Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Design of Experiments in Metal Cutting Tests 277
(B94.55M-1985) suggests conducting the one-variable-at-a-time test. When it comes to
acquisition of test results, the only calculation of the confidence interval limits is required
to carry out and report. As a result, so that only the influence of cutting speed on the
tool life can be distinguished for a given machine (static and dynamic stiffness, spindle
runout, accuracy of motion etc.), workpiece parameters (metallurgical state, dimensions,
holding method, etc.), cutting tool material and cutting tool design.
The design of experiments (DOEs) technique allows significant improvement in the
methodology of machining tests. DOE is the process of planning of an experiment so
that appropriate data will be collected, which are suitable for further statistical analyses
resulting in valid and objective conclusions. There are a number of different method-
ologies of DOE; so one should select the appropriate methodology depending upon the
objective of the test and the resources available.
This chapter aims to discuss the basic DOE used in metal cutting tests. Particular attention
is paid to least formalized stages of DOE, where the most important decisions affecting
the test outcome are made.
5.2 DOE in Machining: Terminology and Requirements
5.2.1 Terminology
The objective of DOE is to find the correlation between the response (for example, the
cutting force, tool life, etc.) and the factors included (the parameters of the cutting pro-
cess taken into consideration, for example, the cutting speed, feed, depth of cut, etc.).
All the factors included in the experiment are varied simultaneously. The influence of
unknown or non-included factors is minimized by properly randomizing the experiment.
Mathematical methods are used not only at the final stage of the study, when the eval-
uation and analysis of the experimental data are conducted, but also throughout all the
stages of DOE, i.e. from the formalization of a priori information till the decision-making
stage. This allows answering of important questions: “What is the minimum number of
tests that should be conducted? Which parameters should be taken into consideration?
Which method(s) is (are) better to use in the evaluation and analysis of experimental
data? [1,2].”
The problem of mathematical model selection for the object under investigation requires
the formulation of clear objective(s) of the study. This problem occurs in any study,
but the mathematical model selection in DOE requires the quantitative formulation of
the objective(s). Such an objective is called the response, which is the result of the
process under study or its output. The process under study may be characterized by
several important output parameters but only one of them should be selected as the
response.
The response must satisfy certain requirements. First, the response should be the effective
output in terms of reaching the final aim of the study. Second, the response should be
easily measurable, preferably quantitatively. Third, the response should be a single-
valued function of the chosen parameters.
278 Tribology of Metal Cutting
Input process variables are called factors. In DOE, it is necessary to take all the essential
factors into consideration. Unconsidered factors change arbitrarily and increase the error
of the tests. Even when a factor does not change arbitrarily but is fixed at a certain level,
a false idea about the optimum can be obtained because there is no guarantee that the
fixed level is the optimum one.
The factors can be quantitative or qualitative but both should be controllable. Practically,
it means that the chosen level of any factor can be setup and maintained during the tests
with certain accuracy. The factors selected should affect the response directly and should
not be a function of other factors. For example, the cutting temperature cannot be selected
as a factor because it is not a controllable parameter. Rather, it depends on other process
parameters like the cutting speed, feed, depth of cut, etc.
The factor combinations should be compatible, i.e. all the required combinations of the
factors should be physically realizable on the setup used in the study. For example, if a
combination of cutting speed and feed results in drill breakage, then this combination
cannot be included in the test. Often, chatter occurs at high cutting regimes that limits
the combinations of the regime parameters.
5.2.2 Mathematical model
One of the important stages in DOE is the selection of the mathematical model.
Mathematically, the problem of DOE can be formulated as follows: define the estimation
E of the response surface which can be represented by a function
E
{
y
}
= φ
(
x
1
,x
2
,...,x
k
)
, (5.1)
where y is the process response (for example, cutting temperature, tool life, surface finish,
cutting force, etc.), x
i
,i= 1, 2,...,k are the factors varied in the test (for example, the
cutting edge angle, cutting speed, feed, etc.).
The mathematical model represented by Eq. (5.1) is used to determine the gradient, i.e. the
direction in which the response changes faster than in any other. This model represents
the response surface, which is assumed to be continuous, two times differentiable, and
having only one extremum within the chosen limits of the factors.
