ASME Section VIII div 2 2010. ASME Boiler and Pressure Vessel Code. Alternative Rules
Подождите немного. Документ загружается.

2010 SECTION VIII, DIVISION 2
6-43
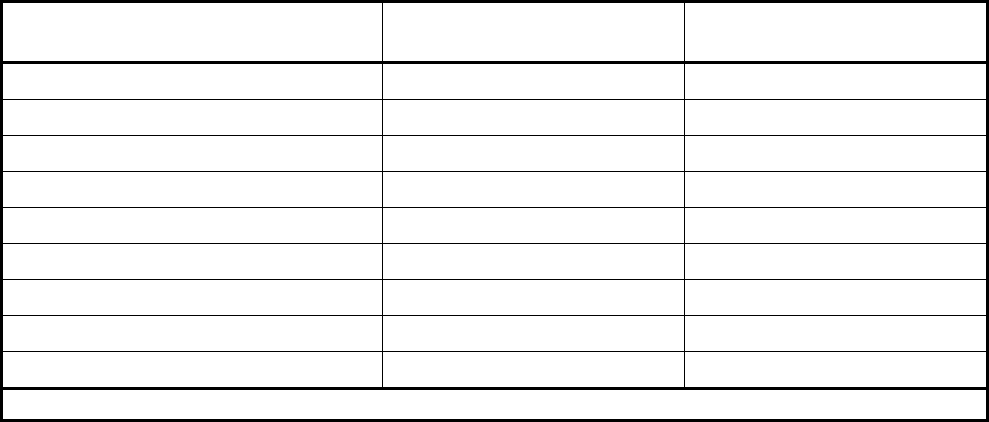
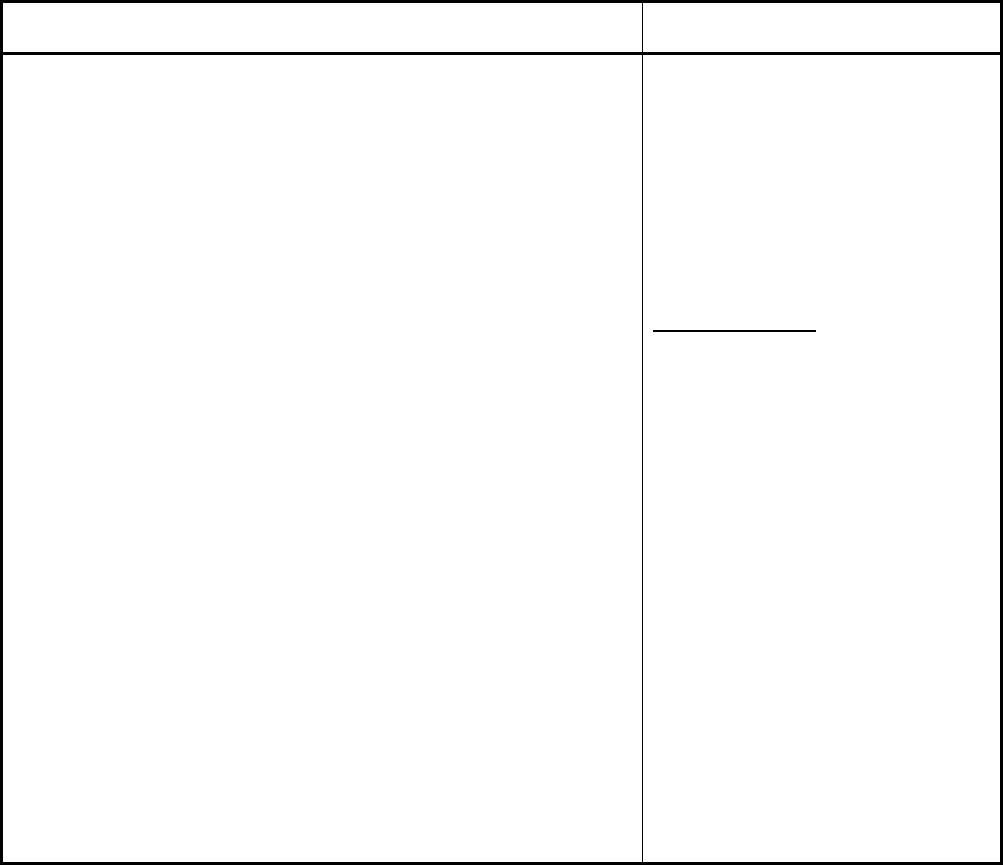
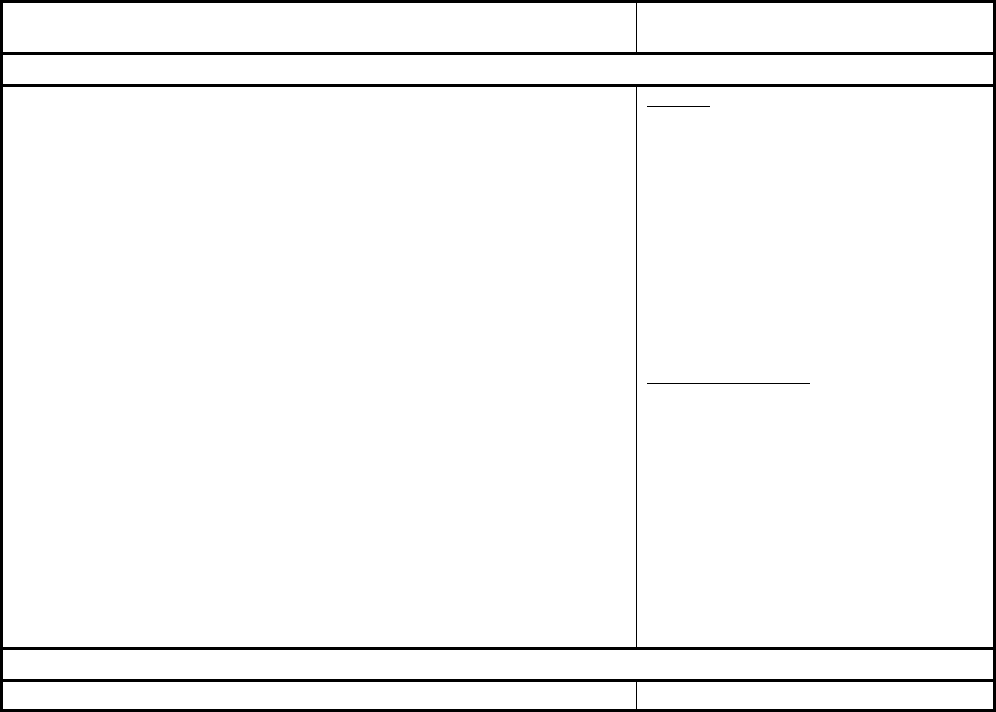
Table 6.6 – Maximum Reinforcement For Welded Joints
Section Thickness
Circumferential Joints in
Pipe and Tubing
Other Welds
<2.5 mm (3 / 32 in) t
2.5 mm (3/32 in.) 0.8 mm (1/32 in.)
