Антикайн П.А. Металлы и расчет на прочность котлов и трубопроводов
Подождите немного. Документ загружается.

постепенно затухает. Собирательная рекристаллизация может
привести
к
образованию очень крупных кристаллов, если
ей
предшествовала пластическая деформация
с
критической сте-
пенью.
Для
большинства металлов критическая степень пла-
стической деформации составляет
5—10%. В
стали собиратель-
ная рекристаллизация происходит
при
температурах
выше 700°
С.
Для повышения пластичности наклепанного металла при-
меняется рекристаллизационный отжиг.
В
котлостроении заго-
товки толстостенных обечаек барабанов котлов
при
вальцовке,
а также гибы труб
из
некоторых феррито-мартенситных сталей
подвергают промежуточному отжигу.
Для
ускорения процесса
этот отжиг проводится обычно
при
температурах выше порога
рекристаллизации.
Так,
низкоуглеродистые стали
с
порогом
рекристаллизации около 450°
С
подвергаются рекристаллиза-
ционному отжигу
при
650—700°
С.
На
рис. 3.10,6
показано изменение механических свойств
при комнатной температуре наклепанной малоуглеродистой
стали
в
зависимости
от
температуры нагрева.
На основании изложенных представлений
о
наклепе
и
рекри-
сталлизации можно дать более точное определение горячей
и холодной обработки металлов давлением.
Холодная обработка металлов давлением производится
при
температурах ниже температуры рекристаллизации;
в
процессе
холодной обработки возникает наклеп.
Горячая обработка металлов давлением производится
при
температурах выше температуры рекристаллизации. Пласти-
ческое деформирование
и в
этом случае вызывает сдвиги
и
упрочнение,
но
упрочнение устраняется рекристаллизацией
под
действием теплоты обрабатываемой заготовки.
Горячую обработку давлением низкоуглеродистой стали
производят
при
температурах,
при
которых
она
имеет аусте-
нитную структуру. Верхняя граница температур нагрева
под
обработку давлением
на
100—200°
С
ниже температуры начала
плавления. Более высокий нагрев может привести
к
очень интен-
сивному росту зерен аустенита, которые нельзя будет раздро-
бить полностью даже
при
последующей обработке давлением.
Может также произойти оплавление
и
окисление границ зерен
(этот неисправимый дефект называется пережогом). Нагрев
до слишком высоких температур, кроме того, приводит
к
боль-
шим потерям
на
окалинообразование.
Исходным сырьем
при
прокатке
и
ковке служат слитки.
При кристаллизации стального слитка наблюдается межзеренная
и внутризеренная ликвация.
В
процессе горячей обработки
давлением дендриты дробятся
и
вытягиваются
в
волокна, раз-
деленные между собой прослойками металла
с
повышенным
содержанием примесей. Такая структура определяет различие
свойств проката в направлениях вдоль, и поперек прокатки.
Механические
;
свойства металла листов, труб, профилей
всегда выше в направлении прокатки. В технических условиях
на прокат и поковки указывается, в каком направлении следует
вырезать образцы для определения механических свойств.
Волокнистая макроструктура металла, полученная в резуль-
тате горячей обработки давлением слитка, не может быть устра-
нена ни термической обработкой, ни последующей обработкой
давлением. Последующая термическая обработка может только
ослабить контраст в химическом составе, а обработка давле-
нием—изменить направление волокон. Особенно сильно про-
является волокнистость структуры в легированных жаропрочных
сталях, так как диффузионные процессы в них затруднены.
Металл, обработанный давлением в горячем состоянии,
имеет более высокие механические свойства, чем литой. При
горячей обработке давлением рассеянные по слитку мелкие
усадочные поры, газовые раковины и трещинки завариваются.
Структура из дендритной превращается в полиэдрическую.
По мере увеличения степени вытяжки механические свойства,
определенные на поперечных образцах, сначала повышаются,
затем несколько снижаются из-за образования текстуры.
Ликвационная зона слитка, расположенная в его централь-
ной части, обычно при обработке давлением изменяет свою
форму и вытягивается. Поэтому в средней части профиля
проката или поковки содержится больше примесей. Эти слои
металла имеют пониженные механические свойства.
Неметаллические включения принимают при обработке
давлением различную форму в зависимости от их пластичности.
Пластичные включения — сульфиды FeS и MnS — вытяги-
ваются вдоль направления прокатки и выявляются в макро-
структуре в виде продольных тонких полосок. Хрупкие вклю-
чения оксидов и нитридов располагаются в виде точечных
прерывистых линий (цепочек).
