Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел IV.
МОЛОТЫ
В процессе движения фундаментный блок подвержен действию силы
инерции
Р^^
= т^х,
сопротивления виброгасителей, пропорционального скорости х перемещения
блока:
P.r
= hx,
а также упругого сопротивления пружин и виброгасителей, пропорционального
их деформации х\
где h - коэффициент гашения.
Таким образом, дифференциальное уравнение движения можно записать
в виде
т^х+ hx
+ СфХ
=0
или в канонической форме
x + 25i + co^x=0, (16.2)
где 6 = h/(2m^) - коэффициент затухания;
со
=Jc^/m^ - круговая частота сво-
бодных колебаний блока.
При начальных условиях: t =
О,
х =
О
и х
=
v^, общее решение уравнения
(16.2) имеет вид
X
= —е~^^ sin kt,
к
где к =л/со^~6^.
Максимальное перемещение фундаментного блока от удара падающих
частей
х_=(0,92...0,86)Уф/сй. (16.3)
Тогда на основании (16.1) и (16.3) масса фундаментного блока
(0,92...0,86)Vom^^ ,
Амплитудная характеристика виброизолированного фундамента не должна
быть слишком большой, иначе раскачка всего молота затруднит его эксплуата-
цию.
Однако она не должна быть и малой, чтобы блок не получился слишком
громоздким или не возникло большого давления на грунт. Считают, что для ко-
вочных молотов с m = 1000...5000 кг х^^^ ^ l98...2,4 мм, а для штамповочных
ст= 1000...25000 кг х^^
=
2,5...5 мм.
390
г л ава 17. Термомеханический расчет паровоздушных молотов
В точных расчетах виброизолированных фундаментов дополнительно про-
веряют виброустойчивость против резонансных явлений, возникающих в связи
с возможным совпадением частот ударов падающих частей и собственно фун-
дамента. Необходимо также установить, не превышает ли полное давление ко-
роба допускаемой прочности грунта.
Глава 17. ТЕРМОМЕХАНИЧЕСКИИ РАСЧЕТ
ПАРОВОЗДУШНЫХ МОЛОТОВ
17.1.
Термомеханическая система
тепловой машины
Для тепловых машин типично взаимное преобразование термической и ме-
ханической энергии, поэтому эти машины можно считать термомеханическими
или системами с двумя степенями свободы.
У большинства тепловых машин, в том числе у паровоздушных и газовых
молотов, термомеханическая система в качестве поверхностей раздела содержит
цилиндр и поршень, а в качестве рабочего тела - находящийся в цилиндре газ
или водяной пар (далее пар). Подвижность поршня определяет механическую
внешнюю степень свободы, а ввод (отвод) газом или паром теплоты (термиче-
ская работа) в систему (из системы) - термическую внешнюю степень свободы.
В этом смысле газ или пар исполняет функции переносчика энергии, поэтому
его часто называют энергоносителем.
Если энергоносителю (газу) придают идеальные свойства: 1) силы взаимо-
действия между молекулами газа отсутствуют, а сами молекулы - это матери-
альные точки, не имеющие геометрического объема и 2) свойства идеального
газа в любой точке термомеханической системы идентичны, то равновесную
систему считают идеальной. Равновесное состояние такой системы описывается
уравнением Клапейрона
pV
=
KRT,
где р - давление газа в системе. Па; V - объем газа, ш \ К - масса газа, кг; R -
газовая постоянная, Дж/(кгК); Т- абсолютная температура, К.
Для единицы массы идеального газа зависимость между давлением р и удель-
ным объемом Гуд = VIК принимает вид
Преобразование энергии в системе, безусловно, подчинено закону сохране-
ния энергии (первый закон термодинамики):
dQ
=
dU
+
ApdV,
(17.1)
391
Раздел IV.
МОЛОТЫ
согласно которому поступившая в систему теплота dQ расходуется на изменение
внутренней энергии dU и совершение механической работы в связи с изменением
объема системы:
ApdVirjxQ
А - тепловой эквивалент механической работы).
В удельных величинах уравнение (17.1) примет вид
dq
=
dU^^
+
ApdV^^.
(17.2)
В общем случае в координатах/? - F произвольный термодинамический про-
цесс можно представить в виде политропы с показателем степени п:
pV""
=
const.
При определенных значениях п это уравнение описывает следующие основ-
ные процессы: изобарный (п
=
0), изохорный (п
=
оо),
изотермический (п = 1).
Процесс без теплообмена с внешней средой (dQ
=
0) совершается по модифици-
рованной политропе, называемой адиабатой, уравнение которой имеет вид
/7F^
= const. (17.3)
Показатель адиабаты к равен отношению удельных теплоемкостей при изо-
барном и изохорном процессах:
к=Ср1су.
Для двухатомных газов и их смесей (воздух) к= 1,4.
Разность указанных теплоемкостей определяет другую термодинамическую
константу:
Cp-Cy = AR.