≤<2.5 mm (3 / 32 in) t 5mm (3 /16 in)
2.5 mm (3/32 in.) 1.5 mm (1/16 in.)
≤<5 mm (3 /16 in) t 13 mm (1/ 2 in)
3 mm (1/8 in.) 2.5 mm (3/32 in.)
≤<13 mm (1/ 2 in) t 25 mm (1 in)
4.0 mm (5/32 in.) 2.5 mm (3/32 in.)
≤<25 mm (1 in) t 50 mm (2 in)
4.0 mm (5/32 in.) 3 mm (1/8 in.)
≤<50 mm (2 in) t 76 mm (3 in)
4.0 mm (5/32 in.) 4.0 mm (5/32 in.)
≤<76 mm (3 in) t 100 mm (4 in)
5.5 mm (7/32 in.) 5.5 mm (7/32 in.)
≤<100 mm (4 in) t 125 mm (5 in)
6 mm (1/4 in.) 6 mm (1/4 in.)
≥t125mm(5in)
8 mm (5/16 in.) 8 mm (5/16 in.)
Notes: t is the nominal thickness of the thinner section at the weld joint.
2010 SECTION VIII, DIVISION 2
6-44
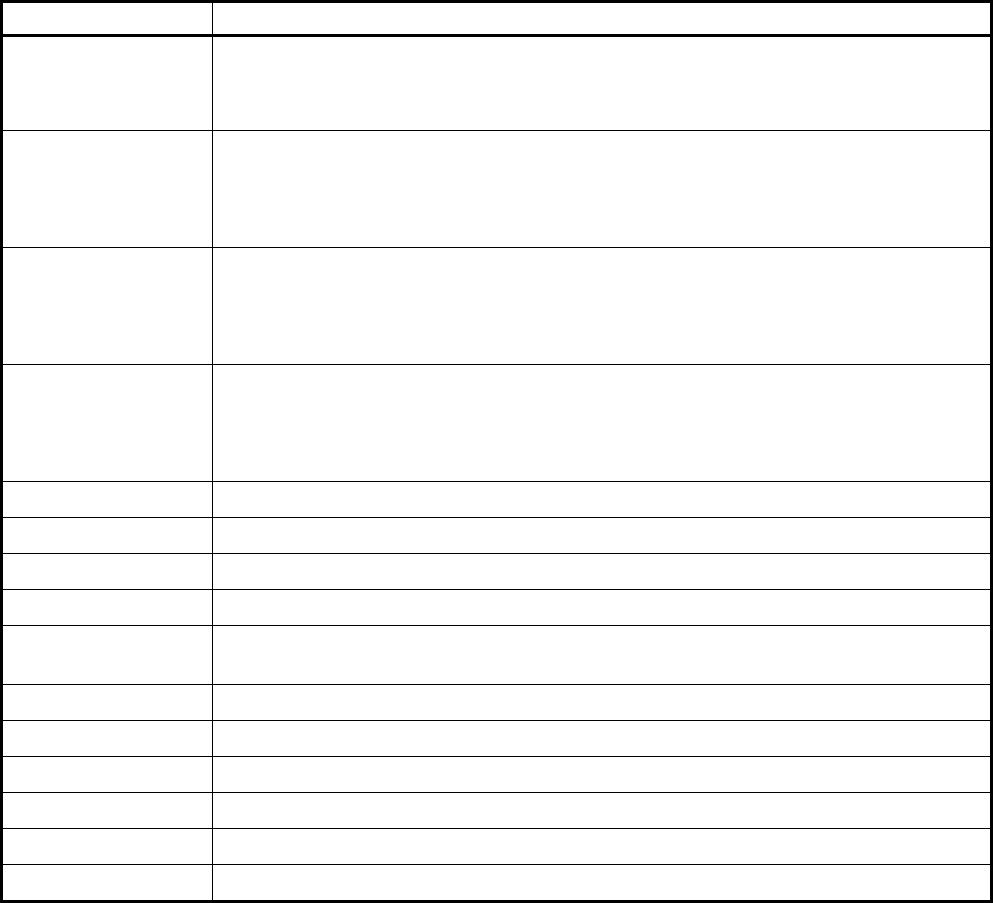
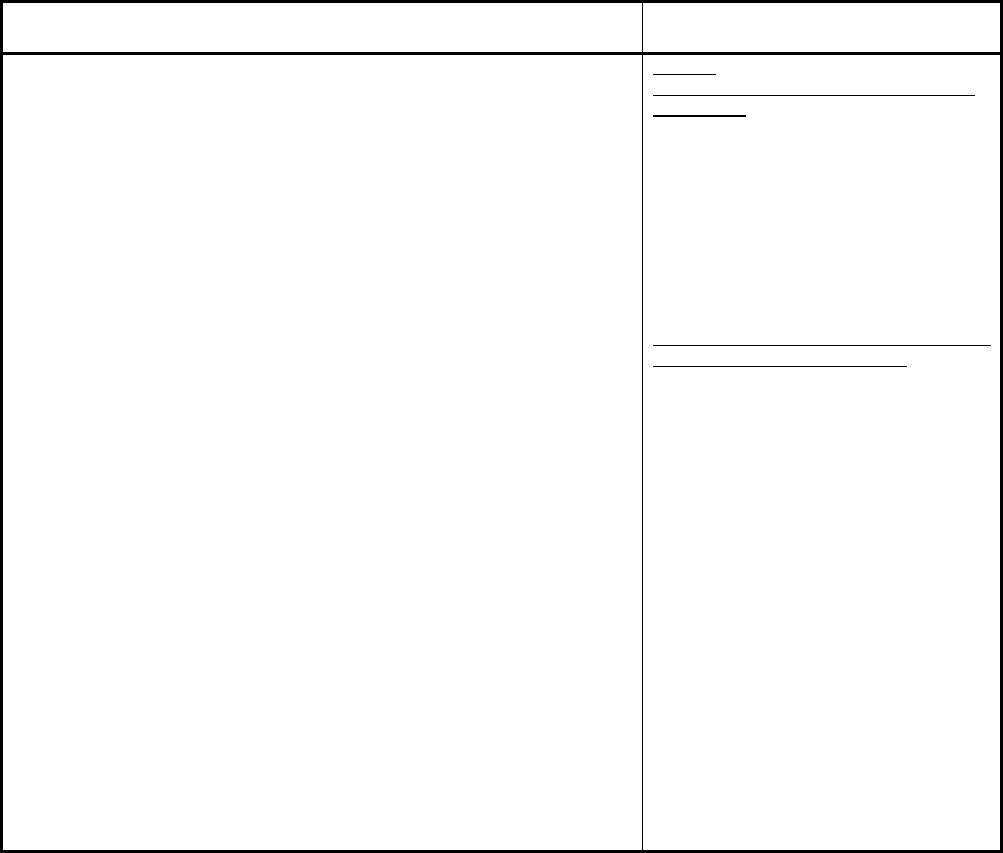
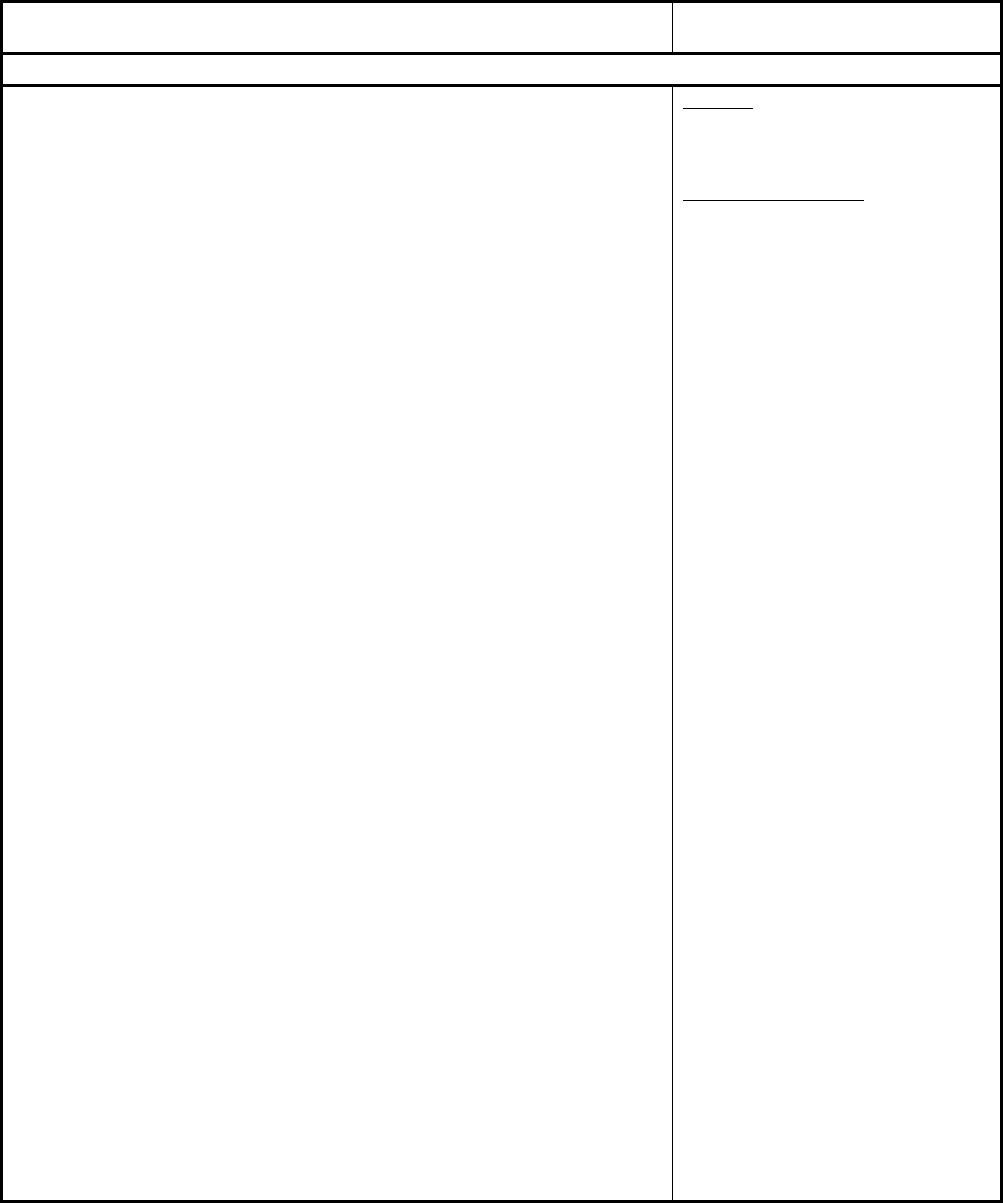
Table 6.7 – Minimum Preheat Temperatures for Welding
P-No. Minimum Preheat Temperature
1
80°C (175°F) for a material which has a specified maximum carbon content in excess
of 0.30% and a thickness at the joint excess of 25 mm (1 in.)
10°C (50°F) for all other materials
3
80°C (175°F) for a material which has either a specified minimum tensile strength in
excess of 480 MPa (70,000 psi) or a thickness at the joint in excess of 16 mm (5/8
in.)
10°C (50°F) for all other materials
4
120°C (250°F) for a material which has either a specified minimum tensile strength in
excess of 410 MPa (60,000 psi) or a thickness at the joint in excess of 13 mm (1/2
in.)
10°C (50°F) for all other materials
5A, 5B, 5C
205°C (400°F) for a material which has either a specified minimum tensile strength in
excess of 410 MPa (60,000 psi) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 13 mm (1/2 in.)
