Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел IV. МОЛОТЫ
частей, но и строгая фиксация направляющих относительно оси молота, обеспе-
чивающая совпадение осей верхнего и нижнего штампов.
Ковкой изготовляют поковки простой конфигурации, поэтому различного рода
поднутрения и уступы сглаживают напусками. При объемной штамповке стремятся
достичь максимального приближения формы поковки к изделию, благодаря чему
она довольно сложная - с ребрами, полостями и т. п. Кроме того, нужно удалить
излишек металла в канавку для заусенца (облоя). Поэтому при штамповке необхо-
димо,
чтобы удар был как можно жестче: только в этом случае силы, требующиеся
для деформации металла, обеспечивают отчетливое заполнение полости оконча-
тельного ручья. Как показал опыт эксплуатации, такие условия достигаются, если
отношение масс шабота и падающих частей не менее 20...25, причем шабот и па-
дающие части обладают большой конструктивной жесткостью.
Таким образом, у штамповочных молотов шабот должен быть большим, а просвет
между стойками малым, и, следовательно, стойки могут крепиться непосредственно
на шаботе, образуя замкнутую раму станины с хорошей фиксацией и направлением
для падающих частей. У ковочных молотов закрепить стойки на шаботе не пред-
ставляется возможным, так как при уменьшенной массе и большом расстоянии
между стойками шабот превратится в плиту и вследствие сниженной конструктив-
ной жесткости не сможет выполнить свою функцию - воспринять удар.
Особенности технологии находят отражение и в циклах движения падаю-
щих частей. Штамповочный молот, например, должен быть устроен так, чтобы
в любой момент можно было нанести полный единичный удар с максимальной
энергией, а ковочный молот чаще всего работает последовательными ходами
с неполной энергией. Кроме того, в состав бригады любого ковочного молота
входит машинист, управляющий парораспределением по сигналам бригадира.
На штамповочном же молоте не требуется руководства технологическим про-
цессом и кузнец сам управляет работой молота. Это приводит к определенным
различиям в системах управления ковочным и штамповочным молотами.
Эксплуатационные требования к конструкции молотов обусловлены надеж-
ностью, долговечностью и удобством обслуживания. Производственный опыт сви-
детельствует о необходимости внесения множества изменений в конструкции уз-
