Желукевич Р.Б. Машины и агрегаты для содержания аэродромов
Подождите немного. Документ загружается.


123
Состояние тормозной системы должно обеспечивать своевременную
остановку спецмашин и одновременность начала торможения всех колес.
В тормозной системе не допускается: повреждение и заедание деталей
привода колодок в колесных тормозах; просачивание жидкости (воздуха) из
системы; замена тормозной жидкости минеральными или иными маслами.
Запрещается эксплуатация шин: не соответствующих марке
спецмашины по размеру и допустимой нагрузке; с износом протектора выше
установленной допустимой нормы; с механическими повреждениями
(сквозное отверстие, расслоение и др.) и применением временных манжет;
с давлением воздуха, не соответствующим норме.
Электрооборудование должно обеспечивать: запуск двигателя
стартером, бесперебойное и своевременное зажигание смеси в цилиндрах,
работу приборов освещения, сигнализации и электрических контрольных
приборов и исключать возможность искрообразования в соединениях.
Электропроводка должна иметь надежную неповрежденную изоляцию.
Аккумуляторную батарею устанавливают в специальные гнезда и
надежно закрепляют. Не допускается подтекание электролита из моноблока
аккумуляторной батареи. Плотность электролита должна соответствовать
сезону эксплуатации.
Каждая спецмашина должна быть оборудована зеркалами заднего вида,
исправным освещением, стоп-сигналом, указателями поворота,
проблесковыми огнями, а также средствами радиосвязи и буксировочными
устройствами.
Техническое состояние сцепного устройства тягачей и прицепных
средств механизации должно исключать возможность отрыва прицепа от
тягача. Обязательным является наличие страховочной цепи или троса,
соединяющих прицеп и тягач.
Запрещается эксплуатация спецмашин с неисправными и
неопломбированными контрольно-измерительными приборами и
оборудованием, рабочие параметры которых должны соответствовать
нормативам.
Техническое состояние специального оборудования машин должно со-
ответствовать техническим условиям и требованиям инструкции заводов-
изготовителей по эксплуатации каждого конкретного типа машин.
Узлы, агрегаты и соединительные элементы систем спецоборудования
должны быть исправны и надежно закреплены.
Редукторы привода рабочего оборудования и цепные передачи должны
работать плавно, без резких шумов и стуков.
Карданные валы не должны иметь дисбаланса и механических
повреждений, люфт в подшипниках вилок карданных валов при покачивании
рукой не должен ощущаться.

124
Гидравлическая система должна обеспечивать плавный без заеданий
подъем рабочих органов, их опускание и фиксацию в заданном положении, а
также вращение и повороты. Не допускается наличие забоин на главной
рабочей поверхности штоков гидроцилиндров, грязесъемники должны
обеспечивать надежную защиту внутренней полости гидроцилиндров от
попадания грязи.
Цистерны для воды не должны иметь течи, крышки емкостей должны
плотно прилегать к горловинам, через которые осуществляется заполнение
емкостей жидкостью. Не допускаются отслоения защитного покрытия
внутренних поверхностей цистерн. Запорные вентили водяной системы
должны легко вращаться рукой без применения вспомогательных предметов
и обеспечивать четкое открывание и перекрытие каналов в системе
трубопроводов.
К установленным на спецмашинах авиадвигателям, генерирующим
рабочий газовоздушный поток, предъявляются следующие требования:
не допускается наличие забоин и механических повреждений лопаток
турбины и компрессора;
при неработающем двигателе ротор должен легко без усилий
проворачиваться рукой по ходу вращения, при этом не допускается наличие
посторонних шумов и стуков;
в процессе запуска и работы авиадвигателя на всех режимах его
обороты, температура газов на выходе, давление масла на входе в двигатель
должны быть в пределах, указанных в инструкции по эксплуатации данного
типа авиадвигателя в наземных условиях;
при остановке двигателя не допускается выброс масла из общей трубы,
суфлирующей залабиринтные полости камеры сгорания, а также подтекание
масла через лабиринтные уплотнения подшипников турбины.
