Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

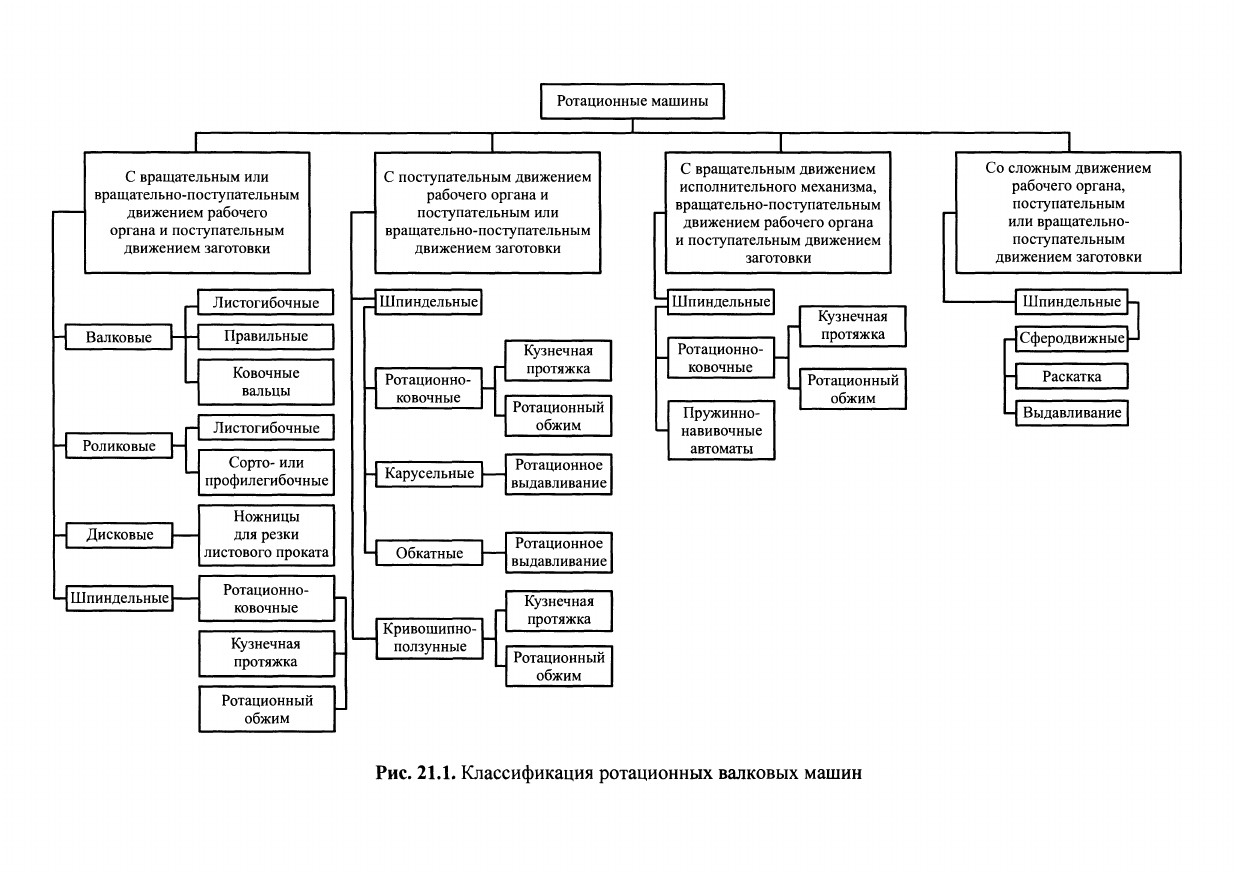
Ротационные машины
I
Н Валковые
С вращательным или
вращательно-поступательным
движением рабочего
органа и поступательным
движением заготовки
_J Листогибочные
Правильные
Ковочные
вальцы
Н Роликовые Н
Н Листогибочные
Сорто- или
профилегибочные
Дисковые
Ножницы
для резки
листового проката
Шпиндельные
Ротационно-
ковочные
Кузнечная
протяжка
Ротационный
обжим
С поступательным движением
рабочего органа и
поступательным или
вращательно-поступательным
движением заготовки
Tj Шпиндельные
Ротационно-
ковочные
Кузнечная
протяжка
Ротационный
обжим
Карусельные
Ротационное
выдавливание
Обкатные
Ротационное
выдавливание
Кривошипно-
ползунные
Кузнечная
протяжка
Ротационный
обжим
zd Шпиндельные
С вращательным движением
исполнительного механизма,
вращательно-поступательным
движением рабочего органа
и поступательным движением
заготовки
Со сложным движением
рабочего органа,
поступательным
или вращательно-
поступательным
движением заготовки
Ротационно-
ковочные
Кузнечная
протяжка
Шпиндельные
Пружинно-
навивочные
автоматы
Ротационный
обжим
(Н Сферодвижные
а
Н Раскатка
Ч Выдавливание
Рис.
21.1.
Классификация ротационных валковых машин
Глава 21.