Сообщение термомеханической системе двух связанных между собой степеней
свободы само по себе не делает процесс преобразования одной энергии в другую
определенным. Например, нельзя без конца подогревать газ в цилиндре, повышая
его давление - рано или поздно поршень выйдет из цилиндра или произойдет по-
ломка. Для того чтобы преобразование энергии продолжалось неопределенно дол-
го,
систему необходимо периодически возвращать в исходное состояние.
Такое повторяющееся состояние термомеханической системы можно осу-
ществить, если подвод и отвод теплоты, вызывающие соответствующие измене-
ния объема газа, производить при различных положениях системы. Графики,
отображающие эти процессы в координатах/7 - Кили T-S, образуют замкнутые
кривые (рис. 17.1). Подобные процессы называют круговыми или циклами.
В зависимости от направления цикла термомеханическую систему можно ис-
пользовать в качестве теплового двигателя либо холодильной машины.
Понятие энтропии S ясно из определения теплоты Q как термической рабо-
ты,
совершенной системой:
dQ
=
TdS,
392
Глава 17. Термомеханический
расчет паровоздушных молотов
Pi
1 а
ii
1 1 1 1 1 1
1
^1
b
S
1\
К
V
' liV
/^^ЮЬУ,С
^^^
о g f
а -^
1
е
dC-
^\
._п<'
тТТ
iO
у \
1 1 1 1
1V*
[у^
\j^
>>^
А
V
ъ
?
с
о
f S
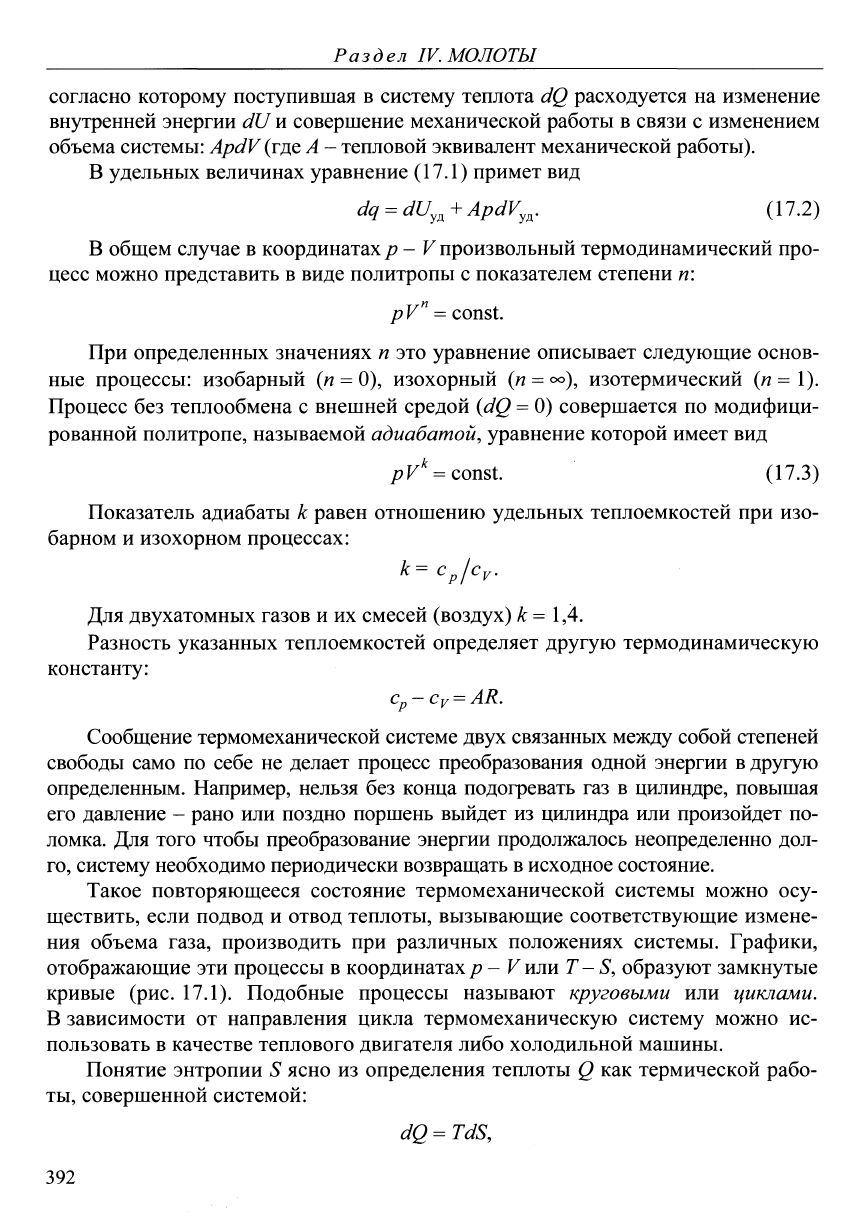
Рис. 17.1. Схемы циклических термомеханичес-
ких процессов:р -
V{a)\
T-S{6)
где Q - в Дж; 5 - в Дж/К. Температура Т здесь - качественный фактор интен-
сивности протекания процесса теплового взаимодействия между системой и сре-
дой (сравните с понятием силы, перемещающей тело в пространстве), а эле-
ментарное изменение энтропии dS является количественной мерой (фактором
экстенсивности) состояния взаимодействующей системы (сравните с длиной
пути, пройденного телом под действием силы).
