ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

References cited in this section
2.
P.M. Bralower, Nondestructive Testing. Part I. The New Generation in Radiography, Mod. Cast.,
Vol 76
(No. 7), July 1986, p 21-23
3.
R.A. Armistead, CT: Quantitative 3-D Inspection, Adv. Mater. Process., Vol 133 (No. 3), March 1988, p 42-
48
Nondestructive Inspection of Castings
By the ASM Committee on Nondestructive Inspection of Castings
*
Ultrasonic Inspection
Ultrasonic inspection is a nondestructive method in which beams of high-frequency acoustic energy are introduced into
the material under evaluation to detect surface and subsurface flaws and to measure the thickness of the material or the
distance to a flaw (see the article "Ultrasonic Inspection" in this Volume for details). An ultrasonic beam will travel
through a material until it strikes an interface or defect. Interfaces and defects interrupt the beam and reflect a portion of
the incident acoustic energy. The amount of energy reflected is a function of the nature and orientation of the interface or
flaw as well as the acoustic impedance of such a reflector. Energy reflected from various interfaces or defects can be used
to define the presence and locations of defects, the thickness of the material, or the depth of the defect beneath a surface.
The advantages of ultrasonic tests are as follows:
• High sensitivity, which permits the detection of minute cracks
• Great penetrating power, which allows the examination of extremely thick sections
• Accuracy in measuring of flaw position and estimating defect size
Ultrasonic tests have the following limitations:
• Size-
contour complexity and unfavorable discontinuity orientation can pose problems in interpreting the
echo pattern
• Undesirable internal structure--
for example, grain size, structure, porosity, inclusion content, or fine
dispersed precipitates--can similarly hinder interpretation
• Reference standards are required
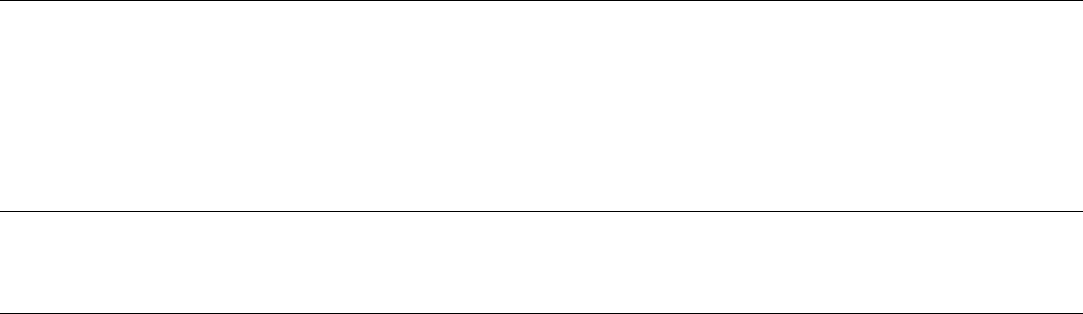
Effect of Casting Shape. Because castings are rarely simple flat shapes, they are not as easy to inspect as such
products as rolled rectangular bars. The reflections of a sound beam from the back surface of a parallel-sided casting and
a discontinuity are shown schematically in Fig. 14(a), together with the relative heights and positions of the reflections of
the two surfaces on an oscilloscope screen. A decrease in the back reflection at the same time as the appearance of a
discontinuity echo is a secondary indication of the presence of a discontinuity. However, if the back surface of the casting
at a particular location for inspection is not approximately at a right angle to the incident sound beam, the beam will be
reflected to remote parts of the casting and not directly returned to the detector. In this case, as shown in Fig. 14(b), there
is no back reflection to monitor as a secondary indication.
Fig. 14
Schematic of the effect of casting shapes on reflection and oscilloscope screen display of sound beams.
See text for discussion.
