Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Ковочные вальцы иногда оснащают автоматическими подачами или мани-
пуляторами для подачи заготовки в рабочее пространство. Станины ковочных
вальцов выполняют сборными из стоек, установленных на сварных рамах и стя-
нутых стяжными болтами, либо литыми коробчатого сечения. Материал литых
станин или стоек - сталь Л35. Рамы отливают из чугуна СЧ 21.
21.6.
Элементы расчета ротационно-валковых машин
У ротационных валковых, роликовых и дисковых машин расчетными являют-
ся энергетические - мощность электропривода и кинетическая энергия, запасае-
мая маховиком; силовые - максимальный передаваемый муфтой крутящий мо-
мент и наибольшая сила, воспринимаемая станиной и валками (роликами, дис-
ками),
а также
эюесткостные
параметры - упругое пружинение рабочих деталей.
Методика их определения изложена в главах 3 и 4. Для выполнения расчетов не-
обходимо рассмотреть технологические операции и задать исходные данные.
В гибочных и правильных машинах, а также в дисковых ножницах крутящий мо-
мент остается постоянным в течение рабочего хода, а длительные технологичес-
кие паузы отсутствуют, поэтому в приводе таких машин не нужен маховик.
В качестве примера приведем методику выбора исходных данных для рас-
чета ротационных валковых машин, которая применима для нахождения пара-
метров ротационных машин другого технологического назначения.
Начальный изгибающий момент при холодном пластическом изгибе
где а - коэффициент, учитывающий начальное повышение изгибающего момен-
та и равный 1,2 для стали марок 0,8; 10 и 15 и 1,1 для стали марок 20, 25; к^ -
коэффициент, зависящий от формы профиля,
к^
=
1,5...2,0;
W- момент сопро-
тивления упругому изгибу.
С учетом упрочнения изгибающий момент
M^=[k,+{kj2r,)\W(5,,
где
ATQ
= n/0,6ag; П - модуль упрочнения, определяемый по диаграмме истинных
напряжений; г^ = Rjh - относительный радиус кривизны заготовки; R - радиус
кривизны заготовки; h - высота поперечного сечения заготовки.
Работа деформирования при пластическом изгибе по симметричной схеме
М^с^+М^
I
А =
иО
R
где / - расстояние между осями боковых валков.
Крутящий момент на приводном валке
М^=М^,
+М,2.
470
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
где М^, - крутящий момент, осуществляющий изгиб заготовки;
М^2
" крутящий
момент для преодоления сил трения.
Из условия равенства работ сил, приложенных к заготовке:
2L
М,о+М^
I
2 R
где
Z),
- диаметр валка (рис. 21.9), имеем
М
к1
D,
Крутящий момент сил трения складывается из момента трения качения вал-
ков по заготовке и трения скольжения в опорах:
где р^ - радиус трения качения /-го валка по заготовке; р, ^0,8...0,2 мм;
d^
-
диаметр опоры вала в подшипнике; D^ - диаметр /-го неприводного валка;
|1
= 0,05...0,08.
Мощность электродвигателя
где
V
- скорость приводного валка;
Г]
- КПД привода.
Наибольшая кривизна изгиба заготовки зависит от силы натяжения, опреде-
ляемой согласно неравенству
где
]Li I
- коэффициент трения скольжения меж-
ду приводным валком и заготовкой.
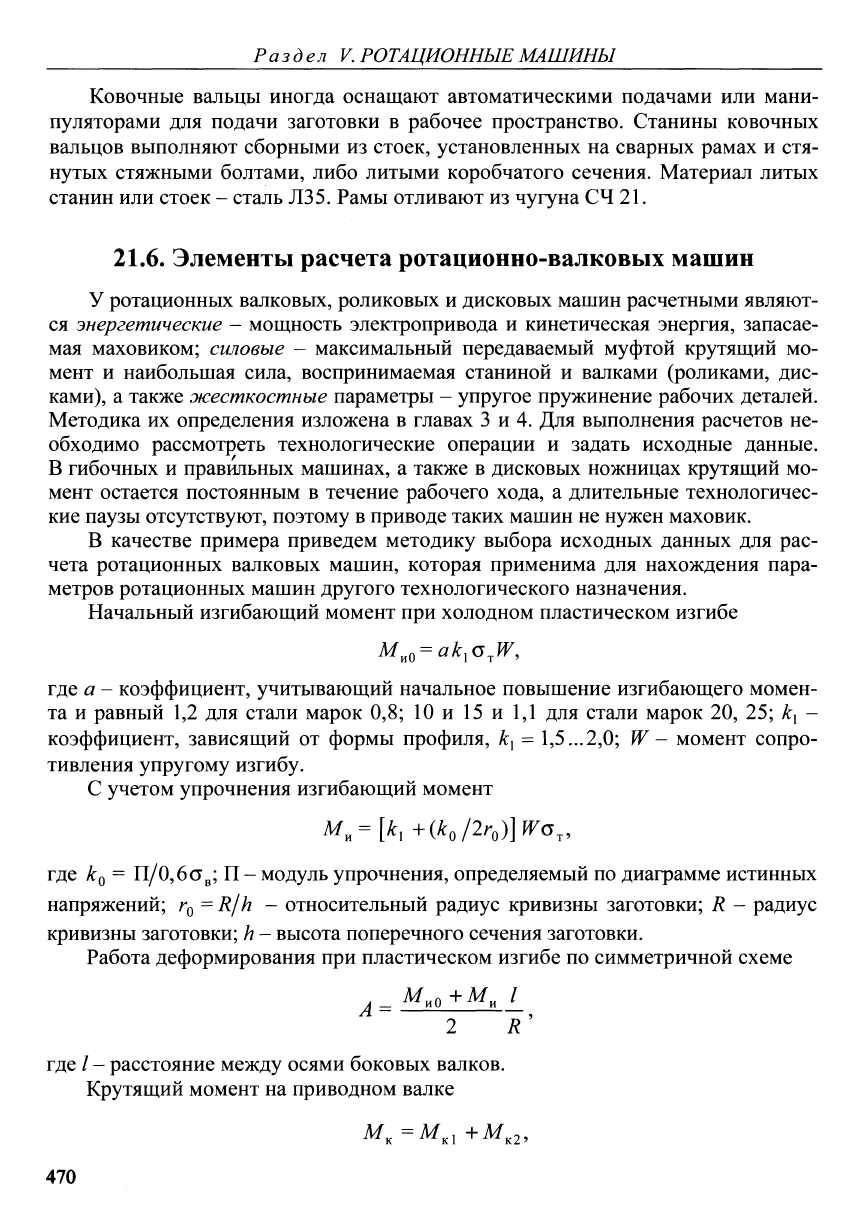
Силы на валках находят из соотношений
(см.