В тепловом двигателе термомеханическая система совершает прямой цикл
обратимых процессов/? =/(F). Для выполнения этого условия формально необхо-
димо,
чтобы на координатной плоскости линия расширения цикла лежала выше
линии сжатия. В этом случае работа расширения, соответствующая площади
abcfga, превышает работу сжатия edfge (см. рис. 17.1, а), и в целом система со-
вершает положительную работу против сил внешней среды.
В прямом цикле системе сообщается положительная теплота Q (термическая
работа). Она определяется разностью теплоты gj, полученной в процессе воз-
растания энтропии, и Q2, отданной при последующем уменьшении энтропии:
Q
=
Qi- Qi- Значит, должен существовать не только источник (нагреватель),
передающий теплоту рассматриваемой термомеханической системе, но и оп-
ределенная система, воспринимающая неиспользованную в процессе преобра-
зования энергии теплоту (холодильник).
Поскольку в круговом процессе не должно быть приращения внутренней
энергии (все параметры и функции состояния системы в конце цикла равны пер-
воначальным), по закону сохранения энергии теплота Q эквивалентна механи-
ческой работе. Тогда термический КПД цикла
Лх
(17.4)
17.2.
Энергоносители паровоздушных и газовых молотов
Газ.
Отличие реального газа от идеального обусловлено его микрофизичес-
ким строением. Во-первых, между молекулами реального газа существуют силы
393
Раздел IV. МОЛОТЫ
межмолекулярного притяжения, приводящие к возникновению внутреннего дав-
ления и соответствующему повышению полного давления газа при заданном
объеме и температуре. Во-вторых, суммарный объем молекул в газовой системе
вполне реален. Поэтому при сжатии, когда его доля все возрастает, начинают
сказываться силы межмолекулярного отталкивания. Следовательно, для реаль-
ного газа уравнение Клапейрона не выполняется.
Известно много уравнений, достаточно точно описывающих свойства реаль-
ных газов. Наибольшее распространение получило уравнение Ван-дер-Ваальса:
(p
+
<^lK)K-b)=RT,
(17.5)
где
сг/У^^
- коэффициент, учитывающий внутреннее давление; Ъ - коэффици-
ент, учитывающий изменение объема молекул.
Для исследования термически изолированной системы, в которой протекает
адиабатический процесс, очень удобно использовать уравнение (17.3). При этом
следует помнить, что для реального газа показатель адиабаты не является посто-
янной величиной вследствие изменения теплоемкостей газа в зависимости от дав-
ления и температуры. Любой реальный процесс в газовой системе сопровождается
потерями энергии. Так, при конечной разности температур между системой и внеш-
ней средой существует теплообмен, являющийся следствием реальных теплоизо-
лирующих свойств разделяющей поверхности. Помимо этого имеются энергети-
ческие потери на трение и диффузию. В результате термомеханическая система
оказывается неравновесной и без изменений во внешней среде процесс провести
нельзя. В таком случае без затраты внешней работы система не может быть воз-
вращена в начальное состояние и, следовательно, реальные газовые процессы не-
обратимы. Второй закон термодинамики постулирует это правило для идеального
и реального газов. Поэтому неопределенно долгое действие тепловой машины
становится возможным только при работе термомеханической системы по круго-
вому циклу с несовпадающими процессами прямого и возвратного ходов.
В пределах же отдельных участков термомеханической системы всегда мож-
но наблюдать равновесие определенных факторов. Например, при тех размерах
цилиндров тепловых машин, которые используются в натуре, давление в их по-
лостях в каждый данный момент всюду практически одинаково и обусловливает
мгновенное механическое равновесие системы. В пределах требуемой точности
можно принять, что перепад температур по цилиндру также незначителен, исклю-
чая,
быть может, малый объем, непосредственно прилегающий к стенкам.
Водяной пар. Чтобы подчеркнуть специфические условия существования
реального газа в состоянии, близком к насыщению, т. е. к превращению в жид-
кость, его называют паром, чаще всего адресуя это понятие к газообразному со-
стоянию воды.