Many castings contain cored holes and changes in section, and echoes from holes and changes in section can interfere
with echoes from discontinuities. As shown in Fig. 14(c), the echo from the cored hole overlaps the echo from the
discontinuity on the oscilloscope screen. The same effect is shown in Fig. 14(d), in which echoes from the discontinuity
and the casting fillets at a change in section are shown overlapping on the oscilloscope.
Curved surfaces do not permit adequate or easy coupling of the flat search units to the casting surface, especially with
contact double search units. This can be overcome to some extent by using a suitable viscous couplant, but misleading
results may be produced because multiple reflections in the wedge of fluid between the search unit and the surface can
result in echoes on the screen in those positions where discontinuity echoes may be expected to appear. Because the
reflections inside the couplant use energy that would otherwise pass into the casting, the back echo decreases, and this
decrease might be interpreted as confirmation of the presence of a discontinuity. On cylindrical surfaces, the indication
will change as a double search unit is rotated. The wedge effect is least when the division between the transmitting and
receiving transducers is parallel to the axis of the cylinder. Wedge effects in the couplant are a particular problem on
castings curved in two directions. One solution in this case is to use a small search unit so that the wedge is short,
although the resolution and sensitivity may be reduced.
If the surface of the casting to be inspected is of regular shape, such as the bore of a cylinder in an engine block, the front
of the search unit can be shaped to fit the curvature of the surface. These curved shapes form an acoustic lens that will
alter the shape of the sound beam, but unless the curvature is severe, this will not prevent adequate accuracy in the

inspection. Cast-on flat metal pads for application of the ultrasonic search unit are very effective and allow particular
areas of the casting to be inspected.
Subsurface Defects. Defects such as small blowholes, pinholes, or inclusions that occur within depths of 3 or 4 mm
(0.1 or 0.15 in.) of a cast surface are among the most difficult to detect (Ref 1). They are beyond the limits of sensitivity
of conventional magnetic particle methods and are not easily identified by eddy current techniques. They usually fall
within the dead zone (the surface layer that cannot be inspected) of conventional single-crystal ultrasonic probes applied
directly to a cast surface, although some improvement can be obtained by using twin crystal probes focused to depths not
too far below the surface. The other alternative using contact methods of ultrasonic testing is to employ angle probes, but
this complicates the procedures and interpretation methods to the point at which they can only be applied satisfactorily
under the close control of skilled operators.
Freedom from such surface defects is, however, a very important aspect of the quality of castings. Apart from their effect
in reducing bending fatigue properties, such defects are frequently revealed at late stages in the machining of a
component, leading to its rejection.
Ultrasonic methods for detecting subsurface defects are much more successful when the dead zone beneath the as-cast
surface is virtually eliminated by using immersion methods in which the probe is held away from the cast surface at a
known controlled distance, with coupling being obtained through a liquid bath. To make such methods consistent and
reliable, the test itself must be automated. Semiautomatic equipment has been developed for examining castings such as
cylinder heads by this method (Ref 1). With this equipment, the casting is loaded into a cradle from a roller track and is
then transferred using a hoist into the immersion tank until the surface of the casting to be inspected is just submerged in
the liquid. Depth of immersion is closely controlled because the customer will not permit liquid to be left in the internal
passageways of the cylinder head. The immersed surface of the casting is then scanned manually using an ultrasonic
probe held at a fixed distance from the casting surface. This equipment is suitable for testing any casting requiring
examination over a flat surface.
Internal Defects. Ultrasonic inspection is a well-established method for the detection of internal defects in castings.
Test equipment developments, automated testing procedures, and improvements in determining the size and position of
defects, which is essential to assessing whether or not their presence will likely affect the service performance of the
casting, have contributed to the increasing use of ultrasonic test equipment.
