Антикайн П.А. Металлы и расчет на прочность котлов и трубопроводов
Подождите немного. Документ загружается.

на растяжение самих стыков. Трубы нагружают до разрушения.
Максимальную растягивающую силу относят к площади попе-
речного сечения трубы до испытания и -таким путем определяют
временное сопротивление сварного соединения.
На образцах, вырезанных из сварных стыков (и при испы-
тании целых сварных стыков), определяют только временное
сопротивление — оно должно быть не ниже минимального
временного сопротивления, допускаемого стандартом или тех-
ническими условиями для основного металла.
Наряду с испытаниями на растяжение основного металла
и сварного соединения проводятся испытания на растяжение
металла шва. Из металла вдоль шва вырезают круглые
образцы диаметром в рабочей части 6 или 10 мм; длина рас-
четной части — 30 или 50 мм соответственно (пятикратные
образцы). Испытания проводят при температуре от 10 до 30° С.
При испытании металла шва на растяжение определяют вре-
менное сопротивление, предел текучести, относительное сужение
и относительное удлинение.
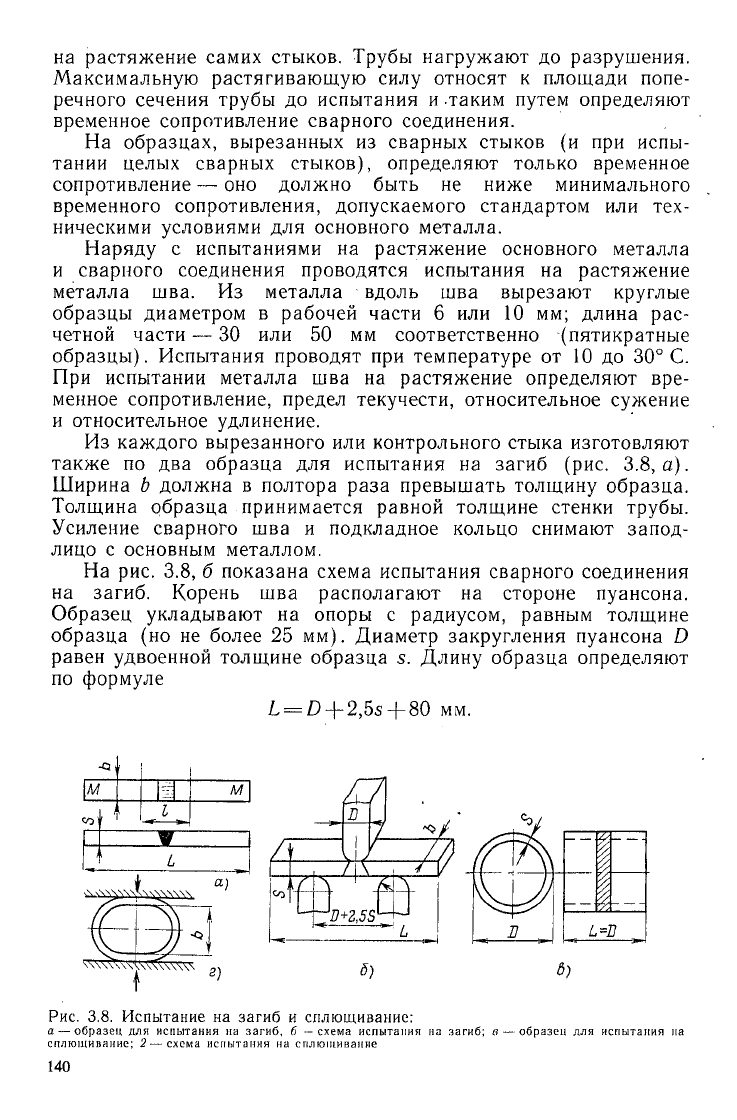
Из каждого вырезанного или контрольного стыка изготовляют
также по два образца для испытания на загиб (рис. ЗДа).
Ширина b должна в полтора раза превышать толщину образца.
Толщина образца принимается равной толщине стенки трубы.