Насыщенный водяной пар может существовать в виде однофазной системы при
полном испарении воды (сухой пар) или двухфазной, но физически однородной
394
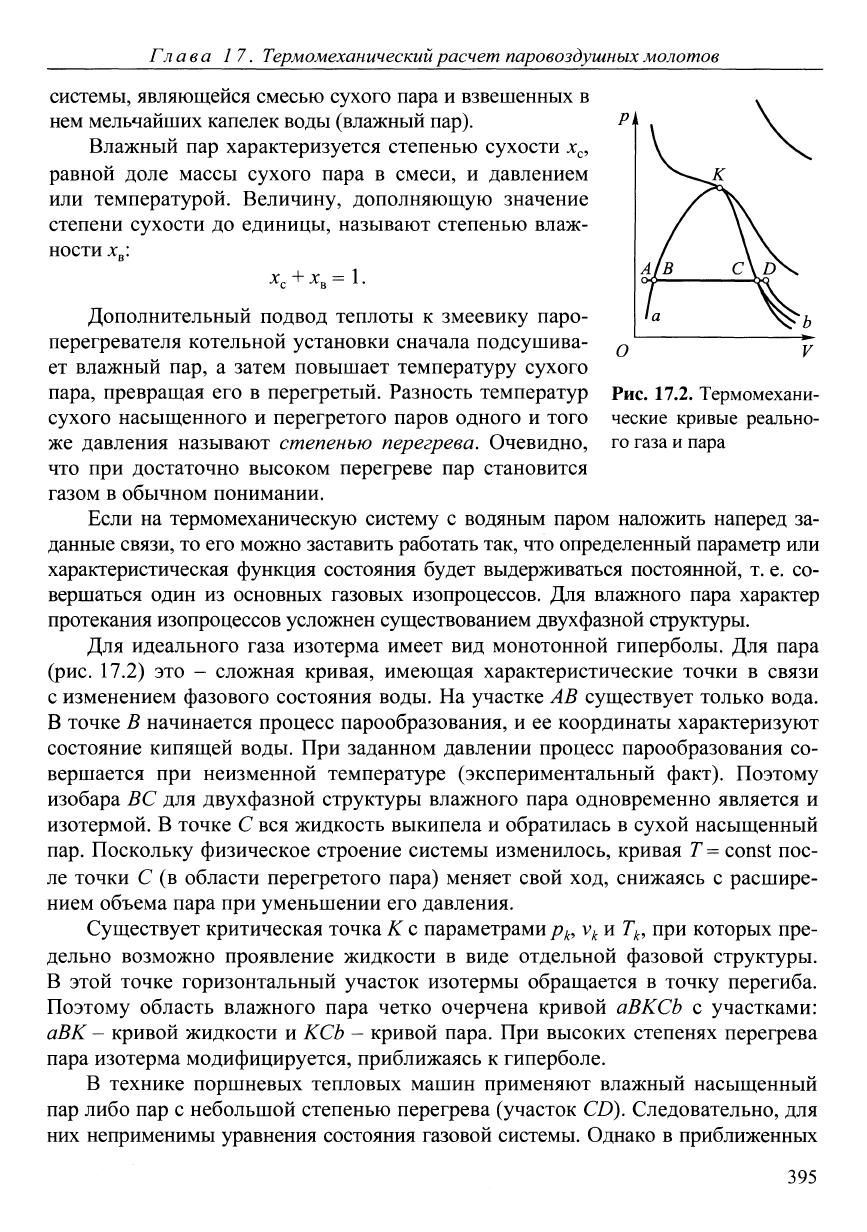
Рис.
17.2. Термомехани-
ческие кривые реально-
го газа и пара
Глава 17. Термомеханический расчет паровоздушных молотов
системы, являющейся смесью сухого пара и взвешенных в
нем мельчайших капелек воды (влажный пар).
Влажный пар характеризуется степенью сухости х^,
равной доле массы сухого пара в смеси, и давлением
или температурой. Величину, дополняющую значение
степени сухости до единицы, называют степенью влаж-
ности
Xgl
Дополнительный подвод теплоты к змеевику паро-
перегревателя котельной установки сначала подсушива-
ет влажный пар, а затем повышает температуру сухого
пара, превращая его в перегретый. Разность температур
сухого насыщенного и перегретого паров одного и того
же давления называют степенью перегрева. Очевидно,
что при достаточно высоком перегреве пар становится
газом в обычном понимании.
Если на термомеханическую систему с водяным паром наложить наперед за-
данные связи, то его можно заставить работать так, что определенный параметр или
характеристическая функция состояния будет выдерживаться постоянной, т. е. со-
вершаться один из основных газовых изопроцессов. Для влажного пара характер
протекания изопроцессов усложнен существованием двухфазной структуры.
Для идеального газа изотерма имеет вид монотонной гиперболы. Для пара
(рис.
17.2) это - сложная кривая, имеющая характеристические точки в связи
с изменением фазового состояния воды. На участке АВ существует только вода.
В точке В начинается процесс парообразования, и ее координаты характеризуют
состояние кипящей воды. При заданном давлении процесс парообразования со-
вершается при неизменной температуре (экспериментальный факт). Поэтому
изобара ВС для двухфазной структуры влажного пара одновременно является и
изотермой. В точке С вся жидкость выкипела и обратилась в сухой насыщенный
пар.
Поскольку физическое строение системы изменилось, кривая Т^ const пос-
ле точки С (в области перегретого пара) меняет свой ход, снижаясь с расшире-
нием объема пара при уменьшении его давления.
Существует критическая точка К с параметрами
р^,
v^
и Г^, при которых пре-
дельно возможно проявление жидкости в виде отдельной фазовой структуры.
В этой точке горизонтальный участок изотермы обращается в точку перегиба.
Поэтому область влажного пара четко очерчена кривой аВКСЬ с участками:
аВК - кривой жидкости и КСЬ - кривой пара. При высоких степенях перегрева
пара изотерма модифицируется, приближаясь к гиперболе.
