systemic methods. These are used when all the components of the cutting system
are actually engaged in cutting, i.e. when the cutting system is in existence. Among
them, the following are mostly used:
2.1 Application of various cutting media (often referred as cutting fluids or
simply coolants).
2.2 Alternation properties of the layer being removed: (a) machining with
plastic deformation of the layer being removed ahead of the cutting tool;
(b) machining with preheating of the layer being removed (by laser beam,
plasma, induction heating, etc.).
2.3 Introduction of specially directed forced vibrations (often ultrasonic) into
the cutting process. These are applied to the tool or to the workpiece result-
ing in the reduction of the cutting force, better penetration of the cutting fluid
at the tool–chip and tool–workpiece interfaces, and, sometimes, in better
integrity of the machined surface [8].
This chapter aims to introduce the most vital and basic tribological aspects of the cutting
fluid application as the most representative and widely used systemic and component
(correspondingly) method for the improvement of tribological conditions in metal cut-
ting. It also discusses some important aspects of coating applications and metallurgical
structure of the work material.
6.1 Cutting Fluids (Coolants)
6.1.1 General
The basic functions of a cutting fluid are to provide cooling and lubrication and thus
reducing the severity of the contact processes at the cutting tool–chip and cutting tool–
workpiece interfaces. As a result, a cutting fluid may significantly affect the tribological
conditions at these interfaces by changing the contact temperature, normal and shear
stresses and their distributions along the interfaces, type and/or mechanism of tool wear,
machined surface integrity and machining residual stresses induced in the machined
parts, etc. In some applications, it is expected that a cutting fluid should also provide
secondary service actions as, for example, washing of the machined part; chip transporta-
tions as in deep-hole drilling where a cutting fluid transports the chip over significant
distances.
Historically, until nineteenth century, water was used as a cooling medium to assist
various metalworking operations. Taylor [9] was probably the first to prove the practical
value of using liquids to aid in metal cutting. In 1883, he demonstrated that a heavy stream
328 Tribology of Metal Cutting
of water flooding the cutting zone increased the allowable cutting speed by 30–40%.
It was found, however, that although water is an excellent coolant due to its high thermal
capacity and availability [10], corrosion of parts and machines and poor lubrication were
the drawbacks of such a coolant. Further developments followed quickly. Mineral oils
were developed at this time as these have much higher lubricity, but the lower cooling
ability and high costs restricted this use to low cutting speed machining operations.
Finally, between 1910 and 1920 soluble oils were initially developed to improve the
cooling properties and fire resistance of straight oils [10]. Other substances are also added
to these to control problems such as foaming, bacteria and fungi. Oils as lubricants for
machining were also developed by adding extreme pressure (EP) additives. Today, these
two types of cutting fluids (coolants) are known as water emulsifiable oils and straight
cutting oils. Additionally, semi-synthetic and synthetic cutting fluids were also developed
to improve the performance of many machining operations [11].
Although the significance of cutting fluids in machining is widely recognized, cooling
lubricants are often regarded as supporting media that are necessary but not important.
In many cases, the design or selection of the cutting fluid supply system is based on
the assumption that greater the amount of lubricant used, the better the support for the
cutting process. As a result, the contact zone between the workpiece and the tool is
often flooded by the cutting fluid without taking into account the requirements of a
specific process. Moreover, the selection of the type of the cutting fluid for a particular
machining operation is often based upon recommendations of sales representatives of
cutting fluid suppliers without clearly understanding the nature of this operation and the
clear objectives of cutting fluid application. The brochures and websites of cutting fluid
suppliers are of little help in such a selection. The techniques of cutting fluid application,
which includes the cutting fluid pressure, flow rate, nozzles’ design and location with
respect to the machining zone, filtration, temperature, etc., are often left to the discretion
of machine and tool designers. Moreover, the machine operators of manual and semi-
automatic machines are often those who decide the point of application and flow rate of
the cutting fluid for each particular cutting operation.
The cutting fluids also represent a significant part of the manufacturing costs. Just two
decades ago, cutting fluids accounted for less than 3% of the cost of most machining
processes. These fluids were so cheap that few machine shops gave them much thought.
