Аносов Ю.М. и др. Основы отраслевых технологий и организации производства
Подождите немного. Документ загружается.

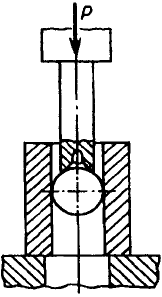
Например, при калибровании отверстия твер
дым шариком (рис. 7.13) он перемещается с на
тягом под действием усилия Р и выкатывается
после обработки через отверстие в подставке.
При обкатывании, раскатывании, калиброва
нии и алмазном выглаживании поверхностей
заготовок обеспечивается точность
5-10 ква
литета (в основном сохраняется точность пред
шествующей обработки) и шероховатость по
верхности R
a
= 0,04-1,25 мкм.
7 .3. ЭЛЕКТРОФИЗИЧЕСКИЕ,
ЭЛЕКТРОХИМИЧЕСКИЕ
И ДРУГИЕ МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК
При размерной обработке заготовок из очень
р
Рис. 7.13. Схема ка
либрования отверс
тия
ш
ариком
прочных или очень вязких, а также хрупких
и неметаллических материалов, которые невозможно или очень труд
но обработать механическими методами, используют электричес
кую, ультразвуковую, химическую, световую и другую энергию.
Это позволяет получить высокую точность обработки, так как
механические нагрузки при обработке минимальны или отсутству
ют. За счет упрочнения поверхности и уменьшения дефектного
слоя повышается износостойкость, коррозионная стойкость, проч
ность и другие эксплуатационные характеристики деталей.
Высокоэффективными методами размерной обработки загото
вок являются, например, электрофизический и электрохимически
й.
Электрофизическая обработка заключается в изменении фор
мы,
размеров и (или) шероховатости поверхности заготовки с при
менением электрических разрядов, магнитострикционного эффек
та, электронного или оптического излучения, плазменной струи.
При электрохимической
о
бработке изменяется форма, размер
и (или) шероховатость поверхности заготовки вследствие растворе
ния ее материала в электролите под действием электрического тока.
Электроэрозионные
етоды обработки
Электроэрозионные методы обработки (электроимпульсная, элект
роискровая, анодно-механическая и электроконтактная) основаны на
явлении эрозии (разрушения) электродов из токопроводящих мате
риалов
при пропускании между ними электрического тока. Электри
ческий разряд между двумя электродами (один из которых заготовка,
а другой инструмент) происходит в газовой среде или при заполнении
межэлектродного промежутка диэлектрической жидкостью.
Например, при электроискровой
о
бработке отверстия с криво
линейной осью (рис. 7.14) импульсный искровой разряд возникает
161
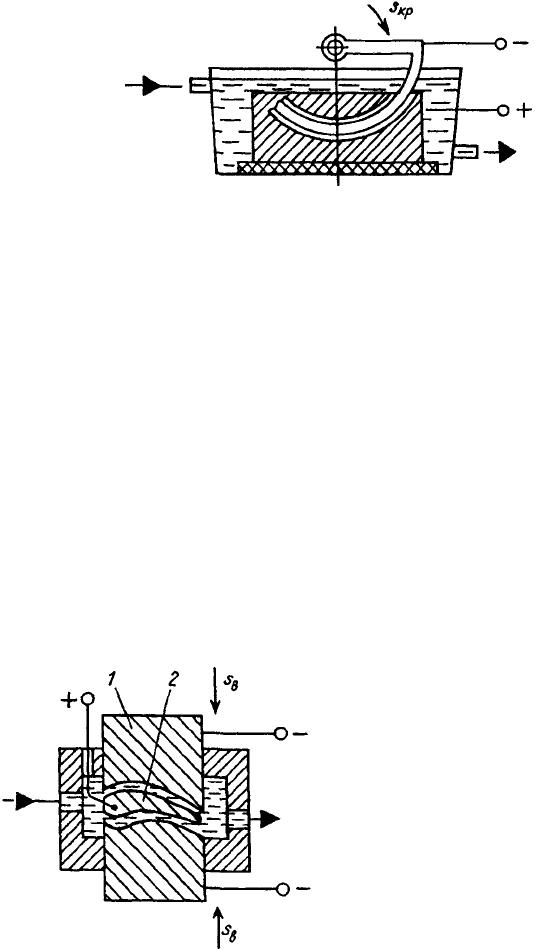
Рис.
7.14. Схема формообразовани
я отверстия с
криволин
ейной осью при электроискровой обработке
между электродом-и
нструментом (катодом)
и электродом-за
готов
кой
(анодом) от
генератора
импульсов.