рис. 21.9):
Р^
= MjRsina; Р, = IMjRtga,
где Р|, /^2 ~ силы на приводном и боковых
валках при симметричной схеме нагружения
соответственно.
Мощность электропривода асимметрич-
ной машины рассчитывают аналогично.
Минимальный радиус изгиба заготовки за Рис. 21.9. Схема изгиба листа на
один проход ограничен возможностью захвата трехвалковой гибочной машине
471
Раздел
V,
РОТАЦИОННЫЕ МАШИНЫ
1
ЧХХЧУЧЧЧЧХЧЧЧХЧЧ\У\ЧЧЧЧ~
"=1
тттт\тш
Рис.
21.10.
Расчетная схема валка
ее приводными валками. Его определяют по
следующим формулам:
7?
для прямолинейной заготовки
/
А
Ui
—^(l+cosa)-u—*-cosa
для предварительно изогнутой заготовки
^min ^1
1
2//1 л d,
г|
J
—^(l+cosa)-|a—^cosa
a
Д
sin a
Tjx<df-
прогиб заготовки; d^ - диаметр вала в опоре;
R^
- радиус кривизны заго-
товки до гибки.
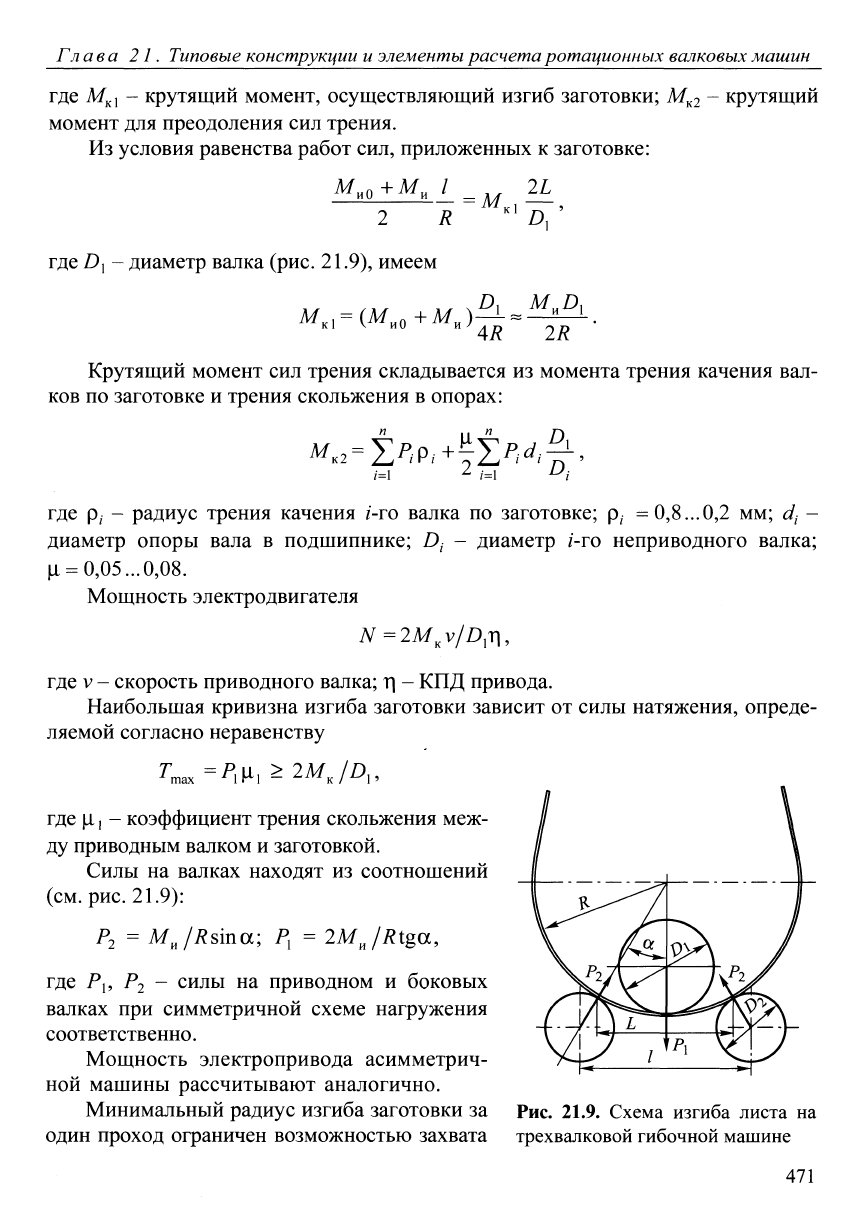
Расчетная схема валков листогибочных машин может быть представлена в
виде статически определимой балки с закрепленными концами и распределен-
ной нагрузкой (рис. 21.10), а при наличии опорных валков - в виде многопро-
летной балки.