лов и деталей в связи с различными требованиями. Например, крепление стоек
штамповочного молота к шаботу подпружиненными шпильками с наклонной
осью вместо вертикальной; использование паровоздушного предохранителя вмес-
то пружинного; глухое конусное крепление штока к бабе; отказ от шпилек, стяги-
вающих стойки штамповочного молота снизу, и др.
Аналогичным образом создана конструкция листоштамповочного молота
(рис.
16.3), характеризующаяся прежде всего большими размерами штампового
пространства в плане. В связи с меньшими при листовой штамповке силами де-
формирования (по сравнению с объемной штамповкой) нет необходимости на-
несения жестких ударов, поэтому принята значительно меньшая кратность
массы шабота по отношению падающих частей с учетом верхнего штампа (5...7).
Наконец, большая общая масса падающих частей позволяет достичь требуемой
энергии удара при малых начальных скоростях (< 3 м/с).
370
г л ава 16.
Типовые конструкции паровоздушных молотов
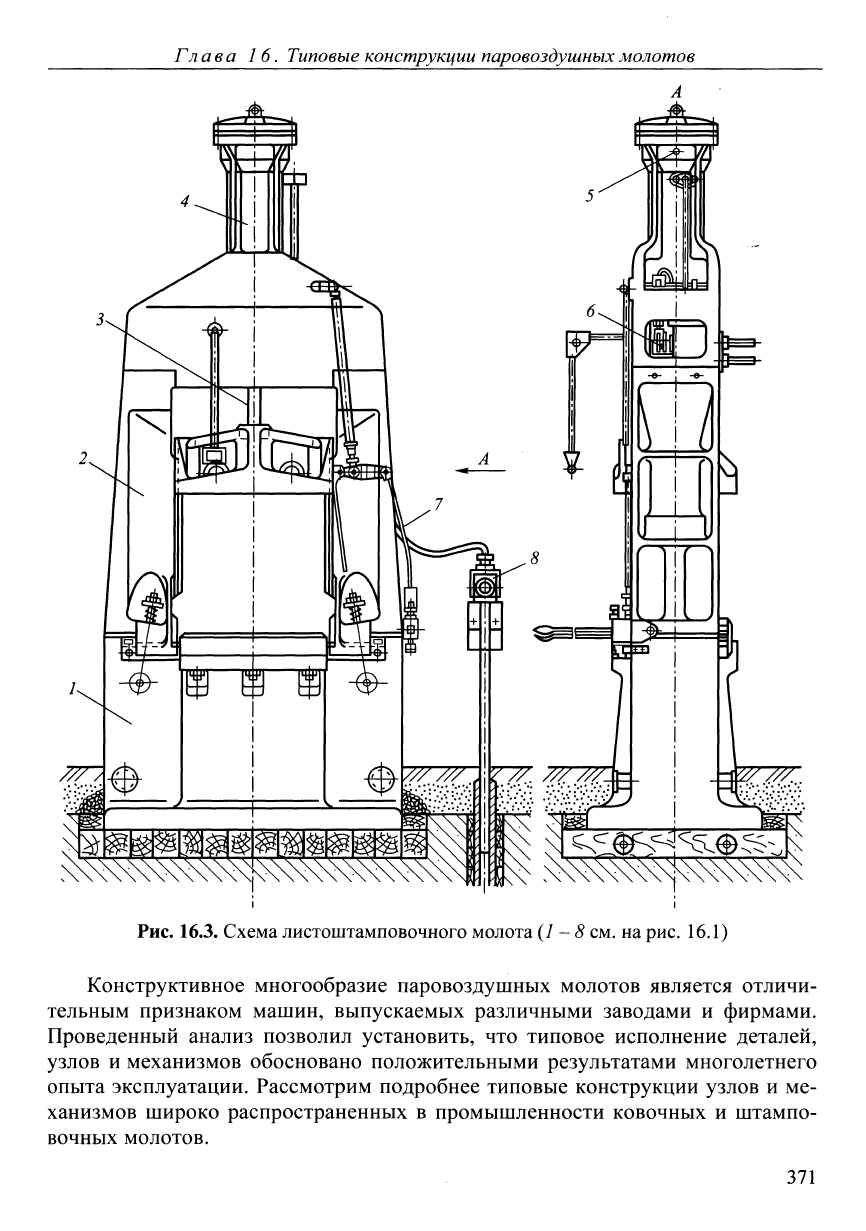
Рис. 16.3. Схема листоштамповочного молота
{1
~8
см.
на
рис.
16.1)
Конструктивное многообразие паровоздушных молотов является отличи-
тельным признаком машин, выпускаемых различными заводами и фирмами.
Проведенный анализ позволил установить, что типовое исполнение деталей,
узлов и механизмов обосновано положительными результатами многолетнего
опыта эксплуатации. Рассмотрим подробнее типовые конструкции узлов и ме-
ханизмов широко распространенных в промышленности ковочных и штампо-
вочных молотов.
371
Раздел IV, МОЛОТЫ
16.3.
Станины
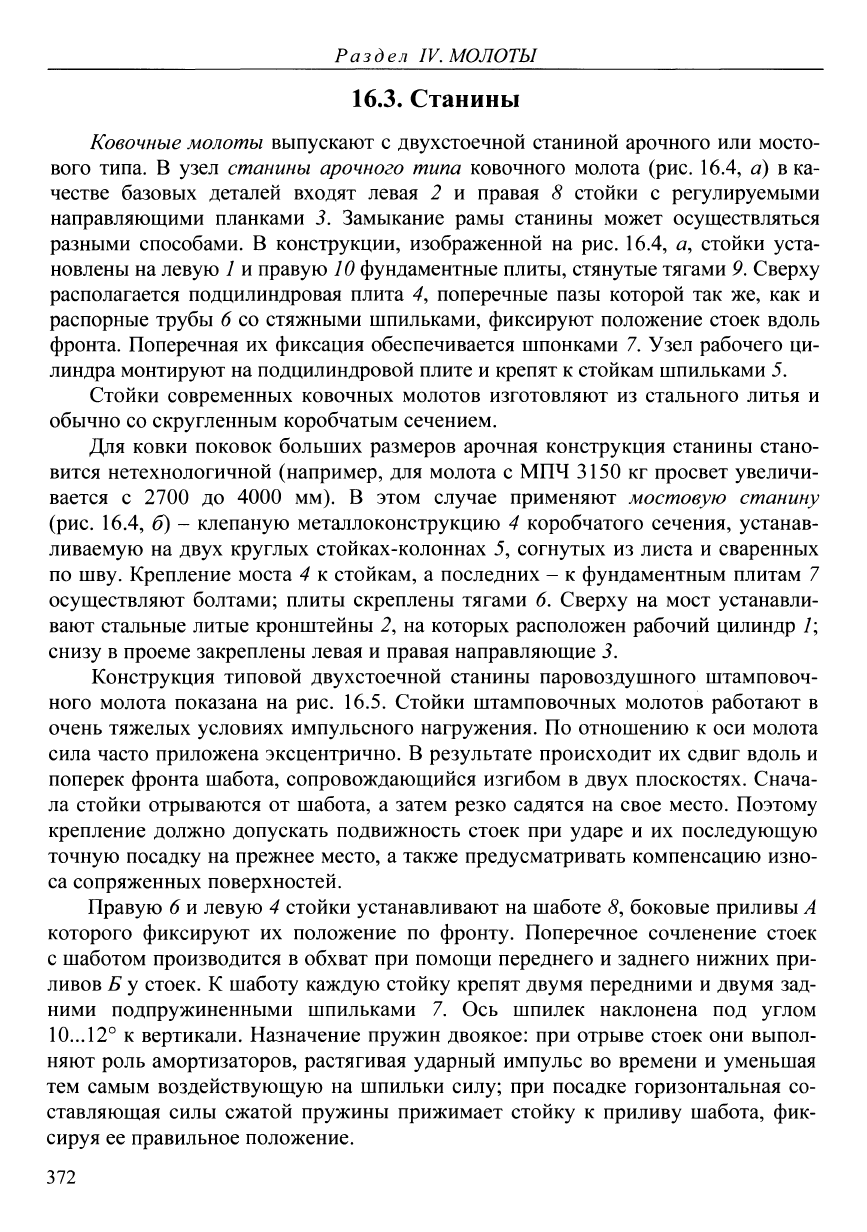
Ковочные молоты выпускают с двухстоечной станиной арочного или мосто-
вого типа. В узел станины арочного типа ковочного молота (рис. 16.4, а) в ка-
честве базовых деталей входят левая 2 и правая 8 стойки с регулируемыми
направляющими планками 3. Замыкание рамы станины может осуществляться
разными способами. В конструкции, изображенной на рис. 16.4, а, стойки уста-
новлены на левую / и правую 10 фундаментные плиты, стянутые тягами 9, Сверху
располагается подцилиндровая плита 4, поперечные пазы которой так же, как и
распорные трубы 6 со стяжными шпильками, фиксируют положение стоек вдоль
фронта. Поперечная их фиксация обеспечивается шпонками 7. Узел рабочего ци-
линдра монтируют на подцилиндровой плите и крепят к стойкам шпильками 5.