Не допускается попадание в готовые изделия оставшихся
после прокатки или ковки расслоений от следов усадочной
раковины и от рыхлости, незаварившихся газовых пузырей
и т. д. В процессе обработки давлением части проката или
поковок, содержащие усадочную раковину и рыхлость, отрезают.
Наклеп оказывает вредное влияние на жаропрочность
деформированных котельных сталей, которые должны обеспе-
чить надежную работу оборудования в течение
100—200
тыс. ч.
При малых сроках и относительно низких температурах экс-
плуатации наклеп может оказаться полезным.
В процессе сборки поверхностей нагрева на плазу завода
или на монтаже часто применяется подгибка с подогревом
газовой горелкой. Обычно по инструкции разрешается подогрев
до температуры, не превышающей верхней, допускаемой при
отпуске. Однако контроль температуры практически не осу-
ществляется, и металл перегревается, так как при этом для
подгибки требуется меньшее усилие и сборка облегчается.
В результате перегрева при подгибке металл труб приобретает
нерекомендованную структуру и становится менее -жаропрочным.
Поэтому необходимо совершенствовать процесс гибки, уже-
сточать пределы на допускаемые отклонения механических
свойств труб в холодном состоянии, чтобы обеспечить после
гибки стабильные размеры гибов, не требующие последующей
подгибки с подогревом при сборке.
3.12. Гибка труб и основные технические требования к гибам
Все гибы труб поверхностей нагрева и подавляющее боль-
шинство гибов трубопроводов изготавливаются путем гибки
прямых труб на специальных трубогибочных станках. "
Крутозагнутые гибы труб котлов высокого и среднего
давления на протяжении ряда лет изготовлялись путем литья
в земляные формы. В настоящее время от этого способа прак-
тически отказались в связи с большим количеством дефектов
и невозможностью выполнения 100%-ного контроля плотности
отливок.
Крутозагнутые гибы большого диаметра изготавливают путем
штамповки двух полуторов с последующей сваркой. Сварное
швы проходят 100%-ный дефектоскопический контроль.
Гиб^ка труб поверхностей нагрева паровых котлов, тепло-
обменных аппаратов и большей части трубопроводов осу-
ществляется в холодном состоянии на трубогибочных станках.
Трубы большого диаметра гнутся на станках с нагревом до
температуры, при которой происходит превращение структуры
углеродистой или. перлитной низколегированной стали в аустенит.
При гибке с подогревом требуются существенно меньшие усилия.
,; Схематически процесс гибки на• станке представлен
на рис. 3.11. С помощью зажима трубу закрепляют на секторе,
который затем медленно приводится во вращение от электро-
механического или гидравлического привода (на схеме — по
часовой стрелке). Закрепление трубы зажимом производится
при помощи эксцентрикового механизма, пневматического
или гидравлического прижима. Труба при повороте сектора
скользит по направляющей, а ее часть, закрепленная на секторе,
проворачивается вместе с сектором. Труба принимает'профиль
сектора. Гибка трубы происходит в месте касания с сектором.
Цели труба тонкостенная и есть опасность сильного сплющи-
вания, то в месте касания внутри располагают дорн (неподвиж-
ную оправку), который препятствует сплющиванию (уменьшает
овализацию сечения).