In general, a particular kind of mathematical model is initially unknown due to insufficient
knowledge of the phenomenon considered. Thus, a certain approximation of this model
is needed. Experience shows [2] that a power series or polynomial can be selected as
an approximation. The accuracy of such an approximation would depend upon the order
(power) of the series. To reduce the number of tests at the first stage of the experimental
study, a polynomial of the first order or a linear model is sufficiently suitable. Such a
model is successfully used to calculate the gradient of the response, thus, to reach the
stationary region. When the stationary region is reached then a polynomial containing
terms of the second, and sometimes, the third, order may be employed.

Design of Experiments in Metal Cutting Tests 279
Experience shows [3,4] that a model containing linear terms and interactions of the first
order can be used successfully in metal cutting. Such a model can be represented as
E
{
y
}
= β
0
+
#
i
β
i
x
i
#
ij
β
ij
x
i
x
j
(5.2)
The coefficients of Eq. (5.2) are to be determined from the tests. Using the experimen-
tal results, one can determine the regression coefficients b
1
, b
i
and b
ij
, which are the
estimates for the theoretical regression coefficients β
1
, β
i
and β
ij
. Thus, the regression
equation constructed using the test results has the following form:
y = b
0
+
#
i
b
i
x
i
#
ij
b
ij
x
i
x
j
, (5.3)
where
y is the estimate for E{y}.
5.2.3 Pre-process decisions
Each factor selected for the DOE study has a certain global range of variation. Within this
range, a local sub-range to be used in DOE is to be defined. Practically, the limits of each
included factors should be set. To do this, one should use all available information such as
experience, results of the previous studies, expert opinions, etc. Using this information,
the approximate combination of the factors included that gives the best result should
be defined. Mathematically, the defined combination can be thought of as a point in
the multi-dimensional factorial space. The coordinates of this point are called the basic
(zero) levels of the factors, and the point itself is termed as the zero point [1–4].
The interval of factor variation is the number which, when added to the zero level, gives
the upper limit and, when subtracted from the zero level, gives the lower limit. The
numerical value of this interval is chosen as the unit of a new scale of each factor. To
simplify the notations of the experimental conditions and procedure of data analysis, this
new scale is selected so that the upper limit corresponds to +1, lower to −1 and the basic
level to 0. For the factors having continuous domains, a simple transformation formula
is used
x
i
=
˜x
i
−˜x
0
∆˜x
i
, (5.4)
where x
i
is a new value of the factor, ˜x
i
is the true value of the factor, ˜x
0
is the true
value of the zero level of the factor, ∆˜x
i
is the interval of factor variation (in true units)
and i is the number of the factor.
As a result, the origin of the factorial space is shifted into a new position corresponding
to zero levels of the included factors. With respect to this new coordinate system, the
upper level of each factor corresponds to “+1” and the lower level to “−1.” When two
factor levels are used in DOE, the design plan is designated as 2
k
, where k is the number
of factors involved [1–3].
280 Tribology of Metal Cutting
As shown, the selection of the limits of factors is the least formalized stage in DOE, so
it is carried out using the experience and information available. In such a selection, the
setting accuracy of factors at the chosen levels and the degree of influence of each factor
on the response should be considered. One of the major objectives of such considerations
is to avoid a situation where the selected interval of variation of each factor is not wide
enough to detect the true influence of each factor on the response.
At the stage of pre-process decisions, it is very useful to have at least an approxi-
mate idea about the curvature of the response surface. When this surface is far from a
plane, the correlation between the accuracy of factors setting (requires increasing a scale
unit) and the curvature of the response surface (requires reducing a scale unit) becomes
significant.
5.2.4 Basic requirements to test conditions
DOE requires special attention to be paid to the accuracy of the testing procedure. A rel-
atively high variation occurred during the metal cutting tests, and low reproducibility of
these tests force the experimentalist to increase the number of repetitions at the same
point of the design matrix. Therefore, the first and foremost requirement is to assure
minimum possible variation of the response in the test.