For determining the position and size of defects, the usual method of presentation of ultrasonic data is an A-scan, in
which the amplitude of the echoes from defects is shown on a time base and has well-known limitations (Ref 1). Sizing
relies on measuring the drop in amplitude of the echo as the probe is passed over the boundary of a defect or measuring
the reduction in the amplitude of the back wall echo due to the scattering of sound by the defect. In most cases, sizing is
approximate and is restricted to one or two dimensions. Improvements in data presentation in the form of B-scans and C-
scans that present a plan view through the section of the component provide a marked improvement in defining defect
positions and size in two or three dimensions. Such displays have been used for automated defect characterization
systems in which porosity, cracks, and dross have been distinguished. Because of the requirement to scan the probe over
the surface, the application of B-scan and C-scan methods has generally been limited to simple geometric shapes having
good surface finish, such as welded plate structures. Application to castings is currently restricted, but greater use of B-
scan and C-scan methods is likely with either improved scanning systems or arrays of ultrasonic probes.
Structure evaluation is an area of growing importance for foundry engineers. Ultrasonic velocity measurements are
widely used as a means of guaranteeing the nodularity of the graphite structure and, if the matrix structure is known to be
consistent, guaranteeing the principal material properties of ductile irons (Ref 1). Velocity measurements have been used
to evaluate compacted graphite iron structures to ensure that the desired properties have been consistently obtained. The
use of ultrasonic velocity measurements for structure evaluation is discussed in the section "Ductile Iron Castings" in this
article.
Reference cited in this section
1.
P.J. Rickards, Progress in Guaranteeing Quality Through Nondestructive Methods of Evaluation,
Foundryman Int., April 1988, p 196-209
Nondestructive Inspection of Castings
By the ASM Committee on Nondestructive Inspection of Castings
*
Leak Testing
Castings that are intended to withstand pressures can be leak tested in the foundry. Various methods are used, according
to the type of metal being tested (see the article "Leak Testing" in this Volume). One method consists of pumping air at a
specific pressure into the inside of the casting in water at a given temperature. Any leaks through the casting become
apparent by the release of bubbles of air through the faulty portions. An alternative method is to fill the cavities of a
casting with paraffin at a specified pressure. Paraffin, which penetrates the smallest of crevices, will rapidly find any
defect, such as porosity, and will show quickly as an oily or moist patch at the position of the fault. Liquid penetrants can
be poured into areas of apparent porosity and time allowed for the liquid to seep through the casting wall.
The pressure testing of rough (unmachined) castings at the foundry may not reveal any leaks, but it must be recognized
that subsequent machining operations on the casting may cut into porous areas and cause the casting to leak after
machining. Minor seepage leaks can be sealed by impregnation of the casting with liquid or by filling with sodium
silicate, a synthetic resin, or other suitable substance. As-cast parts can be impregnated at the foundry to seal leaks if there
is to be little machining or if experience has shown that machining does not affect the pressure tightness. However, it is
usually preferable to impregnate after final machining of the casting.
Nondestructive Inspection of Castings
By the ASM Committee on Nondestructive Inspection of Castings
*
Inspection of Ferrous Castings
Ferrous castings can be inspected by most of the nondestructive inspection methods. Magnetic particle inspection can be
applied to ferrous metals with excellent sensitivity, although a crack in a ferrous casting can often be seen by visual
inspection. Magnetic particle inspection provides good crack delineation, but the method should not be used to detect
other defects. Nonrelevant magnetic particle indications occasionally occur on ferrous castings, especially with a strong
magnetic field. For example, a properly fused-in steel chaplet can be indicated as a defect because of the difference in
magnetic response between low-carbon steel and cast iron. Even the graphite in cast iron, which is nonmagnetic, can
cause a nonrelevant indication. Standard x-ray and radioactive-source techniques can be used to make radiographs of
ferrous castings, but the typical complexity of shape and varying section thicknesses of the castings may require digital
radiography or computed tomography.
Ultrasonic inspection for both thickness and defects is practical with most ferrous castings except for the high-carbon gray
iron castings, which have a high damping capacity and absorb much of the input energy. The measurement of resonant
frequency is a good method of inspecting some ductile iron castings for soundness and graphite shape. Electromagnetic
testing can be used to distinguish metallurgical differences between castings. The criteria for separating acceptable from
unacceptable castings must be established empirically for each casting lot.