Типовые конструкции
и
элементы
расчета
ротационных валковых машин
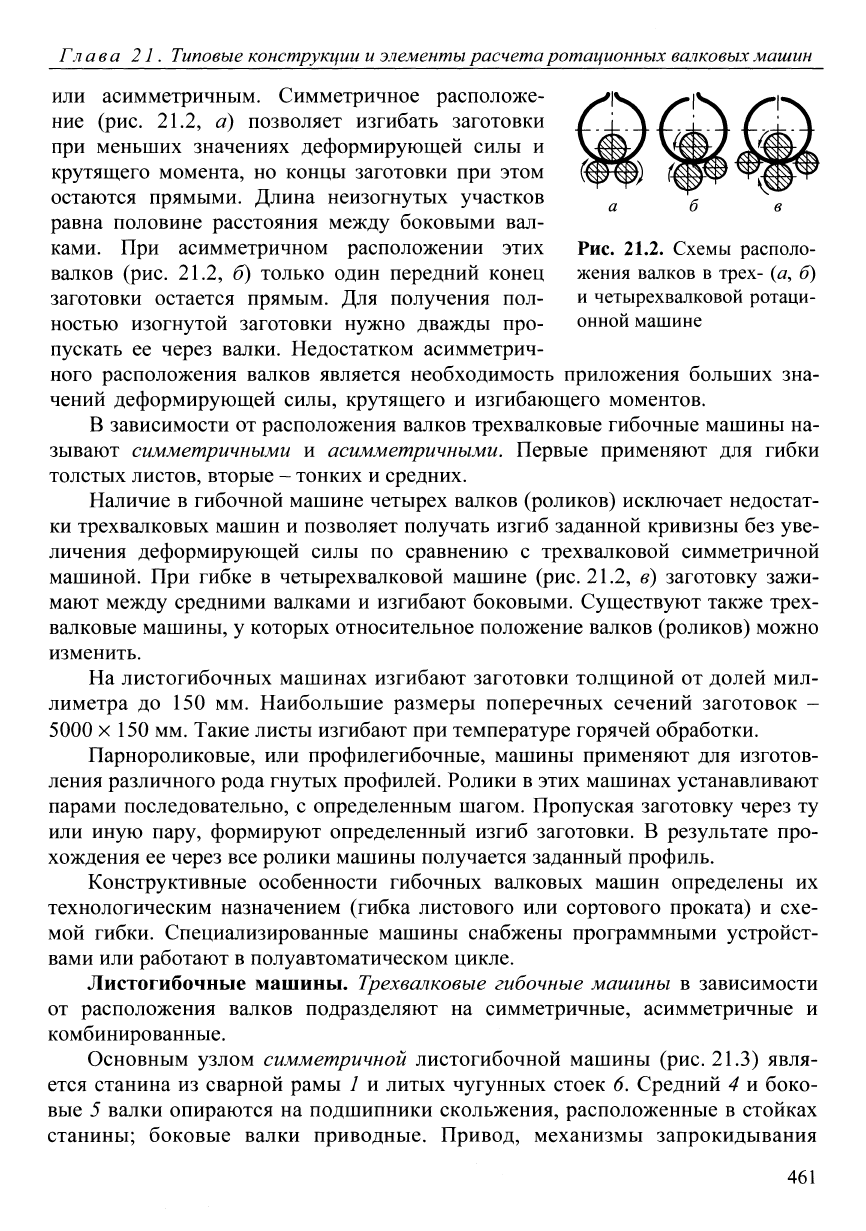
Рис. 21.2. Схемы располо-
жения валков в трех-
(а^
6)
и четырехвалковой ротаци-
онной машине
или асимметричным. Симметричное расположе-
ние (рис. 21.2, а) позволяет изгибать заготовки
при меньших значениях деформирующей силы и
крутящего момента, но концы заготовки при этом
остаются прямыми. Длина неизогнутых участков
равна половине расстояния между боковыми вал-
ками. При асимметричном расположении этих
валков (рис. 21.2, б) только один передний конец
заготовки остается прямым. Для получения пол-
ностью изогнутой заготовки нужно дважды про-
пускать ее через валки. Недостатком асимметрич-
ного расположения валков является необходимость приложения больших зна-
чений деформирующей силы, крутящего и изгибающего моментов.
В зависимости от расположения валков трехвалковые гибочные машины на-
зывают симметричными и асимметричными. Первые применяют для гибки
толстых листов, вторые - тонких и средних.
Наличие в гибочной машине четырех валков (роликов) исключает недостат-
ки трехвалковых машин и позволяет получать изгиб заданной кривизны без уве-
личения деформирующей силы по сравнению с трехвалковой симметричной
машиной. При гибке в четырехвалковой машине (рис. 21.2, в) заготовку зажи-
мают между средними валками и изгибают боковыми. Существуют также трех-
валковые машины, у которых относительное положение валков (роликов) можно
изменить.
На листогибочных машинах изгибают заготовки толщиной от долей мил-
лиметра до 150 мм. Наибольшие размеры поперечных сечений заготовок -
5000
X
150 мм. Такие листы изгибают при температуре горячей обработки.
Парнороликовые, или профилегибочные, машины применяют для изготов-
ления различного рода гнутых профилей. Ролики в этих машинах устанавливают
парами последовательно, с определенным шагом. Пропуская заготовку через ту
или иную пару, формируют определенный изгиб заготовки. В результате про-
хождения ее через все ролики машины получается заданный профиль.
Конструктивные особенности гибочных валковых машин определены их
технологическим назначением (гибка листового или сортового проката) и схе-
мой гибки. Специализированные машины снабжены программными устройст-
вами или работают в полуавтоматическом цикле.