Усиление сварного шва и подкладное кольцо снимают запод-
лицо с основным металлом.
На рис. 3.8, б показана схема испытания сварного соединения
на загиб. Корень шва располагают на стороне пуансона.
Образец укладывают на опоры с радиусом, равным толщине
образца (но не более 25 мм). Диаметр закругления пуансона D
равен удвоенной толщине образца s. Длину образца определяют
по формуле
L
= D + 2,5s + 80 мм.
•Q
Рис.
3.8. Испытание на загиб и сплющивание:
а — образец для испытания на загиб, б — схема испытания на загиб; в — образец для испытания на
сплющивание; 2— схема испытания на сплющивание
При испытании на загиб образец должен согнуться так,
чтобы его стороны образовали угол не менее установленного
для стали данной марки без образования надрывов и трещин
на стороне растянутых волокон. Обычно трещины рождаются
на границе основного и наплавленного металлов. Появление
надрывов глубиной до 0,5 мм по кромкам-соединения и по шву,
не углубляющихся в процессе испытания, не служит причиной
забракования.
Угол загиба образцов сварных соединений из углеродистой
стали, выполненных электродуговой, контактной или электро-
шлаковой сваркой, должен быть не менее 100° (независимо
от толщины стенки трубы), а выполненных газовой сваркой —
не менее 70°.
Образцы сварных соединений-, выполненные электродуговой,
контактной или электрошлаковой сваркой на хромомолибдено-
вых и хромомолибденованадиевых сталях, должны выдерживать
загиб на 50°, если толщина стенки трубы не превышает 20 мм,
а при толщине стенки трубы более 20 мм угол загиба должен
быть не менее 40°. При газовой сварке этих сталей угол загиба
должен быть не менее 30°.
Испытание на загиб сварных соединений труб поверхностей
нагрева с условным диаметром до 100 мм может быть заменено
испытанием на сплющивание.
Для испытания на сплющивание отбирают сварной стык
со швом посередине длиной, равной наружному диаметру трубы
(рис.
3.8, в).
В технических условиях задается просвет между стенками
трубы при сплющивании. Труба должна выдержать сплющивание
до заданного размера зазора b без образования трещин
(рис.
3.8, г).
Для сварных стыков труб высокого давления зазор b должен
быть меньше или равен четырем толщинам стенки трубы.
Обязательным условием проведения испытания является плав-
ность нарастания нагрузки. Испытание на сплющивание
необходимо проводить со скоростью не более 15 мм/мин.
На образцах из сварных соединений определяют ударную
вязкость металла шва или зоны термического влияния. Испыта-
нию на ударную вязкость подвергаются сварные стыки трубо-
проводов с температурой выше, 450° С или на горячей воде
при давлении свыше 8 МПа и температуре более 120° С. Об-
разцы вырезают поперек шва и выполняют надрез по наплав-
ленному металлу со стороны раскрытия шва.
Для образцов паропроводных труб из углеродистой и молиб-
деновой сталей ударная вязкость должна быть не менее
60 Дж/см
2
, для образцов паропроводных труб из хромомолиб-
деновой и хромомолибденованадиевой сталей — не менее
50 Дж/см
2
.
Показатели свойств при испытании на растяжение и на загиб
определяют как среднее арифметическое результатов испытаний
всех образцов данного контрольного стыка. Результаты испы-
таний считаются неудовлетворительными, если показатели
свойств хотя бы одного из образцов выходят более чем на 10%
за допускаемые пределы. Если ударная вязкость хотя бы одного
из образцов на 20 Дж/см
2
ниже нормы, то качество сварного
соединения считается неудовлетворительным.
Металлографическому исследованию подвергаются стыковые,
тавровые и угловые сварные соединения для выявления внутрен-
них дефектов и участков структуры, которые могут отрицательно
влиять на свойства сварных соединений.
