Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел
11.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
удаления изделии устанавливают выталкиватель, который располагают на оси
пресса (см. рис. 6.14) или сбоку на расстоянии, равном ходу плунжера цилиндра
выдвижного стола от оси пресса. Для предотвращения попадания грязи и окали-
ны на поверхность плунжера выталкивателя последний рекомендуют делать не-
подвижным, а цилиндр выталкивателя - подвижным. Возвратный ход
выталкивателя осуществляется под действием собственной силы тяжести или с
помощью специальных цилиндров обратного хода.
10.5.
Расчет на прочность основных деталей пресса
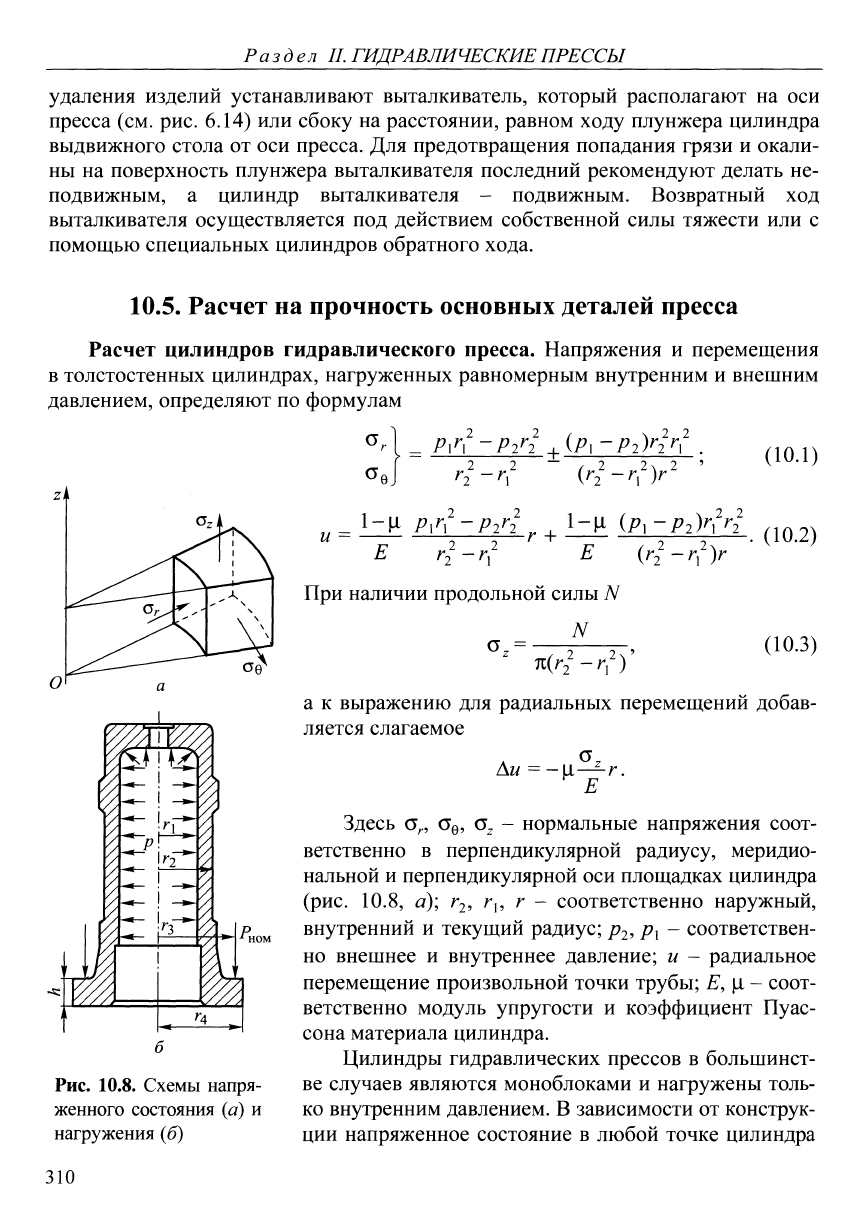
Расчет цилиндров гидравлического пресса. Напряжения и перемещения
в толстостенных цилиндрах, нагруженных равномерным внутренним и внешним
давлением, определяют по формулам
Рис. 10.8. Схемы напря-
женного состояния
{а)
и
нагружения (б)
aJ ^
Р^Г^
-Р2Г1 ^
{Рх
-Р2У2Г\
.