Глава 22. РОТАЦИОННО-КОВОЧНЫЕ
И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
22.1.
Общие сведения
Шпиндельные ротационные машины по принципу действия отличаются от
валковых. Рабочие органы шпиндельных ротационных машин - это бойки, ко-
торые совершают поступательное движение относительно шпинделя и наносят
удары по заготовке в процессе вращения шпинделя или обоймы. Шпиндельные
ротационные машины называют ротационно-ковочными, поскольку на них
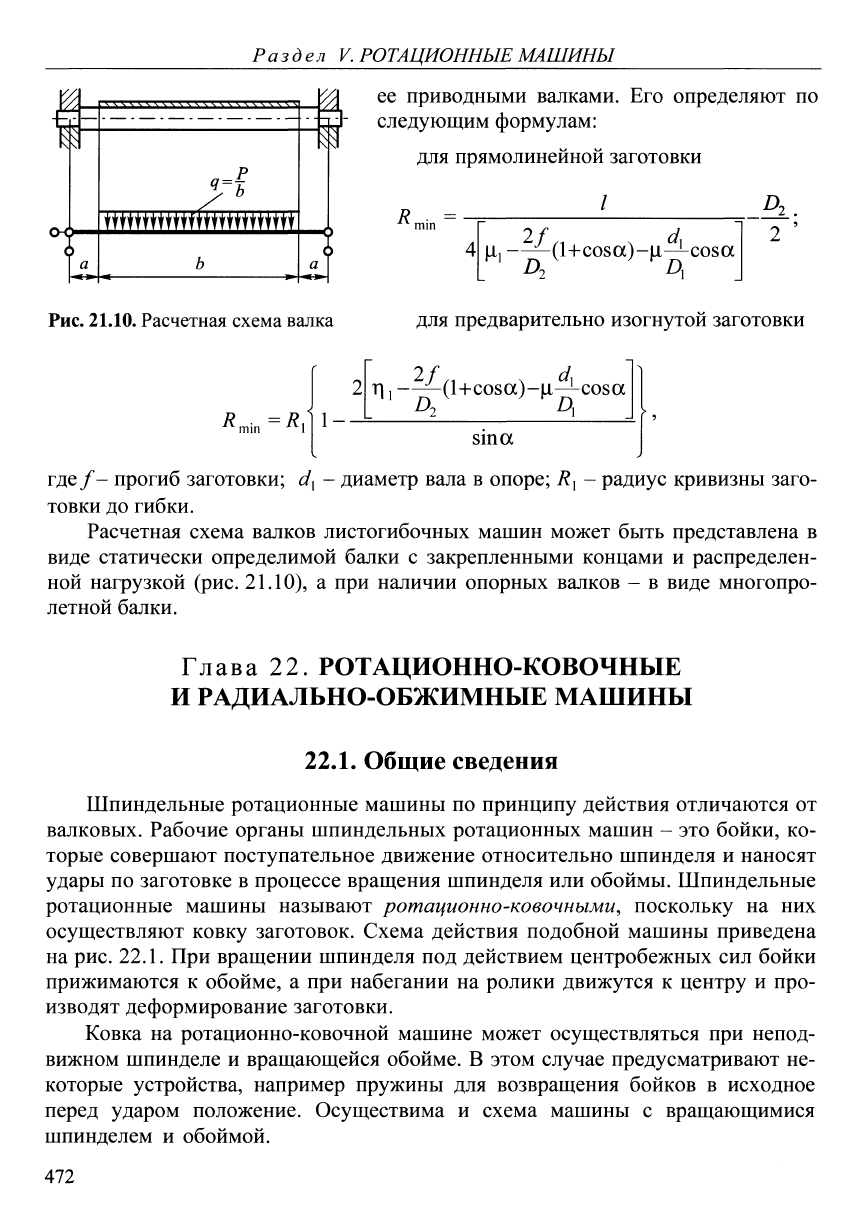
осуществляют ковку заготовок. Схема действия подобной машины приведена
на рис. 22.1. При вращении шпинделя под действием центробежных сил бойки
прижимаются к обойме, а при набегании на ролики движутся к центру и про-
изводят деформирование заготовки.
Ковка на ротационно-ковочной машине может осуществляться при непод-
вижном шпинделе и вращающейся обойме. В этом случае предусматривают не-
которые устройства, например пружины для возвращения бойков в исходное
перед ударом положение. Осуществима и схема машины с вращающимися
шпинделем и обоймой.
472
г л ава 22. Ротационно-ковочные
и
радиалъно-обэюимные машины
Ротационно-ковочные машины позволяют изго-
товлять изделия высокой точности и качества по-
верхности, с отверстием и без отверстий, перемен-
ного и постоянного сечения по длине. Эти машины
применяют для производства стволов нарезного
оружия - автоматов, винтовок и т. п.
