ASME Section VIII div 2 2010. ASME Boiler and Pressure Vessel Code. Alternative Rules
Подождите немного. Документ загружается.

2010 SECTION VIII, DIVISION 2
6-53
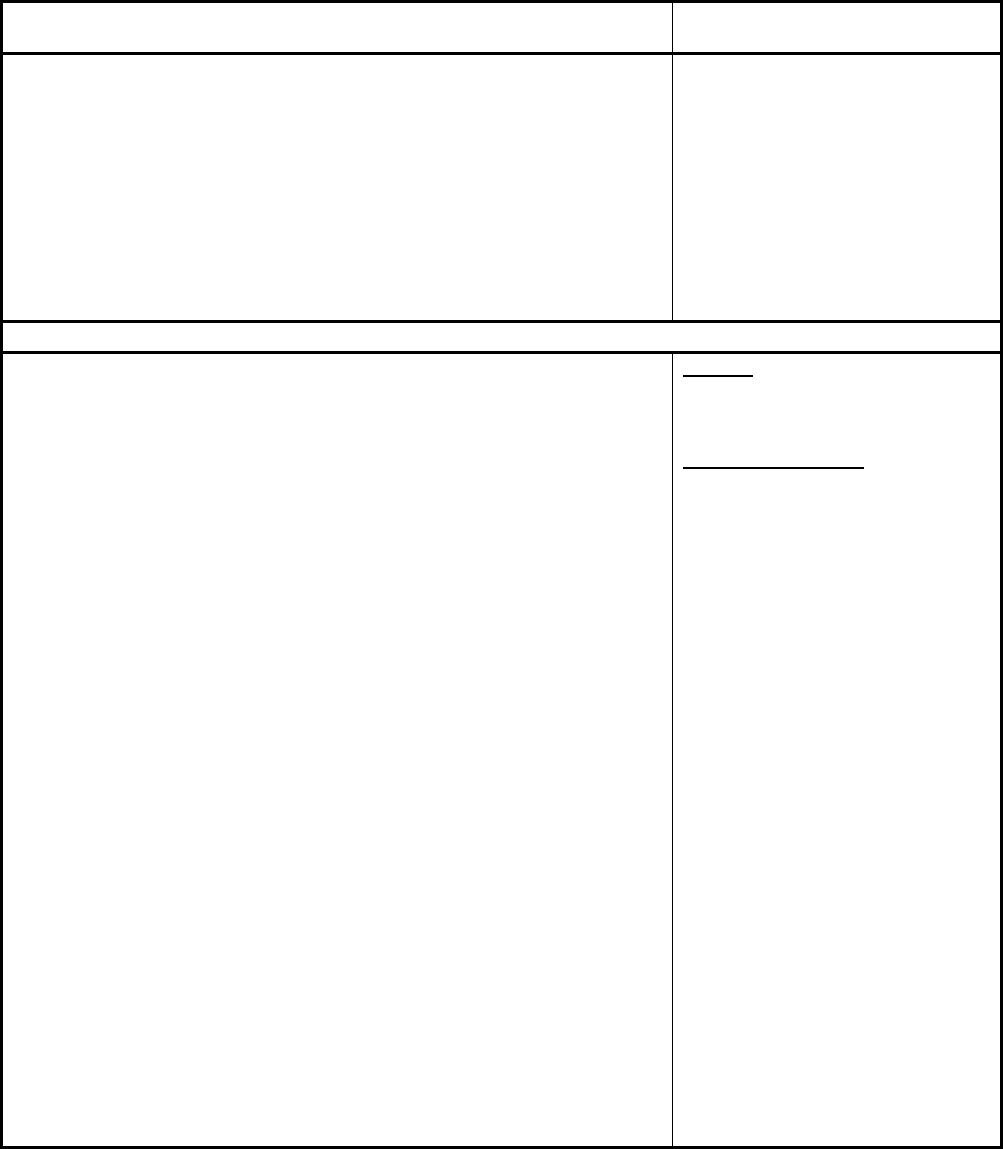
Table 6.14 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 9A, Group 1 and P-No. 9B, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
d) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.60 min/mm (15
min/in.) holding time is not required. Additionally, where the Manufacturer
can provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.60 min/mm (15 min/in.) holding
time is not required.
e) When it is impractical to postweld heat treat at the temperature specified in
this Table, it is permissible to carry out the PWHT at lower temperatures
540°C (1000°F minimum)) for longer periods of time in accordance with
Table 6.16. When PWHT is performed in accordance with this provision, the
vessel test plate required by paragraph 3.4.3 shall receive the same heat
treatment.
Materials: P-No. 9B, Group 1
a) PWHT is mandatory under the following conditions:
1) On material over 16 mm (5/8 in.) nominal thickness. For material up to
and including 16 mm (5/8 in.) nominal thickness, PWHT is mandatory
unless a welding procedure qualification described in paragraph
6.2.2.4 has been made in equal or greater thickness than the
production weld.
2) On pressure parts subject to direct firing
b) PWHT is not mandatory under the conditions specified below:
1) For attaching nonpressure parts to pressure parts with groove welds
not over 13 mm (1/2 in.) in size or fillet welds that have a throat
thickness of 13 mm (1/2in.) or less, provided preheat to a minimum
temperature of 95°C (200°F) is applied;
2) For studs welded to pressure parts provided preheat to a minimum
temperature of 95°C (200°F) is applied;
3) For corrosion resistant weld metal overlay cladding or for welds
attaching corrosion resistant applied lining (see 6.5.5.1), provided
preheat to a minimum temperature of 95°C (200°F) is maintained
during application of the first layer.
c) The holding temperature for PWHT shall not exceed 635°C (1175°F).
d) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.4.3,
additional test coupons shall be made and tested.
e) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
f) When it is impractical to postweld heat treat at the temperature specified in
this Table, it is permissible to carry out the PWHT at lower temperatures
540°C (1000°F) minimum for longer periods of time in accordance with
Table 6.16. When PWHT is performed in accordance with this provision, the
vessel test plate required by paragraph 3.4.3 shall receive the same heat
treatment.