Times have changed and today cutting fluids account for up to 15% of a shop produc-
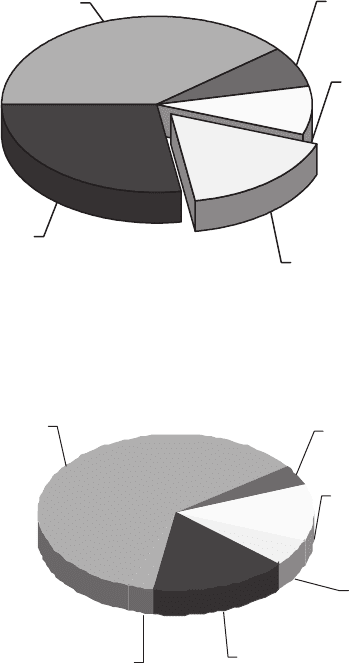
tion cost [12]. Figure 6.1 illustrates the cost of production of camshafts in the European
automotive industry [13,14]. The conspicuous high share of the costs for cooling lubri-
cation technology reaches 16.9% of the total manufacturing costs. As directly follows
from Fig. 6.1, the costs of purchase, care and disposal of cutting fluids are more than
2-fold higher than the tool-related costs, although the main attention of researchers, engi-
neers and managers is focused on improving the cutting tools. Moreover, cutting fluids,
especially those containing oil, have become a huge liability. Not only does the Envi-
ronmental Protection Agency (EPA) regulates the disposal of such mixtures, but many
states and localities also have classified them as hazardous wastes.
At present, many efforts are being undertaken to develop advanced machining pro-
cesses using less or no coolants [15–17]. Machining without the use of cutting fluids has
become a popular avenue for eliminating the problems associated with the cutting fluid
Improvements of Tribological Conditions 329
(a)
Structure of Manufacturing Costs
Tool costs
7.5%
General costs
27.5%
Machine tool costs
38.3%
Staff costs
8.8%
Costs of coolant
application
16.9%
Structure of Manufacturing Costs
(b)
Depreciation
and waste disposal
59%
Cleaning
3.7%
Service
10.7%
Laboratory
equipment
5.2%
Staff
14.3%
Electricity
2.9%
Fig. 6.1. Pie-chart representations of: (a) manufacturing cost at the German automotive industry
and (b) structure of coolant cost.
management [18]. One of the greatest obstacles to the acceptance of dry machining is
the false belief that cutting fluids are needed to produce high-quality finish, although a
number of studies have shown otherwise.
As anything in this world, dry machining has its advantages and associated drawbacks.
The advantages of dry machining are self-obvious: cleaner parts, no waste genera-
tion, reduced cost of machining, reduced cost of chip recycling (no residual oil), etc.
330 Tribology of Metal Cutting
These advantages do have a cost. The most prohibitive part of switching to dry machining
is a large capital expenditure required to start a dry machining operation. Machines
and tools designed for cutting fluids cannot be adapted readily for dry cutting [18].
New, more powerful machines must be purchased, and special tooling is often needed
to withstand high temperatures generated in dry cutting. The quality of machined parts
may be affected significantly as the properties of the machined surface are significantly
altered by dry machining in terms of its metallurgical properties and machining residual
stresses. High cutting forces and temperatures in dry machining may cause the distortion
of parts during machining. Moreover, parts are often rather hot after dry machining so
its handling, inspection gaging, etc., may present a number of problems.
Promising alternatives to conventional flood coolant applications are also Minimum
Quantity Lubricant (MQL) or Near Dry Machining (NDM) or Semi-Dry Machining
(SDM). As the name implies, MQL uses a very small quantity of lubricant delivered
precisely to the cutting zone. Often the quantity used is so small that no lubricant is
recovered from the parts. Any remaining lubricant may form a film that protects the
parts from oxidation or the lubricant may vaporize completely due to high temperatures
of the cutting zone. It was pointed out, however, that the use of MQL will only be
acceptable if the main tasks of the cutting fluid [19] (heat removal – cooling; heat and
wear reduction – lubrication; chip removal; corrosion protection) in the cutting process
are successfully replaced [20]. To make such a replacement, the understanding of the
metal cutting tribology is vital.
