Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел
11.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
поковок ниже
(12...
14-й квалитет). Поэтому при горя-
чей штамповке можно увеличить обжатие, увеличив
угол у, тем самым повысив производительность. Если
качество поверхности поковки является решающим
фактором, то для прессов горячей объемной штампов-
ки принимают угол у < 4°.
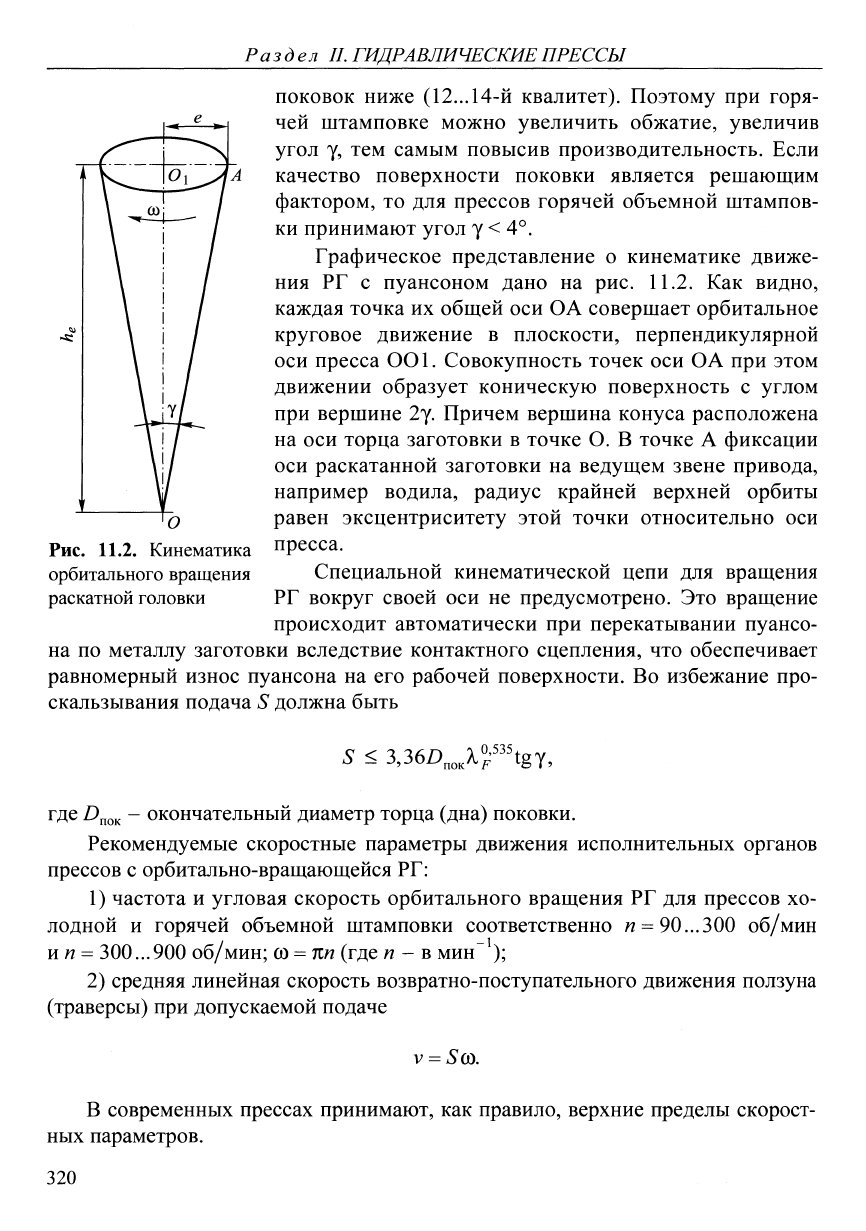
Графическое представление о кинематике движе-
ния РГ с пуансоном дано на рис. 11.2. Как видно,
каждая точка их общей оси ОА совершает орбитальное
круговое движение в плоскости, перпендикулярной
оси пресса 001. Совокупность точек оси О А при этом
движении образует коническую поверхность с углом
при вершине 2у. Причем вершина конуса расположена
на оси торца заготовки в точке О. В точке А фиксации
оси раскатанной заготовки на ведущем звене привода,
например водила, радиус крайней верхней орбиты
равен эксцентриситету этой точки относительно оси
пресса.
Специальной кинематической цепи для вращения
РГ вокруг своей оси не предусмотрено. Это вращение
происходит автоматически при перекатывании пуансо-
на по металлу заготовки вследствие контактного сцепления, что обеспечивает
равномерный износ пуансона на его рабочей поверхности. Во избежание про-
скальзывания подача S должна быть
где
D^o^
- окончательный диаметр торца (дна) поковки.
Рекомендуемые скоростные параметры движения исполнительных органов
прессов с орбитально-вращающейся РГ:
1) частота и угловая скорость орбитального вращения РГ для прессов хо-
лодной и горячей объемной штамповки соответственно п
=
90...300 об/мин
ип
=
300...900 об/мин;
со
=
тс^
(где п-в мин" );
2) средняя линейная скорость возвратно-поступательного движения ползуна
(траверсы) при допускаемой подаче
В современных прессах принимают, как правило, верхние пределы скорост-
ных параметров.
Рис. 11.2. Кинематика
орбитального вращения
раскатной головки
320
г
л
ава 11.
Прессы
с
вращающимся инструментом
11.2.
Привод раскатной головки
Представленный выше способ движения РГ - относительная неподвиж-
ность вершины пуансона и обегание оси головки вокруг оси пресса по орбите с
эксцентриситетом, достаточным для образования угла у, - определяет устрой-
ство привода. В существующих конструкциях прессов с орбитально-
вращающейся РГ такое устройство реализуют либо с использованием одного
водила, вращающегося на главном валу, либо двух эксцентричных шайб.
Первый тип привода возможен в двух исполнениях: с постоянным и с ре-
гулируемым углом у.