SI Units
595°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1100°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
2010 SECTION VIII, DIVISION 2
6-54
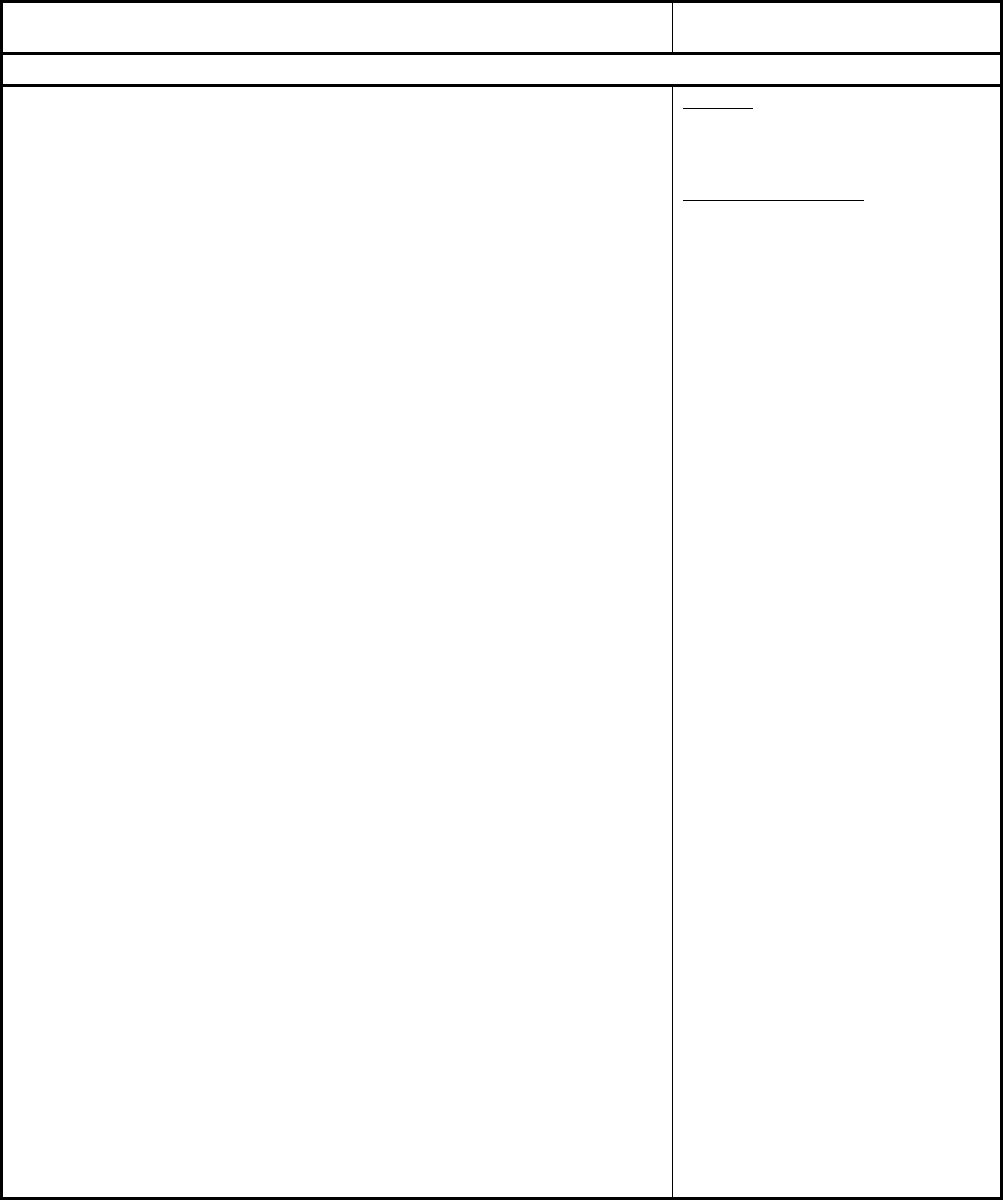
Table 6.15 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 10A, Group 1; P-No. 10B, Group 2;
P-No. 10C, Group 1, P-No. 10E, Group 1; P-No.
10F, Group 6; P-No. 10G, Group 1; P-No. 10H, Group 1; P-No. 10I, Group 1; and P-No. 10K, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
Materials: P-No. 10A, Group 1
a) Postweld heat treatment is mandatory under the following conditions:
1) On all thicknesses of SA-487 Cl. 1A material;
2) On all other P-No. 10A materials over 16 mm (5/8 in.) nominal
thickness. For these materials, postweld heat treatment is mandatory
on material up to and including 16 mm (5/8 in.) nominal thickness,
unless a welding procedure qualification described in paragraph
6.2.2.4 has been made in equal or greater thickness than the
production weld.