Стойки современных ковочных молотов изготовляют из стального литья и
обычно со скругленным коробчатым сечением.
Для ковки поковок больших размеров арочная конструкция станины стано-
вится нетехнологичной (например, для молота с МПЧ 3150 кг просвет увеличи-
вается с 2700 до 4000 мм). В этом случае применяют мостовую станину
(рис.
16.4, б) - клепаную металлоконструкцию 4 коробчатого сечения, устанав-
ливаемую на двух круглых стойках-колоннах 5, согнутых из листа и сваренных
по шву. Крепление моста 4 к стойкам, а последних - к фундаментным плитам 7
осуществляют болтами; плиты скреплены тягами 6. Сверху на мост устанавли-
вают стальные литые кронштейны 2, на которых расположен рабочий цилиндр 7;
снизу в проеме закреплены левая и правая направляющие 3.
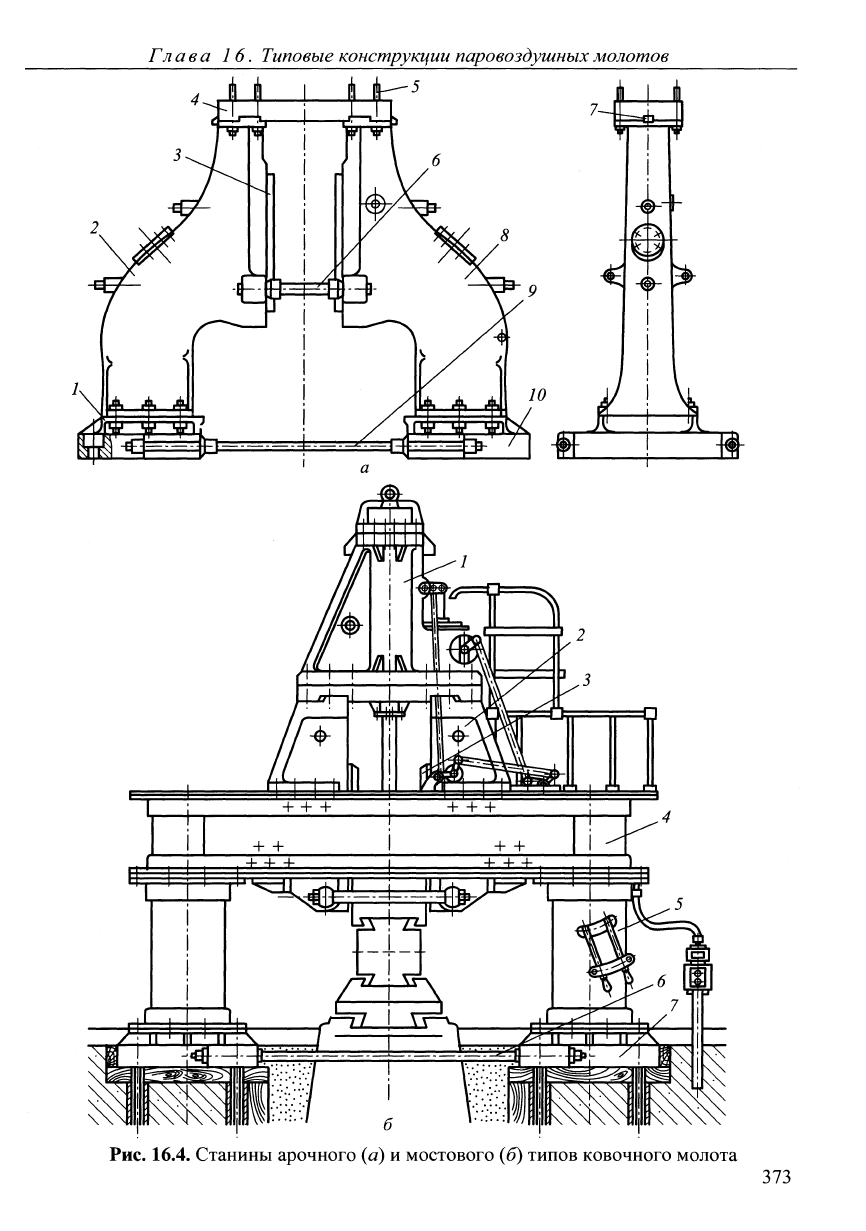
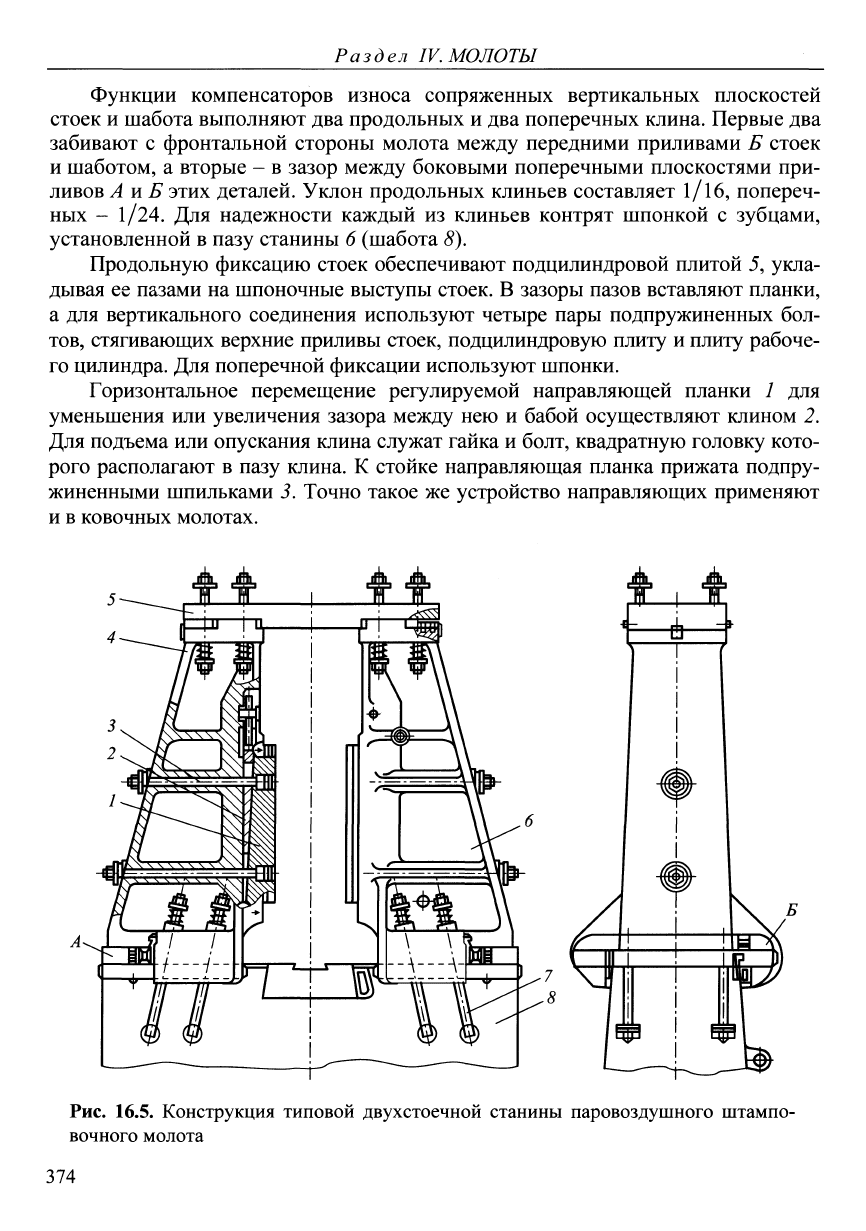
Конструкция типовой двухстоечной станины паровоздушного штамповоч-
ного молота показана на рис. 16.5. Стойки штамповочных молотов работают в
очень тяжелых условиях импульсного нагружения. По отношению к оси молота
сила часто приложена эксцентрично. В результате происходит их сдвиг вдоль и
поперек фронта шабота, сопровождающийся изгибом в двух плоскостях. Снача-
ла стойки отрываются от шабота, а затем резко садятся на свое место. Поэтому
крепление должно допускать подвижность стоек при ударе и их последующую
точную посадку на прежнее место, а также предусматривать компенсацию изно-
са сопряженных поверхностей.
Правую 6 и левую 4 стойки устанавливают на шаботе 5, боковые приливы А
которого фиксируют их положение по фронту. Поперечное сочленение стоек
с шаботом производится в обхват при помощи переднего и заднего нижних при-
ливов Б у стоек. К шаботу каждую стойку крепят двумя передними и двумя зад-
ними подпружиненными шпильками 7. Ось шпилек наклонена под углом
10...12° к вертикали. Назначение пружин двоякое: при отрыве стоек они выпол-
няют роль амортизаторов, растягивая ударный импульс во времени и уменьшая
тем самым воздействующую на шпильки силу; при посадке горизонтальная со-
ставляющая силы сжатой пружины прижимает стойку к приливу шабота, фик-
сируя ее правильное положение.