{rl-rl)r
При наличии продольной силы N
N
а.
^(^2-^l)
(10.1)
(10.2)
(10.3)
а к выражению для радиальных перемещений добав-
ляется слагаемое
Е
Здесь а^, Ое, о^ - нормальные напряжения соот-
ветственно в перпендикулярной радиусу, меридио-
нальной и перпендикулярной оси площадках цилиндра
(рис.
10.8, а); Г2, rj, г - соответственно наружный,
внутренний и текущий радиус; Pi, Р\ - соответствен-
но внешнее и внутреннее давление; и - радиальное
перемещение произвольной точки трубы; £,
Ц
- соот-
ветственно модуль упругости и коэффициент Пуас-
сона материала цилиндра.
Цилиндры гидравлических прессов в большинст-
ве случаев являются моноблоками и нагружены толь-
ко внутренним давлением. В зависимости от конструк-
ции напряженное состояние в любой точке цилиндра
310
Глава 10. Типовые конструкции узлов гидравлического пресса
может быть объемным (цилиндры, опирающиеся на фланец) или плоским (ци-
линдры, опирающиеся на днище).
Для определения напряжений в рабочем цилиндре гидравлического пресса
используют формулы (10.1) и (10.3).
В цилиндрах, опирающихся на фланец,
а.
2
РГх
Го
-г,
V
^ J
1
^.= -Р-Т^
00-4)
^2
-П
а наиболее опасными будут точки, расположенные на внутреннем волокне ци-
линдра при г = г, (рис. 10.8, б).
Согласно теории прочности, эквивалентное напряжение
Оэкв=
-^^i02-o,y+(o,-a,f+ia^-o,f<[o],
(10.5)
где [а]
-
допустимое напряжение.
Принимая в выражении (10.4) г = г^, находят а^,
GQ
И
а/, а затем, подставляя
полученные выражения в формулу (10.5) и решая относительно
^2,
получают
^
'
(10.6)
[а]-рл1з
или
(^2
~
<^1,
м
[а]-р^'
Допустимое напряжение выбирают в зависимости от способа получения ци-
линдра и его материала:
[а] = 80... 100 МПа
-
для стальных литых цилиндров при/? < 20 МПа;
[а] = 110...150 МПа
-
для кованых цилиндров
из
стали, содержащей
0,30...0,35%С;
[а] = 150... 180 МПа
-
для кованых цилиндров из малолегированной стали,
содержащей l,5...2,0Ni.
Из формулы (10.6) следует, что наружный радиус (диаметр) рабочего ци-
линдра зависит от допускаемого напряжения [а], внутреннего радиуса г^ и вы-
бранного давления р. Внутренний радиус г^ рабочего цилиндра можно опреде-
лить через номинальное усилие
Р^^^
и давление жидкости
j??.
Согласно выражению (10.6),
^!£!^^] (10.7)
пр[[а]-р^1з)
311
Раздел IL
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Отсюда следует, что при заданном номинальном усилии цилиндра Р^^^ на-
ружный радиус его зависит от соотношения между допустимым напряжением
[а] и выбранным давлением р. Для определения оптимального соотношения меж-
ду [а] и р, при котором размеры цилиндра будут наименьшими, необходимо
найти производную выражения (10.7), например по/?, и приравнять ее нулю. По-
сле преобразований получают
/'=/'опх
=
^-0,289[а].