3) On pressure parts subject to direct firing.
b) Postweld heat treatment is not mandatory under the conditions specified
below:
1) For attaching to pressure parts which have a specified maximum
carbon content of not more than 0.25%. (SA Material Specification
carbon content, except when further limited by the Purchaser to a
value within the Specification limits) or to nonpressure parts with
groove welds not over 13 mm (1/2 in.) in size or fillet welds having a
throat thickness of 13 mm (1/2 in.) or less, provided preheat to a
minimum temperature of 95°C (200°F) is applied;
2) For circumferential butt welds in pipes or tube where the pipe or tube
has both a nominal wall thickness of 13 mm (1/2 in.) or less and a
specified maximum carbon content of not more than 0.25% (SA
Material Specification carbon content, except when further limited by
the Purchaser to a value within the Specification limits), provided
preheat to a minimum temperature of 95°C (200°F) is applied;
3) For studs welded to pressure parts which have a specified maximum
carbon content of not more than 0.25 % (SA Material Specification
carbon content, except when further limited by the Purchaser to a
value within the Specification limits), provided preheat to a minimum
temperature of 95°C (200°F) is applied;
4) For corrosion resistant weld metal overlay cladding or for welds
attaching corrosion resistant applied lining (see 6.5.5.1) when welded
to pressure parts which have a specified maximum carbon content of
not more than 0.25% (SA Material Specification carbon content,
except when further limited by the Purchaser to a value within the
Specification limits), provided preheat to a minimum temperature of
95°C (200°F) maintained during application of the first layer.
c) Consideration should be given for possible embrittlement of materials
containing up to 0.15% vanadium when postweld heat treatment is
performed at the minimum temperature and at lower temperatures for
longer holding times.
d) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
e) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
SI Units
595°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1100°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-55
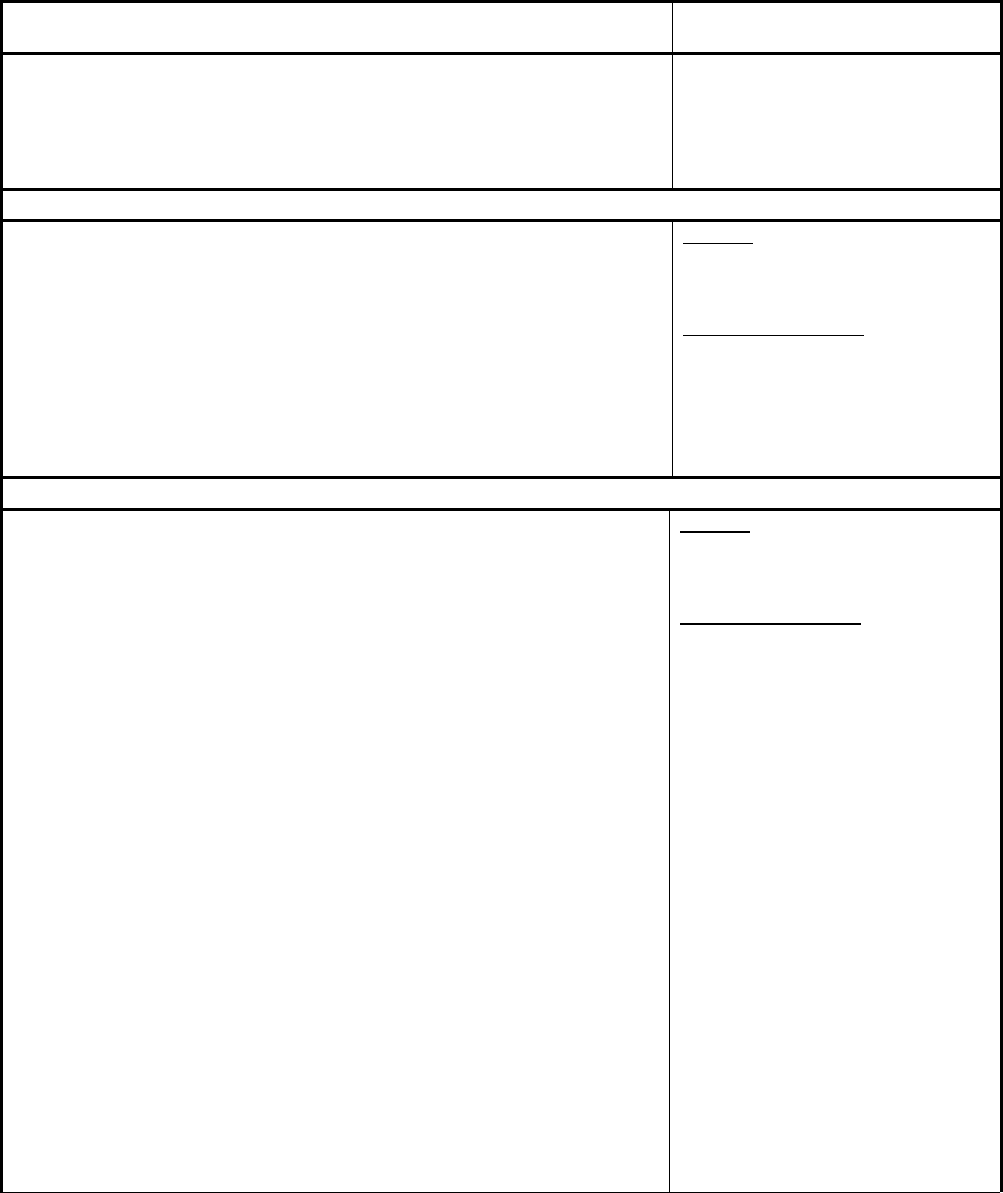
Table 6.15 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 10A, Group 1; P-No. 10B, Group 2;
P-No. 10C, Group 1, P-No. 10E, Group 1; P-No.
10F, Group 6; P-No. 10G, Group 1; P-No. 10H, Group 1; P-No. 10I, Group 1; and P-No. 10K, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
f) When it is impractical to postweld heat treat at the temperature specified in
this Table, it is permissible to carry out the postweld heat treatment at lower
temperatures for longer periods of time in accordance with Table 6.16.
When postweld heat treatment is performed in accordance with this Note,
the vessel test plate required by paragraph 3.11.8.4 shall receive the same
heat treatment.
Materials: P-No. 10B, Group 2
a) Postweld heat treatment is mandatory for P-No. 10B materials for all
thicknesses.
b) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
c) When the heating rate is less than 30°C/hr (50°F /hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
SI Units
595°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1100°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
Materials: P-No. 10C, Group 1
a) Postweld heat treatment is mandatory under the following
conditions:
1) For welded joints over 38mm (1 1/2 in.) nominal thickness.