372
г л ава 16. Типовые конструкции паровоздушных молотов
Рис.
16.4. Станины арочного {а) и мостового (б) типов ковочного молота
373
Раздел
IV.
МОЛОТЫ
Функции компенсаторов износа сопряженных вертикальных плоскостей
стоек и шабота выполняют два продольных и два поперечных клина. Первые два
забивают с фронтальной стороны молота между передними приливами Б стоек
и шаботом, а вторые - в зазор между боковыми поперечными плоскостями при-
ливов А и Б этих деталей. Уклон продольных клиньев составляет 1/16, попереч-
ных - 1/24. Для надежности каждый из клиньев контрят шпонкой с зубцами,
установленной в пазу станины 6 (шабота 8),
Продольную фиксацию стоек обеспечивают подцилиндровой плитой 5, укла-
дывая ее пазами на шпоночные выступы стоек. В зазоры пазов вставляют планки,
а для вертикального соединения используют четыре пары подпружиненных бол-
тов,
стягивающих верхние приливы стоек, подцилиндровую плиту и плиту рабоче-
го цилиндра. Для поперечной фиксации используют шпонки.
Горизонтальное перемещение регулируемой направляющей планки 1 для
уменьшения или увеличения зазора между нею и бабой осуществляют клином 2.
Для подъема или опускания клина служат гайка и болт, квадратную головку кото-
рого располагают в пазу клина. К стойке направляющая планка прижата подпру-
жиненными шпильками 3, Точно такое же устройство направляющих применяют
и в ковочных молотах.
Рис. 16.5. Конструкция типовой двухстоечной станины паровоздушного штампо-
вочного молота
374
г л ава 16. Типовые
KOHcmpyKijuu
паровоздушных молотов
Стойки штамповочных молотов изготовляют из стального литья. Отливку
отжигают, а места контакта с шаботом и подцилиндровой плитой подвергают
газопламенной поверхностной закалке. Благоприятное влияние на контактную
прочность в указанных местах оказывает хорошая смазка. Прочность стоек
обеспечивают приданием ей коробчатого или двутаврового сечения в горизон-
тальной плоскости и трапецеидального с ребрами жесткости - в вертикальной.
16.4.
Шабот
Шабот - это массивный цельный блок при массе менее
100...
120
т или со-
ставной блок из трех-четырех деталей при большей массе. Шаботы ковочных
молотов отливают из чугуна СЧ 21. Для снижения стоимости крупных штампо-
вочных молотов из стального литья изготовляют обычно только верхнюю часть
составного шабота, остальные плиты отливают из чугуна. Шаботы мелких и
средних штамповочных молотов делают целиком из стального литья.
Конструкция шаботов ковочных молотов ступенчатая (см. рис. 16.1): сверху
суженная в размер подбойковой плиты, что облегчает манипулирование инст-
рументом при выполнении таких операций, как рубка, прошивка и т. п.; книзу -
уширенная для уменьшения давления на подшаботную прокладку.
Шаботы штамповочных молотов делают прямыми (см. рис. 16.2) или в фор-
ме усеченной книзу пирамиды. В составных шаботах для центровки предусмат-
риваются продольные пазы и шпоночные выступы. Соединяют отдельные части
такого шабота шпильками, утопленными в его вертикальных пазах.
Конструкторы некоторых фирм рекомендуют устраивать посредине опор-
ных плоскостей шабота для стоек полости с канализационным выходом на боко-
вую поверхность. При отскоке стоек в зазор (область пониженного давления)
устремляется воздух и сдувает окалину наружу через эти отверстия, что способ-
ствует уменьшению износа контактных поверхностей.
Для транспортировки шабот снабжают несколькими парами расчалочных
штырей, отлитых заодно с ним, или глухими цилиндрическими полостями, куда
заводят монтажные приспособления.
16.5.
Рабочий цилиндр с предохранительным
устройством
Рабочий цилиндр - составная часть привода паровоздушного молота. В его ци-
линдрической полости происходит преобразование энергии пара и сжатого воздуха
в кинетическую энергию движущегося поршня и всего узла падающих частей.