В технике поршневых тепловых машин применяют влажный насыщенный
пар либо пар с небольшой степенью перегрева (участок CD). Следовательно, для
них неприменимы уравнения состояния газовой системы. Однако в приближенных
395
Раздел IV. МОЛОТЫ
расчетах паровых машин можно пользоваться эмпирической формулой, анало-
гичной уравнению (17.3). Для влажного пара показатель к определяют по фор-
муле Цейнера:
^-1,035 +ОД
х,о,
где х^^о - начальная сухость пара. Для сухого насыщенного пара
А:
=1,135,
для перегретого ^ = 1,3.
Показатель к не связан с основными свойствами пара и, будучи сугубо экс-
периментальным коэффициентом, относится к среднему состоянию пара в тече-
ние исследуемого процесса. Часто идут по пути еще большего упрощения,
полагая для всей области влажного пара к=\. Тогда получают уравнение вида
pV= const.
Это приближенное уравнение адиабатического процесса влажного пара, ко-
торое не имеет никакого отношения к изотермическому расширению-сжатию
последнего.
Изменение параметров газа и пара в потоке. Действующей термомехани-
ческой системе присуща третья внешняя степень свободы - кинетическая, обу-
словленная необходимостью перемещения рабочего тела с конкретной скоростью w
из резервуара с запасом газа или пара (воздушный ресивер, газовый баллон, паро-
сборник) в цилиндр системы. Для обеспечения неразрывности потока при разных
поперечных сечениях резервуара
F^^^,
труб F^yg и цилиндра F^ скорости движения
элементарных объемов газа должны сильно различаться. В правильно подобран-
ном резервуаре это будет очень малая скорость, в цилиндре она должна обеспечи-
вать движение поршня со скоростью v, заданной кинематическими требованиями
к машине, а в трубе, т. е. на входе в цилиндр, быть пропорциональной отношению
площадей:
Как и любая движущаяся масса, рабочее тело обладает кинетической энер-
гией. Увеличение скорости потока означает повышение уровня кинетической
энергии:
dL=AKd(oy2,
что может быть достигнуто за счет расходования энергии другого вида, в дан-
ном случае термической.
Адиабатическое истечение. Этот случай перетекания газа или пара из одно-
го резервуара в другой особенно важен для исследования поршневых тепловых
машин.
Дифференциальное уравнение процесса адиабатического истечения без теп-
лообмена с внешней средой имеет вид
уд
396
d{(x^^l2) =
-Vdp. (17.6)
Глава 17. Термомеханический расчет паровоздушных молотов
Интегрируя уравнение (17.6) при заданных />i, Vj и условии W2»W|,
получаем
, 2^
^-{Pl/Pl)
(к-\)/к
(17.7)
TjiQ
а = k/(k-l); b=
Р2/Р1;
с
=
а ^
Из уравнения (17.7) следует, что изменение скорости потока газа (пара)
должно сопровождаться изменением давления, т. е. истечение газа (пара) в ци-
линдр тепловой машины может начаться только тогда, когда давление на входе
превышает давление в цилиндре.
Обычно считают развившимся истечением такой процесс, когда перепад
давлений составляет около 10%. Этой величиной нельзя пренебречь даже при
грубых технических расчетах. Тогда критическая скорость для газа (воздуха)
W-60 м/с при к= 1,4, а для влажного пара w ~ 80 м/с при
А:
~ 1.
Дросселирование. Если на пути газа или пара встречаются сопротивления
в виде местных сужений, то на их преодоление необходимо затрачивать энер-
гию.
Проявляется это в форме работы адиабатического расширения, сопровож-
дающегося падением давления. Понижение давления при перетекании через
местные сужения без использования освобождающейся при этом кинетической
энергии называют дросселированием (мятием).
В самом сужении возникают струйные завихрения, но уже в непосредствен-
ной близости за ним вихревое движение затухает и скорость потока газа или па-
ра становится такой же, как и до сужения.
Анализ термодинамических диаграмм показывает, что это условие при
Р\>Р2 выполняется, если возрастает энтропия. В результате работоспособность
энергоносителя на входе в цилиндр машины падает. На этом основан метод ка-
чественного регулирования тепловых машин.
17.3.
Циклы молотовых установок
Каждая из полостей рабочего цилиндра паровоздушного молота представляет
собой термомеханическую систему, в которой в качестве рабочего тела (энергоно-
сителя) используется пар либо сжатый атмосферный воздух. Энергоноситель с тре-
буемыми параметрами необходимо генерировать и транспортировать в пределы
термомеханической системы, обеспечив бесперебойное ее действие, а отработав-
ший энергоноситель - удалять. Для выполнения всех этих операций нужна сово-
купность агрегатов, составляющих энергосиловую установку привода паровоздуш-
ного молота. В ее пределах энергоноситель совершает замкнутый цикл.