Листогибочные машины. Трехвалковые гибочные машины в зависимости
от расположения валков подразделяют на симметричные, асимметричные и
комбинированные.
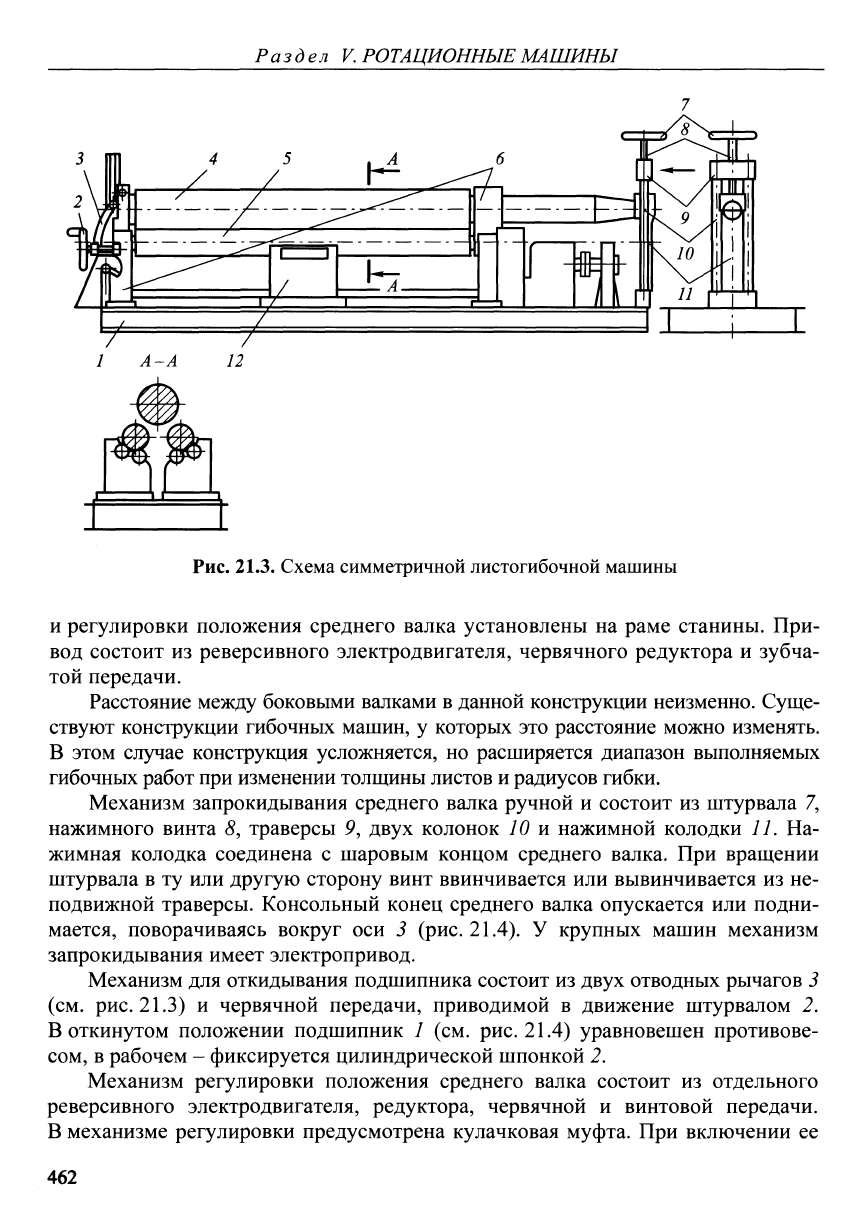
Основным узлом симметричной листогибочной машины (рис. 21.3) явля-
ется станина из сварной рамы 1 и литых чугунных стоек 6. Средний 4 и боко-
вые 5 валки опираются на подшипники скольжения, расположенные в стойках
станины; боковые валки приводные. Привод, механизмы запрокидывания
461
Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Рис. 21.3. Схема симметричной листогибочной машины
и регулировки положения среднего валка установлены на раме станины. При-
вод состоит из реверсивного электродвигателя, червячного редуктора и зубча-
той передачи.
Расстояние между боковыми валками в данной конструкции неизменно. Суш,е-
ствуют конструкции гибочных машин, у которых это расстояние можно изменять.
В этом случае конструкция усложняется, но расширяется диапазон выполняемых
гибочных работ при изменении толщины листов и радиусов гибки.