150°C (300°F) for all other materials
6 205°C (400°F)
7 None
8 None
9A and 9B 150°C (300°F)
10A
150°C (300°F) with interpass temperature maintained between 175°C and 230°C
(350°F and 450°F)
10F 120°C (250°F)
11A for 5% and 9% Nickel steels preheat is neither required nor prohibited.
11B Gr. Gr. 1-6 80°C (175°F)
21 to 24, inclusive None
31 to 35, inclusive None
41 to 44, inclusive None
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-45
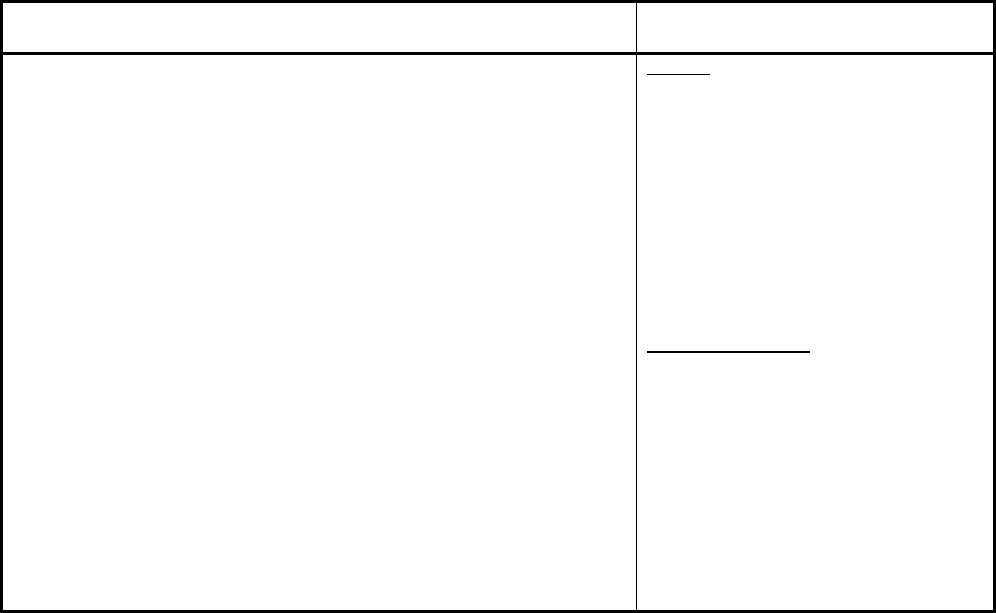
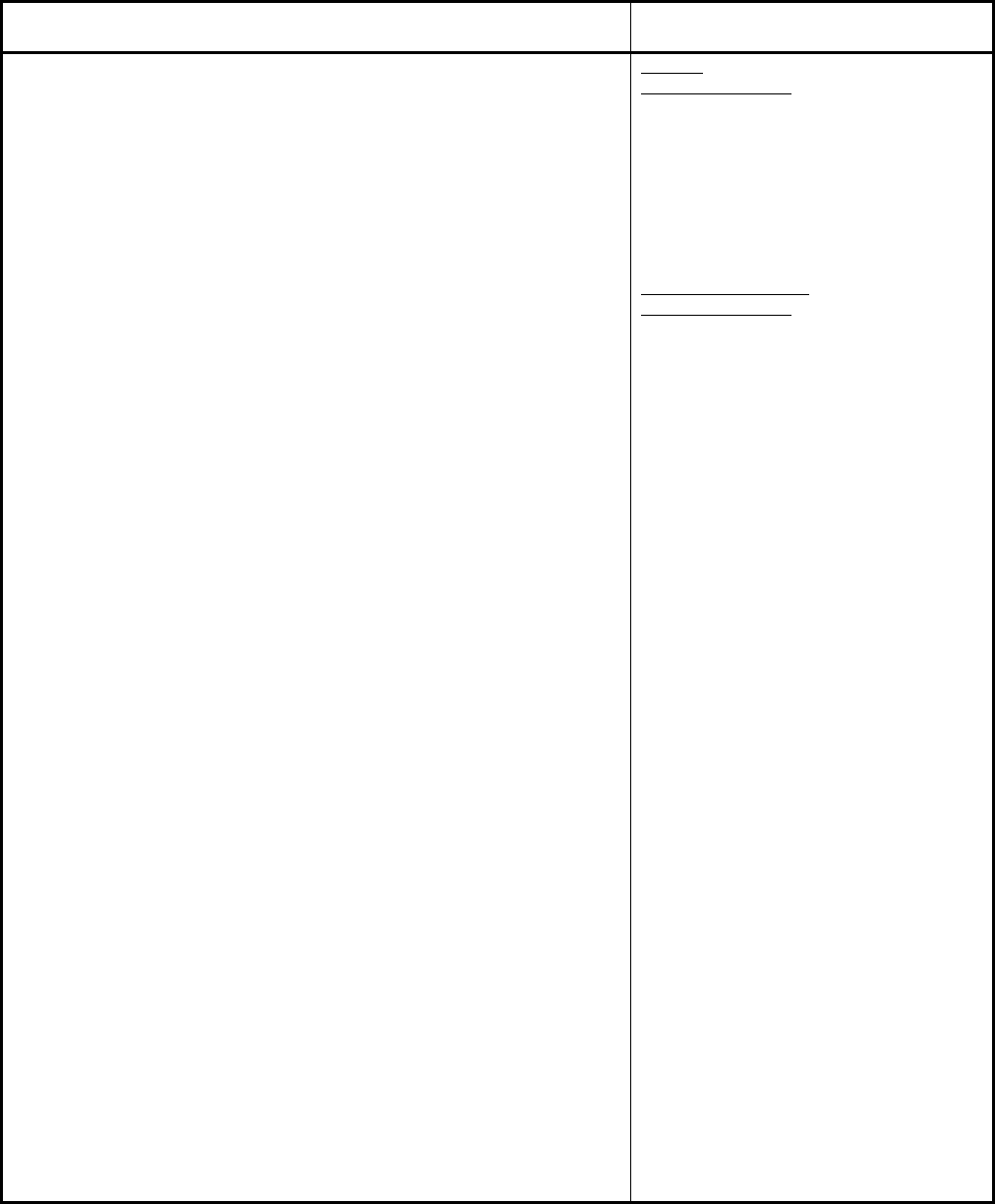
Table 6.8 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Material: P-No. 1, Group 1, 2, 3
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) PWHT is mandatory for the following conditions:
1) For welded joints over 38mm (1 1/2 in.) nominal thickness.