Соединения газопроводов должны быть герметичными, исключать
потери газовоздушного потока, генерируемого авиадвигателем; установка
газопровода должна обеспечивать возможность регулировки параметров
газовоздушной струи и изменение направления ее относительно
обрабатываемой поверхности.
Шумовые характеристики машин и параметры вибрации на рабочих
местах и органах управления должны соответствовать требованиям
ГОСТ 12.0.002–83 и ГОСТ 12.1.012–90.
Усилия на органах управления должны быть:
на рулевом колесе при движении машины со скоростью менее 8 км/ч на
горизонтальном участке с сухим твердым покрытием не более 115 Н;
на органах управления двигателем внутреннего сгорания не более 50 Н;

125
на органах управления рабочим оборудованием, используемых
в каждом рабочем цикле, не более 60 Н для рычагов и 120 Н для педалей;
на органах управления машиной, используемых при перемещении ее
собственным ходом, не более 120 Н для рычагов и 245 Н для педалей, на
педалях типа тормозной не более 300 Н;
на рычагах и педалях, используемых не более 5 раз в смену не более 200 Н.
Все аэродромные машины, допущенные для работ на летной полосе,
РД, перроне и МС, должны быть оборудованы проблесковыми огнями,
включаемыми во время работы независимо от времени суток, а также
средствами аэропортовой связи.
Проблесковые огни, установленные на аэродромных машинах, должны
быть желтого цвета, обладать эффективной силой света не менее 40 и
не более 400 кандел с частотой вспышек 75 раз в минуту.
На машине ответственного лица за проведение работ на летной полосе
и РД дополнительно устанавливают радиоприемник для прослушивания
радиообмена на частоте диспетчера посадки.
Каждая машина, работающая на летной полосе и РД, должна быть
оборудована средствами пожаротушения и медицинской аптечкой.
Допуск на летную полосу и РД технически неисправных машин и
механизмов, не оборудованных средствами сигнализации и связи,
запрещается.
При работе на летной полосе и РД средства радиосвязи и проблесковые
огни, установленные на машинах, выключать запрещается.
Въезд на аэродромные покрытия машин и механизмов с загрязненными
колесами, а также механизмов на гусеничном ходу запрещается.
Радиофицированные аэродромные машины должны управляться
водителями, обученными правилам ведения внутри аэропортовой связи.
При получении соответствующей команды по каналам связи или по
установленному сигналу водители, работающие на летном поле и РД,
обязаны прекратить работу и незамедлительно вывести технику в
установленное место.
В случае выхода из строя средств связи на аэродромной машине она
немедленно отводится с летного поля и не должна работать до устранения
неисправностей.
Контрольные вопросы
1. От чего зависит создание и выпуск качественных спецмашин для
содержания аэродромов?

126
2. Что определяет состав и структуру спецмашин и комплексов для
содержания аэродромов?
3. Основные признаки классификации спецмашин для содержания
аэродромов.
4. Какие качества спецмашин улучшают для повышения
конкурентоспособности?
5. Какое воздействие на покрытия аэродромов оказывают летательные
аппараты?
6. Какие двигатели в перспективе будут основным источником
энергии спецмашин?
7. Основные требования, предъявляемые к искусственным покрытиям
аэродромов.
8. Основные задачи текущего содержания аэродромных покрытий.
9. Основные требования к качеству очистки покрытий средствами
механизации.
10. Какие работы выполняются на аэродромных покрытиях в летнее и
зимнее время?
11. Какими параметрами характеризуется качество очистки покрытий
от всех видов осадков?
12. Какие основные требования предъявляются к техническому
состоянию спецмашин для содержания аэродромов?
13. Какие требования предъявляются к аэродромным машинам при
работе на летном поле?

127
Раздел 2. Машины и оборудование для ремонта покрытий аэродромов и
определения фрикционных свойств покрытий
2.1. Маркировка аэродромов
Дневная маркировка и оборудование маркировочными знаками
обязательны для всех аэродромов и вертодромов. В процессе эксплуатации
аэродромов производится периодическое обновление маркировочных знаков.