6.1.2 Understanding the background of cutting fluids selection: what seems
to be the problem?
Although a great body of research and application data are available, actual action of
cutting fluids is still an open issue in metal cutting. When cutting fluids are applied, the
existence of high contact pressure between chip and tool rake face, particularly along the
plastic part of the tool–chip contact length, should apparently preclude any fluid access
to the rake face. In spite of this self-obvious fact, the theory considering these fluids
as boundary lubricants is still leading [21] and thus explaining the marked influence
which cutting fluids have on the cutting process outputs (cutting force and temperature,
surface finish and machining residual stresses, tool wear). Unfortunately, these outputs
have never been analyzed systematically to correlate them with the parameters (type,
make, brand, flow rate, pressure, application technique, etc.) of the cutting fluid used.
The known books and publications on cutting fluids, and their selection and application
techniques are of little help in the intelligent (purposive or goal-directed) selection of
the parameters of the cutting fluid. Although these books and multiple published articles
describe in detail the chemical and physical (thermal, rheological, etc.) properties of
various cutting fluids and their components, they provide only qualitative descriptions of
correlation of these properties with metal cutting conditions using very vague words as
“improve,” “increase,” etc. No quantitative data are provided because these are simply
unavailable. Even when a serious team of applications specialists in the automotive
industry tries to deal with the issue and thus attempt to develop a kind of standards for
cutting fluids (for example GM LS2 [22]), the maintenance issues associated with the
cutting fluid overshadow the cutting actions and tests of these fluids.
Improvements of Tribological Conditions 331
In the author’s opinion, the lack of elementary knowledge on metal machining tribology
prevents intelligent decision-making in the whole cutting fluid business. As a result, in
the automotive industry, the associated costs often overshadow those savings gained due
to implementation of advanced cutting tools, tool materials, coating etc. Because the
cutting tool and cutting fluid businesses are normally outsourced to different commodity
management companies, the automotive companies cannot see this obvious fact.
6.1.3 Application aspect of the selection and implementation of the cutting fluids
Selection of the coolant chemistry (composition, make etc.). As pointed out by Childers
[10], the chemistry of metalworking fluids is as diverse as a library of cookbooks. Each
formulating chemist working in a small local or big international metalworking fluid
company develops his own fluid formula to meet the performance criteria of the metal-
working operations or a group of similar (in his opinion) operations. But like “lasagna,”
each “recipe” has common ingredients or raw materials: pasta noodles, cheese(s), souse,
meat, Italian seasoning, etc. That is why metalworking fluids are at times called “black
box chemical blends.” No user is fully aware of the exact composition of the fluid used,
but the user knows whether it meets certain performance criteria (tastes good). There
are many additives and blends that may function as metalworking fluids and there is
no assurance of the “perfect” fluid for an operation. Misapplication of that perfect fluid
could render unacceptable.
Trying out a coolant on a machine. According to Metalworking Fluids Magazine [23],
you cannot intelligently select the best metalworking fluid by “trying it out on a machine”
because there are many variables between fluids, machines and operations and you will
be wasting time and money. You are not likely to learn anything, and anything you
do learn will apply to that machine alone. Worse, you have established precedence on a
procedure that does not work. Therefore, proper laboratory testing should always precede
field test.
Get help in the selection and application of the “perfect” cutting fluid from
“professionals.” According to Metalworking Fluids Magazine [23], if you ask for
assistance from a cutting fluid salesperson, he will suggest the perfect cutting fluid
and offer to watch this cutting fluid during the test period. Unfortunately, experience
shows that this is not the best way to go with because even if a good result is achieved,
it does not last so you wait for another salesman to come and ask you “try another one
out on this other machine.”
Laboratory testing of the cutting fluid. As pointed out by Byers [24], manufacturers
spend hundreds of thousands of dollars on the machines, tens of thousands of dollars
on the skilled operator, hundreds or thousands of dollars on the cutting tool or grinding
wheel, and only pennies per mix gallon on the metalworking fluid. Yet, if the fluid is
not correctly selected and/or its application techniques are not suitable for the operation,
the results are scrap and/or poor-quality parts and thus the entire investment will be
wasted. Therefore, the result of laboratory testing seem to be very helpful in the selec-
tion of the application-specific cutting fluid. Reality, however, is much less bright and
promising.