Подставляя р
=Рот:
^ формулу (10.7), определяют наименьший наружный ра-
диус цилиндра для заданного номинального усилия
Рном-
,=
1,5^/'ном/М-
При выборе давления рабочей жидкости необходимо иметь в виду, что при
приближении р к
р^^^,
начиная с какого-то давления, незначительное уменьше-
ние размеров цилиндра приводит к резкому увеличению давления. В связи с
этим при проектировании цилиндра давление рабочей жидкости принимают
р ~ (0,70...0,75)/^oj^^. Такое давление называют рациональным:
;.р,„ = (О,2О...О,22)[0],
тогда
Понижение давления рабочей жидкости на 25...30 % по сравнению с опти-
мальным позволяет уменьшить потери энергии, связанные со сжатием жидкос-
ти,
и увеличить срок службы уплотнений.
Расчет на прочность станины гидравлического пресса. Расчетную схе-
му выбирают в зависимости от конструкции станины. Все многообразие кон-
структивных решений станин для расчетных целей можно свести к следую-
щим типам:
а) цельнолитые или цельносварные станины одностоечных прессов;
б) стянутые стяжными болтами составные станины одностоечных прессов;
в) станины с подвижной поперечиной четырехколонных прессов;
г) станины рамной конструкции.
Станины одностоечных прессов. В общем случае расчетную схему
одностоечной литой станины пресса можно представить в виде, показанном на
рис.
10.1, а, где участок станины, определяемый углом а, можно рассматривать
как брус большой кривизны, а участок высотой а - как стойку, находящуюся
в условиях растяжения при внецентренном приложении силы.
Распределение напряжений в сечениях бруса большой кривизны при попе-
речном изгибе определяют по формуле
312
г л ава 10. Типовые конструкции узлов гидравлического пресса
a
=
^—^i^^,
(10.8)
F Fe{p-\-y)
Здесь N^, М^ - нормальная сила и изгибающий момент, действующие в рассмат-
риваемом сечении бруса, N^
=
2Р„^^ cos а; М^
=
PHOMC^I
+
/2
+ 2Г
COS
а);
Р^^^
- но-
минальное усилие одного гидравлического цилиндра; г - радиус кривизны
волокна, проходящего через центр тяжести сечения; у - расстояние от нейтраль-
ного волокна до рассматриваемой точки сечения; Z^, /2 - см. на рис. 10.1; F -
площадь поперечного сечения станины; е - эксцентриситет (см. рис. 10.1, б);
р - радиус кривизны нейтрального волокна сечения бруса большой кривизны,
rdF
P
=
WJ.
/ F ^
и - текущий радиус, и
=
р -^у.
Форму поперечного сечения станины необходимо выбирать такой, чтобы
напряжения в наружном и внутреннем волокнах были одинаковыми. Для этого
центр тяжести сечения должен быть расцоложен ближе к внутреннему волокну,
чем к наружному. Точное его расположение можно найти в каждом конкретном
случае на основании расчетов. Форма сечения, наиболее удовлетворяющая тре-
бованию равнопрочности, показана на рис.
10.1,
а.
Распределение напряжений в сечениях, расположенных внутри угла а, вы-
числяют по формуле
^_2Р„,,
p^^^(l^+i^+2r)y
F I
где /- момент инерции сечения.
При определении напряжений в составных станинах, стянутых стяжными
болтами, необходимо учитывать усилие предварительной затяжки. Чтобы обес-
печить нормальную работу пресса, следует выбрать такое усилие предваритель-
ной затяжки, при котором не раскрывался бы стык между отдельными частями
станины при нагружении пресса силой, равной номинальному усилию.
Для определения напряжений в стяжных болтах и в станине с учетом пред-
варительной затяжки нужно составить уравнение перемещений:
где А/б, А4-Г - деформации соответственно болта и станины от силы предвари-
тельной затяжки; А/^, А/^^ - то же от совместного действия сил предваритель-
ной затяжки и рабочей.
В соответствии с законом Гука эти деформации можно выразить через внут-
ренние силы:
313
Раздел
П.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
PJ.
Al,=-j^^; Al„=j^^; А/;=^^
niEF),
А/' =
(EF),
NJ,
(EF),
A^cx , Ply
(EF)^
(EIJ,
^CT'
(10.9)
где
PQ
- сила предварительной затяжки.
Сумма проекций действующих сил
пЩ
=
Р
+
М„,
(10.10)
где п - количество стяжных болтов; Р - сила, приложенная к ползуну пресса.