При гибке происходит Пластическое деформирование
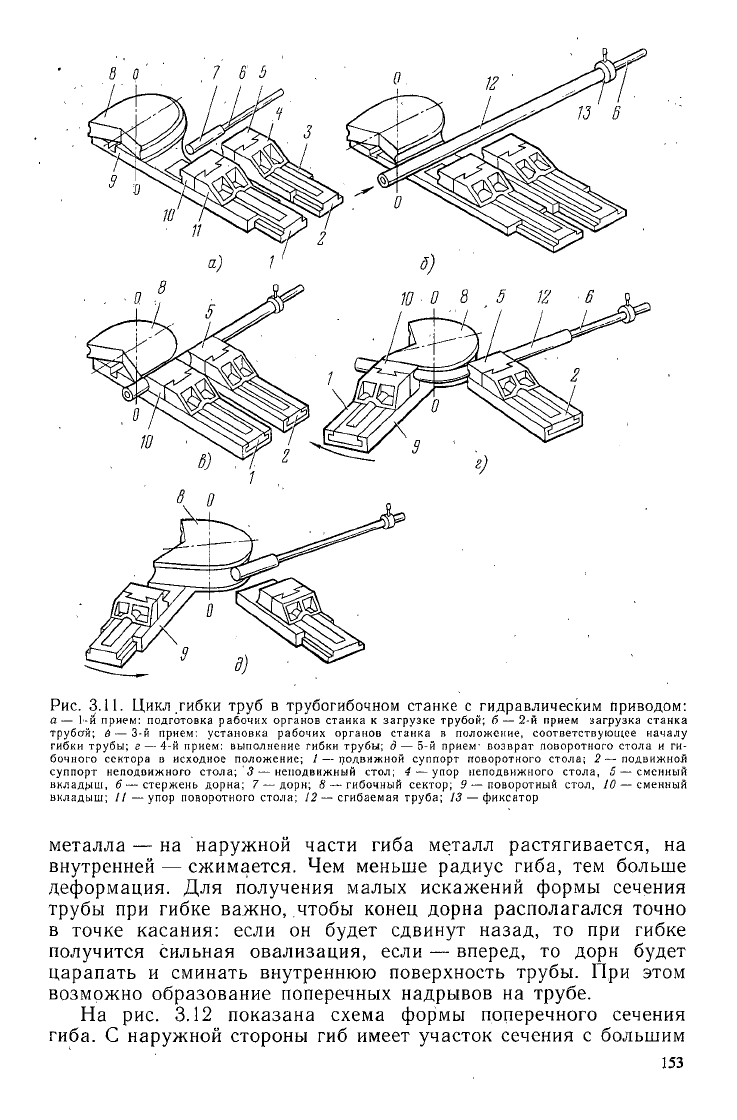
Рис.
3.11. Цикл гибки труб в трубогибочном станке с гидравлическим Приводом:
а — 1-й прием: подготовка рабочих органов станка к загрузке трубой; б — 2-й прием загрузка станка
трубой; & — 3-й прием: установка рабочих органов станка в положение, соответствующее началу
гибки трубы; г — 4-й прием: выполнение гибки трубы; д — 5-й прием
1
возврат поворотного стола и ги-
бочного сектора в исходное положение; / — подвижной суппорт поворотного стола; 2 — подвижной
суппорт неподвижного стола; 3—неподвижный стол; 4 — упор неподвижного стола, 5 — сменный
вкладыш, 6— стержень дорна; 7 — дорн; 8 — гибочный сектор; 9 — поворотный стол, /0 — сменный
вкладыш; // — упор поворотного стола; 12 — сгибаемая труба; 13 — фиксатор
металла — на наружной части гиба металл растягивается, на
внутренней — сжимается. Чем меньше радиус гиба, тем больше
деформация. Для получения малых искажений формы сечения
трубы при гибке важно, чтобы конец дорна располагался точно
в точке касания: если он будет сдвинут назад, то при гибке
получится сильная овализация, если — вперед, то дорн будет
царапать и сминать внутреннюю поверхность трубы. При этом
возможно образование поперечных надрывов на трубе.
На рис. 3.12 показана схема формы поперечного сечения
гиба. С наружной стороны гиб имеет участок сечения с большим
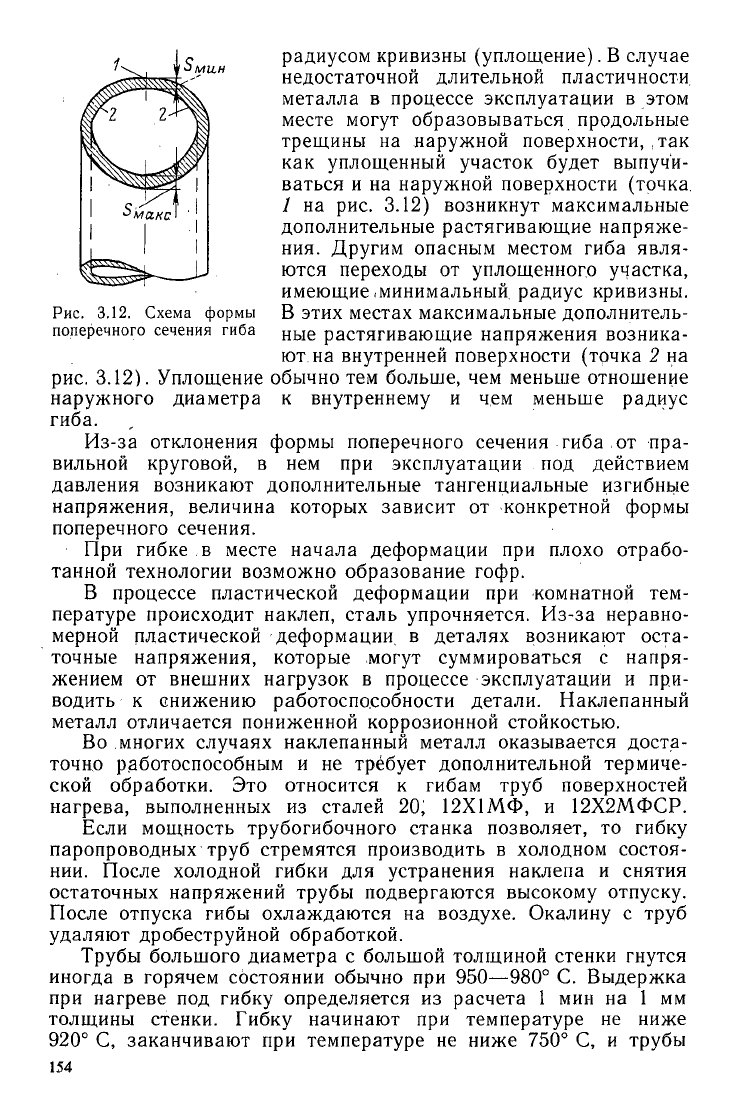
Рис.