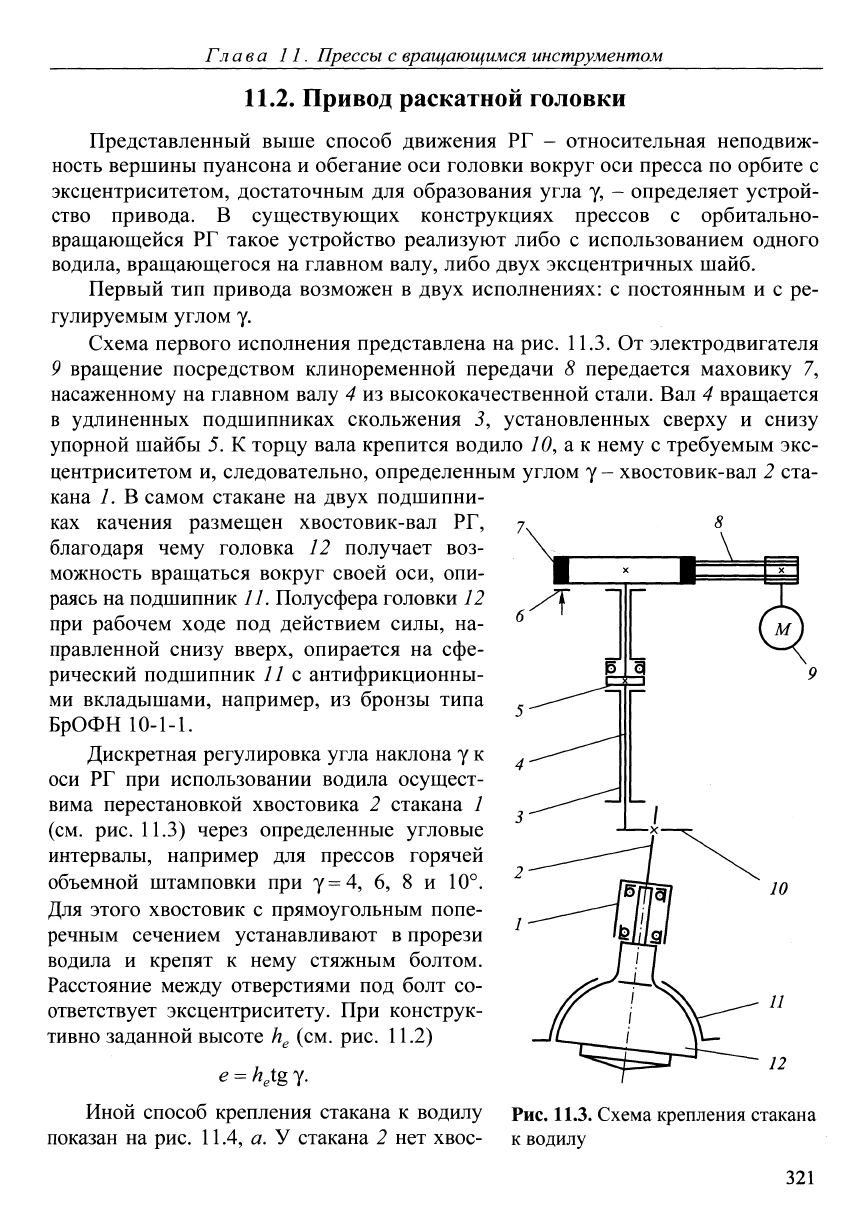
Схема первого исполнения представлена на рис. 11.3. От электродвигателя
9 вращение посредством клиноременной передачи 8 передается маховику 7,
насаженному на главном валу 4 из высококачественной стали. Вал 4 вращается
в удлиненных подшипниках скольжения 3, установленных сверху и снизу
упорной шайбы 5. К торцу вала крепится водило 70, а к нему с требуемым экс-
центриситетом и, следовательно, определенным углом у - хвостовик-вал 2 ста-
кана 1. В самом стакане на двух подшипни-
ках качения размещен хвостовик-вал РГ,
благодаря чему головка 12 получает воз-
можность вращаться вокруг своей оси, опи-
раясь на подшипник 11. Полусфера головки 12
при рабочем ходе под действием силы, на-
правленной снизу вверх, опирается на сфе-
рический подшипник 77 с антифрикционны-
ми вкладышами, например, из бронзы типа
БрОФН
10-1-1.
Дискретная регулировка угла наклона у к
оси РГ при использовании водила осущест-
вима перестановкой хвостовика 2 стакана 7
(см.
рис. 11.3) через определенные угловые
интервалы, например для прессов горячей
объемной штамповки при у= 4, 6, 8 и 10°.
Для этого хвостовик с прямоугольным попе-
речным сечением устанавливают в прорези
водила и крепят к нему стяжным болтом.
Расстояние между отверстиями под болт со-
ответствует эксцентриситету. При конструк-
тивно заданной высоте h^ (см. рис. 11.2)
е
=
h^tg у.
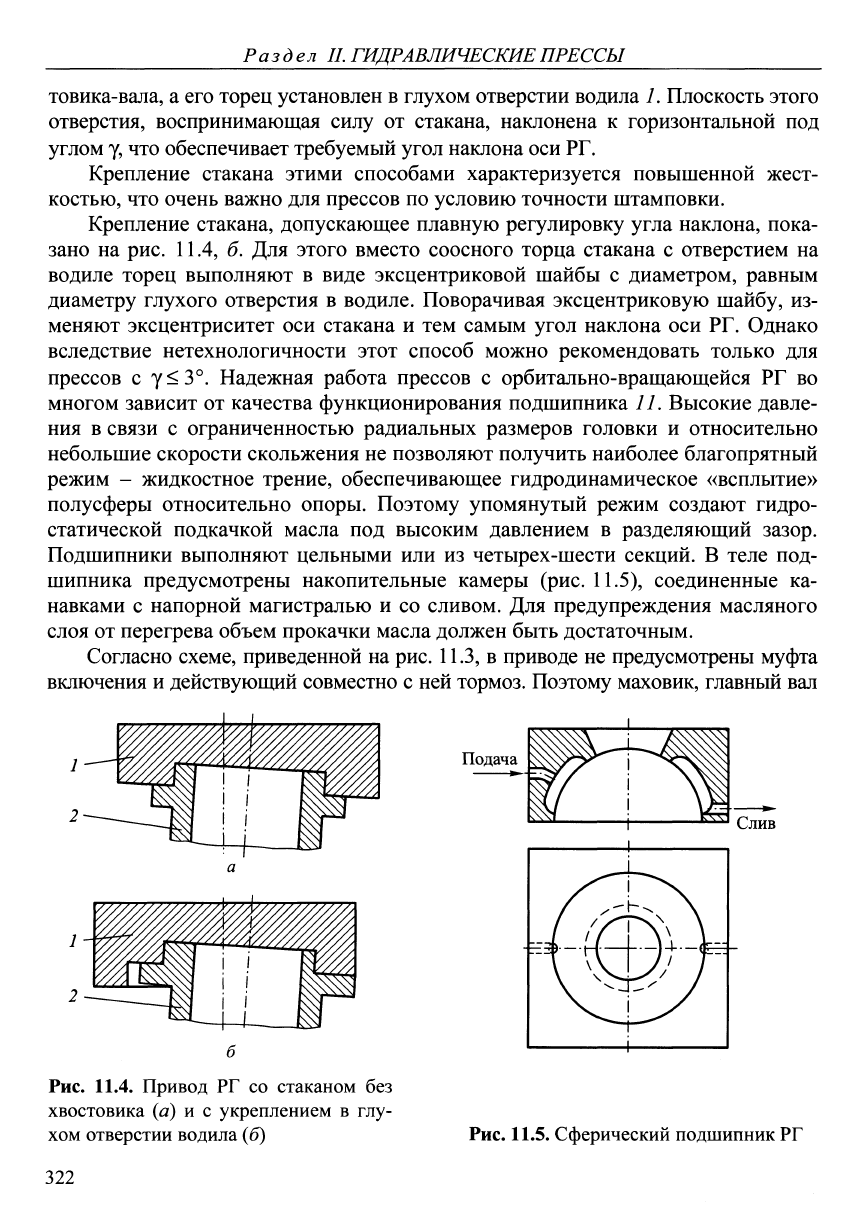
Иной способ крепления стакана к водилу
показан на рис. 11.4, а, У стакана 2 нет хвос-
Рис.