2) For welded joints over 32 mm (1 1/4 in.) through 38 mm (1 1/2 in.)
nominal thickness unless a 95°C (200°F) minimum preheat is
applied during welding
b) When it is impractical to perform PWHT at the temperatures specified
in this table, it is permissible to carry out PWHT at lower temperatures
for longer periods of time in accordance with Table 6.16.
SI Units
• For ≤ 50
n
tmm: 595°C, 0.04 hr/mm,
15 minutes minimum
• For: <≤50 125
n
mm t mm 595°C, 2
hr plus 0.6 minutes for each
additional mm over 50 mm
• For > 125
n
tmm: 595°C, 2 hr plus
0.6minutes for each additional mm
over 50 mm
US Customary Units
• For ≤ 2
n
tin: 1100°F, 1 hr/in, 15
minutes minimum
• For <≤25
n
in t in : 1100°F, 2 hr
plus 15 minutes for each additional
inch over 2 in.
• For > 5
n
tin: 1100°F, 2 hr plus 15
minutes for each additional inch over
2 in.
2010 SECTION VIII, DIVISION 2
6-46
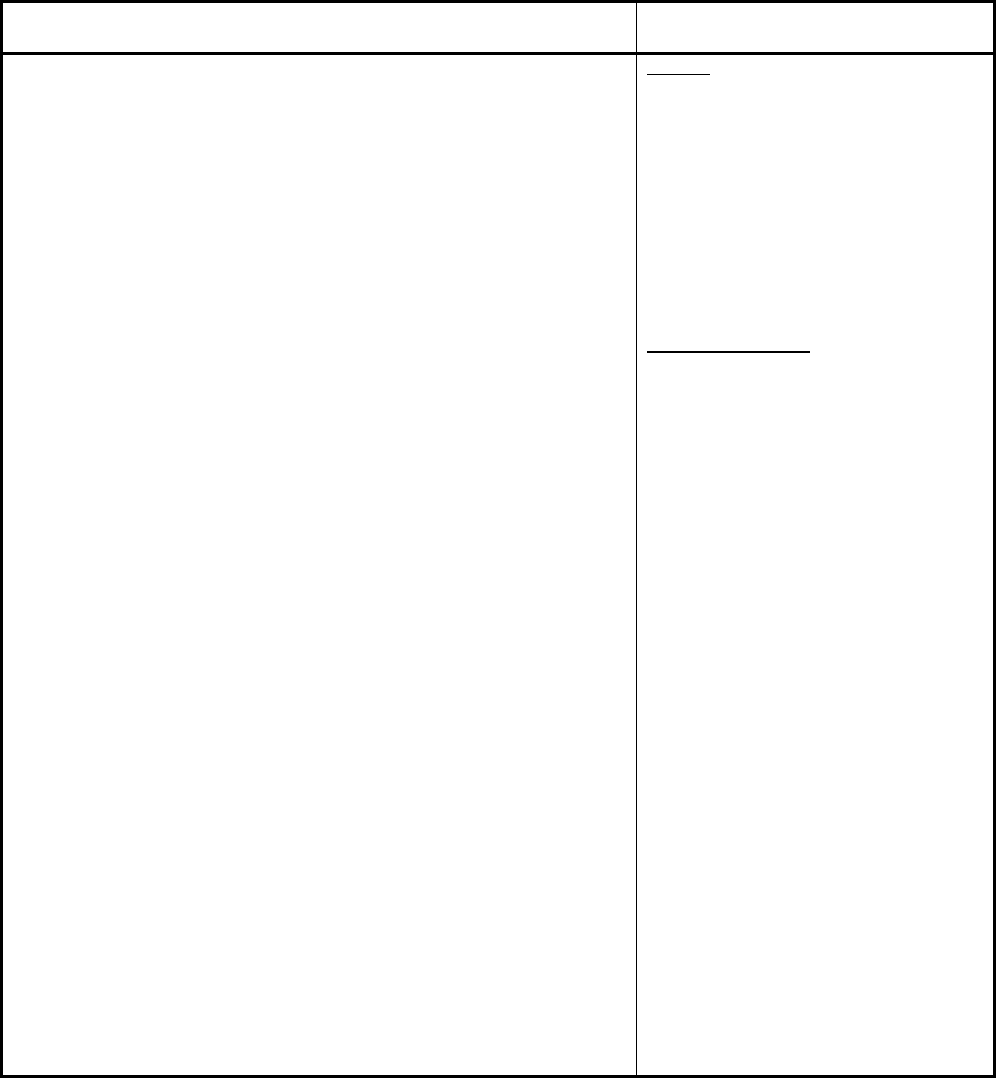
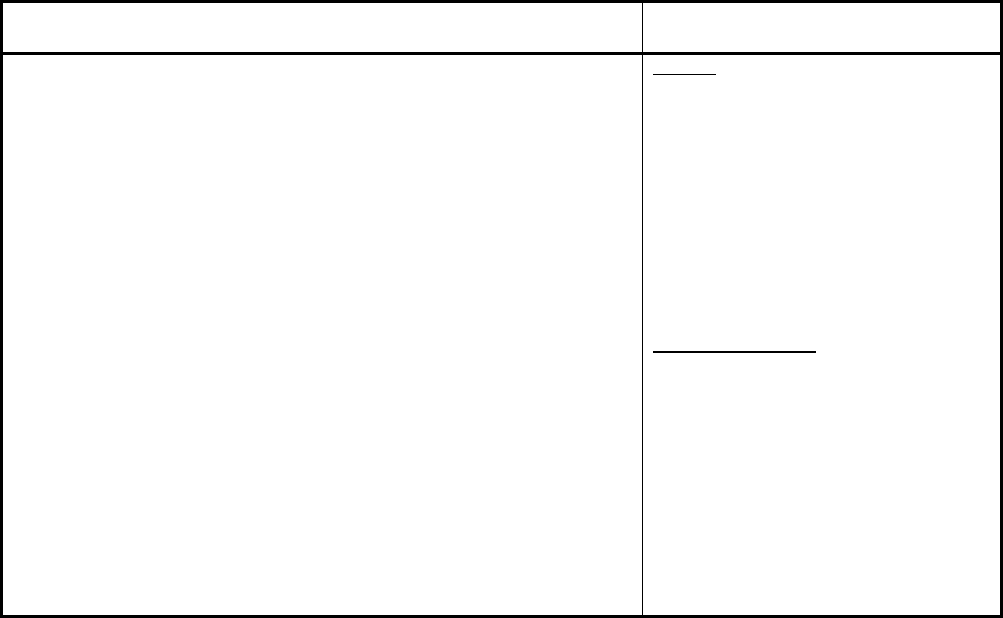
Table 6.9 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Material: P-No. 3, Group 1, 2, 3
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) PWHT is mandatory for P-No. 3, Gr. No.3 material in all thicknesses.