Решая совместно уравнения (10.9) и (10.10), находят
N,=-
^'^ (EF)J
Piyh
1
+
-
ст б
о_ =-
n{EF),l„
^" n{EF),l^
(EIJ,
и
-
+
-
/.
n{EF),
(EF)^
1
+
-
(EF)
СТ б
1
1
(ElXr
PiyL
^б _j_ Чт
n{EF),
{EF)^[
При определении сил в стяжных болтах необходимо принимать у
=
±а
(см.
рис. 10.1, б). При определении напряжений в станине ^ изменяется в преде-
лах от +6 до -6 согласно предыдущим рассуждениям.
Если силу Р прикладывать эксцентрично относительно оси у, как показано
на рис.
10.1,
б, то необходимо учитывать изгиб станины относительно оси;;:
А^б=-
^'^ (ЕЕ) J
Piyh
1
+
-
СТ^б
n{EF),l„
(EIJc
L
-
+
-
/„
n{EF),
(EF)^
PexL
(EIJ
y/CT
L
-
+
-
/„
n{EF),
(EF)^
314
г л ава 10. Типовые конструкции узлов гидравлического пресса
^' n{EF),l
Piyh
1
+
-
б ст
iEF)J,
(EIJc
h
L
n(EF),
(EF),
+
PexL
(Е1Л
у /CT
4
+
-
L
n{EF\ (EF),
где
ly
- момент инерции сечения станины относительно оси у.
Наиболее нагруженным будет болт, для которого у
=
-а, ах
=
-а^.
Силу предварительной затяжки болтов определяют из условия, что при у
--
и X
=
-Z?!
в станине [a^J > 0:
р,
>р
1
IbL
1
+
n{EF),l
б СТ
iEF)„l,
(EIJ.
L
-
+
-
/.
-
+
n(EF),
(EF),
+-
eb\l.
{EF)
у /
CT
L
-
+
-
L
n{EF),
(EF),
Колонные станины гидравлических прессов. Чаще всего для оп-
ределения напряжений в колонных станинах гидравлических прессов принима-
ют расчетную схему в виде плоской рамы с приложенной несимметричной
силой относительно вертикальной оси.
При выборе способа воздействия сил на раму необходимо учитывать кон-
структивные особенности пресса: наличие или отсутствие хвостовика или пес-
та у плунжера, размеры зазоров между направляющими втулками подвижной
поперечины и колоннами (рис. 10.9) и др.
Расчетную схему можно представить в виде пространственной рамы