Металлографическое исследование сварных соединений
сталей перлитного класса можно не проводить, когда они
выполнены при помощи .электродуговой или электрошлаковой
сварки и прошли 100%-ную ультразвуковую дефектоскопию
или просвечивание. От него можно также отказаться, если
сварка. производилась на контактных стыкосварочных маши-
нах с приборами для автоматического контроля параметров
процесса сварки и при условии проверки качества на-
ладки машины.
Металлографическому контролю подвергаются также свар-
ные соединения шипов и ребер с трубами.
Металлографический контроль может производиться на
сварных соединениях, вырезаемых из изделия, или на спе-
циальных контрольных стыках, сваренных в производственных
условиях. Первый способ предпочтителен, хотя и более трудо-
емок, обеспечивает лучшее соответствие структуры и качества
контролируемых и производственных стыков.
Металлографическим исследованием выявляются макро-
микроскопические дефекты сварного шва: непровары, тре-
щины, поры, шлаковые включения, а также определяется микро-
структура металла.
Образец для металлографического исследования вырезают
из сварного соединения поперек оси шва. Образец должен
включать в себя шов и зону термического влияния.
Трещины в основном металле шва, несварившиеся слои,
крупные шлаковые включения и непровары, превышающие
норму, не. допускаются. Непровар не должен превышать при
односторонней сварке без подкладного кольца 15% толщины
стенки; если толщина стенки превышает 20 мм, непровар должен
составлять не более 3 мм.
Не допускаются поры, расположенные в виде сплошной
сетки.
Просвечивание рентгеновскими или гамма-лучами приме-
няется для контроля стыковых сварных соединений барабанов
и камер, а также соединений труб поверхностей нагрева,
стыковых сварных соединений литых элементов с трубопрово-
дами и между собой. Просвечиванием рентгеновскими или
гамма-лучами можно определить внутренние дефекты сварных
соединений: раковины, поры, шлаковые включения, трещины
и непровары.
Источником рентгеновских лучей служит рентгеновская
труба, а гамма-лучей — ампула с радиоактивным изотопом.
Гамма-лучи имеют меньшую длину волны, чем рентгеновские;
их проникающая, способность выше. Если при просвечивании
рентгеновскими лучами можно обнаружить дефекты в литых
деталях или сварных швах соединений при толщинах до 100 мм,
то с помощью гамма-лучей можно просвечивать- сталь тол-
щиной до 300 мм.,
Для просвечивания металлов сварных соединений применя-
ются радиоактивные изотопы кобальта и цезия.
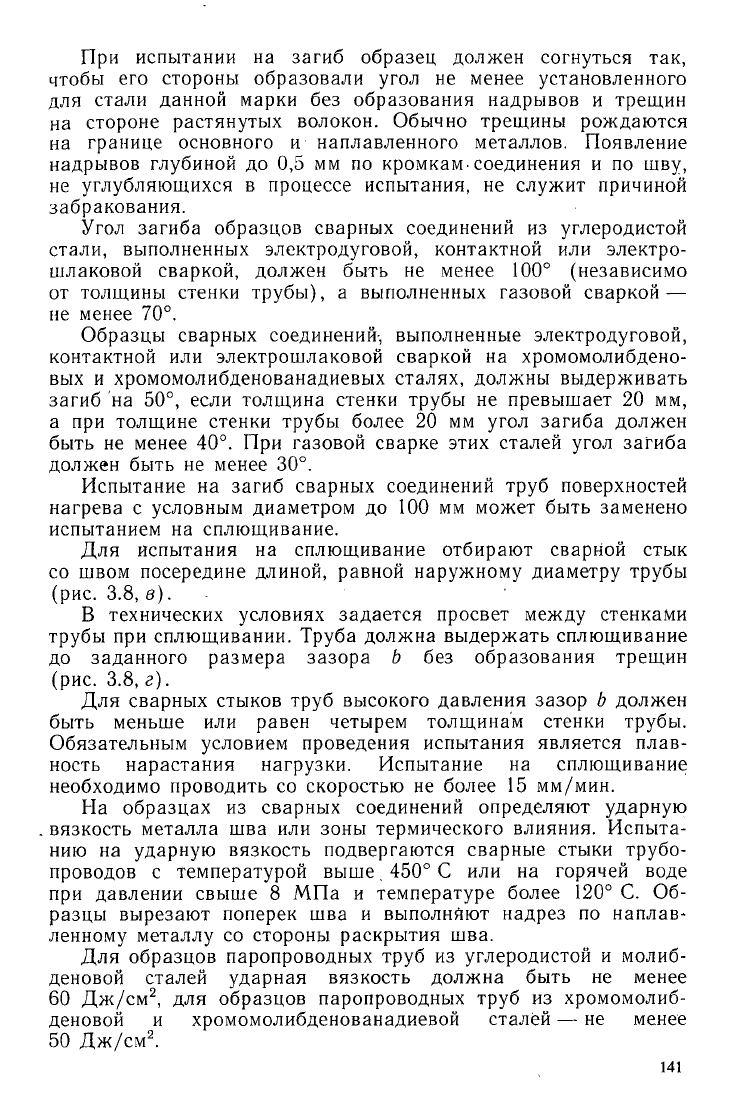
Схема просвечивания сварных соединений гамма-лучами и
рентгеновскими лучами показана на рис. 3.9. Гамма-лучи из
ампулы, находящейся в контейнере, или рентгеновские лучи
от трубки проходят через деталь и попадают на фотопленку,
Рис.
3.9. Схема контроля сварных соединений методом просвечивания:
/ — просвечивание гамма-лучами; а — стыка труб; б — стыка труб через две стенки; / — ампула с изо-
топом; 2—гамма-лучи; 3—рентгеновская пленка; 4 — усиливающий экран; 5—сварной шов; // —
просвечивание рентгеновскими лучами; а — стыка труб; б — одновременно четырех стыков труб по-
верхности нагрева; /—рентгеновская трубка; 2—рентгеновские лучи; 3—рентгеновская пленка;
4 — усиливающий экран; 5 — сварной шов
о)
а)
5)
помещенную в кассете. При прохождении через деталь интен-
сивность гамма-лучей из-за поглощения металлом уменьшается.
Интенсивность потока, прошедшего через дефект, выше, чем
на соседних участках. Дефекты на пленке получаются темными..
Если сварной шов выполнен хорошо и в металле шва нет,
никаких дефектов, то после просвечивания рентгеновскими
лучами и обработки пленки на темном фоне получается свет-
лая полоса, соответствующая металлу шва, так как толщина
шва с усилением больше толщины стенок основного металла.
Если на пути лучей встречается пустота или менее плотное
включение, то интенсивность излучения за этим включением
оказывается выше. На снимке они получаются более темными.
Небольшие трещины и маленький непровар на снимке не.обна-
руживается; они лучше выявляются ультразвуком.
Ультразвуковой контроль применяют при проверке стыков
сварных барабанов, камер, трубопроводов и поверхно-
стей нагрева.
Этот метод основан на отражении ультразвуковых волн от дефектов
сварного шва. В качестве источника колебаний используются пьезоэлектрические
излучатели-пластинки, изготовленные из Титаната бария. Если к поверхности
пластинки подвести переменное напряжение, то она начнет изменять свои
размеры в зависимости от частоты напряжения. В то же время при механи-
ческом многократном сжатии и растяжении пластинки • на ее поверхностях
появляются электрические разряды: пьезоэффект обратим.
Щуп для ультразвукового контроля состоит из плексигласовой оправы
с вмонтированной в нее пластинкой титаната бария. Звуковые колебания
передаются трубе от щупа через тонкий слой машинного масла. Ультразву-
ковой луч направленно пронизывает трубу, претерпевая на своем пути много-
кратные преломления, и перемещается по трубе до тех пор, пока не встретит
на пути границу отражения, которой может быть подкладное кольцо сварного
шва, неровности нижнего корневого валика при сварке труб без подкладных
колец, дефект корневого валика при сварке труб без подкладных колец или
дефект в сварном шве либо в самой трубе. Отразившись от границы раздела,
луч возвращается обратно в излучатель и вызывает колебание пластинки
титаната бария. Проявляется обратный пьезоэлектрический эффект: меха-
нические колебания пластинки преобразовываются в электрические и пере-
даются в приемный усилитель, а затем, поступают на экран электронно-
лучевой трубки, где отраженные лучи фиксируются в виде импульсов.