Механизм запрокидывания среднего валка ручной и состоит из штурвала 7,
нажимного винта S, траверсы 9, двух колонок 70 и нажимной колодки 11. На-
жимная колодка соединена с шаровым концом среднего валка. При вращении
штурвала в ту или другую сторону винт ввинчивается или вывинчивается из не-
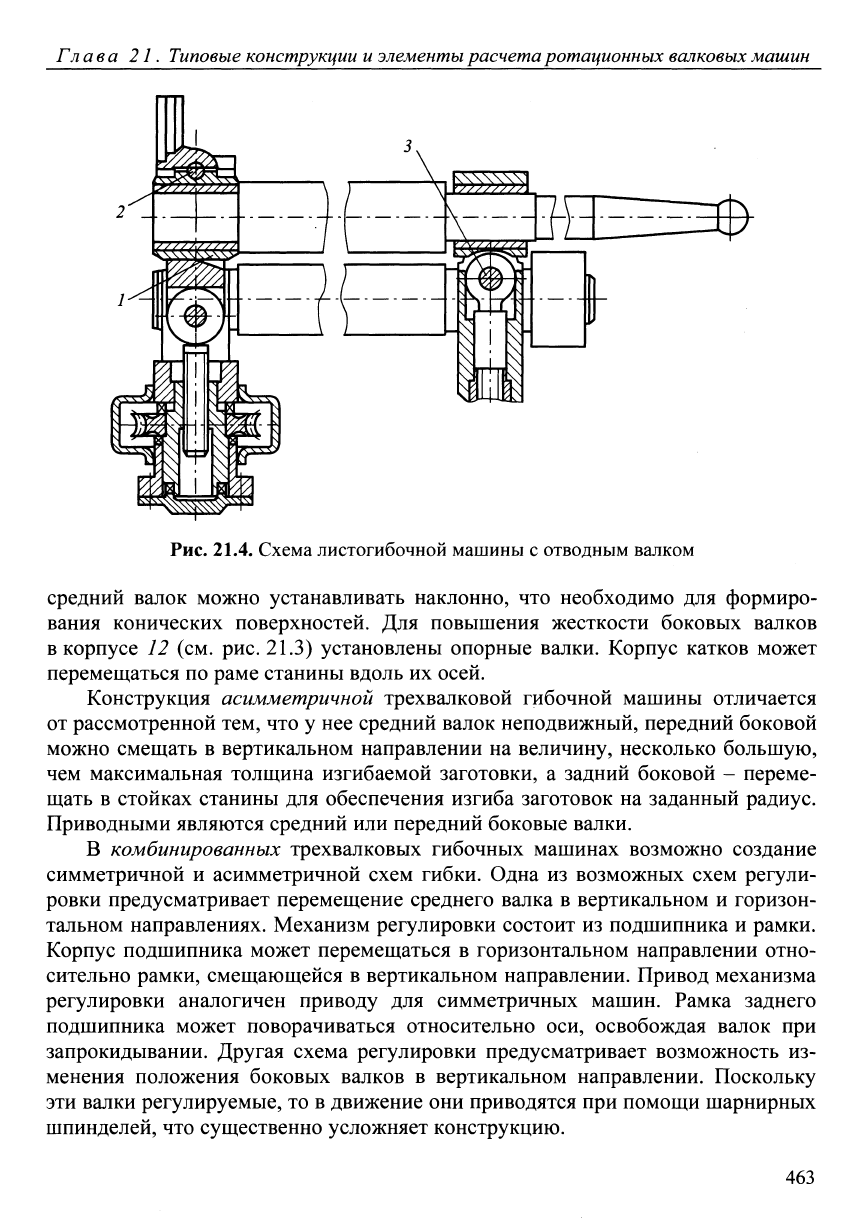
подвижной траверсы. Консольный конец среднего валка опускается или подни-
мается, поворачиваясь вокруг оси 3 (рис. 21.4). У крупных машин механизм
запрокидывания имеет электропривод.
Механизм для откидывания подшипника состоит из двух отводных рычагов 3
(см.
рис. 21.3) и червячной передачи, приводимой в движение штурвалом 2.
В откинутом положении подшипник 1 (см. рис. 21.4) уравновешен противове-
сом, в рабочем - фиксируется цилиндрической шпонкой 2.
Механизм регулировки положения среднего валка состоит из отдельного
реверсивного электродвигателя, редуктора, червячной и винтовой передачи.
В механизме регулировки предусмотрена кулачковая муфта. При включении ее
462
г л ава 21. Типовые конструкции и элементы расчета ротационных валковых машин
Рис.
21.4. Схема листогибочной машины с отводным валком
средний валок можно устанавливать наклонно, что необходимо для формиро-
вания конических поверхностей. Для повышения жесткости боковых валков
в корпусе 12 (см. рис. 21.3) установлены опорные валки. Корпус катков может
перемещаться по раме станины вдоль их осей.
Конструкция асимметричной трехвалковой гибочной машины отличается
от рассмотренной тем, что у нее средний валок неподвижный, передний боковой
можно смещать в вертикальном направлении на величину, несколько большую,
чем максимальная толщина изгибаемой заготовки, а задний боковой - переме-
щать в стойках станины для обеспечения изгиба заготовок на заданный радиус.
Приводными являются средний или передний боковые валки.
В комбинированных трехвалковых гибочных машинах возможно создание
симметричной и асимметричной схем гибки. Одна из возможных схем регули-
ровки предусматривает перемещение среднего валка в вертикальном и горизон-
тальном направлениях. Механизм регулировки состоит из подшипника и рамки.
Корпус подшипника может перемещаться в горизонтальном направлении отно-
сительно рамки, смещающейся в вертикальном направлении. Привод механизма
регулировки аналогичен приводу для симметричных машин. Рамка заднего
подшипника может поворачиваться относительно оси, освобождая валок при
запрокидывании. Другая схема регулировки предусматривает возможность из-
менения положения боковых валков в вертикальном направлении. Поскольку
эти валки регулируемые, то в движение они приводятся при помощи шарнирных
шпинделей, что существенно усложняет конструкцию.
463
Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Четырехвалковые гибочные машины имеют добавочный средний нижний
валок, снабженный пружинным предохранителем. Механизмы регулировки по-
ложения валков в этих машинах аналогичны рассмотренным выше. Приводным
является средний верхний, а в некоторых случаях оба средних валка. Некоторые
конструкции четырехвалковых гибочных машин имеют гидропривод для вспо-
могательных механизмов.