(рис.
10.10) с учетом следующих допущений:
1) жесткость неподвижных поперечин (верхней и нижней) на изгибе велика
по сравнению с жесткостью колонн пресса, что позволяет принимать поперечи-
ны абсолютно жесткими, т. е.
{EJ)^^^
==
оо;
2) распределенные нагрузки, приложенные к рабочему инструменту в про-
цессе выполнения технологической операции, можно заменить равнодействующей
315
Раздел IL
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
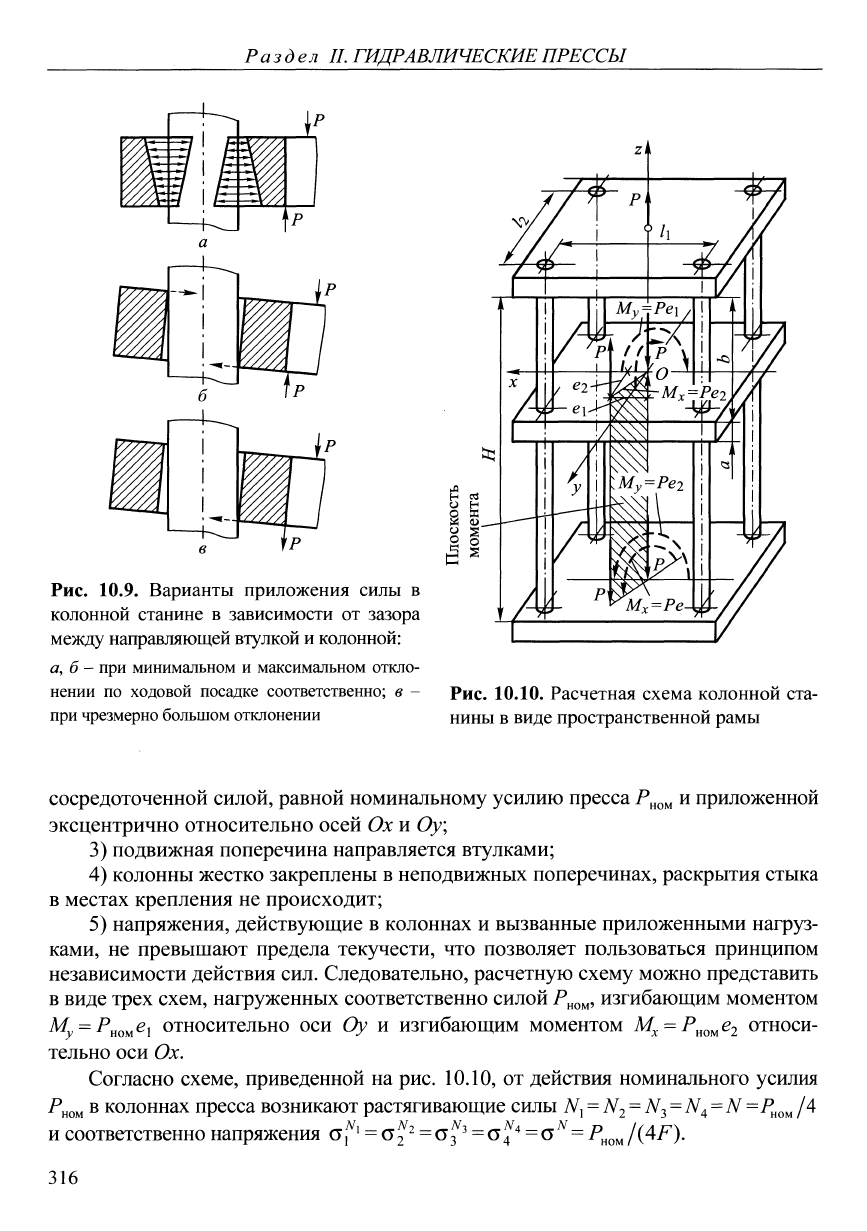
Рис. 10.9. Варианты приложения силы в
колонной станине в зависимости от зазора
между направляющей втулкой
и
колонной:
а, б - при минимальном и максимальном откло-
нении по ходовой посадке соответственно; в -
при
чрезмерно большом отклонении
Рис. 10.10. Расчетная схема колонной ста-
нины в виде пространственной рамы
сосредоточенной силой, равной номинальному усилию пресса
Р^^^
и приложенной
эксцентрично относительно осей Ох и Оу\
3) подвижная поперечина направляется втулками;
4) колонны жестко закреплены в неподвижных поперечинах, раскрытия стыка
в местах крепления не происходит;
5) напряжения, действующие в колоннах и вызванные приложенными нагруз-
ками, не превышают предела текучести, что позволяет пользоваться принципом
независимости действия сил. Следовательно, расчетную схему можно представить
в виде трех схем, нагруженных соответственно силой
Р^^^,
изгибающим моментом
Му =
Р^^^е^
относительно оси Оу и изгибающим моментом М^^Р^^^е2 относи-
тельно оси Ох.
Согласно схеме, приведенной на рис. 10.10, от действия номинального усилия
Рдо^
в колоннах пресса возникают растягивающие силы
N^
= N2 =
М^=М4=М=Р^^^
/4
и соответственно напряжения a^^
=
a2^=G2^=a^'^=c^=
Р^^^
/(4F).