Although there are a number of sources of errors and inaccuracies during a metal cutting
test [5], it is instructive to point out some general sources in particular for practically all
metal cutting tests:
• Errors associated with the workpiece can be classified as the work material, mount-
ing and clamping, and dimension related. The work material-related inaccuracies
and errors stem from the variation in the mechanical, physical and microstructural
variations of the work material. To reduce this source of errors, it is advisable to use
the workpieces having the same mechanical and metallurgical properties preferably
from the single manufacturing batch. Moreover, these properties should be tested
and recorded prior to the test. When it is not possible, these properties should be
requested from the steel supplier. The hardness of each workpiece should be mea-
sured prior to the test and the test should be conducted only using the workpiece
where its variation does not exceed ±10%. To reduce the mounting and clamping
errors, it is necessary to assure the mounting and clamping of the workpiece with
the same accuracy (runout) and clamping force. The dimension-related error should
be accounted when workpieces of various diameters and lengths are used. This issue
is discussed in Chapter 4.
• Errors associated with the cutting tool can be classified as the tool material, tool
holder and tool mounting (clamping) related. The tool material (cutting insert)
selected for the DOE should be from the same manufacturing batch. If it is feasible,
these tools should be calibrated prior to the tests.
• Errors associated with the experimental setup. Properly calibrated experimental
equipments and apparatuses should be used. The test conditions should always
be within the calibration ranges.
Design of Experiments in Metal Cutting Tests 281
• Errors associated with environment. To reduce the influence of slow-changing
conditions (temperature of the cutting fluid, tool wear, room temperature, etc.),
the test should be conducted in a randomized sequence.
5.3 Screening Test
As mentioned above, probably the weakest link in DOE implementation is a set of pre-
process decisions. Often, such decisions rely on experience, available information and
expert opinions, and thus they are highly subjective. Even a small inaccuracy in the pre-
process decisions may affect the output results dramatically. Therefore, the pre-process
stage of DOE should be more formalized.
Normally, any machining test includes a great number of independent variables. In the
testing of gundrills, for example, there are a number of tool geometry variables
(the number of cutting edges, rake angles, flank angles, cutting edge angles, inclina-
tion angles, side cutting edge back taper angle, etc.) and design variables (cutting fluid
hole shape, cross-sectional area and location, profile angle of the chip removal flute,
shoulder dub-off shape and location, number and location of the supporting pads, radial
relief, length of the cutting tip, the shank length and diameter, etc.) that affect drill
performance. However, when many factors are used in DOE, the experiment becomes
expensive and time consuming. Therefore, there is always a dilemma. On one hand, it is
desirable to take into consideration only a limited number of essential factors carefully
selected by the experts. On the other hand, even if one essential factor is missed, the
final statistical model may not be adequate to the process under study.
Unfortunately, there is no simple and feasible way to justify the decisions made at the
pre-process stage about the number of essential variables prior to the tests. If a mistake is
made at this stage, it may show up only at the final stage of DOE when the corresponding
statistical criteria are examined. Obviously, it is too late then to correct the test results
by adding the missed factor.
The theory of DOE offers few ways to deal with such a problem [1,2]. The first relies
on the collective experience of the experimentalist(s) and the research team in the deter-
mination of significant factors. The problem with such an approach is that one or more
factors could be significant or not, depending on the particular test objectives and con-
ditions. For example, the back taper angle in gundrills is not a significant factor in
drilling soft materials or cast irons, but it becomes highly significant in machining hard
titanium alloys and martensitic stainless steels. A second way is to use screening DOE.
This method appears to be more promising in terms of its objectivity. Various screening
DOEs are used when a great number of factors are to be investigated using relatively
small number of tests. This kind of test is conducted to identify the significant factors
for further analysis.
Fractional factorial DOE is commonly used for screening DOE [2]. Using this method,
the experimentalist should be fully aware that it cannot detect any interactions among the
factors involved. Unfortunately, this simple fact is misunderstood in metal cutting where
such DOE has been used to study the interactions between the variables [6]. Therefore,
282 Tribology of Metal Cutting
if any factor interactions could be significant, this test should not be used. The author’s
experience, however, shows that there are a number of significant interactions between
the process parameters in metal cutting so that this DOE can hardly be acceptable in
metal cutting.