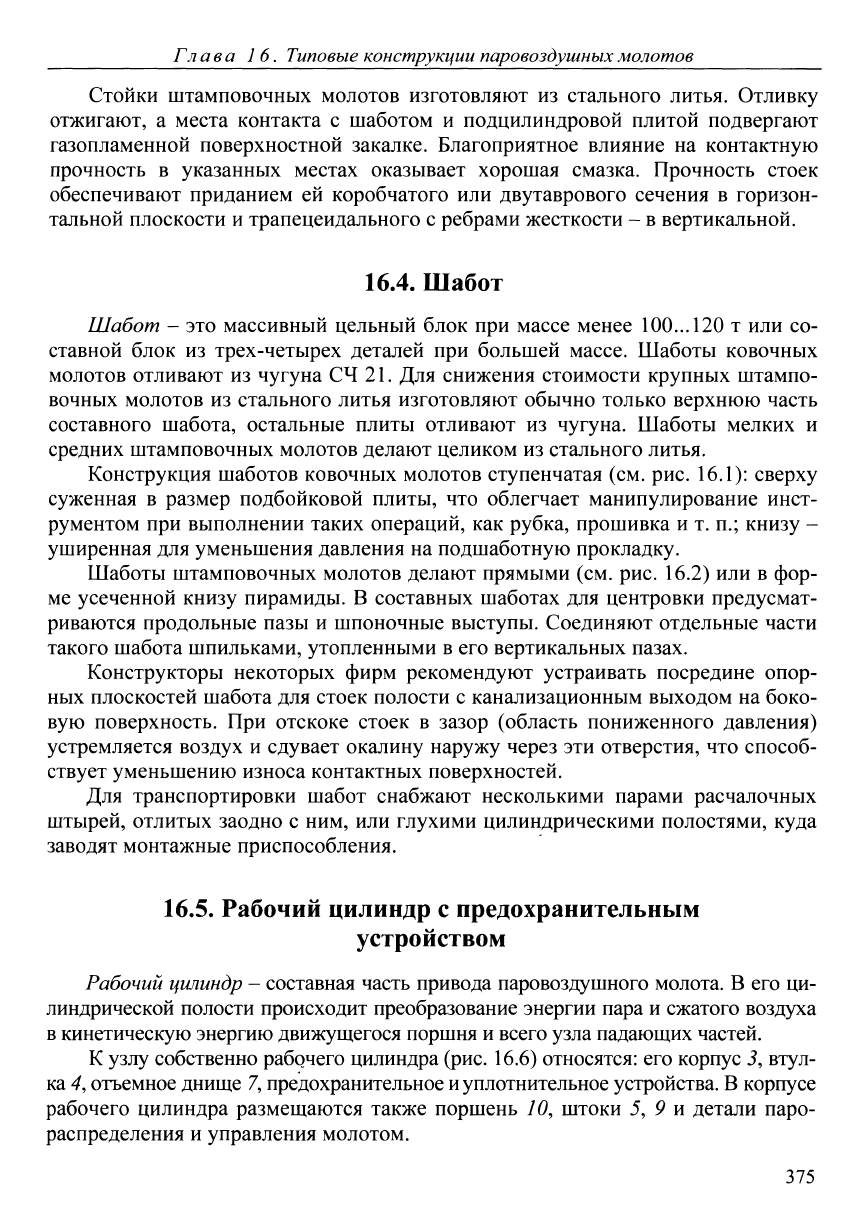
К узлу собственно рабочего цилиндра (рис. 16.6) относятся: его корпус 3, втул-
ка 4, отъемное днище
7,
предохранительное и уплотнительное устройства. В корпусе
рабочего цилиндра размещаются также поршень 10, штоки 5, 9 и детали паро-
распределения и управления молотом.
375
Раздел IV. МОЛОТЫ
Рис. 16.6. Схема узла рабочего цилиндра паровоздушного молота
376

г л ава 16. Типовые конструкции паровоздушных молотов
Корпуса молотов бывают двух типов: отлитые заодно с золотниковой короб-
кой и без нее. Корпуса первого типа сейчас унифицированы для ковочных
и штамповочных молотов, второго - иногда встречаются у ковочных молотов.
Устойчивость корпуса обеспечена боковыми ребрами и несколькими парами про-
дольных косынок (иногда их выполняют также в виде ребер жесткости по всей
длине цилиндра). Изготовляют корпуса рабочих цилиндров из стального литья.
Известно, что контактный износ зависит от скорости относительного пере-
мещения сопряженных поверхностей. Поскольку скорость поршня неравномер-
на по длине рабочего цилиндра, то неодинаков по его длине и износ - в цен-
тральной части выработка сильнее. Чтобы компенсировать износ, искажающий
форму рабочей полости, вследствие чего возрастают утечки энергоносителя, ре-
комендуется устанавливать в цилиндре втулку из чугуна СЧ 21 или (лучше) из
хромоникелевого чугуна. Плотность посадки втулки достигается в результате
предварительного подогрева цилиндра.
А.И. Зимин указывает, что толщина стенки корпуса цилиндра, рассчитанная
исходя из давления пара или воздуха, слишком мала. Поэтому ее принимают
конструктивно около 0,1 £), где D - внутренний диаметр цилиндра, а толщину
стенок втулки - 0,05 Д но не менее 20 мм. Такие размеры обеспечивают необ-
ходимое число переточек при ремонте.
При наличии в цехе большого количества молотов всегда возможны перепа-
ды давления в магистралях пара или воздуха. Даже опытным наладчикам не сразу
удается отрегулировать положение органов парораспределения. Вследствие оши-
бок при управлении молотом поршень может получить непредвиденное ускоре-
ние при движении вверх и резко ударить в
крышку цилиндра. Для предотвращения ава-
рийных ситуаций в верхней части цилиндра
монтируют специальное предохранительное
устройство.