Все маркировочные знаки ИВПП должны быть белого цвета. При отсутствии
контрастности поверхности покрытия с белым цветом допускается обводка
знаков черным цветом.
Маркировочные знаки искусственных покрытий РД, МС и перрона
должны быть контрастирующими по цвету со знаками ИВПП и иметь
оранжевый (желтый) цвет. Маркировочные знаки зон обслуживания ВС
имеют красный цвет, а пути движения спецавтотранспорта – белый цвет.
Цвет маркировочных знаков грунтовых аэродромов (вертодромов)
представляет собой сочетание двух цветов: оранжевого с белым, красного
с белым или черного с белым.
На ИВПП маркировочными знаками обозначают: продольную ось
ИВПП, порог, цифровой знак посадочного магнитного путевого угла
(ПМПУ), зону приземления, фиксированное расстояние и край. Схемы
маркировки ИВПП, РД, МС и перрона приведены в работе /19/.
2.2. Требования к покрытию и основные характеристики эмалей
Маркировочные знаки на покрытия ИВПП, РД, МС и перрона наносятся
/19/ с помощью маркировочных машин или вручную по шаблонам. До начала
маркировочных работ должен быть закончен текущий ремонт искусственных
покрытий, а поверхность покрытия очищена от пыли, грязи и посторонних
предметов. Поверхность покрытия очищается с помощью щеточных машин с
последующей промывкой загрязненных мест водой. Масляные пятна
удаляют с помощью бензина или керосина, после чего очищаемые места
промывают горячей водой. Перед нанесением лакокрасочного материала
поверхность покрытия должна быть высушена, а лакокрасочный материал
подготовлен. Его перемешивают, доводят вязкость до требуемой
128
консистенции, фильтруют, заправляют в емкости. Нанесение лакокрасочных
материалов на покрытие производят вручную в два слоя. Второй слой
наносят после полного высыхания первого.
Для маркировки покрытий аэродромов применяются эмали ЭП-5155
(ТУ 6-10-1085–75), НЦ-25 (ГОСТ 5406–84).
Основные характеристики эмалей приведены в табл. 2.1.
Таблица 2.1
Основные
характеристики эмалей
Марки эмалей
ЭП-5155
НЦ-25
КО-503 Категория эмалей
первая высшая
Цвет
Белый, оттенок
не нормируется
Белый
Черный
Желтый
Красный
Зеленый
Голубой
Белый
Желтый
Красный
Вязкость по вискози-
метру В3-4 при t = 20
о
С
40–120 45–70
Время высыхания при
t = (20 ± 2)
о
С, мин,
не более
60 40 60 40
Растворитель для раз-
бавления эмали до ра-
бочей вязкости
№ 646 или 648 № 646 или 645
№ 646 или 647
В настоящее время для маркировки подъездных путей все большим
спросом пользуются краски на эпоксидной основе, на основе хлорированной
резины, алкидов, каучуковых композиций.
Характеристики лакокрасочных материалов
для маркировки аэродромных покрытий

129
2.3. Основные характеристики маркировочных машин
и способы нанесения лакокрасочных материалов
Маркировочные машины предназначены для нанесения линий
разметки аэродромных и дорожных покрытий, обозначения взлетно-
посадочных полос, рулежных дорожек, мест стоянок и перронов, а также для
окраски элементов обстановки. Маркировочные машины применяют для
разметки предварительно очищенных, сухих асфальтобетонных
и цементобетонных покрытий при положительной температуре воздуха
от 10 до 40
о
С.
Основными признаками, определяющими условное разделение
маркировочных машин на классы, являются: назначение машины, объем и
вид выполняемых работ, применяемый материал, способ нанесения знака,
тип ходового оборудования. Существует несколько способов
механизированного нанесения лакокрасочных и термопластичных
материалов на покрытия (рис. 2.1) (бескомпрессорный, пневматический,
гравитационный и кинетический). Способ нанесения пленочных материалов
на покрытие не получил широкого распространения, как и способ
фрезерования выемок под укладку термопластичных материалов.