11.3.
Схема крепления стакана
к водилу
321
Раздел
П.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
товика-вала, а его торец установлен в глухом отверстии водила 1. Плоскость этого
отверстия, воспринимающая силу от стакана, наклонена к горизонтальной под
углом у, что обеспечивает требуемый угол наклона оси РГ.
Крепление стакана этими способами характеризуется повышенной жест-
костью, что очень важно для прессов по условию точности штамповки.
Крепление стакана, допускающее плавную регулировку угла наклона, пока-
зано на рис. 11.4, б. Для этого вместо соосного торца стакана с отверстием на
водиле торец выполняют в виде эксцентриковой шайбы с диаметром, равным
диаметру глухого отверстия в водиле. Поворачивая эксцентриковую шайбу, из-
меняют эксцентриситет оси стакана и тем самым угол наклона оси РГ. Однако
вследствие нетехнологичности этот способ можно рекомендовать только для
прессов с у<3°. Надежная работа прессов с орбитально-вращающейся РГ во
многом зависит от качества функционирования подшипника 11. Высокие давле-
ния в связи с ограниченностью радиальных размеров головки и относительно
небольшие скорости скольжения не позволяют получить наиболее благопрятный
режим - жидкостное трение, обеспечивающее гидродинамическое «всплытие»
полусферы относительно опоры. Поэтому упомянутый режим создают гидро-
статической подкачкой масла под высоким давлением в разделяющий зазор.
Подшипники выполняют цельными или из четырех-шести секций. В теле под-
шипника предусмотрены накопительные камеры (рис. 11.5), соединенные ка-
навками с напорной магистралью и со сливом. Для предупреждения масляного
слоя от перегрева объем прокачки масла должен быть достаточным.
Согласно схеме, приведенной на рис. 11.3, в приводе не предусмотрены муфта
включения и действующий совместно с ней тормоз. Поэтому маховик, главный вал
Подача
Рис. 11.4. Привод РГ со стаканом без
хвостовика {а) и с укреплением в глу-
хом отверстии водила (б)
Рис. 11.5. Сферический подшипник РГ
322
Глава 11.
Прессы
с
вращающимся инструментом
и раскатная головка вращаются все время пока включен электродвигатель. Для ос-
тановки привода и РГ необходимо выключить электродвигатель и одновременно
тормоз 6 маховика (см. рис. 11.3). Во избежание травматизма из-за работающего в
период холостого хода привода необходимо предусмотреть соответствующие ме-
роприятия по технике безопасности (ограждения и т. п.).
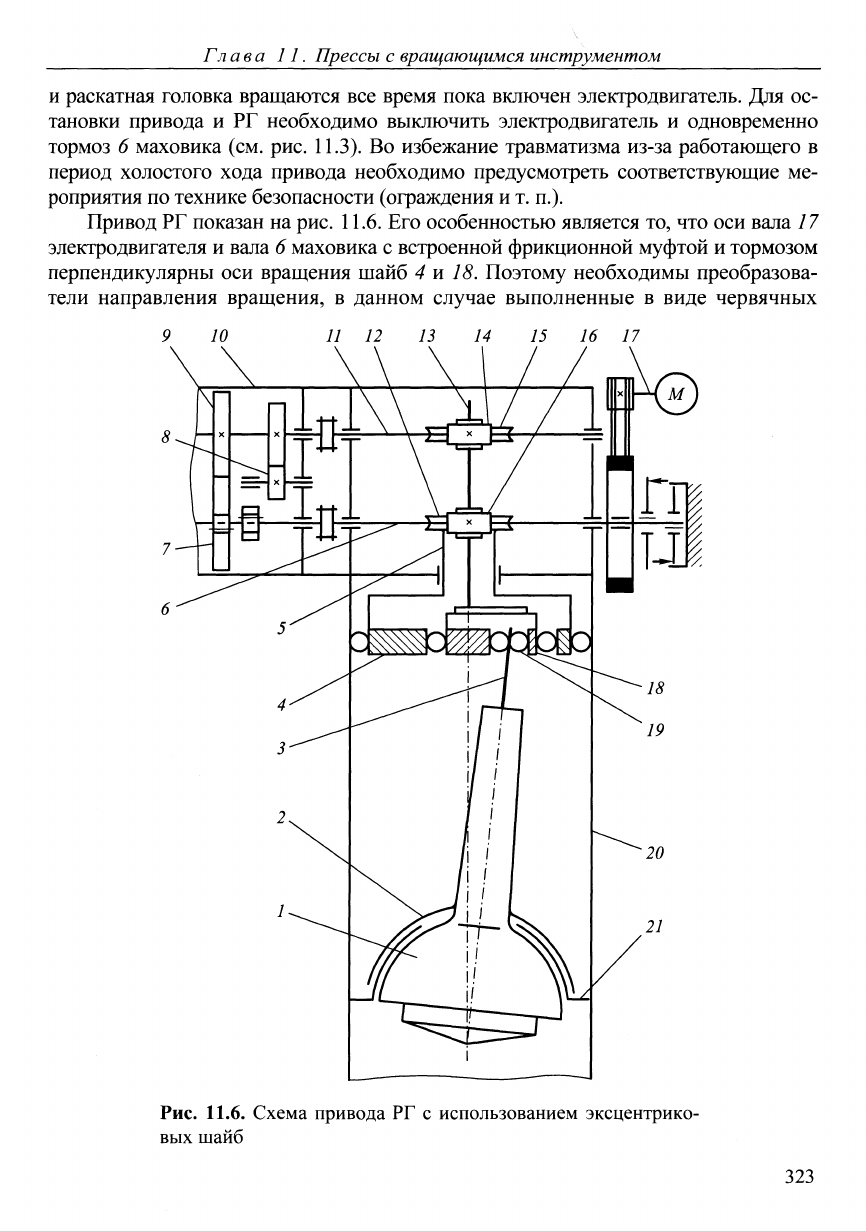
Привод РГ показан на рис. 11.6. Его особенностью является то, что оси вала 17
электродвигателя и вала 6 маховика с встроенной фрикционной муфтой и тормозом
перпендикулярны оси вращения шайб 4
ж
18. Поэтому необходимы преобразова-
тели направления вращения, в данном случае выполненные в виде червячных
15 16 17
Рис.