Сорто- и профилегибочные машины. По принципу действия они подобны
листогибочным, но отличаются консольным расположением роликов. Оси роли-
ков горизонтальны или вертикальны (существуют конструкции с наклонным
расположением роликов). Механизмы регулировки имеют ручной или электри-
ческий привод. В конструкции роликовой машины, разработанной в Централь-
ном бюро кузнечного машиностроения, боковые ролики приводные, средний -
регулируемый.
Сортогибочные машины могут иметь асимметричное расположение роли-
ков,
а в некоторых случаях их изготовляют с четырьмя роликами.
Профилегибочные (парнороликовые) машины. Они предназначены для
изготовления разнообразных профилей и труб из листового проката. Число пар
роликов зависит от сложности формируемого профиля (в существующих про-
филегибочных машинах оно не превышает 20). Ролики располагают в последо-
вательности формирования профиля. Профилегибочная машина состоит из стани-
ны,
на которой установлены головки с роликами. Головки могут быть открытого
или закрытого типа. Недостаток головок открытого типа - большая металлоем-
кость при равной жесткости, преимущество - удобство обслуживания. В связи
с этим машины с головками открытого типа применяют при меньших номи-
нальных усилиях, а закрытого - при больших.
Расстояние между верхними и нижними роликами регулируют перемещени-
ем верхних. Описание механизма регулировки аналогично приведенному выше
для гибочных машин.
Ролики приводятся в движение от электродвигателя через червячно-шесте-
ренную передачу и общий вал. Частота вращения роликов определяется скоро-
стью подачи заготовки, которая не превышает 25 м/мин. Листовой прокат для
гибки поставляют в рулонах, поэтому в профилегибочных машинах применяют-
ся ножницы для разрезания изготовленных профилей на заданную длину.
21.3.
Правильные машины
Правку проката можно проводить на прави льных машинах при наличии
не менее пяти валков (роликов), расположенных в два параллельных или не-
параллельных ряда. При параллельном расположении валков (рис. 21.5, а)
правка возможна, если последний из них имеет индивидуальную регули-
ровку.
464
г л ава 21. Типовые конструкции и элементы расчета ротационных валковых машин
^ГФ,Ф,Ф,Ф|Ф|Ф,^ ФГФ|Ф|Ф|Ф|Ф|Ф#^
v^
Ш'ф'фЖф'ф'
V^
.ф'ф'ф'ф'сЬ'ф Ф
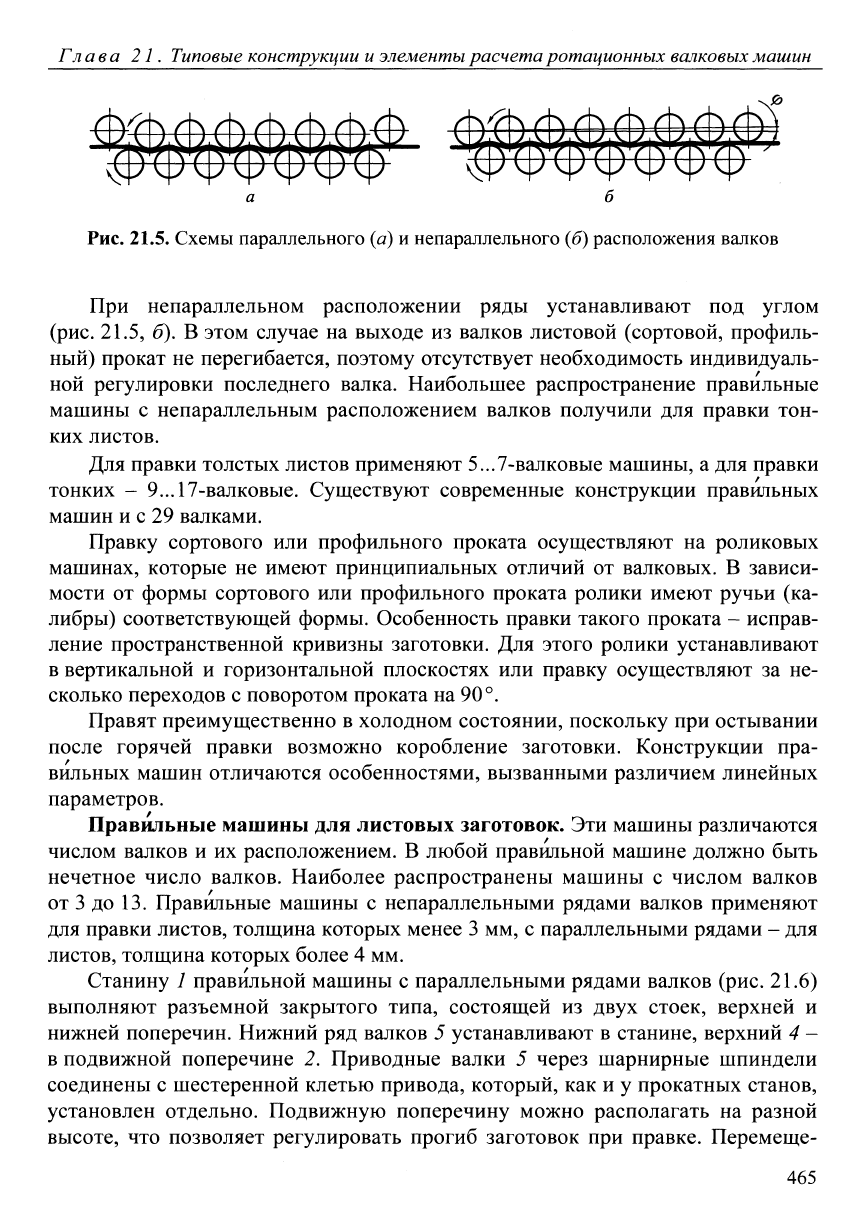
Рис. 21.5. Схемы параллельного
{а)
и непараллельного (б) расположения валков
При непараллельном расположении ряды устанавливают под углом
(рис.