b) PWHT is mandatory under the following conditions for other P number
Group Number combinations:
1) On P-No 3, Gr. No. 1 and P-No. 3, Gr. No.2 material over 16 mm
(5/8 in.) nominal thickness. For these materials, PWHT is
mandatory on material up to and including 16 mm (5/8 in.)
nominal thickness unless a welding procedure qualification
described in paragraph 6.2.2.4 has been made for equal or
greater thickness than the production weld.
2) If for pressure parts subject to direct firing.
c) For welding connections and attachments to pressure parts, PWHT is
not mandatory under the conditions specified below:
1) For attaching to pressure parts which have a specified maximum
carbon content of not more than 0.25% (SA Material Specification
carbon content, except when further limited by the Purchaser to a
value within the Specification limits) or to non-pressure parts with
groove welds not over 13 mm (1/2 in.) size or fillet welds having a
throat thickness of 13 mm (1/2 in.). or. less, provided preheat to a
minimum temperature of 95°C (200°F) is applied;
2) For circumferential butt welds in pipe or tube where the pipe or
tube has both a nominal wall thickness of 13 mm (1/2 in.) or less
and a specified maximum carbon content of not more than 0.25%
(SA Material Specification carbon content, except when further
limited by the Purchaser to a value within the Specification limits);
3) For studs welded to pressure parts which have a specified
maximum carbon content of not more than 0.25% (SA Material
Specification carbon content, except when further limited by the
Purchaser to a value within the Specification limits), provided
preheat to a minimum temperature of 95°C (200°F) is applied;
4) For corrosion resistant weld metal overlay cladding or for welds
attaching corrosion resistant applied lining when welded to
pressure parts which have a specified maximum carbon content
of not more than 0.25% (SA Material Specification carbon
content, except when further limited by the Purchaser to a value
within the Specification limits), provided preheat to a minimum
temperature of 95°C (200°F) is; maintained during application of
the first layer.
d) If during the holding period of PWHT, the maximum time or
temperature of any vessel component exceeds the provisions of
paragraph 3.4.3, additional test coupons shall be made and tested.
e) When it is impractical to perform PWHT at the temperatures specified
in this table, it is permissible to carry out PWHT at lower temperatures
for longer periods of time in accordance with Table 6.16. When PWHT
is performed in accordance with this provision, the vessel test plate
required by paragraph 6.5.4 shall receive the same heat treatment.
SI Units
• For ≤ 50
n
tmm: 595°C, 0.04 hr/mm,
15 minutes minimum
• For: <≤50 125
n
mm t mm 595°C, 2
hr plus 0.6 minutes for each
additional mm over 50 mm
• For > 125
n
tmm: 595°C, 2 hr plus
0.6 minutes for each additional mm
over 50 mm
US Customary Units
• For ≤ 2
n
tin: 1100°F, 1 hr/in, 15
minutes minimum
• For <≤25
n
in t in : 1100°F, 2 hr
plus 15 minutes for each additional
inch over 2 in.
• For > 5
n
tin: 1100°F, 2 hr plus 15
minutes for each additional inch over
2 in.
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-47
Table 6.10 – Requirements for Post Weld Heat Treatment (PWHT) of Pressure Parts and Attachments
For Materials: P-No. 4, Group 1, 2
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) PWHT is mandatory under the following conditions:
1) On material of SA-202 Grades A and B over 16 mm (5/8 in.)
nominal thickness. For these materials, PWHT is mandatory up to
and including 16 mm (5/8 in.) nominal thickness unless a Welding
Procedure Qualification described in paragraph 6.2.2.4 has been
made in equal or greater thickness than the production weld.
2) on material of all thicknesses for pressure parts subject to direct
firing
3) On all other P. No. 4 Gr. Nos. 1 and 2 materials.
b) PWHT is not mandatory under the conditions specified below:
1) For circumferential butt welds in pipe or tube of P-No. 4 materials
where the pipe or tubes comply with all of the following conditions:
i) a maximum nominal outside diameter of 100 mm (4 in.);
ii) a maximum nominal thickness of 16 mm (5/8 in.).;
iii) maximum specified carbon content of not more than 0.15%
(SA material Specification carbon content, except when
further limited by the Purchaser to a value within the
Specification limits);
iv) a minimum preheat of 120°C (250°F) .
2) For P-No. 4 pipe or tube materials meeting the requirements of
(a)(1), (a)(2), and (a)(3) above, having nonpressure attachments
fillet welded to them provided;
i) the fillet welds have a maximum throat thickness of 13 mm
(1/2 in.);
ii) a minimum preheat temperature of 120°C (250°F) is applied.
3) For P-No. 4 pipe or tube materials meeting the requirements of
(a)(1), (a)(2), and (a)(3) above, having studs welded to them
provided a minimum preheat temperature of 120°C (250°F) is
applied.
c) If during the holding period of PWHT, the maximum time or temperature
of any vessel component exceeds the provisions of paragraph 3.4.3,
additional test coupons shall be made and tested.
SI Units
• For ≤ 50
n
tmm: 650°C, 0.04 hr/mm,
1 hr minimum
• For: <≤50 125
n
mm t mm 650°C,
0.04 hrs/mm
• For > 125
n
tmm: 650°C, 5 hr plus
0.6 minutes for each additional mm
over 125 mm
US Customary Units
• For ≤ 2
n
tin: 1200°F, 1 hr/in, 1 hr
minimum
• For <≤25
n
in t in : 1200°F, 1 hr/in.