Принцип действия ротационно-ковочной ма-
шины основан на преобразовании вращательного
движения передаточного механизма в возвратно-
поступательное рабочих органов (ползунов) с ис-
пользованием кулачковых механизмов. Преобра-
зование энергии вращательного движения привода
в работу деформации заготовки определяет нали-
чие жесткой кинематической связи между дви-
жущимися частями ротационно-ковочной машины.
Изменение скорости движения рабочих органов
задано профилем кулачков, следовательно, ско-
рость ползунов в процессе рабочего хода - задан-
ная величина.
На ротационно-ковочных машинах с вращающейся обоймой можно изго-
товлять изделия квадратного, треугольного и прямоугольного поперечных сече-
ний. Однако это преимущество связано с большим усложнением конструкции:
для возвращения бойков в исходное положение в таких машинах нужно уста-
навливать пружины.
Степень обжатия при ковке на ротационно-ковочных машинах можно регу-
лировать, если обойма с конической внутренней поверхностью перемещается
вдоль оси при неподвижных шпинделе и роликах. В результате ползуны маши-
ны отводятся от оси шпинделя или подводятся к ней.
Шум, производимый ротационно-ковочными машинами при работе, препят-
ствует их широкому распространению. Причина шума - в соударении ползунов
с кулачками обоймы. Попытка ликвидации его при помощи изоляции обоймы от
станины (установка пластмассовых дисков и колец) пока не привела к желаемо-
му результату.
Рис. 22.1. Схема действия ро-
тационно-ковочной машины
22.2.
Ротационно-ковочные машины
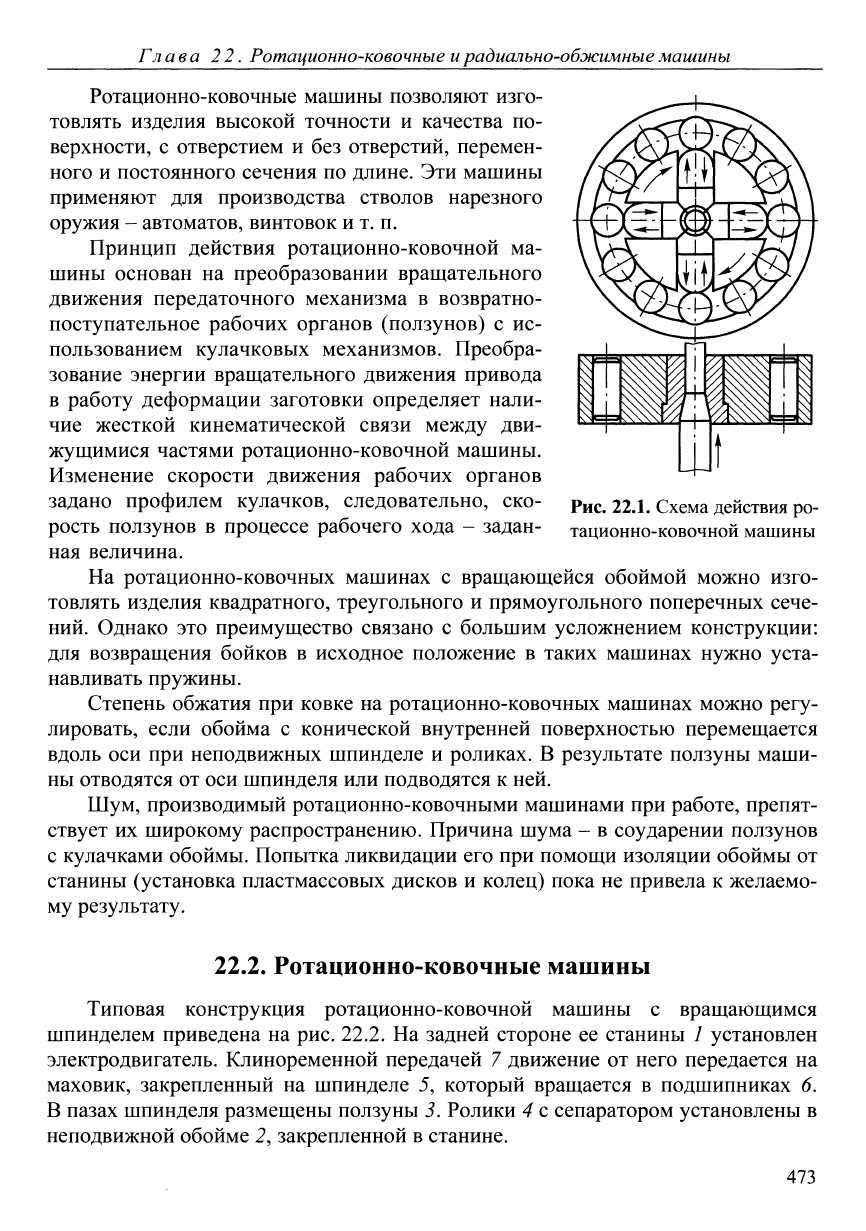
Типовая конструкция ротационно-ковочной машины с вращающимся
шпинделем приведена на рис. 22.2. На задней стороне ее станины 7 установлен
электродвигатель. Клиноременнои передачей 7 движение от него передается на
маховик, закрепленный на шпинделе 5, который вращается в подшипниках 6.
В пазах шпинделя размещены ползуны 3, Ролики 4 с сепаратором установлены в
неподвижной обойме 2, закрепленной в станине.