У большинства современных краскораспылителей, установленных на
самоходных маркировщиках (табл. 2.2), управление исполнительными
механизмами осуществляется универсальным пневматическим способом.
Компрессор подает воздух под давлением в коммуникации по трем основным
ветвям. По одной ветви – в резервуар для краски, по другой – в бак для
растворителя, по третьей – в краскораспылитель. Краскораспылитель
снабжен двумя пневматическими трубопроводами, одним для распыления
материала, другим для управления его работой. Одновременно с этим в
краскораспылитель поступает под давлением лакокрасочный или
термопластичный материал, вытесняемый из резервуара. В насадке
краскораспылителя струя материала дробится воздушным потоком и через
сопло распыляется на покрытие.
Безкомпрессорный способ состоит в том, что краска из резервуара
поступает под давлением сжатого воздуха или насоса в краскораспылитель и,
перемешиваясь в насадке, распыляется через сопло.
Гравитационный способ заключается в том, что наносимый на
покрытие материал предварительно подогревается до текущего состояния и
под действием силы тяжести вытекает на покрытие, а контур линии
формируется формой выходного отверстия.

130
Кинетический способ распыления красочных и термопластичных
материалов заключается в том, что давление 3–12 МПа создается в системе
насосом, материал истекает на покрытие через отверстие малого диаметра и в
результате резкого перепада давления дробится на мелкие частицы, образуя
факел.
Основными элементами, характеризующими высокий уровень качества
маркировочных машин являются: компрессор с ресивером, трубопроводами,
масловодоотделителями; система подачи краски с баками и подогревом;
система промывки каналов подачи краски с баками и трубопроводами;
краскораспределитель; система воздушного и безвоздушного распыления
материала с ограничительными дисками или без них; механизм изменения
шага, обеспечивающий автоматическое нанесение прерывистых линий;
система управления работой форсунки (ручная или автоматическая
с помощью электронного блока, состоящего из преобразователя,
программного блока и исполнительного органа).
Машины оборудуют визирным устройством, дополнительным
пистолетом-краскораспылителем и насосом для механизированной заправки
емкостей краской и растворителем.
Для расширения области применения самоходные машины средней и
высокой производительности оснащают кронштейнами для подсоединения
ручных маркировщиков (рис. 2.2) в виде трехколесных тележек,
осуществляющих краевую маркировку дорог; маркировщики монтируют
в местах подсоединения краскораспылителя. Ограничительные диски для
формирования боковых контуров наносимых линий размещены на двух
колесах, одно из которых имеет возможность перемещаться по
направляющим, обеспечивая изменение ширины наносимых линий.
Нанесение линий осуществляется с помощью форсунки, к которой подается
краска и сжатый воздух от маркировочной машины. Управление работой
форсунки производится с помощью пневмораспределителя путем изменения
направления потока воздуха в пневматическом приводе.