11.6. Схема привода РГ с использованием эксцентрико-
вых шайб
323
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
передач. Червяк 16 жестко установлен на нижнем горизонтальном валу 6 - валу
маховика, червячное колесо 12 - свободно на вертикальном валу 73. К нижней
стороне колеса прикреплен полый вал 5 наружной эксцентриковой шайбы 4, вра-
щающий ее в горизонтальной плоскости.
Для вращения дополнительного верхнего вала И предназначена коробка ско-
ростей 10, по типу схожая с таковыми у токарных станков и автомобилей. Короб-
ка передач содержит зубчатые шестерни Р, закрепленные наглухо на валу 77 и вруч-
ную смещаемые скользящие 7, расположенные на нижнем валу 6. В зависимости
от сцепленной пары зубчатых шестерен и их передаточного числа изменяется час-
тота вращения верхнего вала 77 и вертикального 13. При передаче через промежу-
точную шестерню 8 оба вала 6 и 11 вращаются в одну сторону. При непосред-
ственном зацеплении ведущей скользящей шестерни с ведомой валы 6 и 11
вращаются в разные стороны.
Червяк 74 и червячное колесо 15 вращают вертикальный вал 13, который
проходит через отверстие в червячном колесе 72 с подшипником до соединения с
внутренней шайбой 18. Внешняя цилиндрическая поверхность наружной шайбы 4
через подшипник качения оперта на корпус 20 пресса. Ее внутренняя цилиндри-
ческая поверхность и внешняя поверхность внутренней шайбы 18 через шарики
образуют также подшипник качения. Хвостовик 3 вала РГ 7 установлен в шарико-
вом подшипнике 7Р и свободно вращается в нем относительно собственной оси.
Проворотом шайб между собой получают плавную регулировку наклона оси РГ.
Вал РГ имеет дополнительную сферическую опору 2 для удержания головки
от сползания вниз из подшипника 19. Сферический подшипник головки уста-
новлен на поперечине 21 пресса.
Сложное кинематическое устройство существенно расширяет технологичес-
кие возможности пресса с таким приводом РГ. Регулирование частотой и на-
правлением вращения, а также эксцентриситетом позволяет обеспечить четыре
вида движения пуансона: круговое, как в приводе на рис. 11.3; линейное по пря-
мой, наклоненной под углом к горизонтальной оси матрицы; спиральное и ле-
пестковое (звездообразное). Первый вид движения применим при изготовлении
круглых симметричных в плане поковок; второй - для штамповки поковок
удлиненной формы; третий - для штамповки поковок, требующих перемещения
металла по радиусу с периодическим воздействием на среднюю часть поковки, и
четвертый - для штамповки поковок с радиальными ребрами (конические зуб-
чатые колеса и т. п.) по кривым с переменным радиусом.
Прессы с подобным приводом РГ изготовляют во многих странах.
11.3.
Гидравлический пресс с орбитально-вращающейся
раскатной головкой
Конструктивная схема такого пресса представлена на рис. 11.7. Позицией 5
здесь обозначена верхняя часть станины 10, на которой компонуют привод РГ.
324
г
л
ава 11.
Прессы
с
вращающимся инструментом
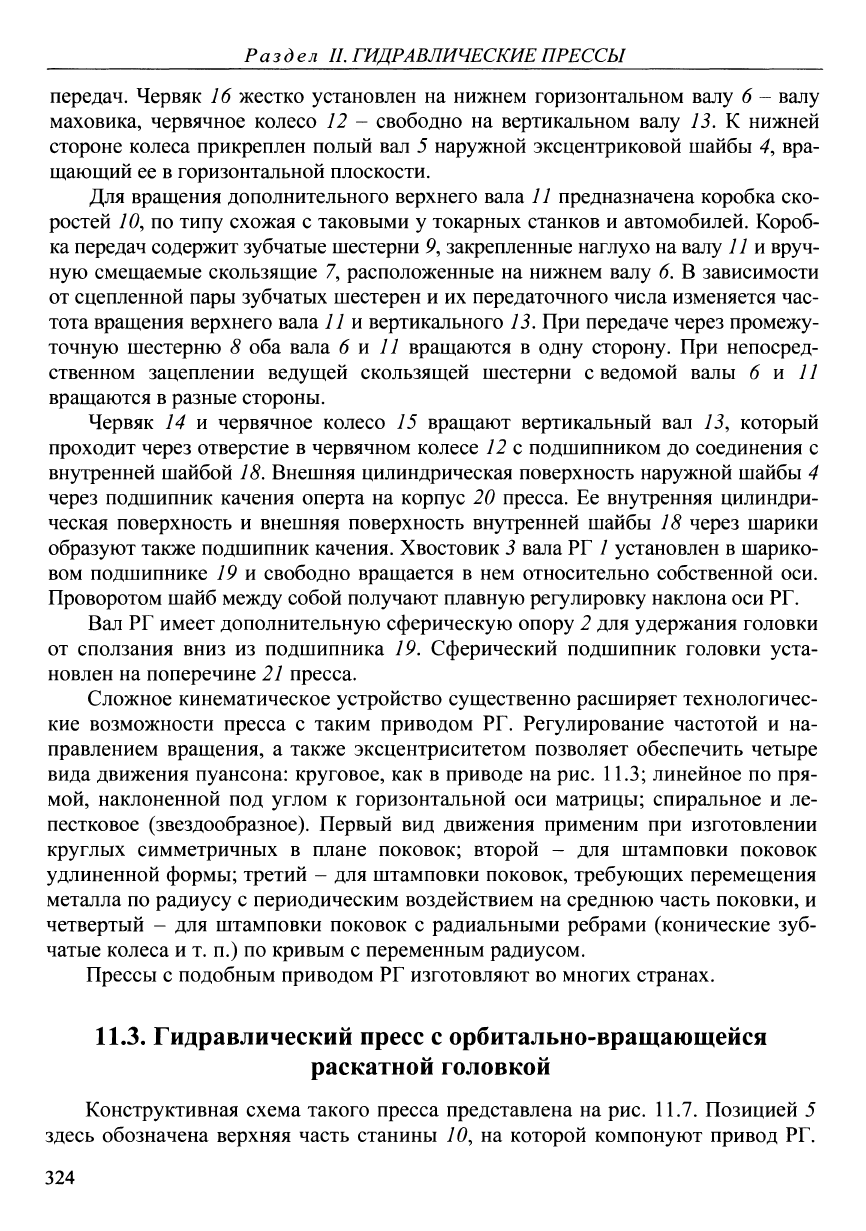
Рис. 11.7. Схема гидравлического пресса с орби-
тально-вращающейся РГ
Привод может быть выполнен по схемам, представленным на рис. 11.3 и 11.6.