Опыт показал, что пружинные предохра-
нители ненадежны и часто выходят из строя,
не смягчая удара. Паровоздушные предохра-
нители сложнее по конструкции, но зато по-
ломка крышки при них почти исключена. В
этих устройствах плунжер 1 (см. рис. 16.6),
свисающий в рабочий цилиндр, воспринимает
удар поршня и, поджимая пар или воздух в
отсеченной полости цилиндра предохраните-
ля,
гасит скорость падающих частей. Для
компенсации утечек полость предохранителя
всегда соединена трубкой 2 с подводящей
трубкой 8 свежего пара или воздуха, для вы-
хлопа которых предусмотрена труба 6. Снизу
в рабочий цилиндр входит шток 9, Герметиза- Рис. 16.7. Конструкция уплотни-
цию цилиндра обеспечивает уплотнительное тельного устройства
377
Раздел IV.
МОЛОТЫ
устройство в виде манжет 2 (рис. 16.7) шевронного сечения из асбестовой ткани
АТ2 или АТ4, пропитанной теплостойким клеем. При сборке устанавливают
5-8 манжет, фиксируя их кольцами 1 и 3 из бронзы или антифрикционного
чугуна. Нижнее кольцо 3 поджимают разрезной втулкой 4.
16.6.
Падающие части
Номинальная МПЧ - главный размерный параметр - складывается из масс
поршня, штока, бабы. Верхний боек, или штамп, не является деталью молота, рег-
ламентация его массы необходима для того, чтобы предупредить при эксплуата-
ции утяжеление падающих частей сверх меры, приводящее к значительному из-
менению параметров молота. Так, ГОСТ 9752 на ковочные молоты допускает
превышение номинала всего на 5 %. По ГОСТ 7024 на штамповочные молоты до-
пускается увеличение фактической МПЧ относительно номинальной не более чем
на 15 % без учета массы верхнего штампа. Масса же верхнего штампа не должна
превышать 30 % от номинальной МПЧ.
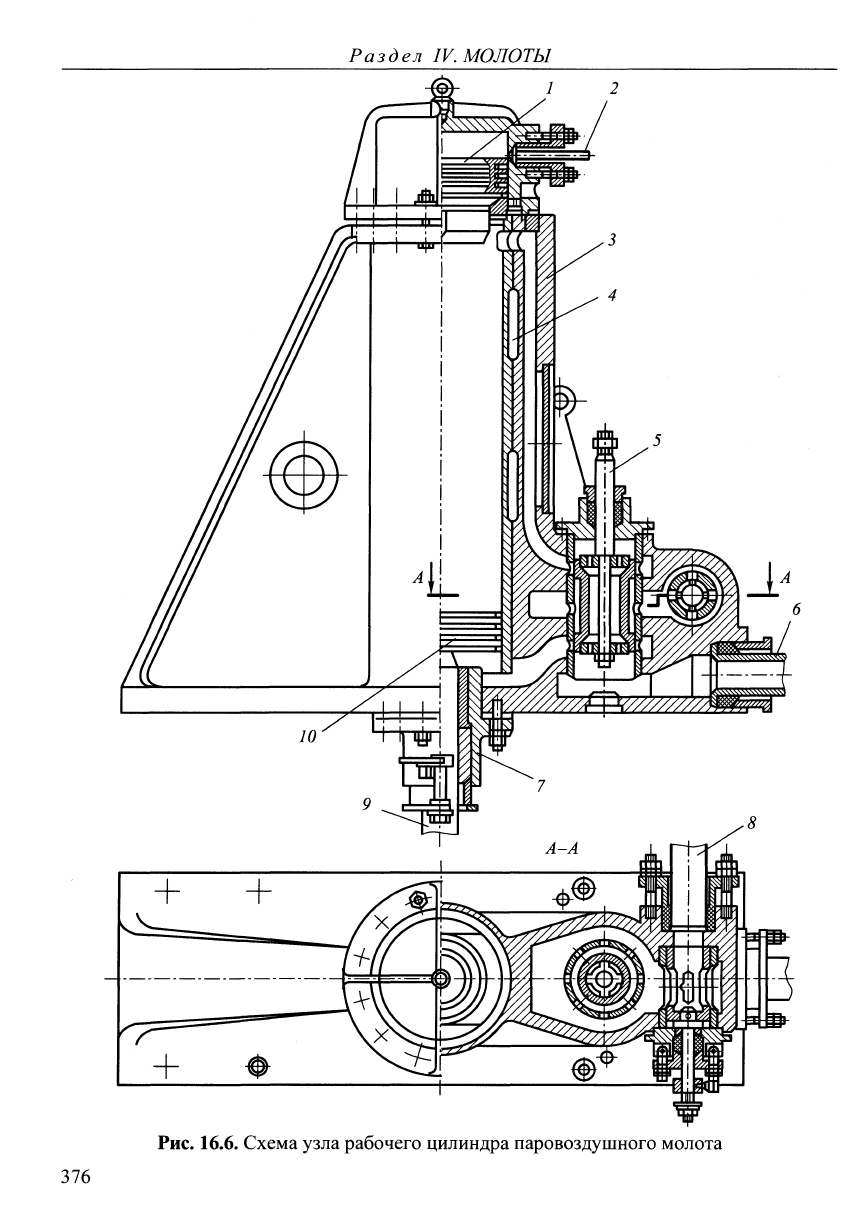
Типовой узел падающих частей (рис. 16.8) состоит из раздельно выполнен-
ных поршня 2, штока 5, бабы 6 и более мелких соединительных деталей.