21.5, б). В этом случае на выходе из валков листовой (сортовой, профиль-
ный) прокат не перегибается, поэтому отсутствует необходимость индивидуаль-
ной регулировки последнего валка. Наибольшее распространение правильные
машины с непараллельным расположением валков получили для правки тон-
ких листов.
Для правки толстых листов применяют 5...7-валковые машины, а для правки
тонких - 9...17-валковые. Существуют современные конструкции правильных
машин и с 29 валками.
Правку сортового или профильного проката осуществляют на роликовых
машинах, которые не имеют принципиальных отличий от валковых. В зависи-
мости от формы сортового или профильного проката ролики имеют ручьи (ка-
либры) соответствующей формы. Особенность правки такого проката - исправ-
ление пространственной кривизны заготовки. Для этого ролики устанавливают
в вертикальной и горизонтальной плоскостях или правку осуществляют за не-
сколько переходов с поворотом проката на 90°.
Правят преимущественно в холодном состоянии, поскольку при остывании
после горячей правки возможно коробление заготовки. Конструкции пра-
вильных машин отличаются особенностями, вызванными различием линейных
параметров.
Правильные машины для листовых заготовок. Эти машины различаются
числом валков и их расположением. В любой правильной машине должно быть
нечетное число валков. Наиболее распространены машины с числом валков
от 3 до 13. Правильные машины с непараллельными рядами валков применяют
для правки листов, толщина которых менее 3 мм, с параллельными рядами - для
листов, толщина которых более 4 мм.
Станину 1 правильной машины с параллельными рядами валков (рис. 21.6)
выполняют разъемной закрытого типа, состоящей из двух стоек, верхней и
нижней поперечин. Нижний ряд валков 5 устанавливают в станине, верхний 4 -
в подвижной поперечине 2. Приводные валки 5 через шарнирные шпиндели
соединены с шестеренной клетью привода, который, как и у прокатных станов,
установлен отдельно. Подвижную поперечину можно располагать на разной
высоте, что позволяет регулировать прогиб заготовок при правке. Перемеще-
465

Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Вид А
Рис. 21.6. Схема правильной машины с параллельным расположением
валков
ние подвижной поперечины осуществляется от самостоятельного привода, ус-
тановленного на верхней поперечине и состоящего из электродвигателя, чер-
вячного редуктора 3 и винта с гайкой. Для малых правильных машин этот
привод ручной.
Диаметр валков определяют по требованиям технологии, поэтому их
жесткость в большинстве случаев недостаточна. Для ее увеличения в конст-
рукции предусмотрены опорные ролики, устанавливаемые в один или не-
сколько рядов.
Подшипники правильных валков и опорных роликов глухие с бронзо-
выми вкладышами. Входной и выходной валки неприводные. В машинах с
непараллельными рядами для регулировки межосевого расстояния по высоте
и наклона верхнего ряда валков предусмотрены соответствующие механиз-
мы.
В этих машинах расстояние между валками больше, поэтому сильно
искривленные листы ввести трудно. Для обеспечения надежного введения
листа в конструкции предусмотрены подающие парные валки, установлен-
ные на кронштейне. Верхний валок имеет компенсирующее устройство
пружинного или пневматического типа. Привод подающих валков осуществ-
ляется через цепную передачу или шарнирные шпиндели. Другие элементы
466
Глава 21.
Типовые конструкции
и
элементы
расчета
ротационных валковых машин
конструкции правильных машин с непараллельными рядами валков анало-
гичны рассмотренным выше.
В некоторых случаях правильные машины используют для «дрессировки»
листового проката, в результате чего характеристики пластичности листовых
заготовок улучшаются. С этой целью в машине предусмотрен гибочный валок,
вертикальное перемещение которого значительно больше, чем у других,
и осуществляется специальным рычажным механизмом.
Правильные машины для сортового и профильного проката. В прин-
ципе эти машины не отличаются от листоправильных. Однако их конструкция
имеет некоторые отличия, вызванные особенностями технологии и размерны-
ми параметрами. Сортовой прокат в отличие от листового может быть искрив-
лен в двух взаимно перпендикулярных направлениях. Следовательно, править
его нужно в вертикальной и горизонтальной плоскостях. Если ролики пра-
вильной машины расположены только горизонтально, то правку осуществляют
в результате двух пропусков заготовки через машину с промежуточным пово-
ротом заготовки на 90^. Если же правильная машина имеет ролики в горизон-
тальном и вертикальном направлениях, то правку осуществляют за один
пропуск. Ввиду различной конфигурации формы поперечного сечения и раз-
меров сортового и профильного проката ролики правильной машины имеют
соответствующую калибровку. Часто ролики содержат несколько калибровочных
ручьев, позволяющих проводить правку различных форм проката без их переста-
новки и регулировки машины.