2) For welded joints over 32 mm (1 1/4 in.) through 38 mm (1 1/2
in.) nominal thickness unless a 95°C (200°F) minimum preheat
is applied during welding
b) Postweld heat treatment is not mandatory under the conditions
specified below:
1) For groove welds not over 13 mm (1/2 in.) in size and fillet
welds with throat not over 13 mm (1/2 in.) that attach nozzle
connections that have a finished inside diameter not greater
than 50 mm (2 in.), provided the connections do not form
ligaments that require an increase in shell or head thickness
and preheat to a minimum temperature of 95°C (200°F) is
applied;
2) For groove welds not over 13 mm (1/2 in.) in size or fillet welds
having throat thickness of 13 mm (1/2 in.) or less used for
attaching nonpressure parts to pressure parts and preheat to a
minimum temperature of 95°C (200°F) is applied when the
thickness of the pressure part exceeds 32 mm (1 ¼ in.);
3) For studs welded to pressure parts provided preheat to a
minimum temperature of 95°C (200°F) is applied when the
thickness of the pressure part exceeds 32 mm (1 ¼ in.);
4) For corrosion resistant weld metal overlay cladding or for welds
attaching corrosion resistant applied lining (see 6.5.5.1),
provided preheat to a minimum temperature of 95°C (200°F) is
maintained during application of the first layer when the
SI Units
540°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1000°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
2010 SECTION VIII, DIVISION 2
6-56
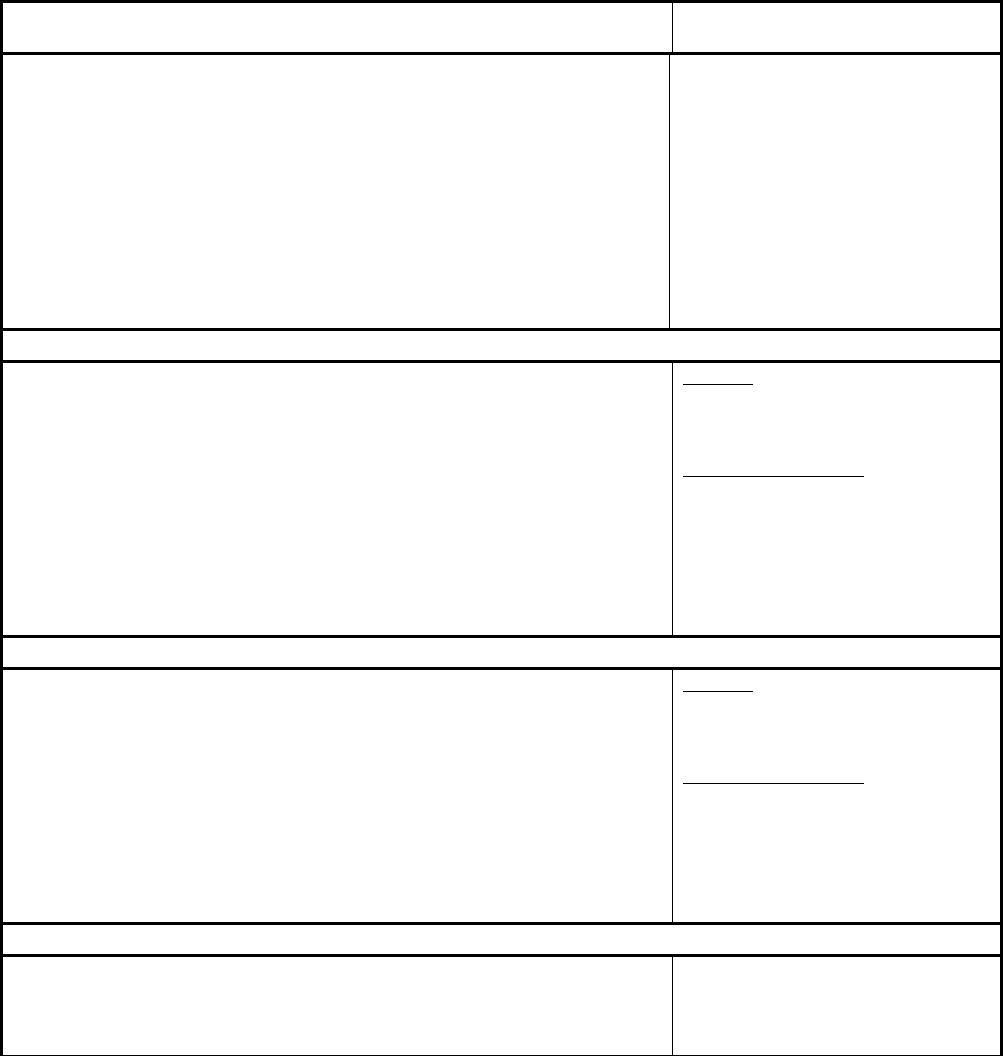
Table 6.15 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 10A, Group 1; P-No. 10B, Group 2;
P-No. 10C, Group 1, P-No. 10E, Group 1; P-No.
10F, Group 6; P-No. 10G, Group 1; P-No. 10H, Group 1; P-No. 10I, Group 1; and P-No. 10K, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
thickness of the pressure part exceeds 32 mm (1 ¼ in.).
c) When the heating rate is less than 30°C/hr (50°F/hr) between
430°C (800°F) and the holding temperature, the additional 0.6
min/mm (15 min/in.) holding time is not required. Additionally, where
the Manufacturer can provide evidence that the minimum
temperature has been achieved throughout the thickness, the
additional 0.6 min/mm (15 min/in.) holding time is not required.
d) When it is impractical to postweld heat treat at the temperature
specified in this Table, it is permissible to carry out the postweld
heat treatment at lower temperatures for longer periods of time in
accordance with Table 6.16.