3.12. Схема формы
поперечного сечения гиба
радиусом кривизны (уплощение). В случае
недостаточной длительной пластичности
металла в процессе эксплуатации в этом
месте могут образовываться продольные
трещины на наружной поверхности, ,так
как уплощенный участок будет выпучи-
ваться и на наружной поверхности (точка,
/ на рис. 3.12) возникнут максимальные
дополнительные растягивающие напряже-
ния. Другим опасным местом гиба явля-
ются переходы от уплощенного участка,
имеющие (Минимальный радиус кривизны.
В этих местах максимальные дополнитель-
ные растягивающие напряжения возника-
ют, на внутренней поверхности (трчка 2 на
рис.
3.12).
Уплощение обычно тем больше, чем меньше отношение
наружного диаметра к внутреннему и чем меньше радиус
гиба.
Из-за отклонения формы поперечного сечения гиба от пра-
вильной круговой, в нем при эксплуатации под действием
давления возникают дополнительные тангенциальные изгибные
напряжения, величина которых зависит от конкретной формы
поперечного сечения.
При гибке ъ месте начала деформации при плохо отрабо-
танной технологии возможно образование гофр.
В процессе пластической деформации при комнатной тем-
пературе происходит наклеп, сталь упрочняется. Из-за неравно-
мерной пластической деформации в деталях возникают оста-
точные напряжения, которые могут суммироваться с напря-
жением от внешних нагрузок в процессе эксплуатации и при-
водить к снижению работоспособности детали. Наклепанный
металл отличается пониженной коррозионной стойкостью.
Во многих случаях наклепанный металл оказывается доста-
точно работоспособным и не требует дополнительной термиче-
ской обработки. Это относится к гибам труб поверхностей
нагрева, выполненных из сталей 20; 12Х1МФ, и 12Х2МФСР.
Если мощность трубогибочного станка позволяет, то гибку
паропроводных труб стремятся производить в холодном состоя-
нии. После холодной гибки для устранения наклепа и снятия
остаточных напряжений трубы подвергаются высокому отпуску.
После отпуска гибы охлаждаются на воздухе. Окалину с труб
удаляют дробеструйной обработкой.
Трубы большого диаметра с большой толщиной стенки гнутся
иногда в горячем состоянии обычно при 950—980° С. Выдержка
при нагреве под гибку определяется из расчета 1 мин на 1 мм
толщины стенки. Гибку начинают при температуре не ниже
920° С, заканчивают при температуре не ниже 750° С, и трубы
охлаждают на воздухе. После горячей гибки производят полную
термическую обработку — нормализацию с отпуском.
На котлостроительных заводах гибку стремятся выполнять
в холодном состоянии, так как при горячей гибке не исключена
вероятность неблагоприятных изменений структуры металла
и как следствие — снижения его жаропрочности. При нагреве
под гибку необходимо точно выдерживать температуру по длине
и периметру труб, но печное оборудование котлостроительных
заводов не всегда обеспечивает необходимую точность нагрева.
Гибку труб, выполненных из стали 12Х118Н12Т и других
аустенитных сталей, ведут в холодном состоянии. После гибки
необходима аустенизация. Гибы пакетом не более чем из пяти
змеевиков, положенных один на другой, загружают в печь
с панельными газовыми горелками. В печи размещают гибы
змеевиков, а прямые концы, выступающие из печи, помещают
на подставки, причем число подставок должно быть не менее
двух. Гибы нагревают до 1000—1050° С и выдерживают в те-
чение 15 мин.