Plackett and Burman [7] developed a special class of fractional factorial experiments that
includes interactions. When this kind of DOE (referred to as the Plackett–Burman DOE)
is conducted properly using a completely randomized sequence, its distinctive feature
is high resolution. Despite a number of disadvantages (for example, mixed estimation
of regression coefficients), this method utilizes high-contrast diagrams for the factors
included in the test as well as for their interactions of any order. This advantage of the
Plackett–Burman DOE is very useful in screening tests.
This section presents a simple methodology of screening DOE to be used in metal
cutting tests [8]. The method, referred to as the sieve DOE, has its foundation in the
Plackett–Burman design ideas, an oversaturated design matrix and the method of random
balance. The proposed sieve DOE allows the experimentalist to include as many factors
as needed at the first phase of the experimental study and then to sieve out the non-
essential factors and interactions by conducting a relatively small number of tests. It is
understood that no statistical model can be produced in this stage. Instead, this method
allows the experimentalist to determine the most essential factors and their interactions
to be used at the second stage of DOE.
5.3.1 Background
The proposed sieve DOE includes the method of random balance. This method utilizes
oversaturated design plans where the number of tests is fewer than the number of factors
and thus has a negative number of degrees of freedom [9]. It is postulated that if the
effects (factors and their interactions) taken into consideration are arranged as a decay-
ing sequence (in the order of their impact on the variance of the response), this will
approximate a ranged exponential-decay series. Using a limited number of tests, the
experimentalist determines the coefficients of this series and then, using the regression
analysis, estimates the significant effects that have a high contrast in the noise field
formed by the insignificant effects.
The initial linear mathematical model, that included k number of factors (effects), has
the following form:
y = a
0
+a
1
x
1
+···+a
k
x
k
+a
12
x
1
x
2
+···+a
k−1,k
x
k−1
x
k
+δ, (5.5)
where a
0
is the absolute term often called the main effect, a
i
(i = 1,k)are the coefficients
of linear terms, a
ij
(i = 1,...,k−1;j = i +1,...,k)are the coefficients of interaction
terms and δ is the residual error of the model.
Let us distinguish l as the number of insignificant factors so (k − l) is the number of
significant effects (including generally both factors and interactions) can be distinguished.
Design of Experiments in Metal Cutting Tests 283
Because the insignificant effects do not have a strong impact on the response y, the
model can be simplified further to
y = a
0
+b
1
x
1
+b
2
x
2
+···+b
h−l
x
h−l
+ε (5.6)
where
ε = b
h−l+1
+b
h−l+2
x
h−l+2
+···+b
h
x
h
+δ (5.7)
and thus
σ
2
{ε}=b
2
h−l+1
σ
2
{x
h−l+1
}+b
2
h−l+2
σ
2
{x
h−l+2
}···+b
2
h
σ
2
{x
h
}+σ
2
{δ} (5.8)
In these equations, (k − l) significant effects are distinguished from the total number of
effects k and thus l effects are considered as nose having no important impacts on the
response y.
It is obvious that the residual variance of the model represented by Eq. (5.8) is greater
than that in Eq. (5.5), i.e. σ
2
{
ε
}
>σ
2
{
δ
}
and that the estimates of the coefficients of
this model are mixed. Therefore, the sensitivity of the random balance method is low.
However, this method is characterized by the great contrast of essential effects, which
could be distinguished easily on the noisy fields formed by other effects.
5.3.2 Pre-process decisions
As mentioned above, pre-process decisions include the selection of factors and their
ranges. The greater the scope (cost and time) of the experiment, the greater the attention
to be paid at this stage, verifying results with independent experts in the field. Unfortu-
nately, this has not been the case in metal cutting studies, where a great number of large,
midsize and even small companies (cutting tool users and suppliers, carbide manufac-
turers and other tool material suppliers, work material suppliers, etc.) conduct their own
experimental studies, paying little attention to this important first stage. As a result, the
recommendations for the machining regimes to be used are very wide that makes them
impractical.
The factors taken into consideration can be of a qualitative or a quantitative nature. They
and their ranges should justify the following requirements:
• Controllability. Practically, it means that the selected levels of each factor can be
set and maintained within a reasonable range during the tests.