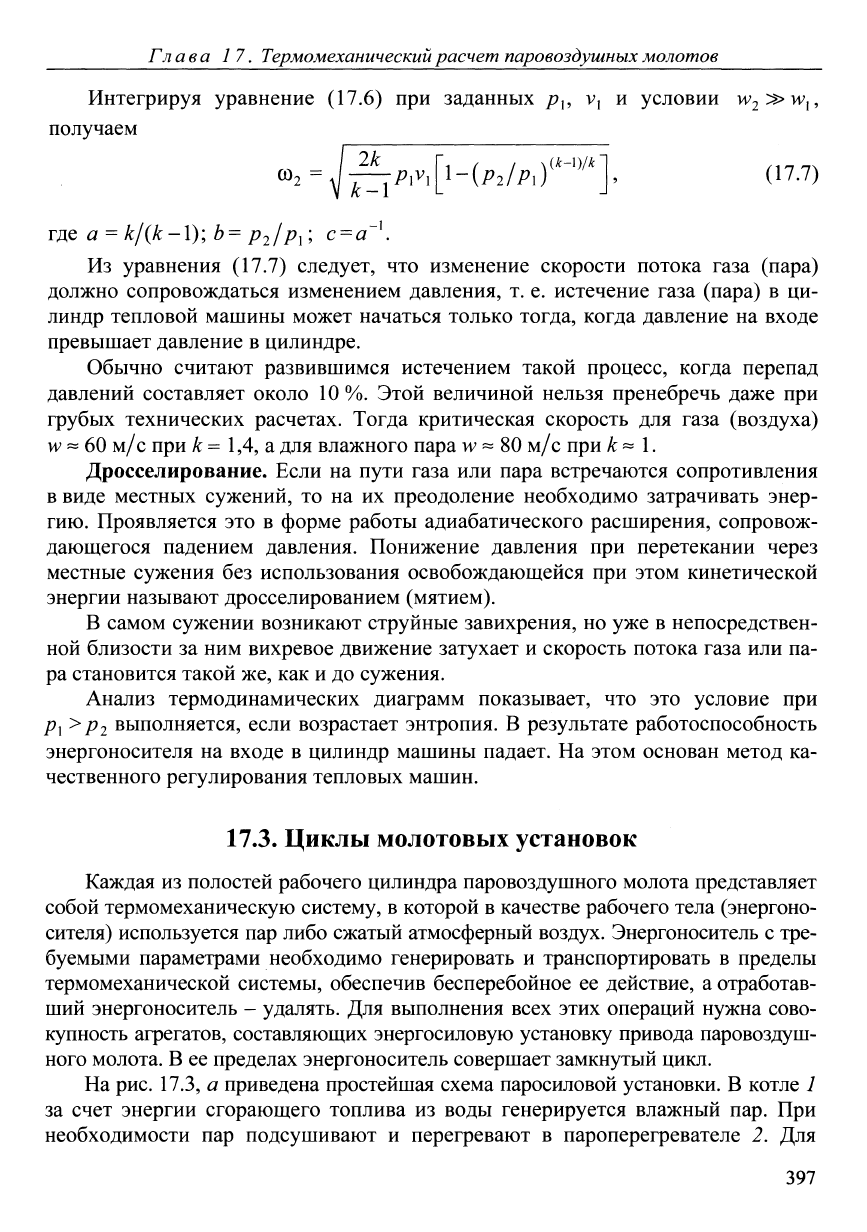
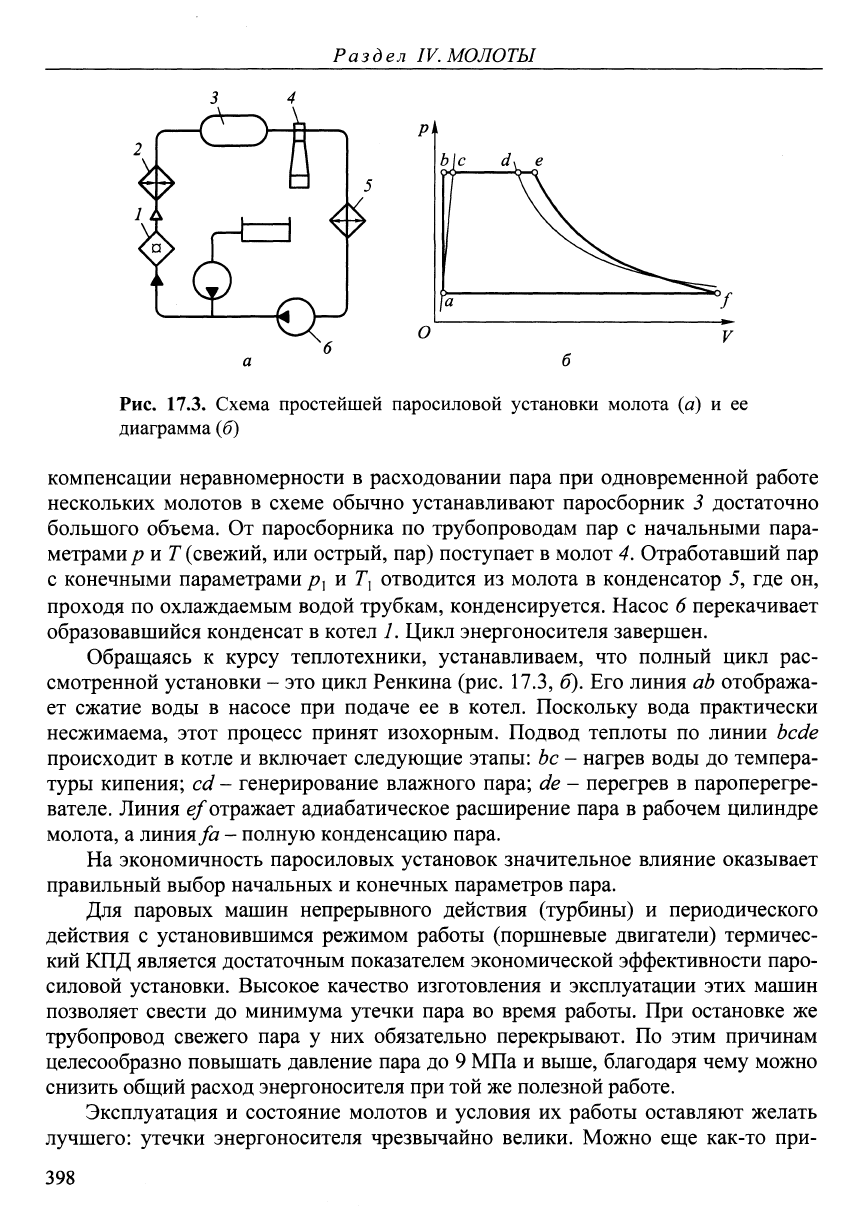
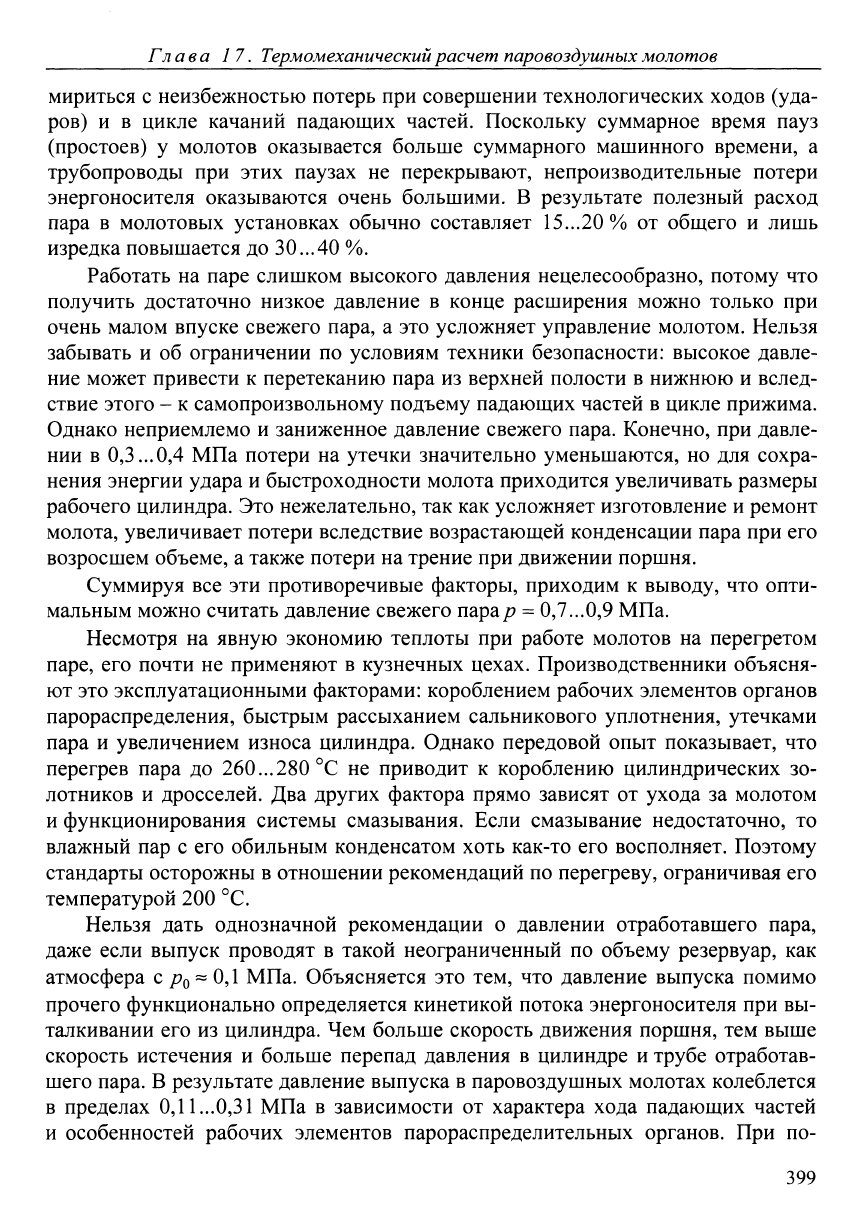
На рис. 17.3, а приведена простейшая схема паросиловой установки. В котле 1
за счет энергии сгорающего топлива из воды генерируется влажный пар. При
необходимости пар подсушивают и перегревают в пароперегревателе 2. Для
397
Раздел IV.
МОЛОТЫ
Pk
b\c d\ e
О
Рис.