316
г л ава 10. Типовые конструкции узлов гидравлического пресса
1|
h
fe
11
т
к
ll
®
1
щ
2(Н-Ь)
2(Н-Ь) Н
£HOM£1
4(H-b)
z
N
ш
4(H-b)
2(H-b)
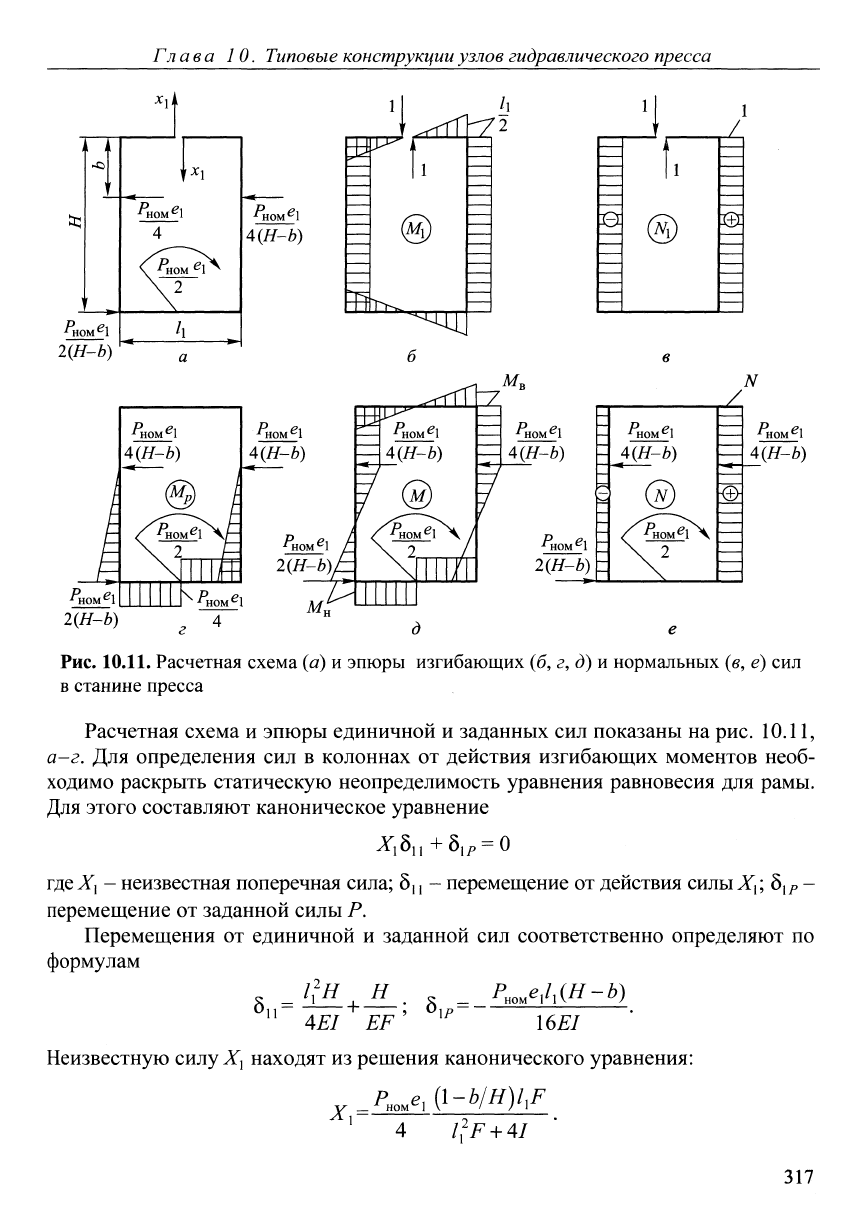
Рис.
10.11.
Расчетная схема
(а)
и эпюры изгибающих (б, г, д) и нормальных
(в,
ё) сил
в станине пресса
Расчетная схема и эпюры единичной и заданных сил показаны на рис.
10.11,
а-г. Для определения сил в колоннах от действия изгибающих моментов необ-
ходимо раскрыть статическую неопределимость уравнения равновесия для рамы.
Для этого составляют каноническое уравнение
Xi5n+5ip-0
где
Х^
- неизвестная поперечная сила; 6|
j
- перемещение от действия силы Х{,Ъ^р-
перемещение от заданной силы Р.