По величине, форме и расположению импульсов -на оси развертки составляется
заключение о наличии или отсутствии в сварном соединении дефекта, а также
о его размерах и характере. Ось развертки электронно-лучевой трубки служит
осью времени, на которой откладывается время пробега ультразвукового
луча от излучателя до отражающей границы и обратно.
Для определения места отражения луча необходимо провести сравнение
с эталонным образцом.
Непосредственно по осциллограмме нельзя определить харак-
тер дефекта шва: непровар, шлаковое включение или трещину.
Для определения характера дефекта необходимо учитывать
особенности конструкции шва и расположения отдельных его
элементов, а также различия в обычном расположении отдель-
ных групп дефектов в сварном шве. Картина,, возникающая
на экране дефектоскопа при прозвучивании контролируемого
сварного шва, сравнивается с картиной, полученной при про-
звучивании сварного шва эталонного образца с искусствен-
ным дефектом.
Магнитная дефектоскопия применяется при контроле бараба-
нов котлов на наличие трещин, при контроле литья арматуры,
литых колен и пр. ^
В основе метода магнитной дефектоскопии лежит рассеяние
магнитных силовых линий около
1
трещин, раковин и неметал-
лических включений в ферромагнитных сталях.
При нанесении на поверхность суспензии со взвешенным
в ней ферромагнитным порошком и наложении магнитного
поля порошок образует на поверхности скопления невидимых
при внешнем осмотре поверхностных и подповерхностных трещин
и других дефектов на ферромагнитных сталях. Магнитный метод
весьма эффективен, так как позволяет обнаруживать мелкие
и тонкие трещины, не выявляемые при макротравлении.
•, ..Для намагничивания контролируемого изделия через него пропускают
электрический ток;, деталь можно помещать в соленоид или намагничивать
при помощи электромагнита. В качестве магнитной суспензии применяется
взвесь очень мелкого чугунного порошка в веретенном .масле (2,5 кг порошка
на 100 л веретенного масла) или взвесь порошка ферромагнитной окиси
железа, (крокуса) в, керосине или в трансформаторном, масле. Для периоди-
ческой проверки оборудования полезно иметь образец с дефектом. Если
в процессе испытания, выявится дефект, не следует делать поспешных выво-
дов,
так как иногда из-за, различных причин может произойти случайное
скопление порошка., Поэтому лучше .проводить два-три повторных испытания:
если порошок скапливается в одних и тех же местах, наличие в них дефектов
бесспорно. 1
;
, •
Метод магнитной, дефектоскопии хорошо выявляет даже
очень мелкие трещины, волосовины и надрывы;-если они рас-
положены на поверхности или на-глубине до 10—12 м. Чувстви-
тельность метода резко снижается по мере удаления от поверх-
ности. Лучше выявляются дефекты, расположенные поперек
магнитных силовых линий. Поэтому для полного обнаружения
дефектов при любой их, ориентации детали намагничиваются
иногда в.двух взаимно перпендикулярных направлениях.
Люминесцентная и цветная дефектоскопия применяется при контроле
сварных соединений аустенитных сталей:«
Под действием ультрафиолетовых лучей некоторые вещества способны
ярко светиться в темноте—люминесцировать. Если на поверхность детали
нанести такое вещество тонким слоем или погрузить в него деталь, а затем
тщательно удалить это вещество с ^поверхности детали и .осветить ее ультра-
фиолетовыми лучами, то трещина, в которой скапливается люминесцирующее
вещество, будет ярко светиться. Перед испытанием детали очищают и подогре-
вают до 40—60° С, что необходимо для некоторого раскрытия дефектов и уве-
личения жидкотекучести люминесцирующего вещества.