Заготовка на
подкладке
изоляторе помещена
в ванну, через которую
прокачивают
жидкий
диэлектрик. Отверст
ие в заготовке формообразуе
тся при
круговой
подаче инструмента
из латуни, по форме
копирующего
форму
отвер
стия.
Возникающий искровой дуговой разряд
расплавляет
металл
на
поверхности заготовки, который вы
брасывается в межэле
ктрод
ный
промежуток и вымывается диэлектрической
жидкостью.
При электроискро
вой обработке сталей обеспечивается
точность
9-5 квалитета и
шероховатост
ь
R
a
= 0,2-12,5 мкм.
Электро
химические методы
о
бработки
Электрохимические
методы обработки
(полирование,
размерная
обработка, электроабр
азивная, электроалмазная,электр
охонингова
ние)
основаны на явлении анодного растворения при
электролизе.
При прохождении
электрического тока
через
электролит,
находив
1
г
Рис. 7.15. Схема
э
лектрохимичес
кой
размерной обработки турбин
ной лопатки
162
шийся между анодом-заготовкой и
катодом-инструментом, происходит
химическая реакция, поверхност
ный слой заготовки превращается
в
химическое соединение и удаля
етс
я струей электролита.
Например, при электрохимичес
кой размерной обработке турбин
ной лопатки (рис. 7.15) электролит
(например NaCl) подается в про
межуток между электродом-инст
рументом
1
(катодом) и электро
дом-заготовкой 2 (анодом) и вымы
вает продукты рас'rворения с по
верхности заготовки. Нижняя часть
электрода-инструмента перемеща
ется с вертикальной подачей S
в
.

При электрохимической обработке сталей обеспечивается
точность 9-11 квалитета и шероховатость поверхности Ra =
= 0,4-0,8 мкм.
Химические методы обработки
Химическая обработка заключается в направленном разруше
нии металлов и сплавов травлением их в крепких растворах кис
лот и щелочей.
Сначала поверхности заготовок тщательно очищают от окали
ны и масла. Затем поверхности, не подлежащие травлению, защи
щают химически стойкими покрытиями (например, покрывают ла
ком). При травлении подготовленные заготовки опускают в раст
вор кислоты или щелочи в зависимости от материала заготовок.
После обработки заготовки промывают, нейтрализуют горячий со
довой водой, сушат и снимают защитные покрытия.
Этим способом получают извилистые канавки или щели, << Ва
фельные>> поверхности, ребра жесткости и т. д.
П
ри химико
-
механической обработке заготовки из твердого
сплава приклеивают специальными клеями к пластинам и опус
кают в ванну с суспензией из абразивного порошка и раствора
серно-кислой меди. В результатах химической реакции кобальто
вая связка твердого сплава переходит в раствор в виде соли, осво
бождая зерна карбидов титана и вольфрама, а на поверхности за
готовок выделяется рыхлая металлическая медь. Относительно
заготовок перемещаются инструменты в виде чугунных дисков или
плаС'ИН. Медь вместе с карбидами сошлифовывается абразивным
порошком, находящимся между инструментом и заготовкой.
Х
имико-механическую обработку применяют для доводки твер
досплавного инструмента, шлифования и разрезания пластин из
твердого сплава.
У
льтразвуковая обработка (У30)
При у
льтразвуковой обработке разрушение материала заготов
ки происходит за счет внедрения абразивных зерен в поверхность
заготовки и выкалывания частиц заготовки. По абразивным зер
нам с ультразвуковой чистотой ударяет торец инструмента, при
жимаемого с заданной силой к поверхности заготовки.
Ультразвуковые колебания возбуждаются на торце инструмен
та за счет явления магнитострикции, т. е. способности ферромаг
нитных материалов (пермендюр, пермаллой и др.) изменять свои
размеры
в переменнам магнитном поле с ультразвуковой частотой
этого поля 16-30 кГц. У30 применяется для обработки токове
проводящих твердых и хрупких материалов: керамики, твердого
сплава, стекла, алмаза и т. д.