В последние годы на котлостроительных заводах и в ремонт-
ных предприятиях Минэнерго СССР применяются станки для
гибки труб с использованием индукционного нагрева током
средней частоты
(2400—2500
Гц) с использованием машинного
генератора.
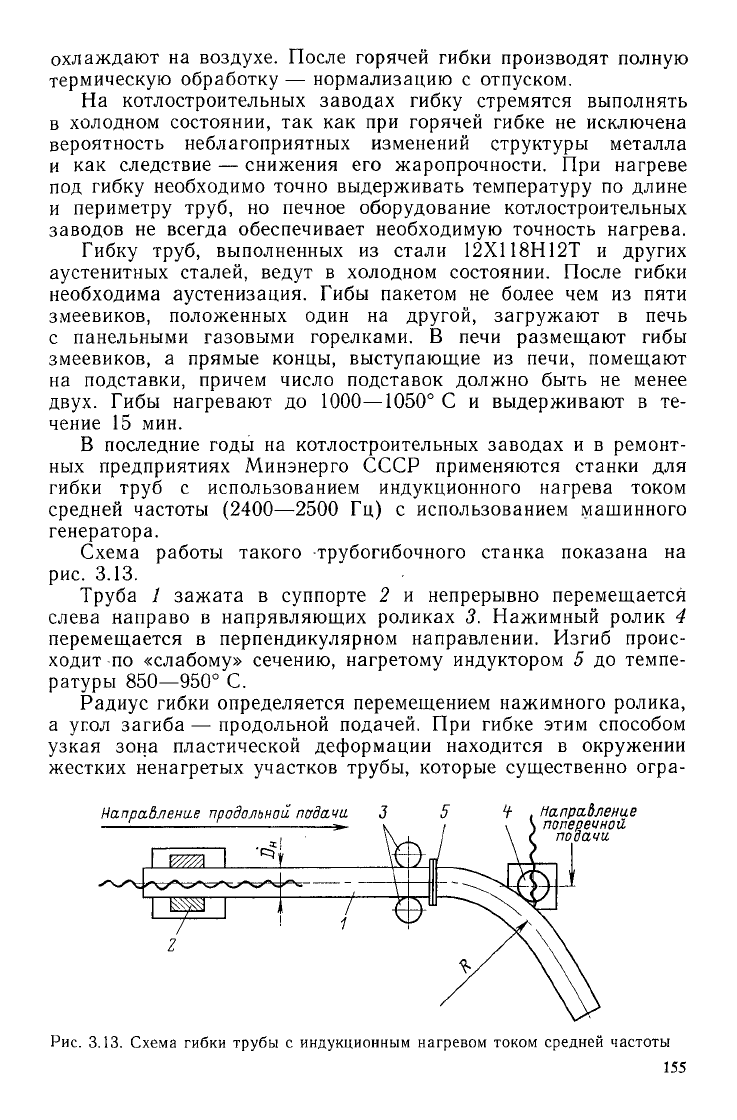
Схема работы такого трубогибочного станка показана на
рис.
3.13.
Труба 1 зажата в суппорте 2 и непрерывно перемещается
слева направо в напрявляющих роликах 3. Нажимный ролик 4
перемещается в перпендикулярном направлении. Изгиб проис-
ходит-по «слабому» сечению, нагретому индуктором 5 до темпе-
ратуры 850—950° С.
Радиус гибки определяется перемещением нажимного ролика,
а угол загиба — продольной подачей. При гибке этим способом
узкая зона пластической деформации находится в окружении
жестких ненагретых участков трубы, которые существенно огра-
Рис.
3.13. Схема гибки трубы с индукционным нагревом током средней частоты
155
ничивают искажение поперечного сечения. Для получения пра-
вильной формы поперечного сечения ширина нагретой полоски
должна поддерживаться в диапазоне
(1,5—2,5)
s. Ширина
полосы нагрева ограничивается действием спреера — души-
рующей установки (за индуктором на горячую трубу направ-
ляются струи воды).
В процессе пластического деформирования необходимо обес-
печивать равномерный нагрев, иначе могут образоваться гофры
или локальные деформации в виде сдвигов.
На станках с индукционным нагревом трубы гнут с наружным
диаметром
108—465
мм, с толщиной стенки до 20 мм.
В процессе гибки труб поверхностей нагрева и трубопрово-
дов происходит утонение стенки трубы и труба приобретает
дополнительную овальность. В то же время круглая цилиндри-
ческая труба превращается в тор. При одинаковой толщине
стенки тор правильной формы может выдержать большее внут-
реннее давление, чем цилиндр. Следовательно, изменения формы
трубы при гибке могут привести как к снижению прочности
из-за утонения стенки, так и к упрочнению из-за приближения
формы гиба к тору.