Gray Iron Castings
Gray iron castings are susceptible to most of the imperfections generally associated with castings, with additional
problems resulting from the relatively high pouring temperatures. These additional problems result in a higher incidence
of gas entrapment, inclusions, poor metal structure, interrupted metal walls, and mold wall deficiencies.
Gas entrapment is a direct result of gas being trapped in the casting wall during solidification. This gas may be in the
metal prior to pouring, may be generated from aspiration during pouring, or may be generated from core and mold
materials. Internal defects of this type are best detected by radiography, but ultrasonic and eddy current inspection
methods are useful when the defect is large enough to be detected by these methods.
Inclusions are casting defects in which solid foreign materials are trapped in the casting wall. The inclusion material
can be slag generated in the melting process, or it can be fragments of refractory, mold sand, core aggregate, or other
materials used in the casting process. Inclusions appear most often on the casting surface and are usually detected by
visual inspection, but in many cases the internal walls of castings contain inclusions that cannot be visually detected.
Internal inclusions can be detected by eddy current, radiographic, or ultrasonic inspection; radiography is usually the most
reliable method.
Poor Metal Structure. Many casting defects resulting from metal structure are related to shrinkage, which is either a
cavity or a spongy area linked with dendrites or a depression in the casting surface. This type of defect arises from
varying rates of contraction while the metal is changing from a liquid to a solid. Other casting defects resulting from
varying rates of contraction during solidification include carbide formation, hardness variations, and microporosity.
Internal shrinkage defects are best detected by radiography, although eddy current or ultrasonic inspection can be used.
Soft or hard gray iron castings are usually detected by Brinell hardness testing; electromagnetic methods have proved
useful on some castings.
Interrupted Metal Walls. Included in this category are such flaws as hot tears, cold shuts, and casting cracks.
Cracking of castings is often a major problem in gray iron foundries because of the combination of casting designs and
high production rates. Visual inspection or an aided visual method such as liquid penetrant or magnetic particle inspection
is used to detect cracks and cracklike flaws in castings.
Mold wall deficiencies are common problems in gray iron castings. They result in surface flaws such as scabs, rattails,
cuts, washes, buckles, drops, and excessive metal penetration into the spaces between sand grains. These flaws are
generally detected by visual inspection.
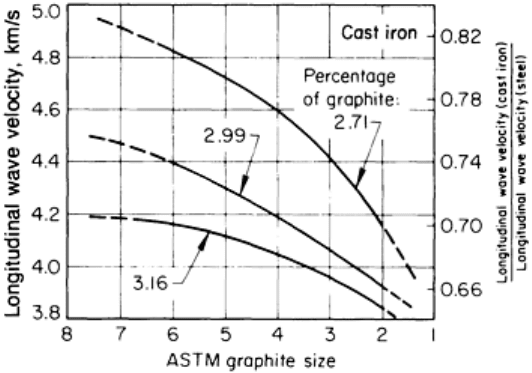
Size and Quantity of Graphite. In cast iron, the length of the lamellae (flakes)--that is, the coarseness of the
graphite--is expressed by code numbers from 1 to 8, as described in ASTM A 247 and in Casting, Volume 15 of ASM
Handbook, formerly 9th Edition Metals Handbook. These numbers correspond to lamellar lengths ranging from 1.25 to
0.01 mm (0.05 to 0.0004 in.), as viewed in micrographs of the cast iron structure. The dependence of the longitudinal
wave sonic velocity on the size and quantity of graphite is shown in Fig. 15; with decreasing coarseness and quantity of
graphite, the velocity approaches that in steel. In microlamellar cast iron, the amount of graphite is usually smaller.