332 Tribology of Metal Cutting
Although Byers [24] pointed out that a laboratory test must be meaningful presuming
the most important conditions of the metalworking operation, the problem is that these
conditions (which are actually the tribological conditions) are not clearly understood or
known. As a result, many properties measured in laboratory testing, for example specific
gravity, viscosity, flash and fire points, neutralization number, stability determinations
(neat product stability and dilution stability), foam tests, oil rejection, pH measurements,
alkalinity, emulsifier content, boron content, microbicide level, etc., relate to the cut-
ting fluid maintenance rather than to the tribological characteristic of the metal cutting
system.
The most important performance characteristics presumably related to metal cutting tri-
bology is called lubricity. The types of lubricity test of metal cutting fluids known today
can be broadly divided into two groups. The first group is most common and is based on
simple rubbing action. The second group includes actual metal cutting under controlled
conditions.
Rubbing tests. Byers [24] admitted that because of the complexity of field conditions,
no single test machine can simulate the lubrication requirements for all in plant manufac-
turing operations. He suggested that different lubricity tests should be used to evaluate
metalworking fluids. He did not point out, however, how many tests should be used.
Moreover, there is no indication how to compare and compile the test results to arrive at
any meaningful conclusion about the particular properties of the cutting fluid as related
to the actual cutting operation.
The Falex Pin and Vee method (ASTM D2625-94(2003)) is the most widely used, and,
yet of least value with respect to metal cutting and grinding. A standard Pin and Vee tester
can measure two qualities of a lubricant, namely its lubricity and the maximum pressure
it withstands before the lubricating properties fail. Tests can be performed at various
temperatures. It operates by having a small, rotating, cylindrical pin squeezed between
two metal arms with vee-notched blocks attached, as shown in Fig. 6.2. The testing can
be performed by immersion in oil which is being heated to a desired temperature. It is
also suitable for testing dry film bonded lubricants and additive packages. Testing is
performed to the following standards:
• Endurance (Wear) Life and Load-Carrying Capacity of Solid Film Lubricants (Falex
Pin and Vee Method) ASTM D-2625.
• Measuring Wear Properties of Fluid Lubricants (Falex Pin and Vee Block Method)
ASTM D-2670.
• Measurement of Extreme Pressure Properties of Fluid Lubricants (Falex Pin and
Vee Block Methods) ASTM D-3233.
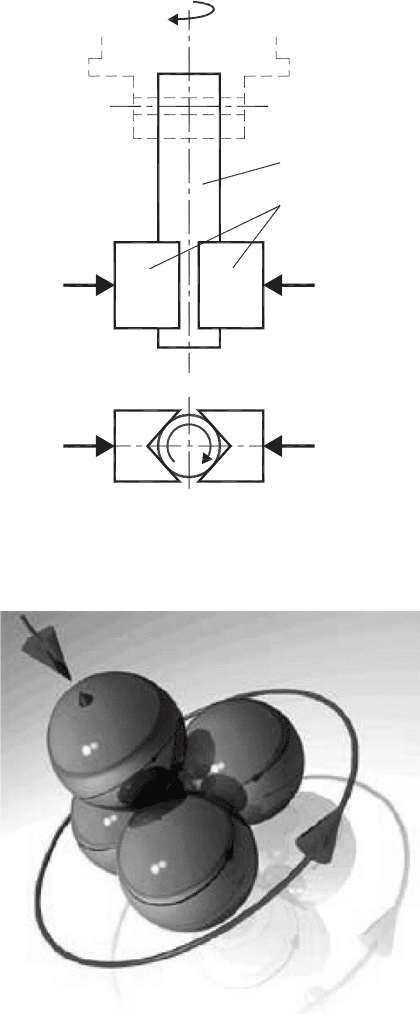
The Four Ball Wear Test (ASTM D-4172) determines the wear protection properties of
a lubricant. Three metal balls are clamped together and covered with the test lubricant,
while a rotating fourth ball is pressed against them in sliding contact (Fig. 6.3). This
contact typically produces a wear scar, which is measured and recorded. The smaller the
average wear scar, the better the wear protection provided by the lubricant.