Длительный опыт эксплуатации штамповочных молотов показал целесооб-
разность заклиненного конусного крепления поршня на штоке и штока в бабе.
Прочность такого крепления обеспечивается достаточными нормальными на-
пряжениями на поверхности контакта и соответствующим углом конусности а
сопряжений (а= 1,25...2,30°). В результате значительные касательные силы, дей-
ствующие в контакте, располагаются внутри конуса тре-
ния, наглухо заклинивая соединяемые детали.
Нормальные напряжения при посадке поршня на
шток создаются вследствие линейной усадки по диамет-
ру отверстия при охлаждении поршня, предварительно
подогретого до 400...450°С. Расклепка верхнего торца
штока не рекомендуется, так как она опасна в связи с
ослаблением посадочного натяга. Шток с поршнем мон-
тируют в рабочем цилиндре, выверяют установку бабы
и сильным ударом с разгона забивают шток в бабу.
Крепление штока в бабе предусматривает установку
в цилиндрическом гнезде бабы промежуточного разрез-
ного стального стакана-сухаря 5. Поверхностная твер-
дость материала стакана ниже твердостей материалов
бабы и штока. Поэтому стакан воспринимает весь износ
и при необходимости его заменяют. При сильных ударах
нормальные напряжения становятся значительными и в ко-
нусном соединении при контакте стали со сталью может
тей молота начаться необратимый диффузионный процесс. Выбить
Рис. 16.8. Схема типо-
вого узла падающих час-
378
Глава 16, Типовые конструкции паровоздушных молотов
шток из бабы тогда трудно. Для предупреждения этого между штоком и стака-
ном кладут латунные или медные прокладки 4 толщиной
1
...2 мм.
Для унификации у ковочных и штамповочных молотов применяют одинако-
вую конструкцию узла падаюш.их частей.
Поршни молотов изготовляют коваными из стали 45 или 40ХН. Диаметр
поршня в зависимости от его размера на
0,7...3
мм меньше внутреннего диаметра
втулки рабочего цилиндра. Зазор необходим из-за различной степени теплового
расширения сопрягающихся деталей. Для уплотнения служат разрезные кольца 7
из стали 20 или 30, устанавливаемые в 2-4 канавки поршня. Замок кольца обычно
косой и плоский, реже - ступенчатый с лучшей герметизацией, но более трудный
в изготовлении. Зазор в канавке между поршнем и кольцом должен быть таким,
чтобы при монтаже обеспечить посадку поршня в рабочий цилиндр.
Бабы молотов с МПЧ до 5000 кг выполняют коваными, а при большей МПЧ -
литыми из стали 45, 35Х, 40ХН или даже 40ХНА в зависимости от условий рабо-
ты молота.
Шток элементарен по форме, но условия его работы чрезвычайно сложны,
а поломка - частое явление в кузнечных цехах. Почти все исследователи указы-
вают, что штоки ломаются заподлицо с бабой или в ее конусе. Это обусловливается
характером напряженного состояния металла штока в месте поломок: продольными
напряжениями от действия массовых сил при резком торможении падающих час-
тей,
напряжениями изгиба вследствие разворота бабы при эксцентричном ударе
и постоянно действующими поперечными напряжениями сжатия от посадки што-
ка с натягом. При осмотре места излома обнаруживается усталостный характер
разрушения: внешняя кольцевая темная поверхность свидетельствует о появлении
поперечной усталостной трещины, а блестящая шероховатая внутренняя часть -
об остаточном межкристаллическом изломе. Факторы, определяющие прочность
и стойкость штока, можно разделить на две категории: свойства металла, из кото-
рого изготовлен шток, и условия нагружения штока.
Чем выше способность металла сопротивляться динамическим нагрузкам,
тем дольше служит шток. Поэтому наиболее желательно изготавливать его из
хромоникелемолибденовой стали, например ХНЗМ или 40ХНМА. Однако мо-
либден дефицитен, и приходится использовать стали хромоникелевого класса
(ЗОХНЗА, 40ХН, 18ХНВА и т. п.). При облегченных условиях штамповки можно
применять даже сталь 45 и, наоборот, при ковке высоколегированных сталей с
жестким ударом шток даже ковочного молота должен быть изготовлен из высо-
кокачественного металла.
Стойкость штока будет в десятки раз ниже, если заготовка имеет металлур-
гические дефекты, вроде флокенов, расслоений, пор и т. п. Штоки из такого ме-
талла ломаются в любом месте по его длине.
Важно обеспечить хорошую термообработку штока. Перед обдиркой заготов-
ка должна пройти нормализацию с отпуском до твердости 260 НЕ. При оконча-
тельной термообработке две трети длины штока от конца, загоняемого в бабу,
379