Therefore, the finer the graphite, the higher the sonic velocity. In both lamellar and spheroidal cast irons, the transverse
wave sonic velocity is related to the longitudinal wave velocity, as shown in Fig. 16.
Fig. 15
Variation of longitudinal wave sonic velocity with graphite size for lamellar cast iron containing different
percentages
of free graphite. Scale at right indicates ratio of sonic velocity in cast iron to corresponding sonic
velocity in steel.
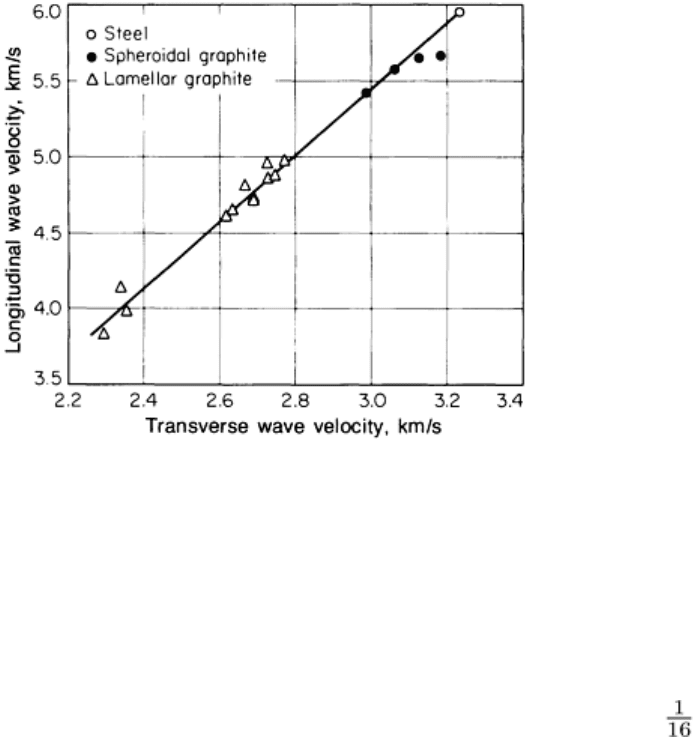
Fig. 16
Relation of longitudinal wave and transverse wave sonic velocities for spheroidal and lamellar cast irons
and for steel
Malleable Iron Castings
Blowholes and spikes are defects often found in malleable iron castings. Spikes are a form of surface shrinkage not
normally visible to the naked eye, but they appear as a multitude of short, discontinuous surface cracks when subjected to
fluorescent magnetic particle inspection. Unlike true fractures, spikes do not propagate, but they are not acceptable where
cyclic loading could result in fatigue failure. Spikes are usually seen as short indications about 1.6 mm ( in.) long or
less and never more than 75 μm (0.003 in.) deep. These defects do not have a preferred orientation, but a random pattern
that may or may not follow the direction of solidification. Shrinkage or open structure in the gated area is a defect often
found in malleable iron castings that may be overlooked by visual inspection, although it is readily detected by either
liquid penetrant or magnetic particle inspection.
Ductile Iron Castings
Ductile iron is cast iron in which the graphite is present in tiny balls or spherulites instead of flakes (as in gray iron) or
compacted aggregates (as in malleable iron). The spheroidal graphite structure is produced by the addition of one or more
elements to the molten metal.
Soundness and Integrity. Cracks and fine tears that break the surface of the casting but are difficult to detect
visually can be revealed with dye penetrants or magnetic particle inspection. Modern techniques of magnetizing the
casting, followed by the application of fluorescent magnetic inks, are very effective and widely used.
Methods of sonic testing that involve vibrating the casting and noting electronically the rate of decay of resonant
frequency or damping behavior are also used to detect cracked or flawed castings. Internal unsoundness, when not
immediately subsurface, can be detected with ultrasonic inspection by the failure to observe a back wall echo when using
reflected radiation or by a weakening of the signal in the transmission through the casting. Coupling of the probes and
interpretation of the results involve operator skill, but methods are available that consist of partial or total immersion of
the casting in a liquid, automatic or semiautomatic handling of the probes, and computer signal processing to ensure more
reliable and consistent interpretation of results. Problems arise in detecting very-near-surface defects and when examining
thin castings, but the use of angled probes and shear wave techniques has yielded good results.