Materials: P-No. 10E, Group 1
a) For SA-268 Grade TP446 material only, the cooling rate shall be a
maximum of 55
o
C/hr (100°F/hr) in the range above 650
o
C (1200°F) after
which the cooling rate shall be sufficiently rapid to prevent embrittlement.
b) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4
additional test coupons shall be made and tested.
c) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
SI Units
675°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1250°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
Materials: P-No. 10F, Group 6
a) Postweld heat treatment is mandatory for P-No. 10F materials for all
thicknesses.
b) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
c) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
SI Units
595°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1100°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
Materials: P-No. 10G, Group 1
a) PWHT is neither required nor prohibited.
b) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-57
Table 6.15 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 10A, Group 1; P-No. 10B, Group 2;
P-No. 10C, Group 1, P-No. 10E, Group 1; P-No.
10F, Group 6; P-No. 10G, Group 1; P-No. 10H, Group 1; P-No. 10I, Group 1; and P-No. 10K, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
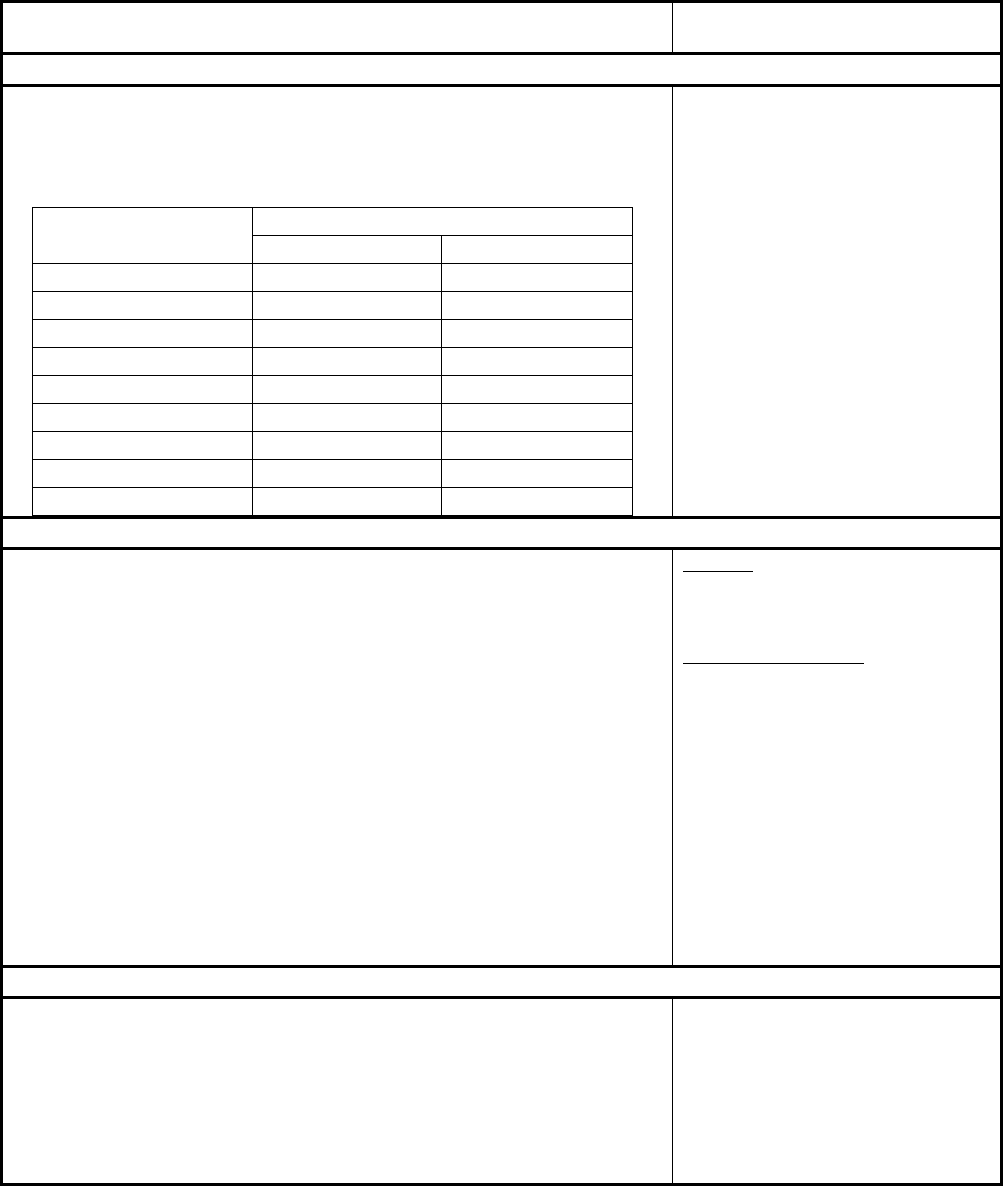
Materials: P-No. 10H, Group 1
For the austenitic-ferritic wrought or cast duplex stainless steels listed below,
PWHT is neither required nor prohibited. However, if heat treatment is performed,
it shall be performed as listed below and followed by liquid quenching or rapid
cooling by other means:
Alloy
PWHT Temperature
°C °F
S32550 1030 – 1120 1900 – 2050
S31803 1020 – 1100 1870 – 2010
S32900 (0.08 max. C) 940 – 955 1725 – 1750
S31200 1040 – 1095 1900 – 2000
S31500 975 – 1025 1785 – 1875
S32404 950 – 1050 1740 – 1920
J93345 1120 minimum 2050 minimum
S32750 980 –1125 1800 –2060
S32950 995 – 1025 1825 – 1875
Materials: P-No. 10I, Group 1
a) The cooling rate shall be a maximum of 55°C/hr (100°F/hr) in the range
above 650°C (1200°F) after which the cooling rate shall be rapid to prevent
embrittlement.
b) PWHT is neither required nor prohibited for a thickness of 13 mm (1/2 in.) or
less.
c) For alloy S44635, the rules for ferritic chromium stainless steel shall apply,
except that PWHT is neither prohibited nor required. If heat treatment is
performed after forming or welding, it shall be performed at 1010°C
(1850°F) minimum followed by rapid cooling to below 430°C (800°F).
d) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
e) When the heating rate is less than 30°C/hr (50°F/hr) between 430°C
(800°F) and the holding temperature, the additional 0.6 min/mm (15 min/in.)
holding time is not required. Additionally, where the Manufacturer can
provide evidence that the minimum temperature has been achieved
throughout the thickness, the additional 0.6 min/mm (15 min/in.) holding
time is not required.