Размеры рабочего пространства сортоправильных машин невелики, что по-
зволяет применять станину открытого типа. Это облегчает доступ к рабочему
пространству, упрощает замену роликов. Однако жесткость станины открытого
типа меньше, чем закрытого при одинаковой металлоемкости. Станины откры-
того типа используют для машин малых и иногда средних размеров. Машины
крупных размеров изготовляют только со станинами закрытого типа.
Для упрощения захвата заготовок роликами сортоправгаьные машины снаб-
жены направляющими роликами с вертикальным и горизонтальным расположе-
нием осей. В некоторых конструкциях машин предусмотрена возможность
изменения расстояния между осями роликов, что увеличивает диапазон разме-
ров прутков, которые можно на них править.
21.4.
Дисковые ножницы
Дисковые ножницы используют для резки с малыми усилиями и по криво-
линейному контуру. Однодисковыми ножницами заготовку разрезают между
вращающимся и поступательно движущимся диском и режущей кромкой пря-
мого ножа. Ножницы с двумя дисковыми ножами в зависимости от располо-
жения их осей по отношению к заготовке обладают широкими возможностями.
467
Раздел
V.
РОТАЦИОННЫЕ МАШИНЫ
Наибольшие возможности у дисков с наклонным
расположением осей. Дисковые ножницы предна-
значены для продольной и фигурной резки листо-
вого материала (листа, ленты).
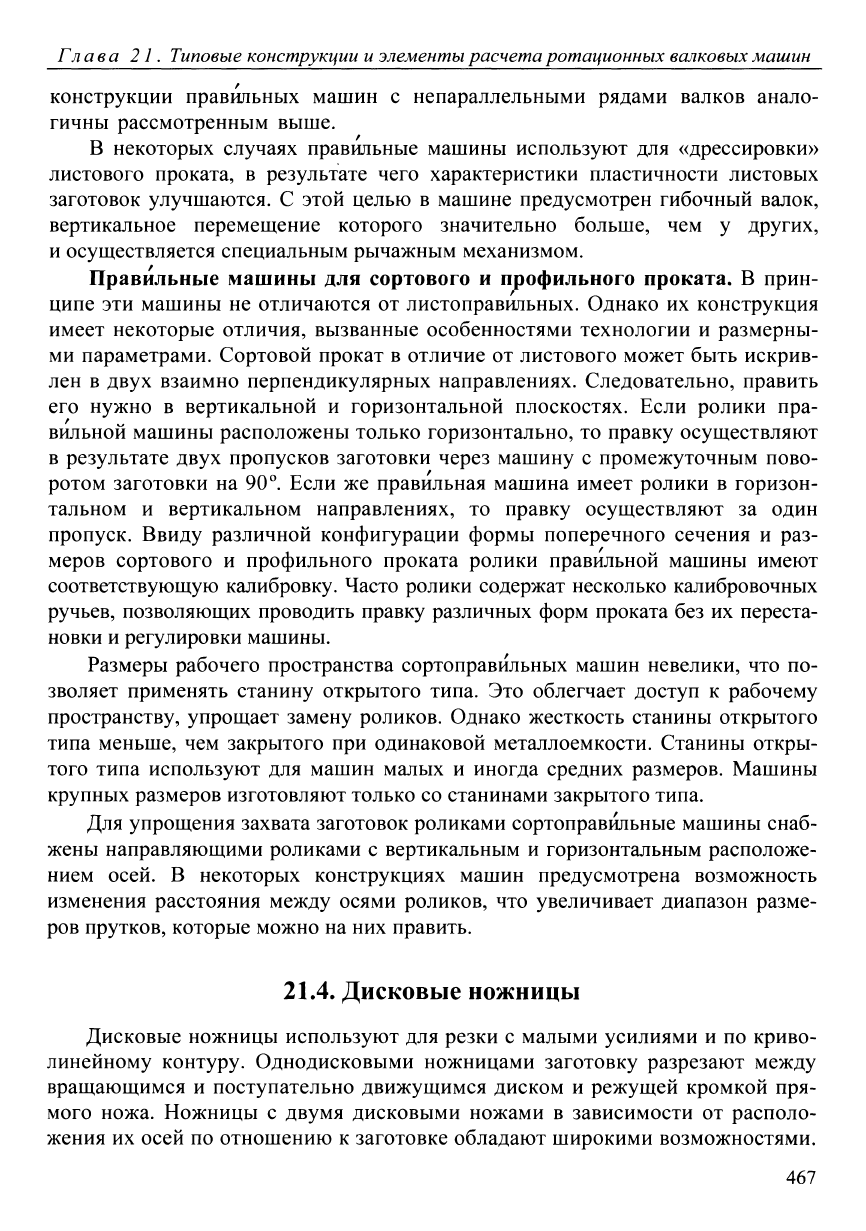
Станина дисковых ножниц двухстоечная от-
крытого типа (рис. 21.7). Ее отливают из серого
чугуна или сваривают из листов стального проката.
Привод состоит из электродвигателя, клиноремен-
ной передачи и редуктора и устанавлен между
стойками станины. Для ножниц с наклонным рас-
положением осей дисков в передаточном механиз-
ме применяют шарнирный шпиндель. Для выбора
зазоров между верхним и нижним дисками при их
износе предусмотрен механизм регулировки (ручной), позволяющий смещать
диски в вертикальном и горизонтальном направлениях.