В обоих случаях привод РГ электромеханический маховичный, однако в первом
случае он обладает повышенной жесткостью, а во втором - широкими техноло-
гическими возможностями.
Главным исполнительным органом пресса является плунжер 5, размещен-
ный в гидравлическом цилиндре 77. На плите верхнего торца плунжера установ-
лена матрица 2.
Как известно, в кривошипном прессе крайнее верхнее и крайнее нижнее по-
ложения (соответственно КВП и КНП) автоматически предопределены движени-
ем кривошипно-ползунного механизма. В гидравлическом прессе необходимо
ограничение движения плунжера для достижения предписанных КВП и КНП. Их
роль выполняют при ходе вверх размерное кольцо 5, вниз - дно цилиндра. Кольцо 3
325
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
крепят к поперечине 4 пресса (позиция 21 на
рис.
11.6). Точность штамповки по высоте пол-
ностью зависит от размерной точности кольца 3
и его установки на поперечине. Важно и то, что
оно прикрывает движущуюся РГ 6.
Плунжер под действием рабочей жидкос-
ти высокого давления, поступающей в полость
А цилиндра, достигает КВП и упирается в
размерное кольцо. На циклограмме (рис. 11.8)
этому моменту соответствует точка а. В это
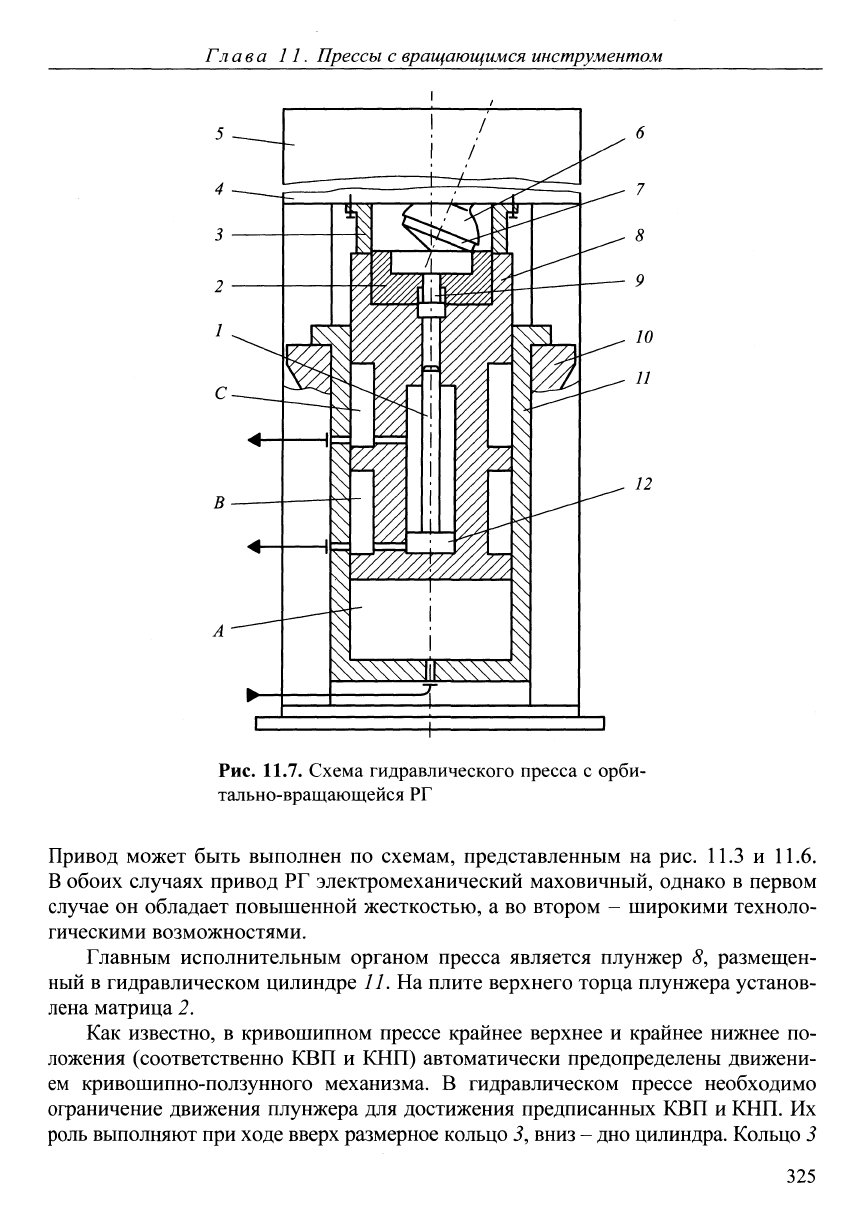
Рис. 11.8. Циклограмма работы время матрица с поковкой неподвижна, полос-
гидравлического пресса: ти В и С соединены со сливной магистралью,
7 - график движения РГ; 2 - то же а РГ б продолжаст вращаться и пуансон 7,
плунжера;
3-то
же толкателя
обкатывая торец ПОКОВКИ, улучшает качество
ее поверхности.
В точке b на циклограмме полость А соединяется со сливом, а в полости В и
надпоршневую через С поступает жидкость высокого давления, которая давит на
кольцевую площадь. Плунжер тотчас идет вниз, но поршень 12 удерживается до
тех пор, пока полость С не будет соединена со сливом и не откроется доступ жид-
кости в под поршневое пространство. Поршень и его шток-толкатель 1 начинают
двигаться вверх. Одновременно возрастает сила, действующая на дно цилиндри-
ческой поверхности плунжера, которая ускоряет его движение вниз до КПП.
По окончании холостого пробега толкатель 1 достигает нижнего торца вы-
талкивателя 9 и извлекает поковку из полости матрицы 2. После упора выталки-
вателя в бурт матрицы толкатель останавливается в точке, соответствующей с^
(см.
рис. 11.8). Во время выстоя толкателя под действием жидкости высокого
давления (полость В) поковка удаляется из межштампового пространства. В мо-
мент времени, соответствующий точке d^, полость С соединяется с напорной
магистралью, а А - со сливом: поршень и толкатель движутся вниз до КПП тол-
кателя (точка
е^
на циклограмме).