The soundness of the ductile iron can also be assessed by x-ray or γ-ray examination. The presence of graphite, especially
in heavy sections, makes the method more difficult to evaluate than for steels, but the use of image intensification by
electronic means offers considerable promise, especially for sections up to 50 mm (2 in.) thick.
Confirmation of Graphite Structure (Ref 4). Both the velocity of ultrasonic transmission and the resonant
frequency of a casting can be related to the modulus of elasticity. In cast iron, the change from flake graphite to nodular
graphite is related to an increase in both modulus of elasticity and strength; therefore, ultrasonic velocity or resonant
frequency measurement can be employed as a guide to modularity, strength, and other related properties. Because the
microscopic estimation of nodularity is a subjective measurement, these other nondestructive examination methods may
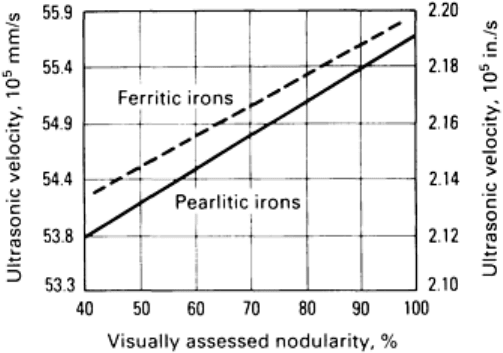
provide a better guide to some properties provided the matrix remains constant (Ref 5). Figure 17 illustrates how
ultrasonic velocity may vary with graphite nodularity.
Fig. 17 Ultrasonic velocity versus visually assessed modularity in ductile iron castings
Ultrasonic transmission measurement is conducted with two probes on either side of the casting. This method provides a
guide to the local properties. It must be coupled with a thickness measurement, and automatic equipment is commonly
used, often involving immersion of the casting in a tank of fluid (Fig. 18). The calculation does not require calibration of
the castings. Simple caliper devices have also been used for examining castings and simultaneously measuring their
thickness to provide a calculated value of ultrasonic velocity and a guarantee of modularity (Ref 6).
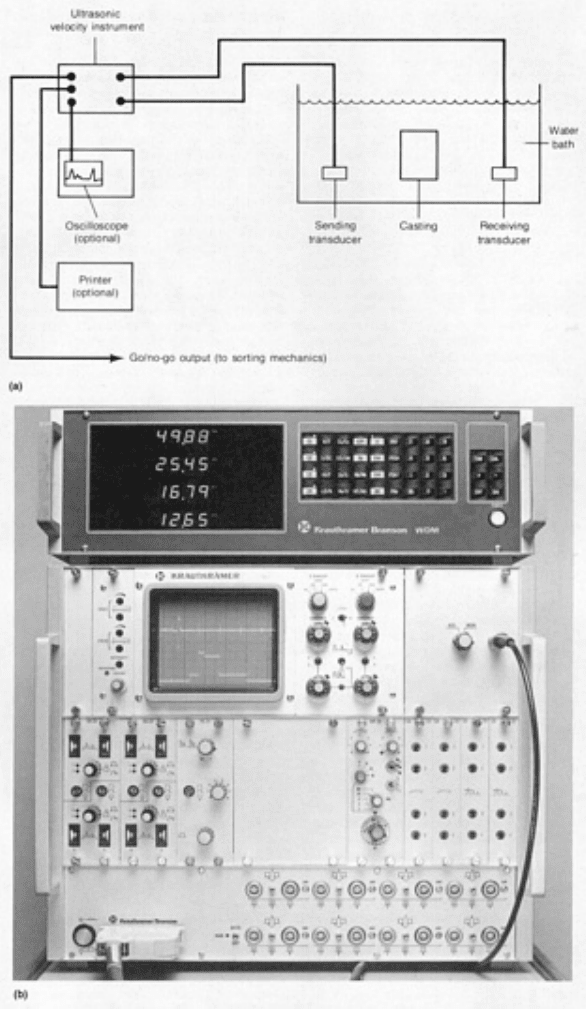
Fig. 18
Ultrasonic test equipment used for determining the thickness, nodularity, and integrity of ductile iron
castings. (a) Schematic of setup for the ultrasonic velocity testing for structure eva
luation. (b) Photograph of
test instrument used for integrity/nodularity studies showing controls and instrumentations.