163
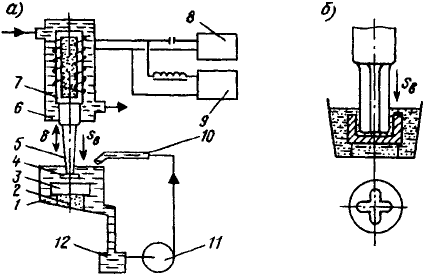
Рис. 7.16 Схемы ультразвуковой установки (а) и
ультразвуковой обработки фасонного отверстия (б):
1 - ванна; 2 - абразивная суспензии; 3 - заготовка; 4 -
инструмент; 5 - концентратор; 6-кожух; 7-преобразовать;
8 - генератор; 9-источник nостоянного тока; 1 О - nатрубок;
11 - насос; 12 - резервуар
В ультразвуковой установке (рис. 7.16, а) электромагнитные
колебания ультразвуковой частоты возбуждаются в электромаг
нитном преобразователе 7 генератора ультразвуковой частоты 8.
За счет явления магнитострикции на торце сердечника магнито
стрикционного преобразователя 7 возникают механические коле
бания & с ультразвуковой частотой
,
которые передаются
,
усилива
ясь по амплитуде
,
через концентратор 5 инструменту 4. Магнито
стрикционный преобразователь помещен в кожух 6, через который
прокачивается вода для его охлаждения. Заготовку 3 помещают
в
ванну 1 с абразивной суспензией 2. Абразивная суспензия попа
дает в резервуар 12 и из него с помощью насоса 11 через патрубок
1 О снова в ванну
,
что исключает оседание абразивного порошка на
дне ванны. Инструмент относительно заготовки перемещается
с вертикальной подачей S
в
.
Ультразвуковым методом в заготовках из керамики
,
стекла,
кремния
,
кварца и других труднообрабатываемых неметалличес
ких хрупких материалов обрабатывают глухие и сквозные отвер
стия разной формы
,
например фасонной (рис. 7.16, б), разрезают
заготовки на части
,
гравируют
,
нарезают резьбы и т. д.
При ультразвуковой обработке заготовок из твердых сплавов
обеспечиваются точность 5-9 квалитета и шероховатость
Ra
=
=
0,4-3,2 мкм.
Лучевые методы обработки
При лучевых методах обработки луча с высокой плотностью
энергии воздействует на поверхность заготовки - материал нагре
вается и испаряется с узколокального участка.
164
При электронно-лучевой обработке на
вакуумной установке кинетическая энергия
пучка электронов превращается в тепловую.
При светолучевой (лазерной) обработке
световой высокой энергии оказывает теп
ловое воздействие на поверхность заготовки.
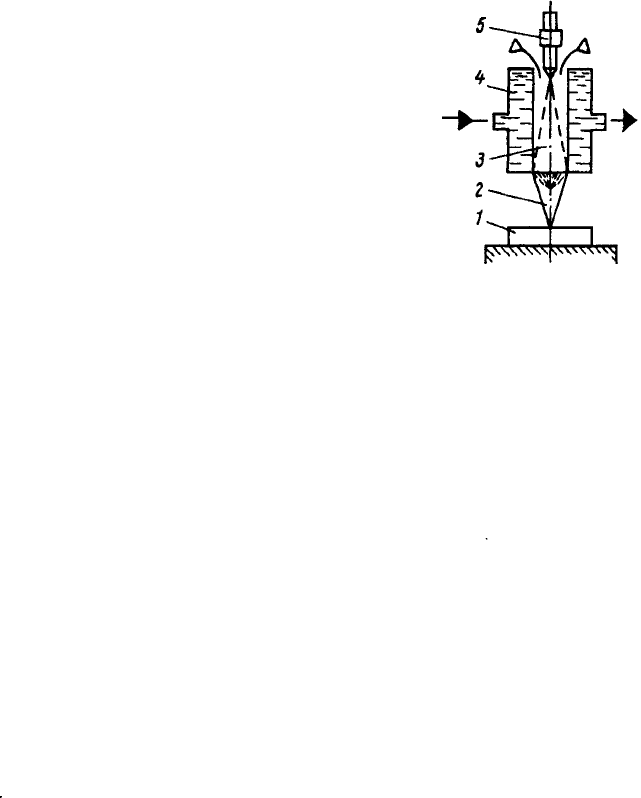
При плазменной обработке на поверх
ность заготовки посылают из плазмотрона
пучок плазмы, нагретой до температуры
1 О 000-20 000 °С. Между вольфрамовым
электродом 5 (рис. 7.1 7) и медным элект
родом 4 в виде трубы с охлаждением водой
возбуждается разряд 3. Подаваемый в трубу
газ (например, аргон), обжимая дуговой раз
ряд при соединении с электронами ионизи
руется, выходит из сопла головки в виде ярко
светящейся струи 2, направляемой на обра
батываемую заготовку 1.