Рис.
21.7.
Дисковые ножницы
21.5.
Ковочные вальцы
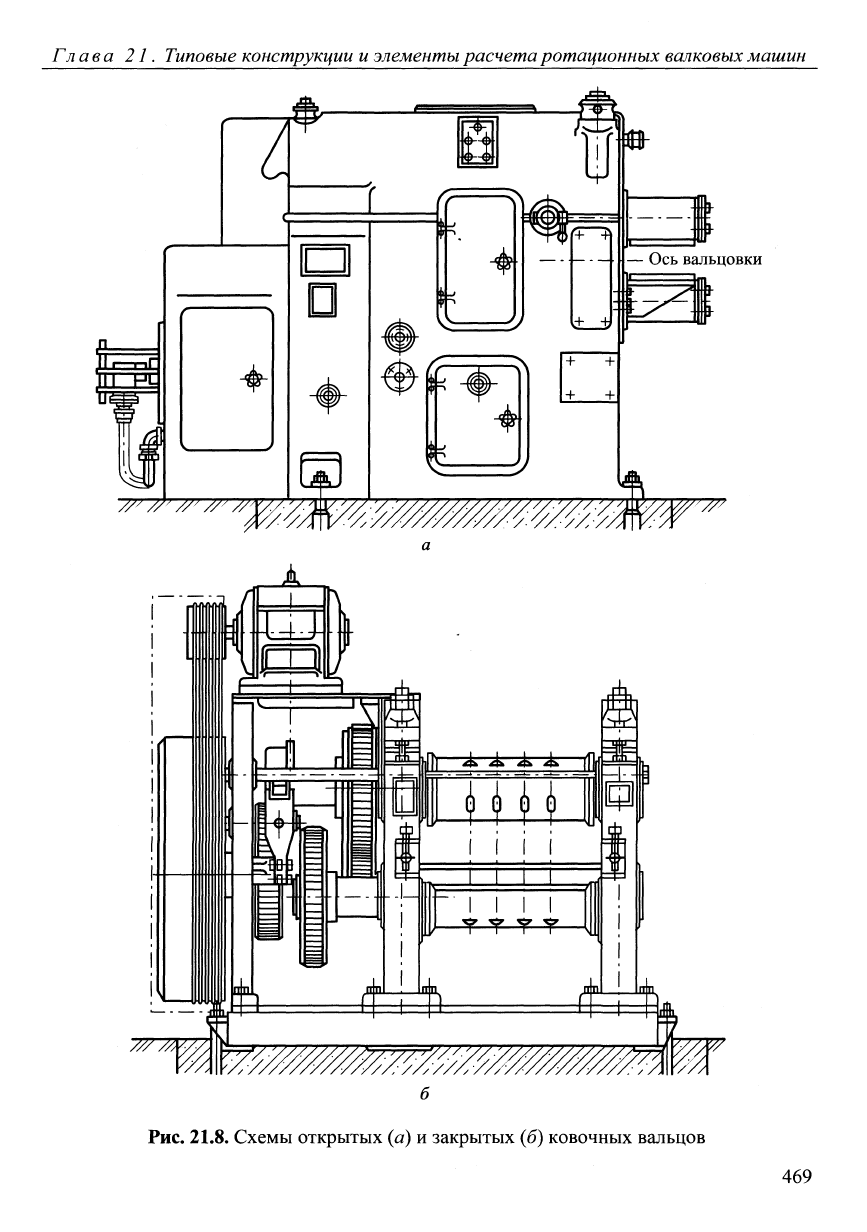
Наибольшее распространение получили консольные открытые (рис. 21.8, а)
и двухопорные закрытые ковочные вальцы (рис. 21.8, б). Комбинированные
вальцы (на одной станине размещены и консольные, и двухопорные вальцы)
пока используют реже. Основные части ковочных вальцов - станина, валки
и привод.
Валки большинства современных конструкций имеют радиальную (изме-
нение межцентрового расстояния), угловую и осевую регулировки, электро-
пневматическую муфту включения, ленточный тормоз и маховик в приводе.
Привод ковочных вальцов включает электродвигатель, клиноременную пере-
дачу, редуктор, зубчатую или шпиндельную передачу. Зубчатая передача
в отличие от шпиндельной не обеспечивает значительной радиальной регули-
ровки валков. При шпиндельной передаче электродвигатель и редуктор раз-
мещены на отдельной раме (аналогично правильным машинам). Подшипники
валков ковочных вальцов устанавливают в рамках, которые могут переме-
щаться в вертикальных пазах стоек станины. В некоторых конструкциях кон-
сольных и двухопорных ковочных вальцов предусматривают подвижный
ползун, который используют как ножницы для отрезки мерной заготовки по-
сле вальцовки или для выполнения штамповочных работ (оттяжки хвостови-
ков напильников и др.).
Консольные ковочные вальцы позволяют устанавливать кольцевые секторы
штампов по диаметру до 500 мм, двухопорные закрытые - по диаметру до 900 мм.
Деформирующая сила при вальцовке на наиболее мощных консольных валь-
цах не должна превышать 400 кП, а на двухопорных вальцах - 2 МП.
468
г л ава 21. Типовые конструкции и элементы расчета ротационных валковых машин
Ось вальцовки
Рис.
21.8. Схемы открытых {а) и закрытых (б) ковочных вальцов
469