SI Units
730°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1350°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
Materials: P-No. 10K, Group 1
a) For alloy S44660, the rules for ferritic chromium stainless steel shall apply,
except that PWHT is neither required nor prohibited. If heat treatment is
performed after forming or welding, it shall be performed at 815°C (1500°F)
to 1065°C (1950°F) for a period not to exceed 10 min followed by rapid
cooling.
b) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.11.8.4,
additional test coupons shall be made and tested.
2010 SECTION VIII, DIVISION 2
6-58
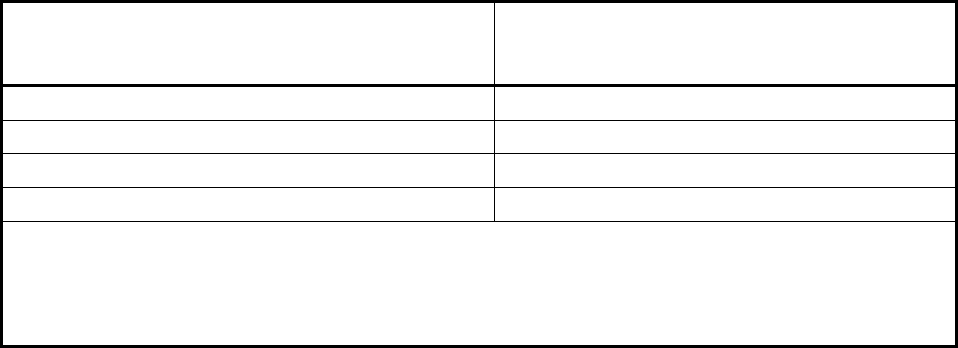
Table 6.16 – Alternative Postweld Heat Treatment Requirements (Applicable Only When Permitted
by Tables 6.8 through 6.15)
Decrease in Temperature Below
Minimum Specified
Temperature, °C ( °F)
Minimum Holding Time at Decreased
Temperature, hr
(Note 1)
30 (50) 2
55 (100) 4
85 (150) (Note 2) 10
110 (200) (Note 2) 20
Notes:
1. Minimum holding time for 25 mm (1 in.) thickness or less. Add 0.6 min/mm (15 min/in.) of thickness for
thicknesses greater than 25 mm (1 in.)
2. These lower Postweld Heat Treat temperatures are permitted only for P-No 1, Group 1 and Group 2
materials.
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-59
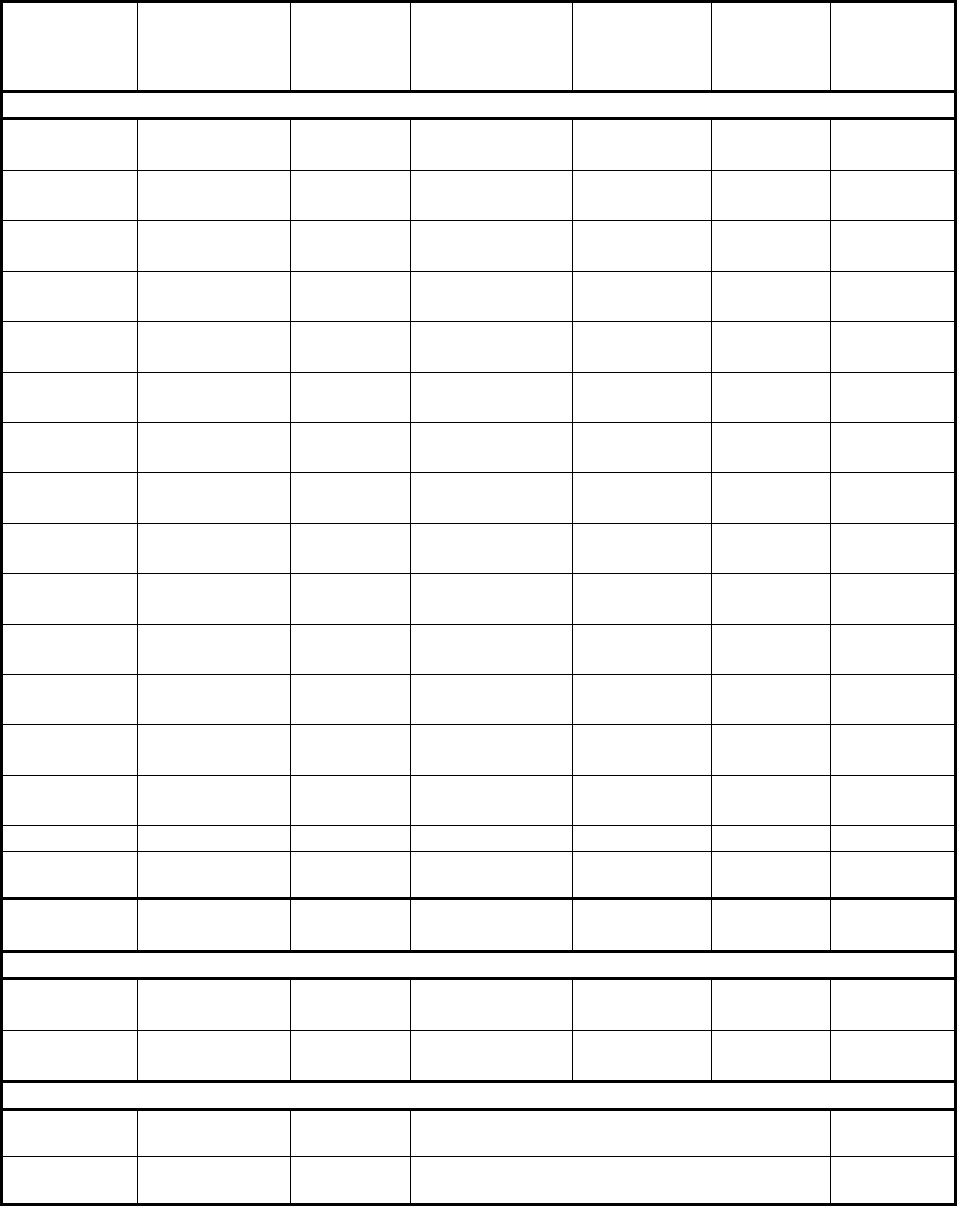
Table 6.17 – Postweld Heat Treatment Requirements For Quenched And Tempered Materials In
Part 3, Table 3.A.4
Specification Grade or Type
P-No. and
Group No.