Рис. 7.17. Схема плаз
менной обработки:
1
-заготовка; 2 - струн; 3 -
разряд; 4, 5 - электроды
Лучевые методы позволяют прошивать глухие и сквозные от
верстия, разрезать заготовки на части, строгать и точить заготовки
из любых материалов.
При электронно-лучевой обработке заготовок из твердых спла
вов получают точность 9-11 квалитета и Ra = 0,2-3,2 мкм, а при
лазерной - 7-12 квалитета и Ra
=
0,2 мкм.
7
.
4
.
МЕТ
ОДЫ НАНЕСЕНИЯ ПОКРЫ
Т
ИЙ НА ЗАГОТОВКИ
В машиностроении для окончательной обработки деталей при
меняются лакокрасочные, гальванические покрытия, а также окис
ные, напыляемые и пластмассовые пленки.
Н а несение покрытия - обработка, заключающаяся в образова
нии на заготовке поверхностного слоя из инородного материала.
Л
а кокрасочные покрытия
С помощью лакокрасочных покрытий металлические поверхно
сти предохраняют от коррозии, а деревянные - от влаги и загни
вания. Кроме того, лакокрасочные покрытия применяют как деко
ративные.
При нанесении покрытий присходит следующий процесс:
-
подготовка поверхности химическим или механическим воз
действием, выравнивание, грунтовка. и шпатлевка с последующим
шлифованием;
- окраска поверхности одним или несколькими слоями мас
ляных или иных лаков или красок вручную кистью, распылением
или методом электрофореза;
165
- сушка - испарение растворителя и окисление или полиме
ризация пленки. Сушку производят естественным или искусст
венным путем (например, конвекционную сушку горячим возду
хом в специальных сушилах);
- отделка окрашенной поверхности - лаирование
(
нанесение
лака для повышения стойкости покрытия и придания ему блеска)
и художественное оформление (нанесение декоративных линий,
рисунков и фабричных знаков).
В одних случаях окраске подвергают окончательно собранную
машину (например, металлорежущий станок), а в других окраши
вают отдельные детали и узлы машины до общей сборки.
Гальванические покрытия
Гальванические покрытия применяют с той же целью, что и ла
кокрасочные, а также для повышения износостойкости и в техно
логических
ц
елях.
Процесс нанесения покрытия состоит из подготовки поверхнос
ти (шлифованием, полированием и обезжириванием), нанесения по
крытия и полирования (при необходимости).
Нанесение гальванического покрытия основано на явлении элек
тролиза. Заготовку помещают в ванну с электролитом при напря
жении 1 О В и плотности тока до 1 О А/ дм
2
•
В качестве гальванических покрытий применяют меднение, ни
келирование,хромирование,цинкование, кадмирование,борирова
ние, лужение, фосфатирование, а также покрытие сплавами: цинк
кадмиевыми, никель-кобальтовыми, свинцово-оловянистыми.
Например, хромированием получают защитно-декоративное
износостойкое покрытие с шероховатостью поверхности Ra
=
=
0,1-0,12 мкм при толщине пленки 30-40 мкм. Уменьшение шеро
ховатости поверхности после покрытия достигается полированием.
Оксидные и фосфатные покрытия
При оксидировании заготовок из черных и цветных сплавов на
их поверхности появляются оксидные защитные пленки. При фос
фатировании на поверхности заготовки химическим путем созда
ют пленку нерастворимых фосфорнокислых солей марганца или
железа и марганца.
Оксидные и фосфатные покрытия получают различными спосо
бами:
-
термическим
-
нагре
в заготовки на воздухе, в среде водя
ного пара или в расплавленной селитре, применяю·г для получения
тонких пленок на деталях электротехнической аппаратуры;
- химическими
:
а) при щелочном оксидировании заготовки
обрабатывают в концентрированном растворе едкой щелочи, со-
166
держащем окислители; б) при кислом оксидировании раствор
со
держит ортофосфорную кислоту и окислители, используются
для
отделки деталей приборов, инструмента и изделий широког
о
по
требления из алюминия, магния, меда, цинка и их сплавов;
-
электрохимическим оксидированием наносят покрытия
на
детали из черных и цветных металлов в растворе едкой щелочи
.
Металлизация ( покрытие напылением)
При металлизации расплавленный металл распыляют струе
й
сжатого воздуха на поверхности заготовки: наносят защитн
о-де
коративные, антифрикционные и жаропрочные покрытия,
вос
станавливают изношенные детали и исправляют дефекты отливок
.