Courtesy of J.
Johnston, Krautkramer Branson
Sonic testing involves measurement of the resonant frequency of the casting or rate of decay of resonance of a casting that
has first been excited by mechanical or electrical means. This method evaluates the graphite structure of the entire casting
and requires calibration of the castings against standard castings of known structure. It is also necessary to maintain
casting dimensions within a well-controlled narrow range. Some foundries use sonic testing as a routine method of final
inspection and structure guarantee (Ref 7).
The relationship between modularity, resonant frequency, or ultrasonic transmission velocity and properties has been
documented for tensile strength, proof strength, fatigue, and impact strength. Examples are shown in Fig. 19 and 20.
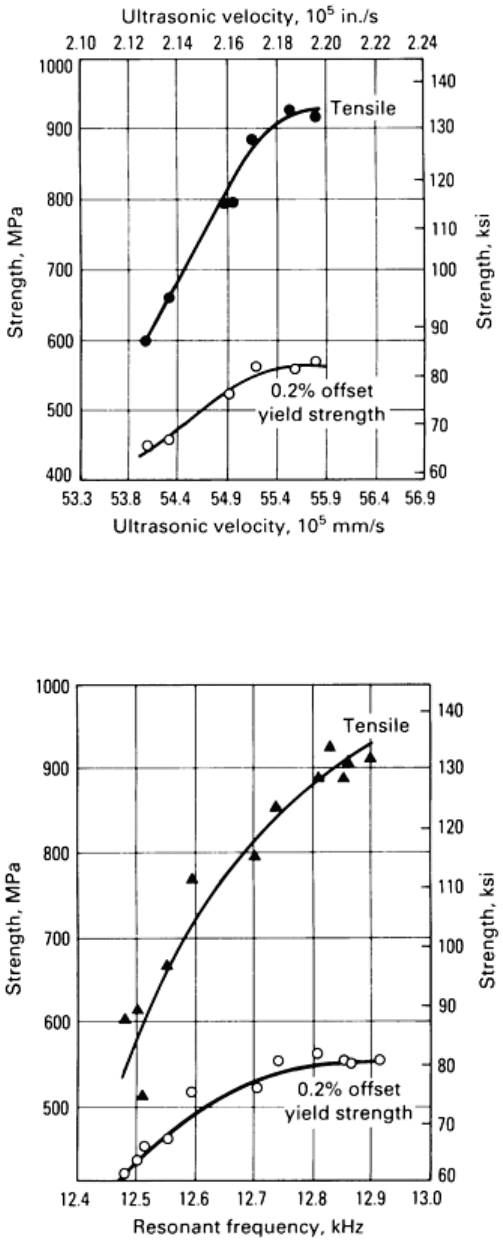
Fig. 19 Ultrasonic velocity versus strength in ductile iron castings
Fig. 20 Strength versus resonant frequency in the nondestructive evaluation of ductile iron test bars
The presence of carbides can also be detected with sonic or ultrasonic measurements provided enough carbides are
present to reduce the graphite sufficiently to affect the modulus of elasticity. Discrimination between the effects of
graphite variation and carbide amount would require an additional test, such as a hardness test.