(Nominal)
Thickness
Requiring
PWHT mm (in.)
Postweld
Heat
Treatment
Temp. °C (°F)
Holding
Time hr/25
mm (hr/in)
Minimum
Holding
Time hr
Plate Steels
SA-353 9Ni 11A Gr. 1 Over 50 (2)
550 - 585
(1025-1085)
1 2
SA-517 Grade A 11B Gr. 1 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-517 Grade B 11B Gr. 4 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-517 Grade E 11B Gr. 2 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-517 Grade F 11B Gr. 3 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-517 Grade J 11B Gr. 6 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-517 Grade P 11B Gr. 8 Over 15 (0.58)
540 - 595
(1000-1100)
1 1/4
SA-533
Grades A, B, C
& D, CI. 2
3 Gr. 3 All
540 - 565
(1000-1050)
½ 1/2
SA-533
Grades B & D,
CI. 3
11A Gr. 4 Over 15 (0.58)
540 - 565
(1000-1050)
½ 1/2
SA-543
Types B & C,
CI. 1
11A Gr. 5 Note 2
540 - 565
(1000-1050)
1 1
SA-543
Types B & C,
CI. 2
11A Gr. 5 Note 2
540 - 565
(1000-1050)
1 1
SA-543
Types B & C,
CI. 3
11A Gr. 5 Note 2
540 - 565
(1000-1050)
1 1
SA-553 Types I & II 11A Gr. 1 Over 50 (2)
550 - 585
(1025-1085)
1 2
SA-645 Grade A 11A Gr. 2 Over 50 (2)
550 - 585
(1025-1085)
1 2
SA-724 Grades A & B 1 Gr. 4 None (Note 3) Note 1 Note 1 Note 1
SA-724 Grades A & B 1 Gr. 4
Over 22 (7/8)
(Note 3)
565-620
(1050-1150)
SA-724 Grade C 1 Gr. 4 Over 38 (1 1/2)
565 -620
(1050-1150)
1 1/2
Pipes and Tubes
SA-333 Grade 8 11A Gr. 1 Over 50 (2)
550 - 585
(1025-1085)
1 2
SA-334 Grade 8 11A Gr. 1 Over 50 (2)
550 - 585
(1025-1085)
1 2
Forgings
SA-372 Grade D
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-372 Grade E, CI. 70
See 6.7.6.3 and SA-372 for heat treating
requirements
2010 SECTION VIII, DIVISION 2
6-60
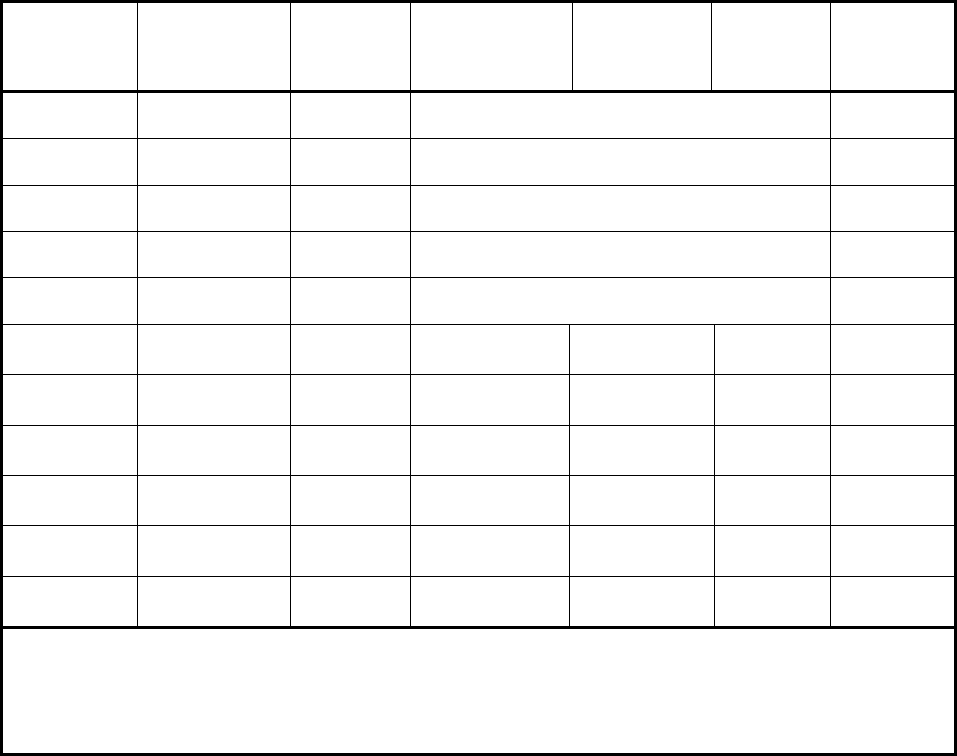
Table 6.17 – Postweld Heat Treatment Requirements For Quenched And Tempered Materials In
Part 3, Table 3.A.4
Specification Grade or Type
P-No. and
Group No.