Improvements of Tribological Conditions 333
V blocks
Revolving
journal
Fig. 6.2. Pin and Vee-block lubricity test.
Fig. 6.3. Four-ball lubricity test.
334 Tribology of Metal Cutting
There are a number of other tests as, for example, the block-on-ring and pin-on-ring
Falex-type lubricity tests that can be used to evaluate lubricity of the cutting fluid.
Although these tests are widely used to evaluate the performance of cutting fluids, one
should clearly realize that it is difficult, if not impossible, to correlate bench test data with
actual performance of the cutting fluid. This is because a number of crucial differences
exists between the test conditions in rubbing tests and actual metal cutting:
• The major problem is that in rubbing tests, the continuous sliding contact occurs
by cyclic reintroduction of the same surface element from the counter-material.
Although repeated contact occurs between many machine elements, such as journal
bearings, rotating seals and engine pistons, in metal cutting, by contrast, tools
generally slide against a freshly formed, not previously encountered surface. The
physics and chemistry of this freshly formed surface (referred to as the juvenile
surface) are considerably different from the contact surface in rubbing test.
• To prove this point conclusively, Zorev [25] carried out cutting tests using mercury
as the cutting fluid. Normally, mercury as a cutting fluid would not pass ASTM
standard tests because it would not wet the steel surface. In metal cutting, however,
it is absorbed very easily by the chip’s freshly formed surface covering it with a
thin layer of amalgam. This thin layer of amalgam offers a low shear resistance
and sharply reduces friction at the tool–chip interface that results in a significant
reduction of the cutting forces and improvement in tool life. In cutting low carbon
steel, a 40% reduction in the cutting force and a 30% improvement in tool life have
been obtained. Similar results were obtained with other “non-traditional” cutting
fluids as, for example, liquid oxygen.
• Metal cutting is the process of formation of new surfaces. As such, as conclusively
proven by Atkins [26], great values of surface-specific work are involved. There is
no such work found in rubbing tests.
• Tribological conditions in rubbing test do not even remotely resemble those found
in metal cutting. In other words, the level and distribution of the normal and shear
stresses along the contact interfaces as well as the temperature and its distribution
over these interfaces are principally different in these two processes. Due to these
differences, the physical processes occurring at the rubbing test and metal cutting
interfaces are highly dissimilar.
Actual metal cutting under controlled conditions. One of the most popular tests in
recent years is the Tapping Torque test [24] conducted using the guidelines of ASTM
D 5619 standard. The Falex Tapping Torque Test Machine is normally used to evaluate
metalworking fluids and tools. The machine uses a high-precision tap and a wide range
of reproducible nut blanks in cutting or forming operations. This machine provides data
for the evaluation of cutting oils, tool life, tap design and machinability of metals. The
determination of cutting efficiency is based on an accurate and fast measurement of the
cutting torque, exerted on nut blanks. ASTM D 5619 standard considers this method as
the only acceptable method of data evaluation while methods based on power consump-
tion by the driving motor are not considered to be accurate. The average of any segment
Improvements of Tribological Conditions 335
of a torque curve may be studied using a computer data acquisition system. A recent
improvement has been realized at Falex: utilization of a 9.5 mm cutting tap instead of
a 10 mm tap. The smaller tap allows better circulation of fluid and exit of chips during
operation. In most cases, its use has provided better repeatability and differentiation.
The Tapping Torque test is used to evaluate the efficiency of cutting fluids. Several fluids
may be compared. One of the cutting fluids under the test is defined as the reference
fluid (100% efficiency) and all other fluids are rated against this reference. However,
tool wear causes gradually increasing tapping torque. A reference line is established
by running the reference fluid between the other fluids. The torques measured with
other cutting fluids under testing will either fall above (more torque required, there-
fore less efficient) or below (more efficient) this line. The repeatability of the obtained
results is then verified using additional tests, where the reference cutting fluid and
one or two cutting fluids which showed the best results at the first stage are tested
separately.