473

Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Рис. 22.2. Схема ротационно-ковочной
машины с вращающимся шпинделем
Станина ротационно-ковочной машины цельная, выполнена из чугунного
литья и предназначена для установки узлов машины. Основной узел машины -
рабочая головка, состоящая из обоймы (опорного кольца), в которой размещен
сепаратор с цилиндрическими роликами, и шпинделя, в пазах которого распо-
ложены ползуны с бойками.
Внутренняя поверхность обоймы в этой ротационно-ковочной машине ци-
линдрическая, что не позволяет регулировать закрытую высоту ползунов и обра-
батывать длинные конические валы. В некоторых других конструкциях обойма
имеет коническую внутреннюю поверхность, поэтому при перемещении ее вдоль
оси шпинделя можно изменять закрытую высоту между бойками ползунов.
Шпиндель машины изготовляют пустотелым (цельным или сборным), что
позволяет подавать через него обрабатываемые изделия. Подшипники шпинделя -
это подшипники качения; но иногда применяют также подшипники скольжения.
Осевые силы воспринимает упорный подшипник. У большинства ротацион-
но-ковочных машин шпиндель имеет один паз, в котором расположена пара
ползунов с бойками. При наличии двух взаимно перпендикулярных пазов ус-
танавливают две пары бойков. Головку шпинделя охватывает сепаратор с ро-
ликами. Сепараторы изготовляют цельными. Составные сепараторы создают
большой шум при работе. В ротационно-ковочных машинах без сепараторов
предусматривают шайбы для удерживания роликов от выпадения.
474
г л ава 22.
Ротационно-ковочные
и
радиалъно-обэюимные машины
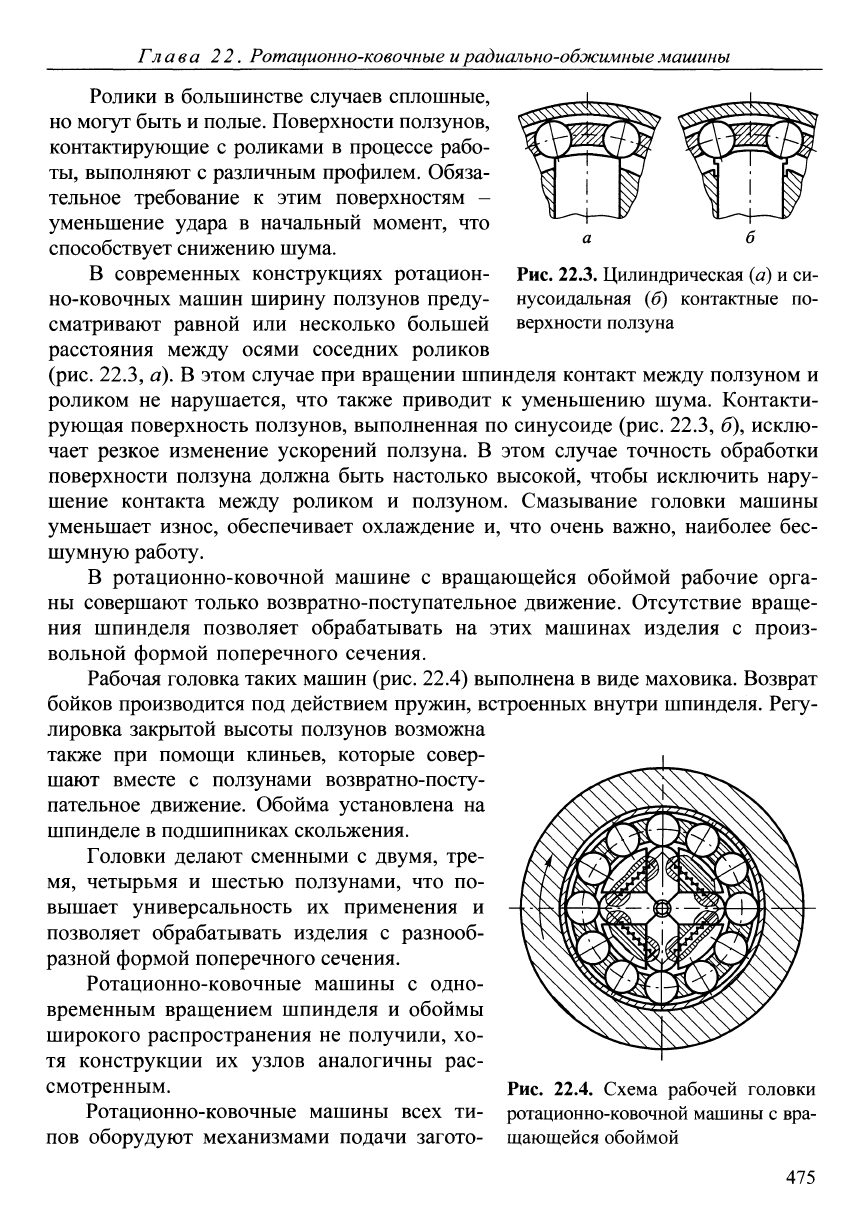
Рис. 22.3. Цилиндрическая
{а)
и си-
нусоидальная (б) контактные по-
верхности ползуна
Ролики в большинстве случаев сплошные,
но могут быть и полые. Поверхности ползунов,
контактирующие с роликами в процессе рабо-
ты,
выполняют с различным профилем. Обяза-
тельное требование к этим поверхностям -
уменьшение удара в начальный момент, что
способствует снижению шума.
В современных конструкциях ротацион-
но-ковочных машин ширину ползунов преду-
сматривают равной или несколько большей
расстояния между осями соседних роликов
(рис.