В качестве люминесцирующего вещества применяются жидкие авиационные
смазочные масла с добавками керосина и мыла. Керосин повышает жидко-
текучесть, а мыло облегчает удаление смеси с поверхности детали.
Преимущество люминесцентного метода дефектоскопии перед магнитным
заключается в том, что он применим при контроле деталей, выполненных
из любых сталей и сплавов, в частности из немагнитных сталей. Недостаток
этого метода заключается в том, что он позволяет обнаружить трещины, надрывы
и другие дефекты только в том случае,
•
если они выходят на поверхность.
Наряду с люминесцентной дефектоскопией применяется цветная дефекто-
скопия. Смесь керосина и трансформаторного масла с соотношением объемов
2:1 окрашивают специальными красителями в ярко-красный или красно-оран-
жевый цвет. Раствор наносят на поверхность детали кистью либо погружением
ее в раствор. Раствор адсорбируется трещинами, надрывами и другими дефек-
тами. Затем окрашенный раствор тщательно удаляют с поверхности детали
и покрывают поверхность суспензией мела или каолина в воде и просушивают
теплым воздухом. Дефекты ярко выступают на покрытой мелом или каолином
поверхности.
Стилоскопирование — качественный спектральный анализ
на наличие легирующих элементов, которому подвергаются все
элементы котла и трубопроводов, изготовленные из легированной
стали, а также наплавленный металл сварных соединений этих
элементов.
При стилоскопировании между электродом из меди, угля или
чистого железа и деталью возбуждается электрический разряд.
Световые лучи от разряда направляются в систему линз и призм,
в которых они разлагаются по длинам волн в линейчатый спектр.
Раскаленные пары каждого металла имеют свои вполне
определенные линии в спектре, свойственные только одному
этому металлу. Спектр сплава складывается из спектров метал-
лов-компонентов.
Если,- например, в состав стали входит хром, то в спектре
паров стали обязательно имеются линии хрома. Чем выше
содержание хрома в стали, тем ярче его линия. По наличию
характерных линий в спектре паров стали можно быстро опре-
делить наличие легирующих элементов. Качественное опре-
деление наличия легирующих примесей при помощи портатив-
ного переносного стилоскопа в заводских или монтажных усло-
виях занимает доли минуты.
Контроль твердости металла шва сварных соединений про-
водится для проверки качества термической обработки в объеме
100% на сварных соединениях труб с наружным диаметром
150 мм и более и в объеме 20% соединений труб с наружным
диаметром от 100 до 150 мм.
Твердость измеряют при помощи переносных твердомеров
с предварительной зашлифовкой поверхности. При получении
значений твердости выше допустимых сварные соединения
подвергаются повторной термической обработке.
3.11. Влияние пластической деформации на механические
свойства и работоспособность сталей для котлов
и трубопроводов
Котельные трубы изготавливаются прокаткой, прессованием
или волочением. Котельный стальной лист получают путем про-
катки. В результате обработки давлением не только изменяется
форма, но также происходят изменения структуры и свойств
металла.
Обработку металлов давлением принято делить на холодную
и горячую.
Рассмотрим изменение структуры и свойств металла при
холодной обработке давлением. Примерами такой обработки
могут служить гибка труб поверхностей нагрева котла и валь-
цовка обечаек барабанов.
В процессе пластической деформации происходят сдвиги внутри кристаллов
металла по плоскостям наиболее плотной упаковки атомов и поворот отдельных
зерен относительно друг друга. Взаимный поворот зерен возможен при больших
степенях пластической деформации. С увеличением степени деформации в холод-
ном состоянии плотность металла незначительно уменьшается. Накопление
искажений кристаллической решетки приводит к увеличению среднего рас-
стояния между атомами и, как следствие, к уменьшению плотности металла.
При больших степенях пластической деформации плотность металла может
уменьшиться из-за образования трещин.
В результате пластической деформации происходит дробление блоков
внутри зерен и дробление самих зерен. При пластической деформации зерна
металла вытягиваются и ориентируются вдоль направления пластического
течения осями наибольшей прочности. Металл приобретает различные свойства
вдоль и поперек направления пластической деформации. При больших степенях
пластической деформации практически все зерна ориентированы одинаково.