Перед металлизацией поверхность заготовки очищают от масла
и окислов; обрабатывают черновым точением для создания
луч
ших условий для сцепления пленки с напыленной поверхностью
.
Напыляемый металл получают расплавлением проволоки
аце
тилено-кислородным пламенем либо электрической дугой.
Н а несение пластмассовых пленок
Пластмассы применяют для нанесения декоративных антифр
ик
ционных и антикоррозионных покрытий.
На
заготовки, нагретые до температуры 180-300 °С газопламен
ным или вихревым способом, наносят термопластичные пластма
с
сы (полиэтилен, полипропилен, полиамид и др.) в виде мелкоди
с
персного порошка, переходящего при нагреве в жидкотекучее
со
стояние.
Консервация готовых деталей
Консервацию деталей, передаваемых на длительное хранени
е,
производят нанесением антикоррозионной смазки (например
, тех
нического вазелина) окунанием в подогретый состав, пуль
вериза
цией или с помо
щью
кистей. Можно консервацию осуществля
ть
упаковкой деталей в оберточную бумагу, пропитанную 10 % раст
вором нитрита натрия, и другими способами.
7.5.
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ
У
ПРАВЛЕНИЯ
КАЧЕСТВОМ ДЕТАЛЕЙ МАШИН
Качество деталей
машин определяется геометрической точно
с
тью размеров, формы и взаимного расположения поверхностей,
а также качеством поверхностного слоя деталей.
167
У
пр авление геометрической точностью деталей
Г
еометрическая точность обеспечивается при обработке заго
товок резанием
,
методами поверхностного пластического деформи
рования
,
а также электрофизическими и электрохимическими ме
тодами обработки. Методы нанесения покрытий практически не
сказываются на точности
,
так как при малой толщине покрытия
без последующей обработки остается точность предыдущего мето
да,
а при большой толщине - точность обеспечивается последую
щим методом механической обработки. Термическая обработка
,
направленная на снятие остаточных напряжений после предыду
щей обработки (нормализация
,
отжиг)
,
приводит к повышению точ
ности
,
так как исключается коробление деталей. Упрочняющие
виды термообработки могут ухудшить точность из-за коробления
вследствие
проявления остаточных напряжений.
Для уменьшения
коробления нежестких заготовок их закалку производят в штам
пах или закалочных машинах. Для устранения искривления дета
лей
простой формы (валов
,
планок и др.) применяют правку в хо
лодном или горячем состоянии на прессах или специальных пра
вильных машинах. Искажение размеров
,
неустранимое правкой
,
учитывается увеличением припуска под последующую механичес
кую
обработку, что исключает появление брака.
На появление общей (суммарной) погрешности обработки ока
зывают
влияние различные технологические факторы
,
вызываю
щие первичные погрешности:
- неточная установка заготовки на станке;
- упругая деформация в технологической системе станок-
приспособление-инструмент-заготовка
;
-
закрепление заготовки в приспособлении
,
вызывающее ее де
формац
ию;
-
износ инструмента (диаметр отверстия
,
просверлеиного изно-
шенным сверлом
,
будет меньше номинального);
- неправильная настройка станка
;
- геометрические неточиости станка;
- геометрические неточиости приспособления;
-
неточиость изготовления инструмента;
-
тепловая деформация
технологической системы и др.
Заданная
точность обеспечивается при
помощи следующих тех
нологических методов:
-
етод пр обных ходов и проеро
в
-
выверка заготовки, уста
навливаемой на станке
,
и последующее снятие стружки пробными
рабочими ходами с короткого участка заготовки, сопровождаемого
пробными
измерениями. Метод применяется в единичном произ
водстве.
Точность обработки зависит от квалификации рабочего;
-
етод автоматического получения размеров на настроен
ных
станках
- заготовки устанавливают в специальные
приспо
собления на заранее выбранные базовые поверхности. Относитель
но
этих поверхностей инструмент настраивается на заданный раз-
168
мер, и обработка ведется за один рабочий ход. Метод применяется
в условиях серийного и массового производства
,
а его точность
зависит от квалификации наладчика, настраивающего и подна
страивающего станок.