• Independence. Each of the selected factors cannot be a function of other factors
or their combination and thus affects the process directly. For example, the cutting
284 Tribology of Metal Cutting
temperature cannot be considered as a factor because it depends on other factors and
cannot be set and kept at a desired level independent of other cutting parameters.
• Compatibility. This requirement means that all the required (by DOE) combinations
of the chosen factors should be realizable on the test setup. For example, exces-
sive tool and/or workpiece vibration, tool shank strength or cutting edge breakage,
machine limitation in terms of speed, or feed, cutting fluid pressure normally are
not realizable, and this limits compatibility.
These requirements set strict limits on the ranges of factors.
In addition, the accuracy of setting each included factor and the accuracy of the mea-
surement of the response should also be the subjects of special care. The rule of thumb
here is to measure all the factors and the responses with the same accuracy. To assure
this, a metrological matrix of the experiment should be an inherent part of any DOE in
metal cutting. The metrological matrix includes the list of measuring equipments and
apparatuses, their measuring ranges, the nominal measuring errors and their variations
within these ranges, the calibration data, etc. Particularly in metal cutting, static and
dynamic calibrations and error assessments are mandatory [5,10]. Unfortunately, it has
become customary not to report these data when presenting the experimental results in
metal cutting.
To simplify further consideration of the sieve DOE, it is reasonable to present a practical
example. Consider the use of such DOE to determine the essential factors affecting tool
life in gundrilling.
5.3.3 Basic gundrill components and geometry
Gundrilling is a highly developed and efficient technique for producing deep holes in a
wide variety of materials from plastics, such as fiberglass and teflon, to high-strength
metals, like P-20 and Inconel. The process also enables size, location and straightness
accuracy where tight tolerances and fine finishes are critical [11–15].
However, successful gundrilling requires complete understanding and integration of the
gundrilling system, which includes everything related to the operation: the cutting tool,
machine, fixtures and accessories, workpiece, cutting fluid, programming, control and
operator skill. Optimum performance is achieved when the combination of cutting speed,
feed, tool geometry, carbide grade and cutting fluid parameters is selected properly.
This selection depends upon the hardness, composition and structure of the workpiece,
deep-hole machine conditions and the quality requirements to the drilled holes.
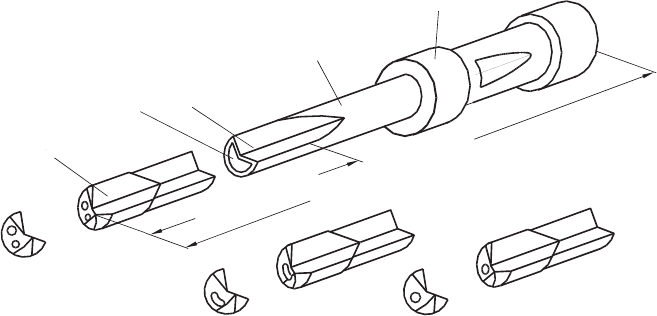
In terms of tool type, the straight-flute gundrill is the most common (Fig. 5.1). It has a
solid- or brazed-carbide tip, depending on the tool’s diameter, with an internal cutting
fluid channel running through its driver, shank and tip. Gundrill manufacturers have
adopted various shapes for the cutting fluid passage in the tip: either one or two circular
holes or a single kidney-shaped hole. Standard gundrills produce holes from 2 to 50 mm
in diameter (D
w
) and up to 100 D
w
deep in one pass, with custom length roughly
doubling this magnitude.
Design of Experiments in Metal Cutting Tests 285
Driver
Tubular Shank
V-Flute
Chip removal
channel
Tip (Tool Head)
Two-Hole Tip
Kidne
y
-Hole Ti
p
Round-Hole Ti
p
Overall Length
Flute Length
Internal coolant
supply channel
Fig. 5.1. Common gundrill and its components.