После этого срабатывает реле времени, соединяя полость А с жидкостью
высокого давления. Выстаивание плунжера в КИП прекращается, и он уско-
ренно поднимается вверх. По физико-механическим причинам деформирова-
ние поковки должно совершаться с пониженной скоростью. Вновь срабатывает
реле времени и в напорной магистрали уменьшается подача жидкости высоко-
го давления на период движения плунжера от точки е до а на циклограмме.
Поршень, опущенный на дно цилиндра, выстаивает в КПП толкателя в тече-
ние времени
е^-а^-
Ь^.
Согласно циклограмме (см. рис. 11.8), РГ не перемещается по высоте пресса,
а лишь совершает орбитальное вращение в течение всего технологического цикла.
Если, как в приводе РГ на рис. 11.6, ее вращением можно управлять, то при вы-
326
г л ава 11. Прессы с вращающимся инструментом
ключении муфты в точке b (см. рис. 11.8) вращение РГ прекращается, а после
включения ее с опережением по времени точки е вновь начинает вращаться.
Заводы-изготовители применяют гидравлические приводы различных кон-
струкций. Обязательным условием является соблюдение порядка движения ис-
полнительных органов в последовательности, показанной на рис. 11.8. Иногда
конструкторы изменяют значения некоторых параметров, достигая положитель-
ного эффекта. Например, у прессов фирмы «Массей» выше скорость холостого
хода плунжера, что позволяет повысить производительность. Размеры поковок,
изготовленные на прессах ВНИИТмаша, больше, но при этом возрастает мощ-
ность привода. У прессов фирмы «Шмид» меньше угол у, а значит, лучше качест-
во поверхности поковок, меньше мощность привода, но больше продолжитель-
ность технологического цикла. Сравнительная характеристика гидравлических
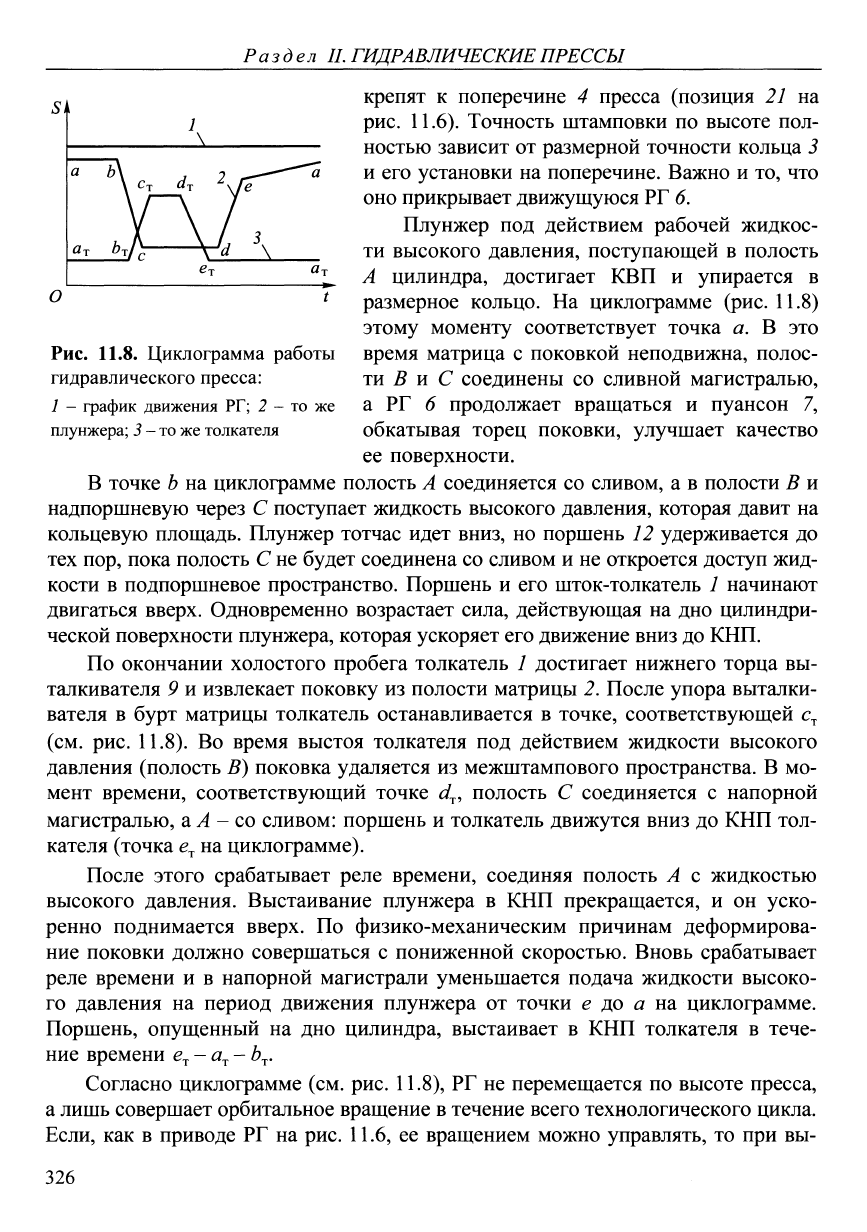
приводов различных конструкций приведена ниже:
«Массей» «Шмид» ВНИИТмаш
Номинальное усилие, МН 2 2 2
Диаметр поковки, мм 150 180 220
Ход плунжера, мм 310 200 250
Угол
у,
град 0-3 0-2 0-3
Частота вращения РГ, об/мин 900 340 900
Скорость приближения плунжера, мм/с . . . . 300 125 100
Скорость рабочего хода, мм/с 75 26 49
Суммарная мощность привода, кВт 109 67 175
Производительность, шт./мин 12 8 8
11.4.