При расчете на прочность по нормам [140] утонение стенки
трубы в гибе частично компенсируется добавкой С\ к расчетной
толщине стенки. Утонение стенки трубы при гибке может быть
определено по приближенной формуле
As = sD
H
/R,
где R — средний радиус гиба (по нейтральной линии). Добавка
С\ выбирается в зависимости от относительного радиуса R/D
H
.
Как правило, относительный радиус гиба равен или больше 1,9.
Относительное утонение стенки в гибах оценивается по фор-
муле
b =
s-s
Mm
10Q
o^
5
где 5 — номинальная толщина стенки прямой трубы;
s
M
„„
—
минимальная толщина стенки трубы в. месте гиба на растянутой
стороне.
Допускаемое утонение стенки трубы элемента котла в гибе
зависит от относительного радиуса. При относительном радиусе
от 1,9 до 2,5 допускается утонение на 20%; свыше 2,5 — не
менее чем на
3,5—15%;
при относительном радиусе 3,5 и выше —
не менее чем на 10%.
Овальность в гибе определяется по формуле
2(В
ма
кс--/)мнн)
100
о/
*-s
макс
и мин
где
D
MaKC
и
DMHH—
наибольший и наименьший наружные диамет-
ры трубы в месте гиба, измеренные в одном и том же контроль-
ном сечении.
Овальность в гибах труб поверхностей нагрева при относи-
тельном радиусе свыше 2,5 не должна превышать 10%; при
относительном радиусе 2,5 и менее допускается овальность
до 12%. На гибах соединительных труб и трубопроводов
в пределах котла допускается овальность до 8% независимо
от относительного радиуса.
Овальность в гибах станционных трубопроводов, изготовлен-
ных штамповкой и сваркой из двух половин, не должна превы-
шать 3,5%.
Как правило, овальность труб в гибе тем выше, чем более
тонкостенна труба и чем круче радиус тиба. Для снижения
овальности котлостроительные заводы в последние годы увели-
чивают относительные радиусы гибов труб.
3.13. Штамповка днищ, вальцовка и штамповка обечаек
Днища барабанов изготавливаются штамповкой из листов.
Основные операции при изготовлении днищ: разметка й вырезка
заготовки, штамповка и механическая обработка.
Днища барабанов имеют форму полуэллипсоида с цилиндри-
ческим бортом, который приваривается в дальнейшем к обечай-
кам барабана. В центре днища может быть лазовое отверстие.
Обычно его размер составляет
420X320
мм.
Диаметр заготовки для штамповки днища, мм, выбирают
по формуле
D
3
= p(D
ti
-s) + 2h-s.
Здесь р — полупериметр эллипса днища; Z)
H
— наружный
диаметр днища; 5 — толщина листа; h — высота борта.
Если в днище должно быть лазовое отверстие, то оно также
размечается под вырезку.
Заготовка под штамповку вырезается огневым способом:
либо вручную; либо полуавтоматическим секатором. Перед штам-
повкой заготовка нагревается в печи до 1050—1100° С. Штам-
повка производится с одного нагрева. Температура в конце
штамповки должна быть не ниже 880° С.
Перед насадкой заготовки в печь удаляют наплывы металла
и грат, оставшиеся после огневой резки, чтобы избежать порчи
поверхности днища и чрезмерных нагрузок при штамповке.
Штамповка днищ производится на гидравлических прессах.