В связи с образованием плоскостей скольжения и дроблением блоков
и зерен количество дислокаций, вакансий и смещений в единице объема металла
сильно возрастает. Одновременно с увеличением прочности при наклепе сни-
жается пластичность металла.
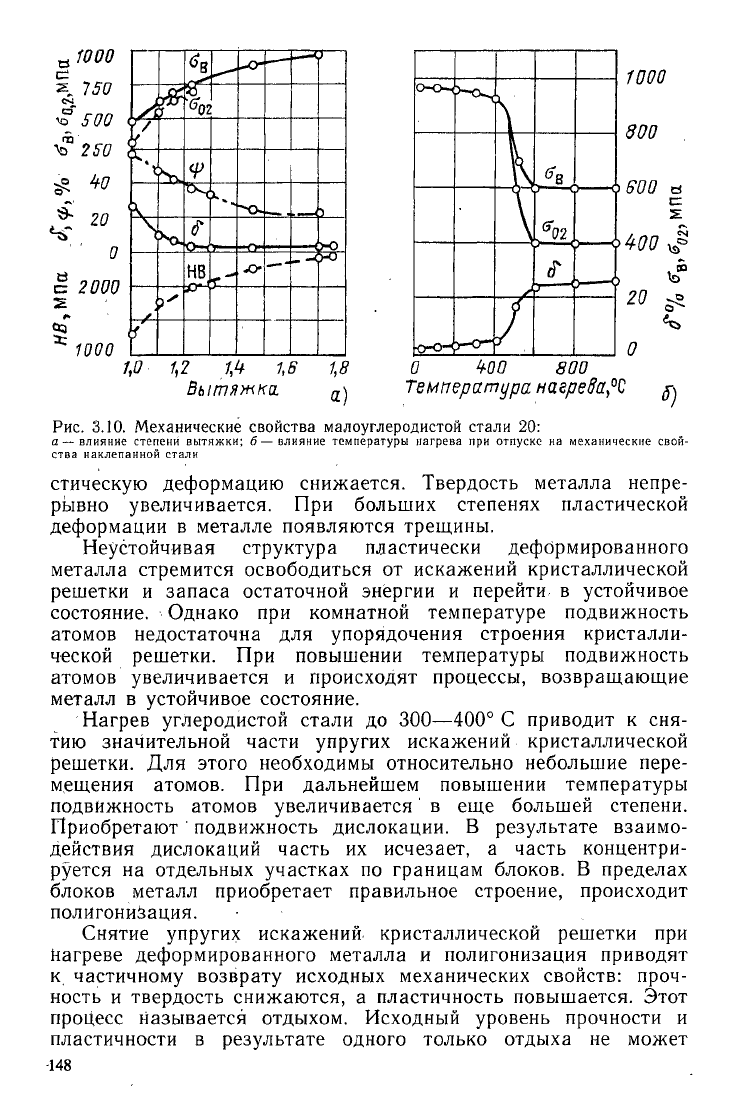
На рис. 3.10, а показано влияние степени деформации (вытяжки) на меха-
нические свойства малоуглеродистой стали (вытяжка представляет собой
отношение ' длины после обработки давлением к первоначальной длине и
численно равна уменьшению сечения в процессе обра.ботки).
При холодном пластическом деформировании повышаются
временное сопротивление и предел текучести, причем предел
текучести увеличивается интенсивнее. По мере увеличения
вытяжки способность металла воспринимать дальнейшую пла-
woo
z 150
ъ 500
4~
4tf
20
0
с
2000
05
1000
.
-0-
—
—-c 3
h
Y'
К
—i
3
N
*a
o—<
HB
-o-
—-
JCr
f
V V
o-o-
y-cr-
f
20
1ft
1,2 0 1,6
Вытяжка
1,8
a)
0 WO 800
Температура нагрева
}
°С ^
Рис.