• For > 5
n
tin: 1200°F, 5 hr plus 15
minutes for each additional inch over
5 in.
2010 SECTION VIII, DIVISION 2
6-48
Table 6.11 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 5A, P-No. 5B Group 1, and P-No. 5C Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) Except under the following conditions, PWHT is mandatory:
1) For circumferential butt welds in pipe or tubes where the pipe or
tubes comply with all of the following conditions:
i) a maximum specified chromium content of 3.0%;
ii) a maximum nominal outside diameter of 100 mm
(4 in.);
iii) a maximum nominal thickness of 16 mm (5/8 in.);
iv) a maximum specified carbon content of not more than 0.15%
(SA Material Specification carbon content, except when
further limited by the Purchaser to a value within the
Specification limits);
v) a minimum preheat of 150°C (300°F) is applied.
2) For pipe or tube materials meeting the requirements of (1)(i),
(1)(ii), (1)(iii), and (1)(iv) having nonpressure attachments fillet
welded to them provided:
i) the fillet welds have a maximum throat thickness of 13mm
(1/2 in.);
ii) a minimum preheat temperature of 150°C (300°F) is applied.
3) For pipe or tube materials meeting the requirements of (1)(i),
(1)(ii), (1)(iii), and {1)(iv) having studs welded to them provided a
minimum preheat temperature of 150°C (300°F) is applied.
b) If during the holding period of PWHT, the maximum time or temperature
of any vessel component exceeds the provisions of paragraph 3.4.3,
additional test coupons shall be made and tested.
c) When it is impractical to postweld heat treat P-No. 5A, 5B Group No. 1,
and 5C Group No.1 materials at the temperature specified in this Table,
it is permissible to perform the PWHT at 650°C (1200°F) minimum
provided that, for material up to 50 mm (2 in.) nominal thickness, the
holding time is increased to the greater of 4 hr minimum or 9.6 min/mm
(4 hr/in.). of thickness; for thickness over 50 mm (2 in.), the specified
holding times are multiplied by 4. The requirements in paragraph 3.4.3
must be accommodated in this reduction in PWHT.
SI Units
P-No. 5A, P-No. 5B Group 1, and P-No.
5C Group 1
• For ≤ 50
n
tmm: 675°C, 0.04 hr/mm,
1 hour minimum
• For <≤50 125
n
mm t mm : 675°C,
0.04 hr/mm
• For > 125
n
tmm: 675°C, 5 hr plus
0.6 minutes for each additional mm
over 125 mm
US Customary Units P-No. 5A, P-No. 5B
Group 1, and P-No. 5C Group 1
• For ≤ 2
n
tin: 1250°F, 1 hr/in, 1 hour
minimum
• For <≤25
n
in t in : 1250°F, 1 hr/in
• For > 5
n
tin: 1250°F, 5 hr plus 15
minutes for each additional inch over
5 in
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-49
Table 6.11.A – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 15E Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) If the nominal thickness is ≤13 mm (1/2 in.), the minimum holding
temperature is 720 °C (1325°F).
b) For dissimilar metal welds (i.e., welds made between a P-No.15 E
Group 1 and another lower chromium ferritic, austenitic, or nickel-based
steel), if the filler metal chromium content is less than 3.0% or if the filler
metal is nickel-based or austenitic, the minimum holding temperature
shall be 705°ْC (1300°F).
c) The maximum holding temperature above is to be used if the actual
chemical composition of the matching filler metal used when making the
weld is unknown. If the chemical composition of the matching filler
metal is known, the maximum holding temperature can be increased
as follows: .
1) If Ni + Mn <1.50% but ≥ 1.0%, the maximum PWHT temperature
is 790ْ C (1450°F)
2) If Ni + Mn < 1.0% the maximum PWHT temperature is 800ْ C
(1470°F)
3) The lower transformation temperature for matching filler material is
affected by alloy content, primarily the total Ni + Mn. The
maximum holding temperature has been set to avoid heat
treatment in the intercritical zone.
d) If a portion of the component is heated above the heat treatment
temperature allowed above, one of the following actions shall be
performed:
1) The component in its entirety must be renormalized and
tempered.
2) If the maximum holding temperature in the Table or (c)(1) is
exceeded, but does not exceed 800ْ C (1470ْ F), the weld metal
shall be removed and replaced.
3) The portion of the component heated above 800ْ C
(1470ْ F) and at least 75 mm (3in.) on either side of the overheated
zone must be removed and be renormalized and tempered, or
replaced.
4) The allowable stress shall be that for Grade 9 material (i.e.,
SA-213-T9, SA- 335- P9, or equivalent product specification) at
the design temperature, provided that the portion of the
component heated to a temperature greater than the allowed
above is reheat treated within the temperature range specified
above.
e) Postweld heat treatment is not mandatory for electric resistance welds
used to attach extended heat -absorbing fins to pipe and tube materials
provided the following requirements are met:
1) a maximum pipe or tube size of 100 DN (NPS 4)
2) a maximum specified carbon content (SA material specification
carbon content, except when further limited by the Purchaser to
a value within the specification limits) of not more than 0.15 %
3) a maximum fin thickness of 3 mm (1/8 in.)
4) prior to using the welding procedure, the Manufacturer shall
demonstrate that the heat-affected zone does not encroach upon
the minimum wall thickness.
SI Units
P-No. 15E Group 1
• For
125tmm≤
: 730°C min.,
775ْ C max. 0.04 hr/mm, 30
minutes minimum
• For > 125
n
tmm: 730°C min.
775ْ C max., 5 hr plus 0.6
minutes for each additional mm
over 125 mm
US Customary Units
P-No. 15E Group 1
• For t≤ 5 inch: 1350°F min. 1425ْ
F max. , 1 hr/in, 30 minutes
minimum.
• For > 5
n
tin: 1350°F min, 1425ْ
F max., 5 hr plus 15 minutes for
each additional inch over 5
inches.