Прессы с соосно-вращающимся штамподержателем
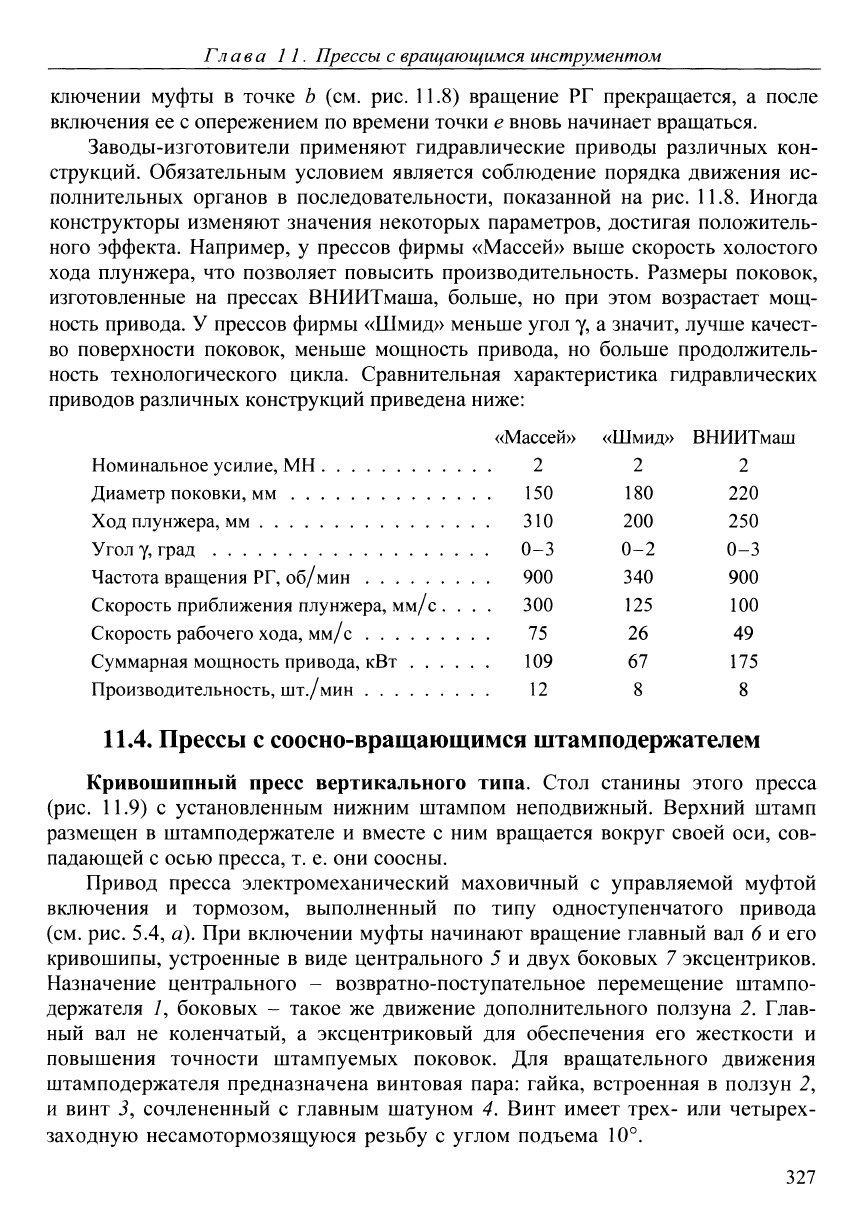
Кривошипный пресс вертикальпого типа. Стол станины этого пресса
(рис.
11.9) с установленным нижним штампом неподвижный. Верхний штамп
размещен в штамподержателе и вместе с ним вращается вокруг своей оси, сов-
падающей с осью пресса, т. е. они соосны.
Привод пресса электромеханический маховичный с управляемой муфтой
включения и тормозом, выполненный по типу одноступенчатого привода
(см.
рис. 5.4, а). При включении муфты начинают вращение главный вал 6 и его
кривошипы, устроенные в виде центрального 5 и двух боковых 7 эксцентриков.
Назначение центрального - возвратно-поступательное перемещение штампо-
держателя 7, боковых - такое же движение дополнительного ползуна 2. Глав-
ный вал не коленчатый, а эксцентриковый для обеспечения его жесткости и
повышения точности штампуемых поковок. Для вращательного движения
штамподержателя предназначена винтовая пара: гайка, встроенная в ползун 2,
и винт 3, сочлененный с главным шатуном 4. Винт имеет трех- или четырех-
заходную несамотормозящуюся резьбу с углом подъема 10°.
327
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Винт
Гайка
Рис.
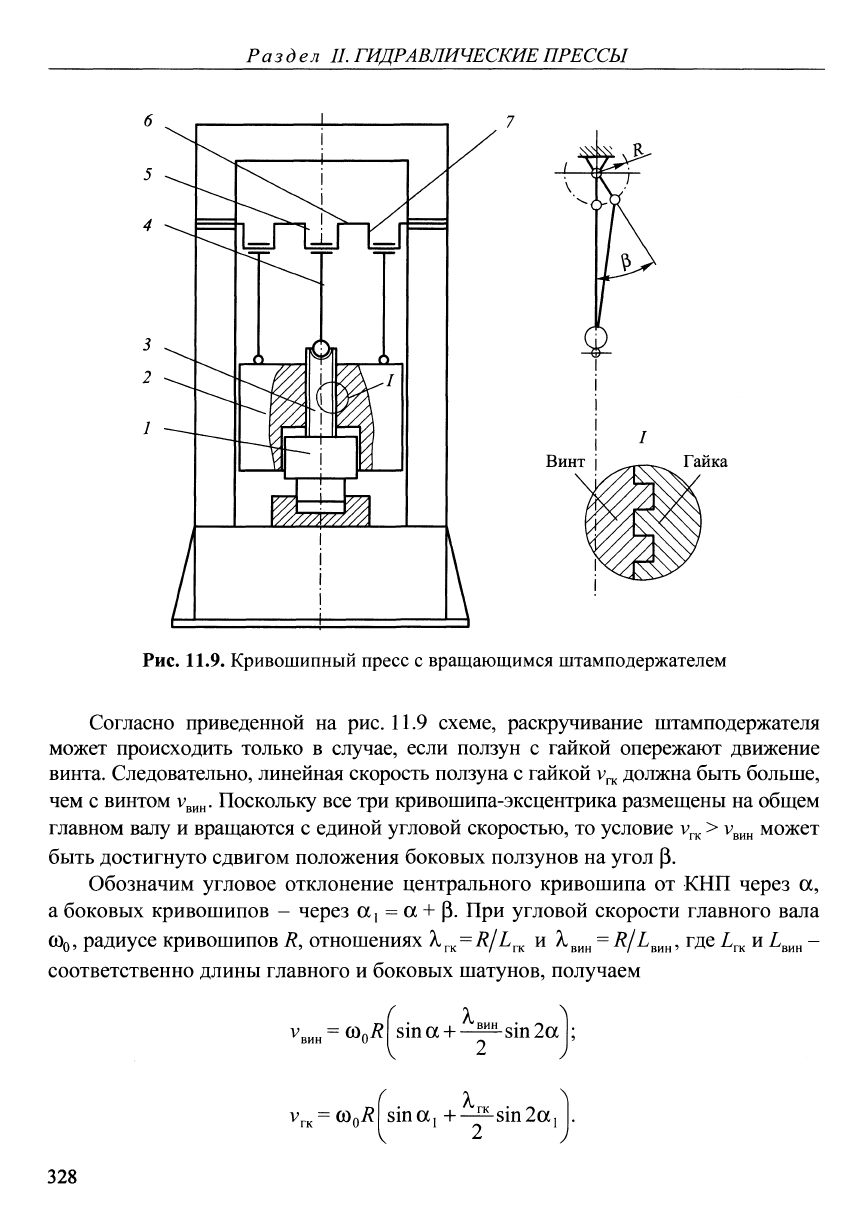
11.9. Кривошипный пресс с вращающимся штамподержателем
Согласно приведенной на рис. 11.9 схеме, раскручивание штамподержателя
может происходить только в случае, если ползун с гайкой опережают движение
винта. Следовательно, линейная скорость ползуна с гайкой
v^^
должна быть больше,
чем с винтом
Vg^^^.