22.3, а). В этом случае при вращении шпинделя контакт между ползуном и
роликом не нарушается, что также приводит к уменьшению шума. Контакти-
рующая поверхность ползунов, выполненная по синусоиде (рис. 22.3, б), исклю-
чает резкое изменение ускорений ползуна. В этом случае точность обработки
поверхности ползуна должна быть настолько высокой, чтобы исключить нару-
шение контакта между роликом и ползуном. Смазывание головки машины
уменьшает износ, обеспечивает охлаждение и, что очень важно, наиболее бес-
шумную работу.
В ротационно-ковочной машине с вращающейся обоймой рабочие орга-
ны совершают только возвратно-поступательное движение. Отсутствие враще-
ния шпинделя позволяет обрабатывать на этих машинах изделия с произ-
вольной формой поперечного сечения.
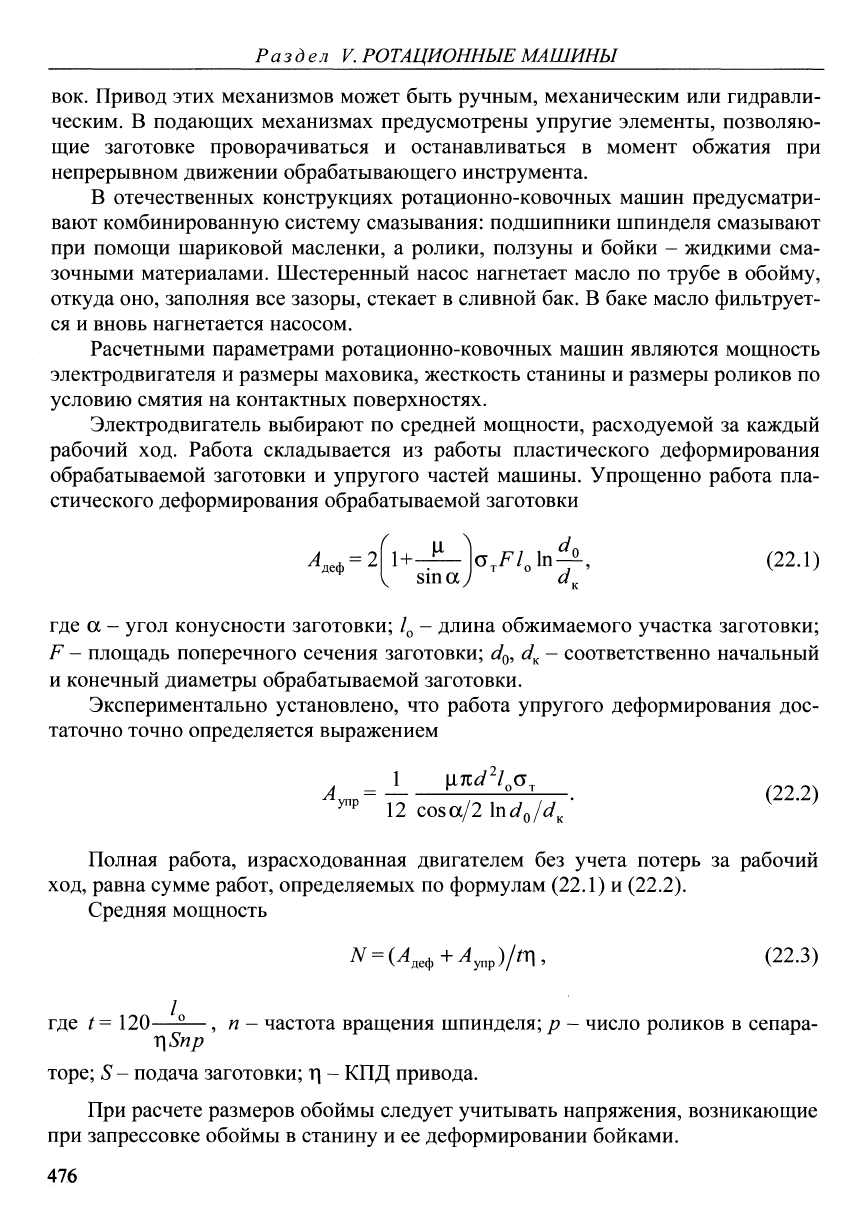
Рабочая головка таких машин (рис. 22.4) выполнена в виде маховика. Возврат
бойков производится под действием пружин, встроенных внутри шпинделя. Регу-
лировка закрытой высоты ползунов возможна
также при помощи клиньев, которые совер-
шают вместе с ползунами возвратно-посту-
пательное движение. Обойма установлена на
шпинделе в подшипниках скольжения.
Головки делают сменными с двумя, тре-
мя,
четырьмя и шестью ползунами, что по-
вышает универсальность их применения и
позволяет обрабатывать изделия с разнооб-
разной формой поперечного сечения.
Ротационно-ковочные машины с одно-
временным вращением шпинделя и обоймы
широкого распространения не получили, хо-
тя конструкции их узлов аналогичны рас-
смотренным. Рис. 22.4. Схема рабочей головки
Ротационно-ковочные машины всех ти- ротационно-ковочной машины с вра-
нов оборудуют механизмами подачи загото- щающейся обоймой
475
Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
вок. Привод этих механизмов может быть ручным, механическим или гидравли-
ческим. В подающих механизмах предусмотрены упругие элементы, позволяю-
щие заготовке проворачиваться и останавливаться в момент обжатия при
непрерывном движении обрабатывающего инструмента.