(Nominal)
Thickness
Requiring
PWHT mm (in.)
Postweld
Heat
Treatment
Temp. °C (°F)
Holding
Time hr/25
mm (hr/in)
Minimum
Holding
Time hr
SA-372 Grade F, CI. 70
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-372 Grade G, CI. 70
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-372 Grade H, CI. 70
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-372 Grade J, CI. 70
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-372
Grade J, CI.
110
See 6.7.6.3 and SA-372 for heat treating
requirements
SA-508 Grade 4N, CI. 1 11A Gr. 5 Note 2
540 - 565
(1000-1050)
1
1
SA-508 Grade 4N, Cl. 2 11A Gr. 5 Note 2
540 - 565
(1000-1050)
1
1
SA-522 Type 1 11A Gr. 1 Over 50 (2)
550 - 585
(1025-1085)
1
2
SA-592 Grade A 11B Gr. 1 Over 15 (0.58)
540 - 595
(1000-1100)
1
1/4
SA-592 Grade E 11B Gr. 2 Over 15 (0.58)
540 - 595
(1000-1100)
1
1/4
SA-592 Grade F 11B Gr. 3 Over 15 (0.58)
540 - 595
(1000-1100)
1
1/4
Notes:
1. NA indicates not applicable.
2. PWHT is neither required nor prohibited. Consideration should be given to the possibility of temper
embrittlement. The cooling rate from PWHT, when used, shall not be slower than that obtained by cooling in still
air.
3. PWHT required for thickness above 22 mm (7/8 in.).
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-61
Table 6.18 –Quench And Tempered Steels Conditionally Exempt From Production Impact Tests
Specification UNS P-No./Group Number
SA-353 K81340 11A/1
SA-522, Type I K81340 11A/1
SA-553, Type I K81340 11A/1
SA-553, Type II K71340 11A/1
SA-645 Grade A K41583 11A/2
Table 6.19 – High Nickel Alloy Filler For Quench And Tempered Steels
Specification Classification F-Number
SFA-5.11 ENiCrFe-2 43
SFA-5.11 ENiCrFe-3 43
SFA-5.11 ENiCrMo-3 43
SFA-5.11 ENiCrMo-6 43
SFA-5.14 ERNiCr-3 43
SFA-5.14 ERNiCrFe-6 43
SFA-5.14 ERNiCrMo-3 43
SFA-5.14 ERNiCrMo-4 43
Table 6.20 – Mandrel Radius for Guided Bend Tests for Forged Fabrication
Specimen Thickness
Radius Of Mandrel,
B
(Note 1) Radius Of Die,
D
(Note 1)
10 mm (3/8 in.) 32 mm (1 1/4in.) 37 mm (1 11/16 in.)
t
10
3
t
13 13
21/8
33
tt
mm in
⎛⎞
++
⎜⎟
⎝⎠
Note: The dimension corresponds to dimensions B and D for P-No. 11 material in QW-466.1 of Section IX
and other dimensions to be in proportion.
2010 SECTION VIII, DIVISION 2
6-62
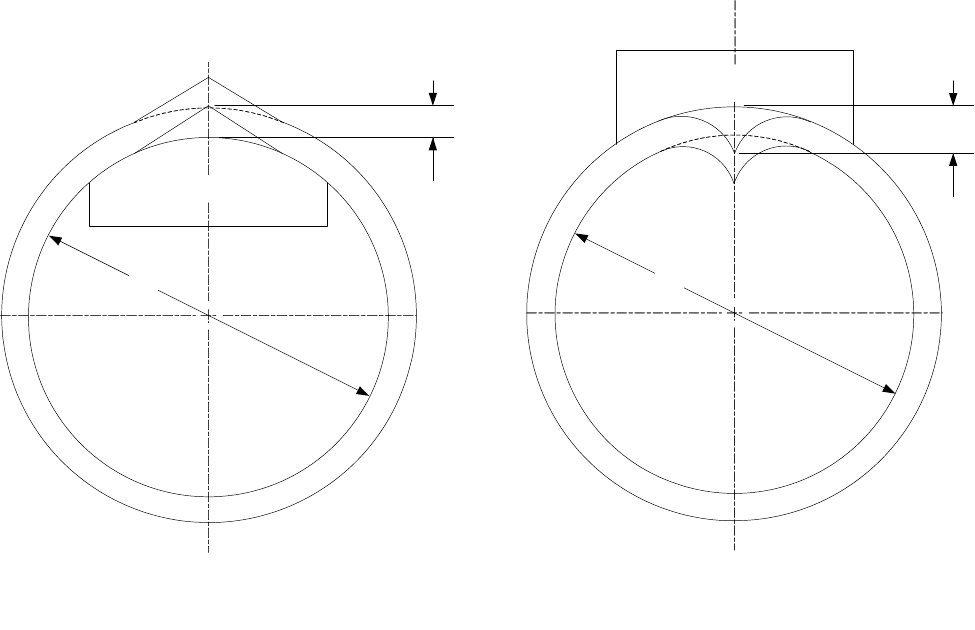
6.11 Figures
(a)
d
p
Template
D
(b)
d
p
Template
D
Figure 6.1 – Peaking Height at a Category A Joint
标准分享网 www.bzfxw.com 免费下载