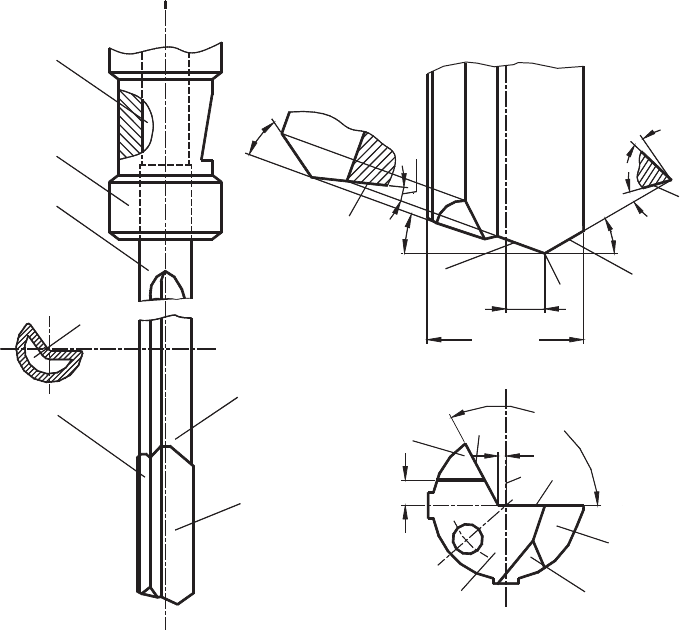
The design and geometry parameters of a commonly used gundrill are shown in Fig. 5.2.
The gundrill consists of a drill body having a shank 1 and a tip 2. The tip is made up
of a hard wear-resistant material such as tungsten carbide. The other end of the shank
incorporates an enlarged driver 3 having the machine-specific design. The shank is of
tubular shape having an elongated passage 4 extending over its entire length and connects
to the drilling fluid supply passage 5 in the driver. The shank has a V-shaped flute 6 on
its surface which serves as the chip removal passage. The shank length depends mainly
on the depth of the drilled hole as well as on the lengths of the bushing and its holder,
chip box, etc.
The tip is larger in diameter than the shank that prevents the shank from coming into
contact with the walls of the hole being drilled. Flute 7 on the tip, which is similar in
shape to flute 6, extends along the full length of the tip. This flute is bounded by side
faces 8 and 9 known as the cutting face and side face, respectively. The depth of this flute
is such that the cutting face 8 extends past the axis 10 (distance c) of the tip, which is
also the axis of the drill body. The angle ψ
c
between the side and cutting faces is known
as the profile angle of the tip, which is usually equal or close to the V-flute profile of the
shank.
The terminal end of the tip is formed with the approach cutting edge angles ϕ
1
and
ϕ
2
of the outer 11 and inner 12 cutting edges, respectively. These cutting edges meet
at the drill point P. The location of P (defined by the distance m
d
in Fig. 5.2) can be
varied for optimum performance depending on the work material and the finished hole
specifications. One common point grind calls for the outer angle, (ϕ
1
), to be 30
◦
and
the inner angle (ϕ
2
), to be 20
◦
. The geometry of the terminal end largely determines
the shape of the chips and the effectiveness of the cutting fluid, the lubrication of the
tool, and removal of the chips. The process of chip formation is also governed by other
cutting parameters such as the cutting speed, feed rate, work material, etc.
286 Tribology of Metal Cutting
m
d
P
11
12
13
14
16
15
5
3
1
4
6
2
7
14
13
8
9
b
10
Ø12.1
j
2
j
1
a
n1
a
n2
g
y
c
j
4
c
Fig. 5.2. Gundrill geometry.
The flank surface 13 having normal clearance (flank) angle α
n1
is 8–20
◦
is applied to
the outer cutting edge 11 and the flank surface 14 having normal clearance (flank) angle
equal to α
n2
(normally α
n2
is 8–12
◦
) is applied to the inner cutting edge 12. To assure
drill-free penetration, i.e. to prevent the interference of the drill’s flanks with the bottom
of the hole being drilled, the auxiliary flank 15 and shoulder dub-off 16 are ground. Their
location and geometry are uniquely defined for a given gundrill.
5.3.4 Design matrix: tool life test of gundrills
The test conditions were as follows:
Machine – a special deep-hole gundrilling machine was used. The drive unit was
equipped with a programmable AC converter to offer variable speed and feed rate control.
The machine contained a high-pressure cutting fluid delivery system capable of delivering