В отечественных конструкциях ротационно-ковочных машин предусматри-
вают комбинированную систему смазывания: подшипники шпинделя смазывают
при помощи шариковой масленки, а ролики, ползуны и бойки - жидкими сма-
зочными материалами. Шестеренный насос нагнетает масло по трубе в обойму,
откуда оно, заполняя все зазоры, стекает в сливной бак. В баке масло фильтрует-
ся и вновь нагнетается насосом.
Расчетными параметрами ротационно-ковочных машин являются мощность
электродвигателя и размеры маховика, жесткость станины и размеры роликов по
условию смятия на контактных поверхностях.
Электродвигатель выбирают по средней мощности, расходуемой за каждый
рабочий ход. Работа складывается из работы пластического деформирования
обрабатываемой заготовки и упругого частей машины. Упрощенно работа пла-
стического деформирования обрабатываемой заготовки
^деф 2
^ |Ll ^ „_ t/,
1 + -
sinay
a,F/,ln-^,
(22.1)
d^
где a - угол конусности заготовки; /^ - длина обжимаемого участка заготовки;
F - площадь поперечного сечения заготовки; d^, d^ - соответственно начальный
и конечный диаметры обрабатываемой заготовки.
Экспериментально установлено, что работа упругого деформирования дос-
таточно точно определяется выражением
1 jLiTcJ^/^a^
12
cos
а/2
Ind^/d^
^улр
= - —^ЬгТ^Т^Т^- (22.2)
Полная работа, израсходованная двигателем без учета потерь за рабочий
ход, равна сумме работ, определяемых по формулам (22.1) и (22.2).
Средняя мощность
N
=
{A^,^+A^^)lm, (22.3)
где t
=
120—^—, п - частота вращения шпинделя; р - число роликов в сепара-
r\Snp
торе;
iS- подача заготовки;
Г|
- КПД привода.
При расчете размеров обоймы следует учитывать напряжения, возникающие
при запрессовке обоймы в станину и ее деформировании бойками.
476
г л ава 22. Ротационно-ковочные
и
радиально-обэюимные машины
Диаметр роликов
d^^^
обоймы определяют с учетом смятия ролика и обоймы
(задача Герца), а также ролика и ползуна при приложении равнодействующей
силы Р от давления со стороны заготовки:
(22.4)
^0,418^^^2 ^к.п
(22.5)
где Gj^i,
(5^2
~ контактные напряжения между обоймой и роликом, а также пол-
зуном и роликом соответственно;
1^^^
- длина ролика; Е^, Е2 - приведенный
модуль упругости ролика и обоймы, а также по луна и ролика соответственно;
Jg„ - внутренний диаметр обоймы; г^^ - радиус закругления контактной по-
верхности ползуна.
За диаметр роликов принимают наибольший, полученный при расчете по
формулам (22.4) и (22.5).
22.3.
Радиально-обжимные машины
При небольшом перепаде размеров в поперечных сечениях поковки целесо-
образно осуществлять штамповку не набором и высадкой, а обжимом в ради-
альном направлении, моделируя процесс протяжки в вырезных бойках на
молоте или гидропрессе. В этом случае заготовка должна совершать два движе-
ния: поступательное в направлении подачи под бойки и вращательное в процес-
се обжима по одному сечению. Рабочий инструмент - бойки - совершает воз-
вратно-поступательное движение в направлении поковки. На молоте или
гидропрессе нет жесткой связи между двигателем и рабочим инструментом, по-
этому обжим может осуществляться последовательно на заданный перепад раз-
меров в любом сечении.
В кривошипной машине обычной конструкции при заданной настройке ме-
ханизма обжим всегда соответствует крайнему положению исполнительного
органа. Для того чтобы получить регулируемую величину обжима в процессе
обработки, необходимо изменять это положение, например, за счет изменения
положения оси вращения ведущего вала. Другим условием является необходи-
мая точность поковки при строгой круговой форме ее сечений, что может быть
достигнуто одновременным обжатием в нескольких местах по данному сечению
при помощи встройки в машину не одного, а нескольких (двух, трех и более) ис-
полнительных механизмов обычного кривошипно-ползунного типа с неподвиж-
ными направляющими ползуна или в виде кривошипно-шатунного механизма
477
Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
бесползунного типа. В последнем случае шатун имеет качающиеся направляю-
щие и инструмент крепится непосредственно к нему.