Для исключения влияния субъективного фактора в этих двух
методах (рабочего и наладчика) применяют мерный инструмент
(сверла,
развертки и т. д.);
-
метод обработки за один рабочий ход пр и установке ин
струмента по лимб
у
(круговой шкале на валу продольной или
другой подачи станка) нужное деление лимба определяют пробной
обработкой первой детали в партии или по эталону. Метод приме
няют в мелко- и среднесерийном производстве;
-
метод активного контроля точности обработки в автома
тизированном пр оизводстве - автоматическое измерение разме
ра
детали в течение всего времени обработки, а при выходе размера за
допустимые пределы - подналадка инструмента с помощью специаль
ных устройств и прекращение ее после достижения заданного размера;
-
метод одновременного управления точностью
,
производи
тельностью и себестоимостью в самооптимизирующихся систе
мах
управления станками - данные от датчиков, контролирую
щих различные параметры оптимальной работы, поступают в ЭВМ,
которая разрабатывает оптимальный вариант работы станка.
Для выявления возможностей повышения точности при проек
тировании технологического процесса:
а) выявляют первичные погрешности по всем основным опера
циям и переходам;
б)
суммируют первичные погрешности для определения общей
погрешности обработки на каждой операции;
в) обеспечивают возможности устранения, уменьшения или вза
имной компенсации первичных погрешностей;
г)
намечают конкретные мероприятия по повышению точности
отдельных технологических операций.
Точность должна повышаться таким образом, чтобы снижалась
себестоимость изготовления машин без ухудшения их качества.
Затраты на повышение точности заготовок должны компенсиро
ваться снижением затрат на механическую обработку, а затраты
на повышение точности изготовления деталей - уменьшением
затрат на общую и узловую сборку.
Среднеэкономическая точность каждого метода обработки при
водится в технологических справочниках, а для некоторых мето
дов приведена выше при их описании.
У
пр авление качеством поверхностного слоя деталей
Качество механически необрабатываемых поверхностей дета
лей обеспечивается при получении заготовки.
Заготовки из проката имеют следы шероховатости прокатных
валков. Например, сортовой прокат диаметром от 30 до 80 мм
169
имеет шероховатость поверхности Rz = 100 мкм и глубину де
фектного слоя h = 75 мкм.
У горячештампованных заготовок воспроизводятся поверх
ностные неровности штампов и остаются следы окалины. Например,
при массе поковок от 0,25 до 4 кг - Rz
= 160 мкм, h = 200 мкм.
Шероховатость поверхности отливок зависит от шерохова
тости стенок литейных форм, плотности набивки и величины
зерен
формовой смеси и других факторов. Так, при литье в ко
киль отливок из чугуна достигается R
z = 200 мкм и h = 300 мкм.
Качество
поверхности после
обработки заготовки зависит
в основном от каждого метода обработки, но при проектировании
технологии стараются сохранить положительные качества, полу
ченные от предыдущей обработки (наклеп, остаточные напряже
ния сжатия и др.) в силу технологической наследственности.
Каждому методу обработки свойственен определенный диапа
зон высоты неровностей и глубины дефектного слоя (см. техноло
гические справочники) и схема расположения штрихов от инстру
мента. Значения шероховатости поверхности, обеспечиваемой раз
личными технологическими методами, приведены выше при описа
нии этих методов.
При больших подачах в процессе обработки резанием шерохо
ватость, измеренная в направлении подачи (поперечная шерохова
тость), обычно больше шероховатости, измеренной в направлении
главного движения (продольная шероховатость). При малых по
дачах продольная и поперечная шероховатость примерно одина
ковая.
Режимы резания по-разному влияют на шероховатость поверх
ности. Например, при точении вязких сталей шероховатость имеет
наибольшее значение при скорости резания 20-25 м/мин, так как
это связано с образованием нароста на режущей кромке ин
струмента. При точении стандартными резцами с малыми радиу
сами закругленная шероховатость увеличивается при увеличении
подачи, а при точении резцами с широкой режущей кромкой не
зависит от подачи.
На волнистость обрабатываемой поверхности влияют вибра
ции технологической системы, неравномерность подачи, неправиль
ная правка (заточка) шлифовального круга, копирование неровно
стей заготовки и другие причины.
При резании лезвийным инструментом превалирующее вли
яние на физико-механические свойства поверхностного слоя ока
зывают силовые факторы, сопровождающиеся пластической де
формацией с разрушением структуры, поворотом и смещением
кристаллов, наклепом поверхностного слоя, появлением остаточ
ных напряжений разного знака в зависимости от режима обра
ботки. Например, при фрезеровании глубина наклепа составляе·г
100 мкм.
При шлифовании состояние поверхностного слоя в основном
определяется тепловыми явлениями и в меньшей степени силовы-
170