Поскольку все три кривошипа-эксцентрика размещены на общем
главном валу и вращаются с единой угловой скоростью, то условие
v^,,^
>
Vg^^^
может
быть достигнуто сдвигом положения боковых ползунов на угол (3.
Обозначим угловое отклонение центрального кривошипа от КПП через а,
а боковых кривошипов - через aj = а + р. При угловой скорости главного вала
COQ,
радиусе кривошипов R, отношениях
X^^=R/L^^
и
^вин
" ^/^вин' тае L^ и
1^^^
-
соответственно длины главного и боковых шатунов, получаем
f
Х ^
^вин""^о^
sina + —^^sin2a ;
V 2 j
f
^ ^
v^j^^cOoi? sinaj +—^sin2ai
V 2 у
328
Глава 11. Прессы с вращающимся инструментом
Можно принять, что
?1вин
~ ^гк ^ ^^ 0?140...0Д75. Для выполнения условия
раскручивания скорость ползуна с гайкой относительно ползуна с винтом долж-
на быть подчинена условию
VBHH > 0;
СОоЛ
(sinaj -sina)+—(sin2ai -sin2a)
>0.
Примерно от угла поворота центрального кривошипа а > 70° относительная
скорость Vj,^_gj^H возрастает от очень небольшого значения до наибольшего к кон-
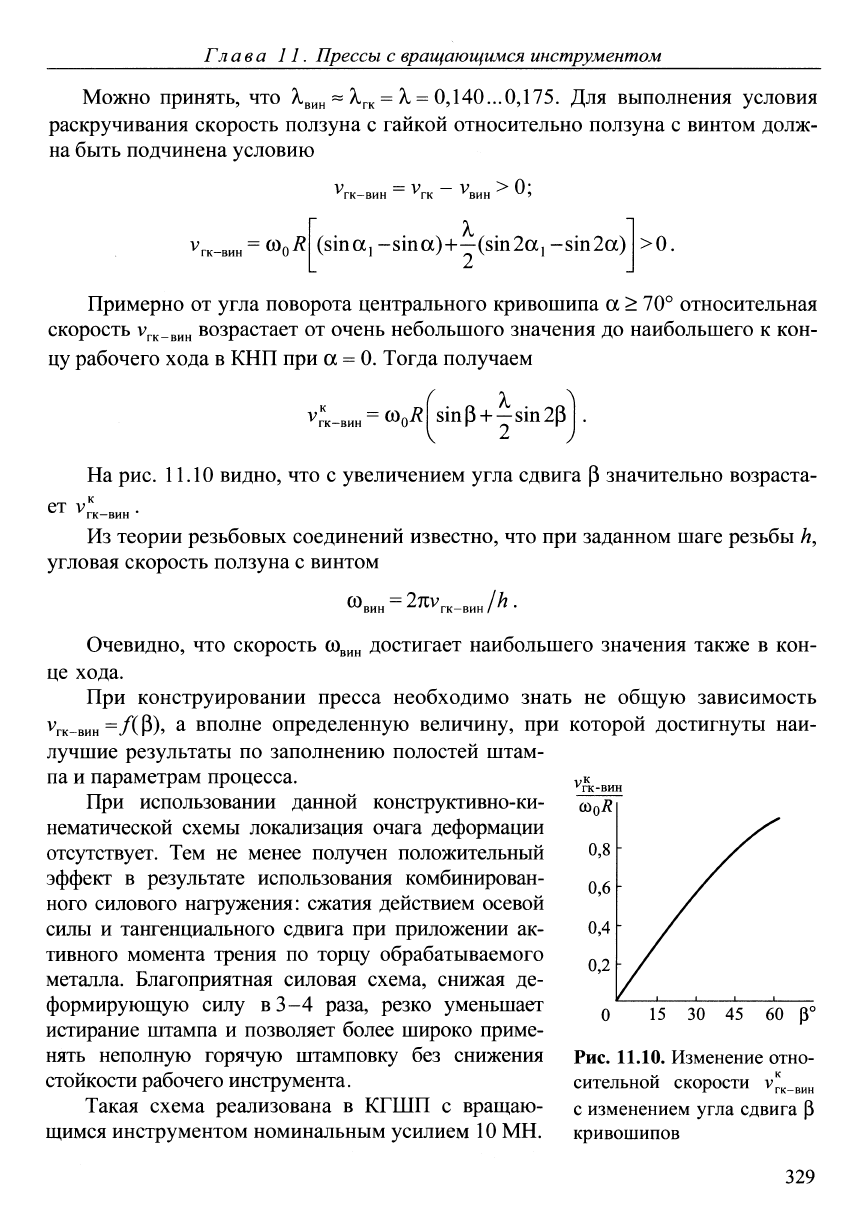
цу рабочего хода в КИП при а = 0. Тогда получаем
COoi?
sinB +—sin2B
2
На рис. 11.10 видно, что с увеличением угла сдвига
(3
значительно возраста-
ет
V
^ гк-вин
Из теории резьбовых соединений известно, что при заданном шаге резьбы /г,
угловая скорость ползуна с винтом
Очевидно, что скорость сОвин достигает наибольшего значения также в кон-
це хода.
При конструировании пресса необходимо знать не общую зависимость
^гк-вин =/(Р)' ^ вполне определенную величину, при которой достигнуты наи-
лучшие результаты по заполнению полостей штам-
па и параметрам процесса.
При использовании данной конструктивно-ки-
нематической схемы локализация очага деформации
отсутствует. Тем не менее получен положительный
эффект в результате использования комбинирован-
ного силового нагружения: сжатия действием осевой
силы и тангенциального сдвига при приложении ак-
тивного момента трения по торцу обрабатываемого
металла. Благоприятная силовая схема, снижая де-
формирующую силу в 3-4 раза, резко уменьшает
истирание штампа и позволяет более широко приме-
нять неполную горячую штамповку без снижения Рис. 11.10. Изменение отно-
стойкости рабочего инструмента. сительной скорости
vl^_^^^
Такая схема реализована в КГШП с вращаю- с изменением угла сдвига р
щимся инструментом номинальным усилием 10 МП. кривошипов
•^гк-вин
щК
0,8
0,6
0,4
0,2
0
-
-
/
15 30
45 60 р°
329