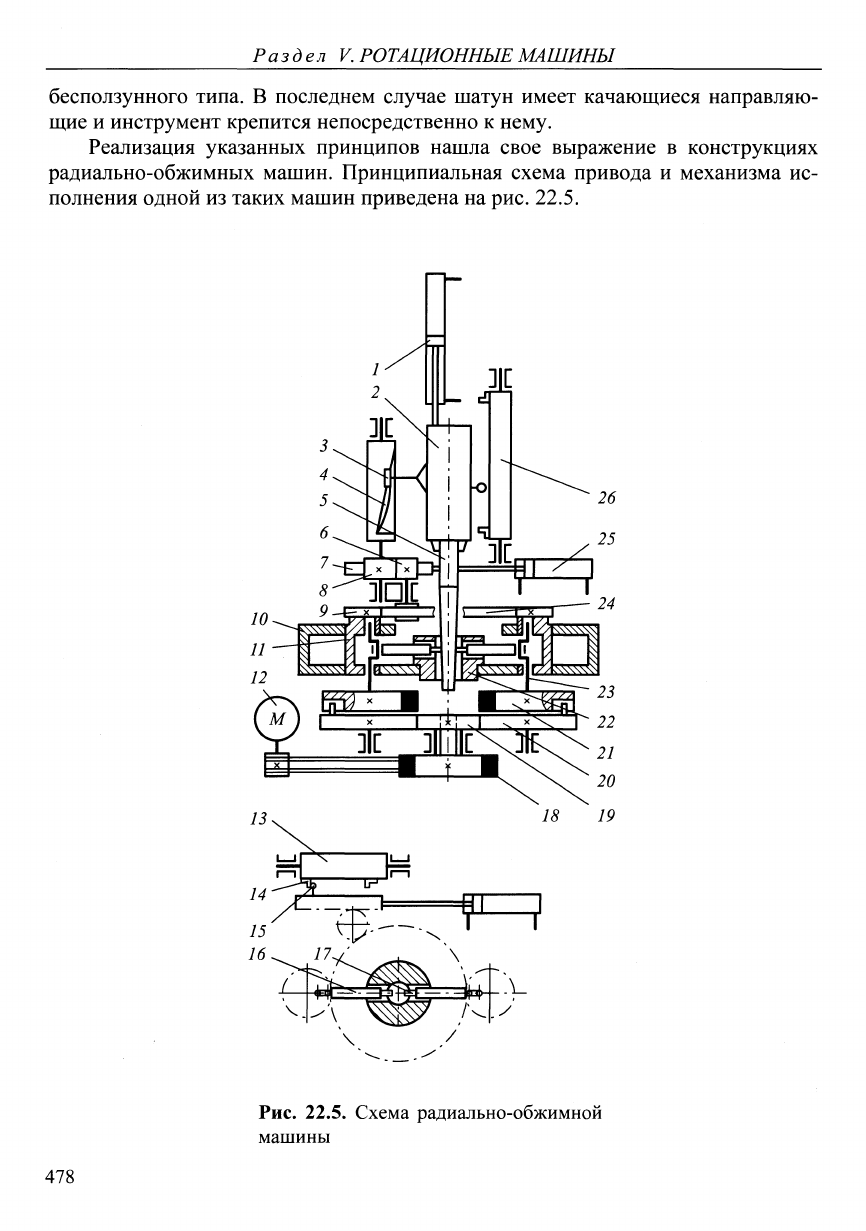
Реализация указанных принципов нашла свое выражение в конструкциях
радиально-обжимных машин. Принципиальная схема привода и механизма ис-
полнения одной из таких машин приведена на рис. 22.5.
Рис. 22.5. Схема радиально-обжимной
машины
478
г л ава 22. Ротационно-ковочные
и
радиально-обэюимные машины
От электродвигателя 12 через клиноременную передачу и маховик 18 вра-
щение подается на ведущую шестерню 19 с последующей раздачей на отдель-
ные исполнительные механизмы. На маховик 21 ведущего эксцентрикового
вала 23 движущий момент подается через шип шестерни 20. Сам вал с некото-
рым эксцентриситетом посажен в картерную обойму 77, проворачивающуюся
относительно корпуса станины 10. Шатун 16 с бойком 17 перемещается в по-
воротной направляющей втулке 22. Изменение величины обжима при дефор-
мации поковки происходит так. Рейка 7, связанная со штоком гидроцилиндра 25,
может вращать зубчатый валик б, центральное зубчатое колесо 24 и сцепляю-
щуюся с ним шестерню 9 картерной обоймы. Однако перемещение рейки бло-
кируется при ковке конических поковок 5 копиром 4, профиль которого
упирается в ролик 3, закрепленный на кронштейне зажимной головки 2. Толь-
ко при движении головки вверх вал копира может повернуться: его движение
через шестерню 8 передается картеру и тем самым обеспечивается требуемое
смещение оси эксцентрикового вала. Если это смещение происходит в направ-
лении поковки, величина обжима возрастает, при обратном смещении -
уменьшается.
При ковке цилиндрических ступенчатых валов управление машиной осу-
ществляется при помощи распределительного барабана 73. В этом случае бойки
сближаются до тех пор, пока ролик 15 рейки не коснется упора 74 и, смещая ба-
рабан, не изменит положение гидроклапана, сбрасывающего давление жидкости
в цилиндре 25. После этого бойки немедленно разводятся (копир снят!) и обжим
заканчивается. Поворотом барабана в рабочую позицию устанавливают новые
упоры, обеспечивающие ковку на другой размер сечения.
Возвратно-поступательное движение поковки вдоль линии подачи осущест-
вляется при помощи гидроцилиндра 7, к штоку которого прикреплен корпус за-
жимной головки. Жидкость в гидроцилиндр подается распределительным бара-
баном 26, упоры которого ограничивают ход ролика зажимной головки. При
этом длина участков поковки будет соответствовать времени движения штока
цилиндра и всей головки при работающих бойках.
Захват и вращение заготовки производятся при помощи зажимной головки,
в корпусе которой на шпинделе укреплены сменные губки. Вращение шпинделя
и, следовательно, губок с зажатой заготовкой осуществляется через червячную
пару от фланцевого электродвигателя, укрепленного на корпусе головки.
В схеме радиально-обжимной машины (см. рис. 22.5) перемещение заготов-
ки происходит по вертикали, поэтому машину классифицируют как вертикаль-
ного типа, хотя исполнительные механизмы у нее располагаются в гори-
зонтальной плоскости. Они предназначены для обработки коротких деталей и их
применяют в условиях массового и серийного производства. Машины горизон-
тального типа чаще всего специализированы для обработки длинных заготовок,
например труб или прутков. Они также применяются в инструментальном
479