Перемещения от единичной и заданной сил соответственно определяют по
формулам
6п-
4EI EF '^ \6Е1
Неизвестную силу
Xj
находят из решения канонического уравнения:
_Р.о.еЛ^-Ь1Н)1,Р
X,
/, F + 4/
317
Раздел IL
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Окончательные эпюры нормальных сил и изгибающих моментов представ-
лены на рис.
10.11,
д, е. Рассматривая верхнее и нижнее положения подвижной
поперечины, находят наибольшие значения изгибающих моментов согласно
эпюре на рис.
10.11.
Аналогично определяют изгибающий момент и нормальные
силы при действии изгибающего момента относительно оси у.
Суммируя соответственно изгибающие моменты и нормальные силы во всех
трех случаях, находят колонну, в которой действующая нормальная сила и изги-
бающие моменты в верхнем и нижнем сечении наибольшие:
N
'^^e,l,F{l-b/H) ^ e,l,F{l-b/H)
Iff+ 41 l'F
+
4I
f
М =
Л
1—
2/4
eth
\{ЦР
+
41У (l^F
+
4iy
Р
и [l^F
(1
+
b/H)
+
8/]
el
[l^F
(1
+
b/H)
+
8/]
(l^F +
4iy
+
-
{llF
+
4lf
(10.11)
(10.12)
(10.13)
Напряжения в опасной точке наиболее нагруженной колонны вычисляют по
формуле
a={N/F)
+
{M/W), (10.14)
где Доопределяют согласно выражению (10.11), а момент Мвыбирают наиболь-
ший из найденных по формулам (10.12) и (10.13).
Напряжение а < [а], где [а] - допускаемое напряжение для применяемого
материала.
Для обеспечения нормальной работы пресса необходимо исключить возмож-
ность раскрытия стыков между колоннами и неподвижными (верхней и нижней)
поперечинами (см. рис. 10.4). Такое соединение, как указано выше, осуществ-
ляют предварительным натяжением в местах соединений. Сила предварительно-
го натяжения должна превышать номинальное усилие на 10...20 %.
Глава 11 ПРЕССЫ С ВРАЩАЮЩИМСЯ
ИНСТРУМЕНТОМ
11.1.
Общие сведения о прессах
с орбитально-вращающимся рабочим инструментом
Если объемную штамповку круглых в плане стальных поковок типа дис-
ков,
фланцев со стержнями, гильз и стаканов с относительно тонким дном про-
318
г
л
ава 11.
Прессы
с
вращающимся инструментом
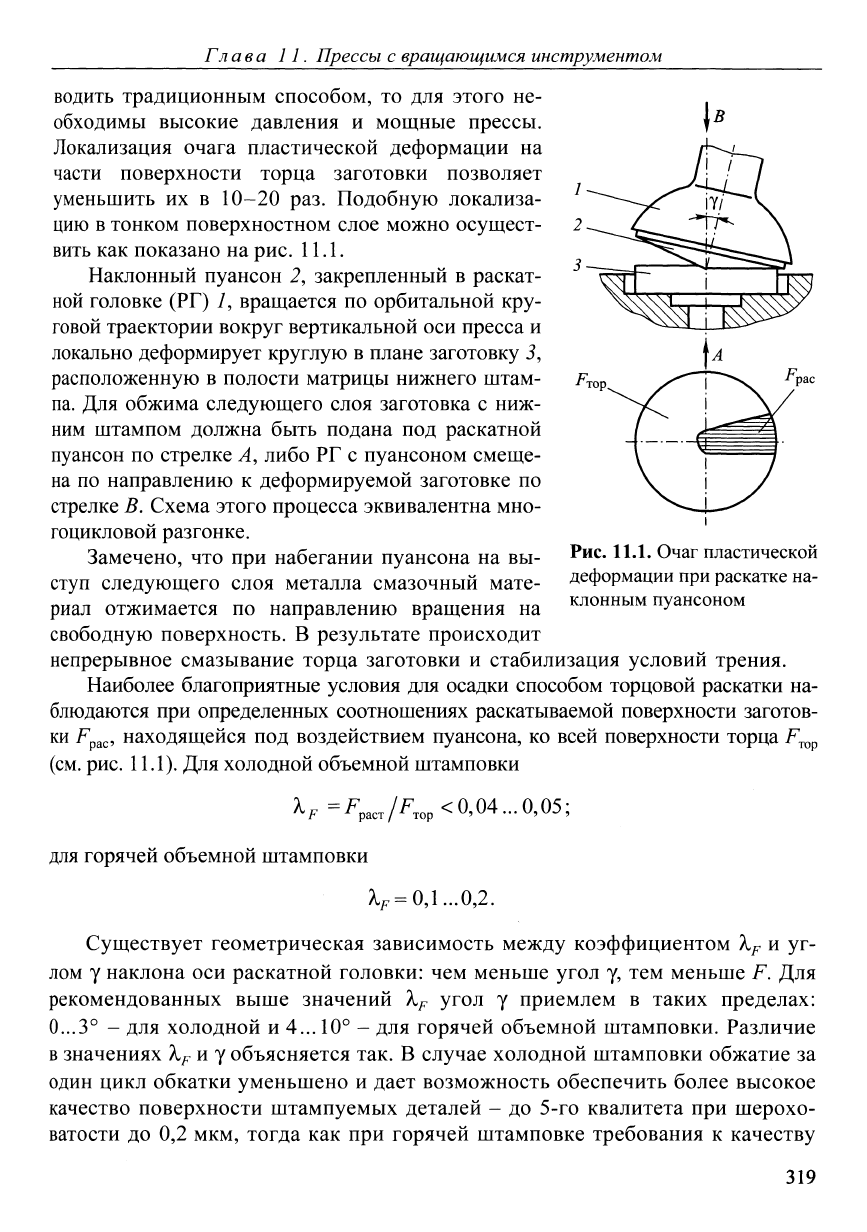
водить традиционным способом, то для этого не-