Схематически процесс штамповки глухого днища представлен
на рис. 3.14. Пуансон, имеющий форму днища, укреплен в верх-
ней подвижной траверсе, медленно опускаясь вместе с травер-
сой, пуансон протягивает заготовку через матрицу. В нижнем
положении готовое днище снимается с пуансона специальным
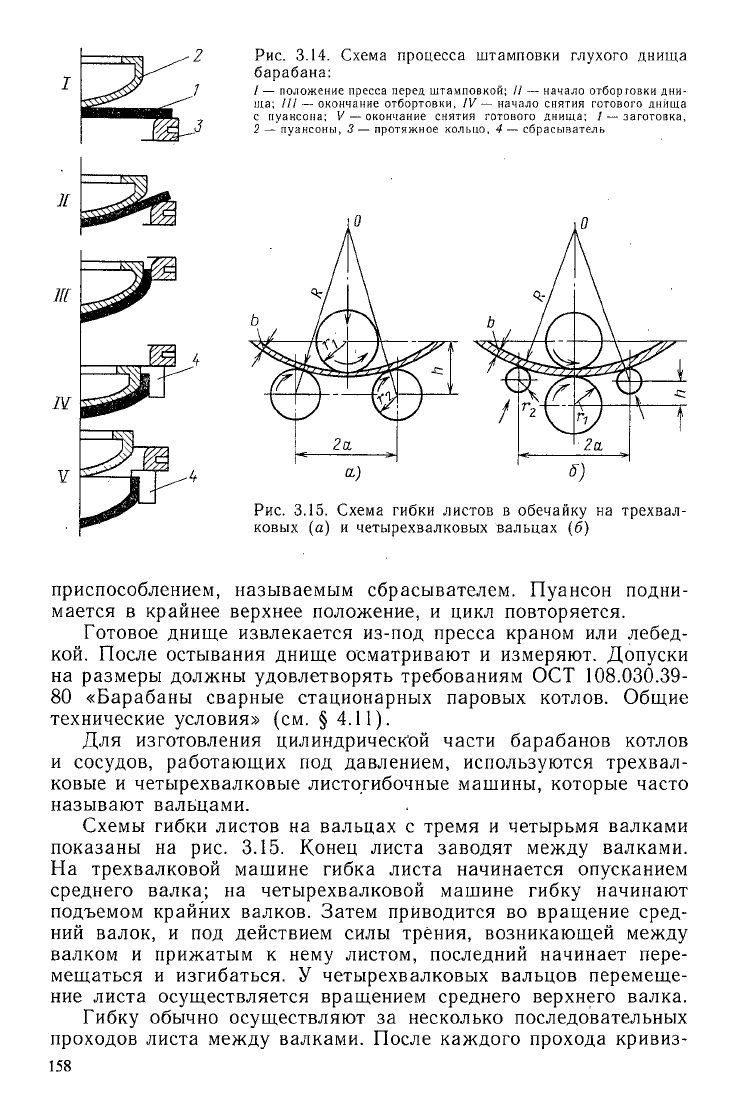
Рис.
3.14.
Схема процесса штамповки глухого днища
барабана:
/
—
положение пресса перед штамповкой;
/У —
начало отборговки дни-
ща;
/// —
окончание отбортовки,
IV —
начало снятия готового днища
с пуансона;
V —
окончание снятия готового днища;
/ —
заготовка,
2 —
пуансоны,
3 —
протяжное кольцо,
4 —-
сбрасыватель
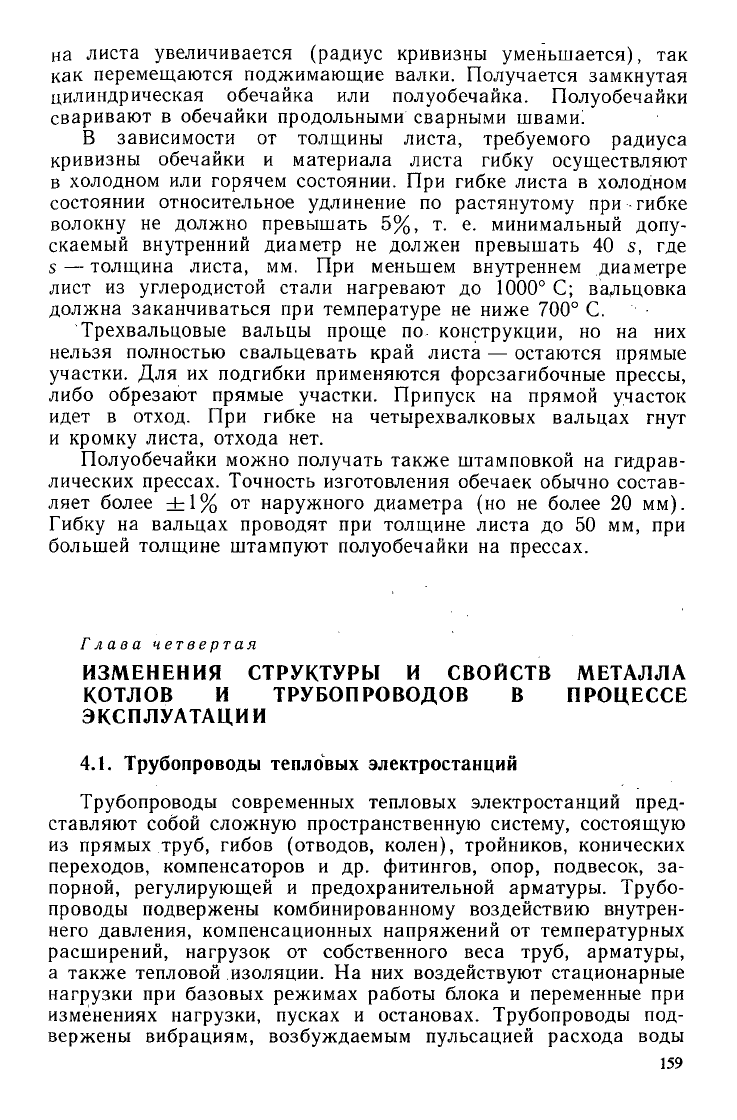
Рис.