3.10. Механические свойства малоуглеродистой стали 20:
а — влияние степени вытяжки; б — влияние температуры нагрева при отпуске на механические свой-
ства наклепанной стали
стическую деформацию снижается. Твердость металла непре-
рывно увеличивается. При больших степенях пластической
деформации в металле появляются трещины.
Неустойчивая структура пластически деформированного
металла стремится освободиться от искажений кристаллической
решетки и запаса остаточной энергии и перейти, в устойчивое
состояние. Однако при комнатной температуре подвижность
атомов недостаточна для упорядочения строения кристалли-
ческой решетки. При повышении температуры подвижность
атомов увеличивается и происходят процессы, возвращающие
металл в устойчивое состояние.
Нагрев углеродистой стали до 300—400° С приводит к сня-
тию значительной части упругих искажений кристаллической
решетки. Для этого необходимы относительно небольшие пере-
мещения атомов. При дальнейшем повышении температуры
подвижность атомов увеличивается' в еще большей степени.
Приобретают подвижность дислокации. В результате взаимо-
действия дислокаций часть их исчезает, а часть концентри-
руется на отдельных участках по границам блоков. В пределах
блоков металл приобретает правильное строение, происходит
полигони^ация.
Снятие упругих искажений кристаллической решетки при
нагреве деформированного металла и полигонизация приводят
к частичному возврату исходных механических свойств: проч-
ность и твердость снижаются, а пластичность повышается. Этот
процесс называется отдыхом. Исходный уровень прочности и
пластичности в результате одного только отдыха не может
148
быть достигнут. Вытянутые
и
раздробленные зерна
еще со-
храняются.
Дальнейшее повышение температуры вызывает зарождение
новых зерен
из
обломков старых. Деформированная микро-
структура полностью заменяется новой, состоящей
из
равно-
осных зерен. Вследствие этого практически полностью восста-
навливаются механические свойства деформированного металла.
Образование новых равноосных зерен называется процессом
рекристаллизации.
Для образования новых равноосных зерен
из
старых дефор-
мированных необходим подготовительный период. Затем новые
зерна начинают расти
за
счет окружающих деформированных.
Когда
все
старые деформированные зерна поглощены равно-
осными, процесс первичной рекристаллизации заканчивается.
Температура,
при
которой начинается первичная рекристал-
лизация, зависит
от
степени пластической деформации. Центры
кристаллизации зарождаются
в
наиболее искаженных местах
кристаллической решетки
— в
местах стыка обломков зерен
и
по линиям скольжения.
Чем
выше степень пластической дефор-
мации,
тем
ниже температура,
при
которой начинается про-
цесс рекристаллизации,
Самая низкая температура,
при
которой обнаруживаются
новые, равноосные зерна, называется порогом рекристаллизации
или температурой начала рекристаллизации.
А.
А.
Бочвар показал,
что
абсолютная температура порога
рекристаллизации
Г
реК
р
связана простым соотношением
с
абсо-
лютной температурой плавления
Сплавы имеют относительно более высокие температуры
рекристаллизации,
чем
чистые металлы.
Для
технически чистых
металлов коэффициент
а = 0,3
—
0,4, для
сплавов
а = 0,6-^0,7.
В некоторых случаях
Г
ре
кр = 0,8Г
П
л. Чем
выше температура
рекристаллизации сплава,
тем он
прочнее
при
высоких тем-
пературах.
Новые зерна, образовавшиеся
при
первичной рекристалли-
зации, неустойчивы. Поверхность зерна металла,
так же как
поверхность жидкости, обладает избыточной поверхностной
энергией.
При
уменьшении площади раздела зерен уменьшается
их свободная поверхностная энергия.
Чем
крупнее зерна,
тем
меньше общая поверхность
их
раздела. Поэтому зерна рекри-
сталлизованного металла начинают расти одни
за
счет других.
Средний размер зерен увеличивается. Этот процесс называется
собирательной рекристаллизацией.
При собирательной рекристаллизации более крупные зерна
поглощают мелкие.
По
мере выравнивания размеров зерен
скорость вторичной рекристаллизации уменьшается
и
процесс