обходимы высокие давления и мощные прессы.
Локализация очага пластической деформации на
части поверхности торца заготовки позволяет
уменьшить их в 10-20 раз. Подобную локализа-
цию в тонком поверхностном слое можно осущест-
вить как показано на рис. 11.1.
Наклонный пуансон 2, закрепленный в раскат-
ной головке (РГ) 7, вращается по орбитальной кру-
говой траектории вокруг вертикальной оси пресса и
локально деформирует круглую в плане заготовку 5,
расположенную в полости матрицы нижнего штам-
па. Для обжима следующего слоя заготовка с ниж-
ним штампом должна быть подана под раскатной
пуансон по стрелке А, либо РГ с пуансоном смеще-
на по направлению к деформируемой заготовке по
стрелке В. Схема этого процесса эквивалентна мно-
гоцикловой разгонке.
Замечено, что при набегании пуансона на вы-
ступ следующего слоя металла смазочный мате-
риал отжимается по направлению вращения на
свободную поверхность. В результате происходит
непрерывное смазывание торца заготовки и стабилизация условий трения.
Наиболее благоприятные условия для осадки способом торцовой раскатки на-
блюдаются при определенных соотношениях раскатываемой поверхности заготов-
ки Fpac, находящейся под воздействием пуансона, ко всей поверхности торца F^p
(см.
рис. 11.1). Для холодной объемной штамповки
Рис.
11.1.
Очаг пластической
деформации при раскатке на-
клонным пуансоном
^f =^расх/^™р<0,04...0,05;
ДЛЯ горячей объемной штамповки
;i^-0,1...0,2.
Существует геометрическая зависимость между коэффициентом Хр и уг-
лом у наклона оси раскатной головки: чем меньше угол у, тем меньше F. Для
рекомендованных выше значений Хр угол у приемлем в таких пределах:
0...3°
- для холодной и 4... 10° - для горячей объемной штамповки. Различие
в значениях Х^ и у объясняется так. В случае холодной штамповки обжатие за
один цикл обкатки уменьшено и дает возможность обеспечить более высокое
качество поверхности штампуемых деталей - до 5-го квалитета при шерохо-
ватости до 0,2 мкм, тогда как при горячей штамповке требования к качеству
319