Properties Partially Dependent on Graphite Structure (Ref 7). When the matrix structure of ductile iron varies,
this variation cannot be detected as easily as variations in graphite structure, and sonic and ultrasonic readings may not be
able to reflect variations in mechanical properties. A second measurement, such as a hardness measurement, is then
needed to detect matrix variations in the same way as would be necessary to confirm the presence of carbides.
Eddy current or coercive force measurements can be used to detect many changes in casting structure and properties; but
the indications from such measurements are difficult to interpret, and the test is difficult to apply to many castings unless
they are quite small and can be passed through a coil 100 to 200 mm (4 to 8 in.) in diameter. Eddy current indications are,
however, useful for evaluating pearlite and carbide in the iron matrix. Multifrequency eddy current testing uses probes
that do not require the casting to pass through a coil, it is less sensitive to casting size, and it allows automatic
measurements and calculations to be made; but the results remain difficult to interpret with reliability in all cases. It may,
however, be a very good way to detect chill and hard edges on castings of reproducible dimensions.
References cited in this section
4.
A.G.
Fuller, P.J. Emerson, and G.F.Sergeant, A Report on the Effect Upon Mechanical Properties of
Variation in Graphite Form in Irons Having Varying Amounts of Ferrite and Pearlite in the Matrix Structure
and the Use of Nondestructive Tests in the Assessments of Mechanical Properties of Such Irons, Trans. AFS,
Vol 88, 1980, p 21-50
5.
A.G. Fuller, Evaluation of the Graphite Form in Pearlitic Ductile Iron by Ultrasonic and Sonic Testing and
the Effect of Graphite Form on Mechanical Properties, Trans. AFS, Vol 85, 1977, p 509-526
6.
P.J. Rickards, "Progress in Guaranteeing Quality Through Non-
Destructive Methods of Evaluation," Paper
21, presented at the 54th International Foundry Congress, New Delhi, The International Committee of
Foundry Technical Associations (CIATF), Nov 1987
7.
A.G. Fuller, Nondestructive Assessment of the Properties of Ductile Iron Castings, Trans. AFS,
Vol 88,
1980, p 751-768
Nondestructive Inspection of Castings
By the ASM Committee on Nondestructive Inspection of Castings
*
Inspection of Aluminum Alloy Castings
Effective quality control is needed at every step in the production of an aluminum alloy casting, from selection of the
casting method, casting design, and alloy to mold production, foundry technique, machining, finishing, and inspection.
Visual methods, such as visual inspection, pressure testing, liquid penetrant inspection, ultrasonic inspection, radiographic
inspection, and metallographic examination, can be used to inspect for casting quality. The inspection procedure used
should be geared toward the specified level of quality. Information on casting processes, solidification, hydrogen content,
silicon modification, grain refinement, and other topics related to aluminum alloy castings is provided in the articles
"Solidification of Eutectic Alloys: Aluminum-Silicon Alloys," "Nonferrous Molten Metal Processes," and "Aluminum
and Aluminum Alloys" in Casting, Volume 15 of ASM Handboook, formerly 9th Edition Metals Handbook.
Stages of Inspection. Inspection can be divided into three stages: preliminary, intermediate, and final. After tests are
conducted on the melt for hydrogen content, for adequacy of silicon modification, and for degree of grain refinement,
preliminary inspection may consist of the inspection and testing of test bars cast with the molten alloy at the same time
the production castings are poured. These test bars are used to check the quality of the alloy and the effectiveness of the
heat treatment. Preliminary inspection also includes chemical or spectrographic analysis of the casting, thus ensuring that
the melting and pouring operations have resulted in an alloy of the desired composition.
Intermediate inspection, or hot inspection, is performed on the casting as it is taken from the mold. This step is essential
because castings that are obviously defective can be discarded at this stage of production. Castings that are judged
unacceptable at this stage can then be considered for salvage by impregnation, welding, or other methods, depending on