There are a number of other non-standardized evaluation tests used today as the drilling
test, the turning test, etc. Apart from many other problems, the most common prob-
lem with these tests is a great number of test variables involved including a significant
variation in the performance of tools from the same lot. As a result, one may wonder
what is actually tested: variation of the tool manufacturing quality or cutting fluid prop-
erties. This is well summarized by Russell [27] who pointed out that “there are definite
performance variables that exist between manufacturing lots (of twist drills), as well as
variables in tool performance of the same lot.”
Although the actual metal cutting tests seem to be the best way to study the performance
of the cutting fluid, there are a number of reservations about the results of such a test
because:
• To obtain meaningful results, the laboratory and field conditions must be exactly
same or similar. Unfortunately, this similarity is evaluated by eye rather than using
similarity theory. Because ASTM did not adopt (at least that far) any standard
procedure for human eye evaluation and certification, such evaluation cannot be
considered to be an objective.
• Condition of machining system may affect the results dramatically. Even small
machine tool misalignment (caused by a number of reasons: tool holder accu-
racy, spindle runout, part-holding inaccuracy, etc.) may completely discard any
differences in the performance of various cutting fluids.
• The results obtained using the standardized Tap Test can hardly be extended over
the whole range of metal machining operation (boring, milling, drilling, turning,
etc.) where the tribological conditions can significantly differ from those in the
Tap Test. For example, the cutting speed differs 20–30-fold, contact pressure –
more than 10-fold, cutting temperature – 3–5-fold, etc. All these results in different
tribological processes and wear mechanisms involved. For example, diffusion wear
of the cutting tool is quite common in high-speed machining while it cannot occur
(physically) in the Tap Test.
336 Tribology of Metal Cutting
6.1.4 Cutting theory aspect of selection and implementation of the cutting fluids
A great number of hypotheses on the influence of various cutting fluids on the metal
cutting process have been advanced over the last 100 years. They have, however, not
progressed enough to understand what is really happening at the contact interfaces when
the cutting fluid is applied. Although many experimental studies have been carried out
to verify these hypotheses, no clear picture of the functioning of the cutting fluid is
emerged that far. No conclusive results have been obtained to support the development
and implementation of efficient cutting fluids.
Among the open issues, the following are outstanding: (1) the way in which cutting fluids
can penetrate into the contact interfaces; (2) action(s) of the cutting fluid, i.e. whether
cutting fluids are coolants or lubricants or both and if so, to what extent these effects
overlap or predominate.
Penetration of the cutting fluid into the contact interfaces. To account for cutting
fluid penetration into the contact interfaces (on the rake and flank faces), four basic
mechanisms of cutting fluid access have been suggested, namely, access through capil-
larity network between the chip and tool, access through voids connected with built-up
edge formation, access into the gap created by tool vibration and propagation from the
chip blackface (free surface) through distorted lattice structure. However, no conclusive
experimental evidences are available to support any of these suggestions.
According to known literature sources [25,28,29], capillarity may play a significant role.
According to these sources, the microscopic valleys and hills on the chip and cutting
tool contact surfaces form a network of fine capillaries permitting the pressure gradient
between the outside media and vacuum in the capillaries to facilitate cutting fluid pen-
etration. Williams and Tabor [28] even calculated this pressure gradient showing that
the reduction in the friction force on the tool rake face might be as much as 75% due
to cutting fluid penetration although no conclusive experimental evidence have been
presented.
Unfortunately, the considerations of cutting fluid penetration due to capillarity network
between the chip and tool cannot pass a simple reality check because:
• The highest specific pressures known in engineering occur in metal cutting at the
interfaces [30] so the chip contact layer, brought to very plastic state, fills all the
microscopic valleys at the tool–chip interface. This pressure is much higher than
that in pressure sealing metal gaskets for 17 MPa flange rating where no leaks
due to capillarity occur. Unfortunately, the lack of tribological understanding of
metal cutting did not allow the researchers to compare the pressure at the tool–chip
interface (discussed in Chapter 3) with the so-called sealing pressure under which
no cutting fluid penetration is possible even theoretically.
• High contact temperatures at the tool–chip and tool–workpiece interfaces would
cause evaporations of any cutting fluid at a far distance from the highest temperature
and contact pressure zones.