3.15.
Схема гибки листов
в
обечайку
на
трехвал-
ковых
(а) и
четырехвалковых вальцах
(б)
приспособлением, называемым сбрасывателем. Пуансон подни-
мается
в
крайнее верхнее положение,
и
цикл повторяется.
Готовое днище извлекается из-под пресса краном
или
лебед-
кой. После остывания днище осматривают
и
измеряют. Допуски
на размеры должны удовлетворять требованиям
ОСТ 108.030.39-
80
«Барабаны сварные стационарных паровых котлов. Общие
технические условия»
(см. § 4.11).
Для изготовления цилиндрической части барабанов котлов
и сосудов, работающих
под
давлением, используются трехвал-
ковые
и
четырехвалковые листогибочные машины, которые часто
называют вальцами.
Схемы гибки листов
на
вальцах
с
тремя
и
четырьмя валками
показаны
на рис. 3.15.
Конец листа заводят между валками.
На трехвалковой машине гибка листа начинается опусканием
среднего валка;
на
четырехвалковой машине гибку начинают
подъемом крайних валков. Затем приводится
во
вращение сред-
ний валок,
и под
действием силы трения, возникающей между
валком
и
прижатым
к
нему листом, последний начинает пере-
мещаться
и
изгибаться.
У
четырехвалковых вальцов перемеще-
ние листа осуществляется вращением среднего верхнего валка.
Гибку обычно осуществляют
за
несколько последовательных
проходов листа между валками. После каждого прохода кривиз-
на листа увеличивается (радиус кривизны уменьшается), так
как перемещаются поджимающие валки. Получается замкнутая
цилиндрическая обечайка или полуобечайка. Полуобечайки
сваривают в обечайки продольными сварными швами!
В зависимости от толщины листа, требуемого радиуса
кривизны обечайки и материала листа гибку осуществляют
в холодном или горячем состоянии. При гибке листа в холодном
состоянии относительное удлинение по растянутому при гибке
волокну не должно превышать 5%, т. е. минимальный допу-
скаемый внутренний диаметр не должен превышать 40 s, где
s
— толщина листа, мм. При меньшем внутреннем диаметре
лист из углеродистой стали нагревают до 1000° С; вальцовка
должна заканчиваться при температуре не ниже 700° С.
Трехвальцовые вальцы проще по конструкции, но на них
нельзя полностью свальцевать край листа — остаются прямые
участки. Для их подгибки применяются форсзагибочные прессы,
либо обрезают прямые участки. Припуск на прямой участок
идет в отход. При гибке на четырехвалковых вальцах гнут
и кромку листа, отхода нет.
Полуобечайки можно получать также штамповкой на гидрав-
лических прессах. Точность изготовления обечаек обычно состав-
ляет более ±1% от наружного диаметра (но не более 20 мм).
Гибку на вальцах проводят при толщине листа до 50 мм, при
большей толщине штампуют полуобечайки на прессах.
Глава четвертая
ИЗМЕНЕНИЯ СТРУКТУРЫ И СВОЙСТВ МЕТАЛЛА
КОТЛОВ И ТРУБОПРОВОДОВ В ПРОЦЕССЕ
ЭКСПЛУАТАЦИИ
4.1. Трубопроводы тепловых электростанций
Трубопроводы современных тепловых электростанций пред-
ставляют собой сложную пространственную систему, состоящую
из прямых труб, гибов (отводов, колен), тройников, конических
переходов, компенсаторов и др. фитингов, опор, подвесок, за-
порной, регулирующей и предохранительной арматуры. Трубо-
проводы подвержены комбинированному воздействию внутрен-
него давления, компенсационных напряжений от температурных
расширений, нагрузок от собственного веса труб, арматуры,
а также тепловой изоляции. На них воздействуют стационарные
нагрузки при базовых режимах работы блока и переменные при
изменениях нагрузки, пусках и остановах. Трубопроводы под-
вержены вибрациям, возбуждаемым пульсацией расхода воды