2010 SECTION VIII, DIVISION 2
6-50
Table 6.12 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 6, Group 1, 2, 3
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
a) PWHT is not required for vessels constructed of Type 410 material with
carbon content not to exceed 0.08% and welded with electrodes that
produce an austenitic chromium-nickel weld deposit or a non
air-hardening nickel-chromium iron weld deposit, provided the plate
thickness at the welded joint does not exceed 10 mm (3/8 in.), and for
thicknesses over 10 mm (3/8 in.). to 38 mm (1 ½ in.) provided a preheat
of 230°C (450°F) is maintained during welding and that the joints are
completely radiographed.
b) If during the holding period of PWHT, the maximum time or temperature
of any vessel component exceeds the provisions of paragraph 3.4.3,
additional test coupons shall be made and tested.
SI Units
• For ≤ 50
n
tmm: 760°C, 0.04 hr/mm,
1 hr minimum
• For: <≤50 125
n
mm t mm 760°C, 2
hr plus 0.6 minutes for each
additional mm over 50 mm
• For > 125
n
tmm: 760°C, 2 hr plus
0.6 minutes for each additional mm
over 50 mm
US Customary Units
• For ≤ 2
n
tin: 1400°F, 1 hr/in, 1 hr
minimum
• For <≤25
n
in t in : 1400°F, 2 hr
plus 15 minutes for each additional
inch over 2 in.
• For > 5
n
tin: 1400°F, 2 hr plus 15
minutes for each additional inch over
2 in.
标准分享网 www.bzfxw.com 免费下载
2010 SECTION VIII, DIVISION 2
6-51
Table 6.13 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 7, Group 1, 2 and P-No. 8
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
Materials: P-No. 7, Group 1, 2
a) PWHT shall be performed as prescribed in paragraph 6.2.6 except that
the cooling rate shall be a maximum of 55°C (100°F) per hour in the
range above 650°C (1200°F), after which the cooling rate shall be
sufficiently rapid to prevent embrittlement. PWHT is not required for
vessels constructed of Type 405 and Type 410S material with carbon
content not to exceed 0.08%, welded with electrodes that produce an
austenitic chromium-nickel weld deposit or a non air-hardening
nickel-chromium-iron weld deposit, provided the plate thickness at the
welded joint does not exceed 3mm (1/8 in.), and for thicknesses over 3
mm (1/8 in.) to 38 mm (1 1/2 in.) provided a preheat of 230°C (450°F)
is maintained during welding and that the joints are completely
radiographed.
b) If during the holding period of PWHT, the maximum time or
temperature of any vessel component exceeds the provisions of
paragraph 3.4.3, additional test coupons shall be made and tested.
SI Units
• For ≤ 50
n
tmm: 730°C, 0.04 hr/mm,
1 hr minimum
• For: <≤50 125
n
mm t mm 730°C, 2
hr plus 0.6 minutes for each
additional mm over 50 mm
• For > 125
n
tmm: 730°C, 2 hr plus
0.6 minutes for each additional mm
over 50 mm
US Customary Units
• For ≤ 2
n
tin: 1350°F, 1 hr/in, 1 hr
minimum
• For <≤25
n
in t in : 1350°F, 2 hr
plus 15 minutes for each additional
inch over 2 in.
• For > 5
n
tin: 1350°F, 2 hr plus 15
minutes for each additional inch over
2 in.
Materials: P-No. 8
PWHT is neither required nor prohibited.
2010 SECTION VIII, DIVISION 2
6-52
Table 6.14 – Requirements For Post Weld Heat Treatment (PWHT) Of Pressure Parts And Attachments
For Materials: P-No. 9A, Group 1 and P-No. 9B, Group 1
PWHT Requirements
Holding Temperature and Time
Based On The Nominal Thickness
Materials: P-No. 9A, Group 1
a) PWHT is mandatory under the following conditions:
1) On material of all thicknesses if required by the Purchasers Design
Specification
2) On material over 16 mm (5/8 in.) nominal thickness. For material up to
and including 16 mm (5/8 in.) nominal thickness, postweld heat
treatment is mandatory unless a welding procedure qualification
described in paragraph 6.2.1.1 has been made in equal or greater
thickness than the production weld.
3) or if for pressure parts subject to direct firing.
b) PWHT is not mandatory under the conditions specified below:
1) for circumferential butt welds in pipe or tubes where the pipe or tubes
comply with all of the following conditions:
i) a maximum nominal outside diameter of 100 mm (4 in.);
ii) a maximum thickness of 13 mm (1/2 in.);
iii) a maximum specified carbon content of not more than 0.15%
(SA Material Specification carbon content, except when further
limited by the Purchaser to a value within the Specification
limits);
iv) a minimum preheat of 120°C (250°F).
2) for pipe or tube materials meeting the requirements of (1)(i), (1)(ii),
and (1)(iii) above, having attachments fillet welded to them, provided;
i) the fillet welds have a throat thickness of 13 mm (1/2 in.), or less;
ii) the material is preheated to 120°C (250°F) minimum. A lower
preheating temperature may be used provided specifically
controlled procedures necessary to produce sound welded joints
are used. Such procedures shall include but not be limited to the
following:
• the throat thickness of fillet welds shall be 13 mm (1/2 in.) or
less;
• the maximum continuous length of fillet welds shall be not
over 100 mm (4 in.);
• the thickness of the test plate used in making the welding
procedure qualification of Section IX shall not be less than
that of the material to be welded.
3) for attaching nonpressure parts to pressure parts with groove welds
not over 13 mm (1/2 in.) in size or fillet welds that have a throat
thickness of 13 mm (1/2in.) or less, provided preheat to a minimum
temperature of 95°C (200°F) is applied;
4) for studs welded to pressure parts provided preheat to a minimum
temperature of 95°C (200°F) is applied;
5) for corrosion resistant weld metal overlay cladding or for welds
attaching corrosion resistant applied lining provided preheat to a
minimum temperature of 95°C (200°F) is maintained during application
of the first layer.
c) If during the holding period of PWHT, the maximum time or temperature of
any vessel component exceeds the provisions of paragraph 3.4.3,
additional test coupons shall be made and tested.
SI Units
595°C: 1 hr minimum, plus 0.6
min/mm for thickness over 25 mm
US Customary Units
1100°F: 1 hr minimum, plus 15
min/in. for thickness over 1 in.
标准分享网 www.bzfxw.com 免费下载