17.3. Схема простейшей паросиловой установки молота (а) и ее
диаграмма (б)
компенсации неравномерности в расходовании пара при одновременной работе
нескольких молотов в схеме обычно устанавливают паросборник 3 достаточно
большого объема. От паросборника по трубопроводам пар с начальными пара-
метрами/? и 7 (свежий, или острый, пар) поступает в молот 4, Отработавший пар
с конечными параметрами р^ и
Т^
отводится из молота в конденсатор 5, где он,
проходя по охлаждаемым водой трубкам, конденсируется. Насос 6 перекачивает
образовавшийся конденсат в котел 1. Цикл энергоносителя завершен.
Обращаясь к курсу теплотехники, устанавливаем, что полный цикл рас-
смотренной установки - это цикл Ренкина (рис. 17.3, б). Его линия аЬ отобража-
ет сжатие воды в насосе при подаче ее в котел. Поскольку вода практически
несжимаема, этот процесс принят изохорным. Подвод теплоты по линии bcde
происходит в котле и включает следующие этапы: be - нагрев воды до темпера-
туры кипения; ed - генерирование влажного пара; de - перегрев в пароперегре-
вателе. Линия е/отражает адиабатическое расширение пара в рабочем цилиндре
молота, а яияия fa - полную конденсацию пара.
На экономичность паросиловых установок значительное влияние оказывает
правильный выбор начальных и конечных параметров пара.
Для паровых машин непрерывного действия (турбины) и периодического
действия с установившимся режимом работы (поршневые двигатели) термичес-
кий КПД является достаточным показателем экономической эффективности паро-
силовой установки. Высокое качество изготовления и эксплуатации этих машин
позволяет свести до минимума утечки пара во время работы. При остановке же
трубопровод свежего пара у них обязательно перекрывают. По этим причинам
целесообразно повышать давление пара до 9 МПа и выше, благодаря чему можно
снизить общий расход энергоносителя при той же полезной работе.
Эксплуатация и состояние молотов и условия их работы оставляют желать
лучшего: утечки энергоносителя чрезвычайно велики. Можно еще как-то при-
398
Глава 17. Термомеханический расчет паровоздушных молотов
мириться с неизбежностью потерь при совершении технологических ходов (уда-
ров) и в цикле качаний падающих частей. Поскольку суммарное время пауз
(простоев) у молотов оказывается больше суммарного машинного времени, а
трубопроводы при этих паузах не перекрывают, непроизводительные потери
энергоносителя оказываются очень большими. В результате полезный расход
пара в молотовых установках обычно составляет 15...20% от общего и лишь
изредка повышается до 30...40 %.
Работать на паре слишком высокого давления нецелесообразно, потому что
получить достаточно низкое давление в конце расширения можно только при
очень малом впуске свежего пара, а это усложняет управление молотом. Нельзя
забывать и об ограничении по условиям техники безопасности: высокое давле-
ние может привести к перетеканию пара из верхней полости в нижнюю и вслед-
ствие этого - к самопроизвольному подъему падающих частей в цикле прижима.
Однако неприемлемо и заниженное давление свежего пара. Конечно, при давле-
нии в 0,3...0,4 МПа потери на утечки значительно уменьшаются, но для сохра-
нения энергии удара и быстроходности молота приходится увеличивать размеры
рабочего цилиндра. Это нежелательно, так как усложняет изготовление и ремонт
молота, увеличивает потери вследствие возрастающей конденсации пара при его
возросшем объеме, а также потери на трение при движении поршня.
Суммируя все эти противоречивые факторы, приходим к выводу, что опти-
мальным можно считать давление свежего пара/^ = 0,7...0,9 МПа.
Несмотря на явную экономию теплоты при работе молотов на перегретом
паре,
его почти не применяют в кузнечных цехах. Производственники объясня-
ют это эксплуатационными факторами: короблением рабочих элементов органов
парораспределения, быстрым рассыханием сальникового уплотнения, утечками
пара и увеличением износа цилиндра. Однако передовой опыт показывает, что
перегрев пара до 260...280°С не приводит к короблению цилиндрических зо-
лотников и дросселей. Два других фактора прямо зависят от ухода за молотом
и функционирования системы смазывания. Если смазывание недостаточно, то
влажный пар с его обильным конденсатом хоть как-то его восполняет. Поэтому
стандарты осторожны в отношении рекомендаций по перегреву, ограничивая его
температурой 200 °С.
Нельзя дать однозначной рекомендации о давлении отработавшего пара,
даже если выпуск проводят в такой неограниченный по объему резервуар, как
атмосфера z
р^^0,\
МПа. Объясняется это тем, что давление выпуска помимо
прочего функционально определяется кинетикой потока энергоносителя при вы-
талкивании его из цилиндра. Чем больше скорость движения поршня, тем выше
скорость истечения и больше перепад давления в цилиндре и трубе отработав-
шего пара. В результате давление выпуска в паровоздушных молотах колеблется
в пределах 0,11...0,31 МПа в зависимости от характера хода падающих частей
и особенностей рабочих элементов парораспределительных органов. При по-
399