131
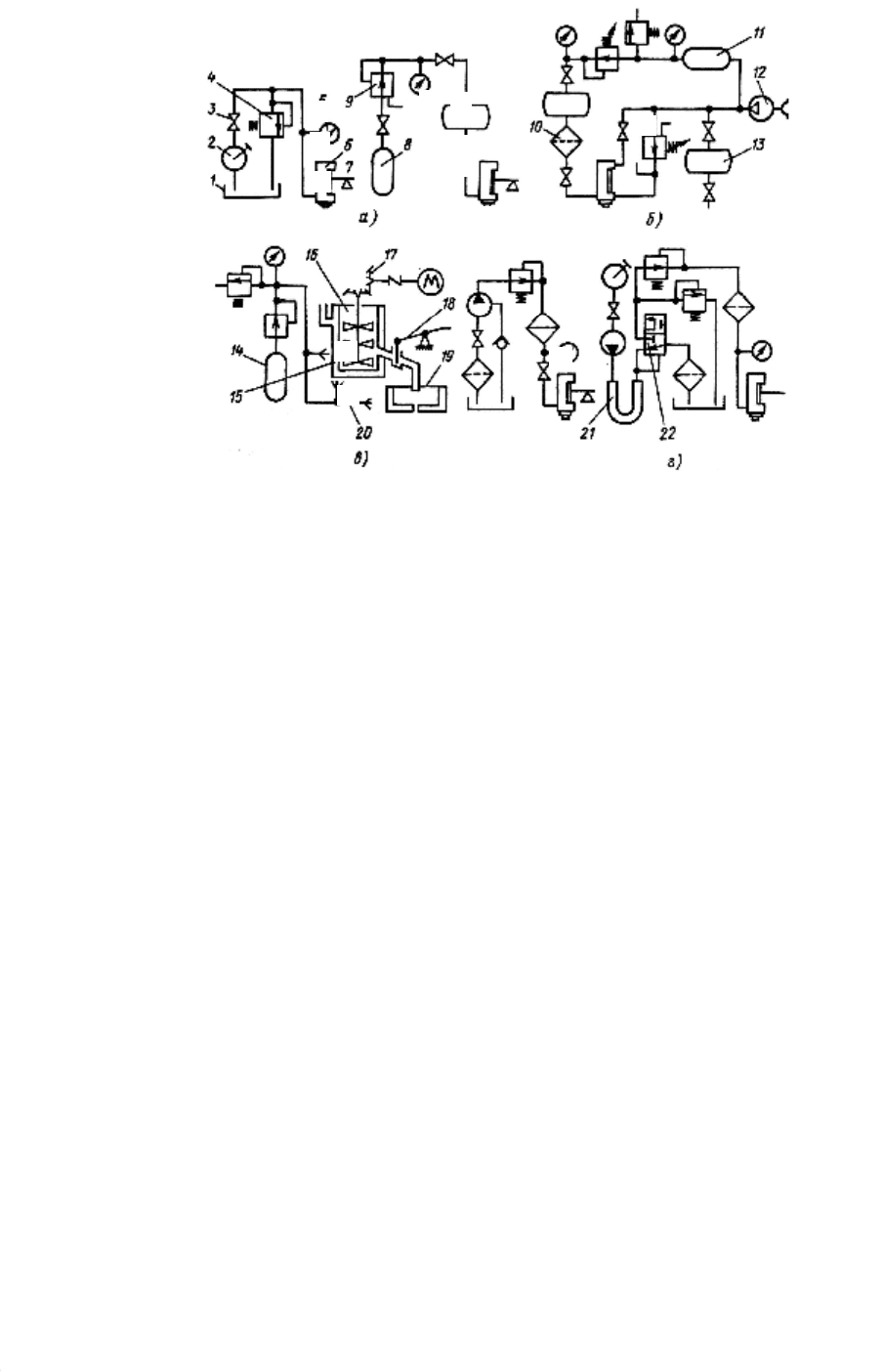
Рис. 2.1. Схема устройств для выполнения маркировки покрытий
различными способами: а – бескомпрессорным; б – пневматическим; в –
гравитационным; г – кинетическим; 1 – резервуары для краски; 2 – ручной
насос; 3 – проходной кран; 4 – предохранительный клапан; 5 – манометр; 6 –
краскораспылитель; 7 – рычаг управления; 8 – баллон для сжатого воздуха; 9
– редукционный клапан; 10 – фильтр; 11 – ресивер; 12 – компрессор; 13 – бак
для растворителя; 14 – баллон для сжиженного газа; 15 – масляная ванна; 16
– резервуар для термопласта; 17 – мешалка; 18 – рычаг управления; 19 –
бункер; 20 – горелка; 21 – буферная камера; 22 – клапанная коробка
а
б
в
г
3
1
2
4
5
9
8
6
7
10
11
13
12
17
16
14
15
20
21
22
19
18
132
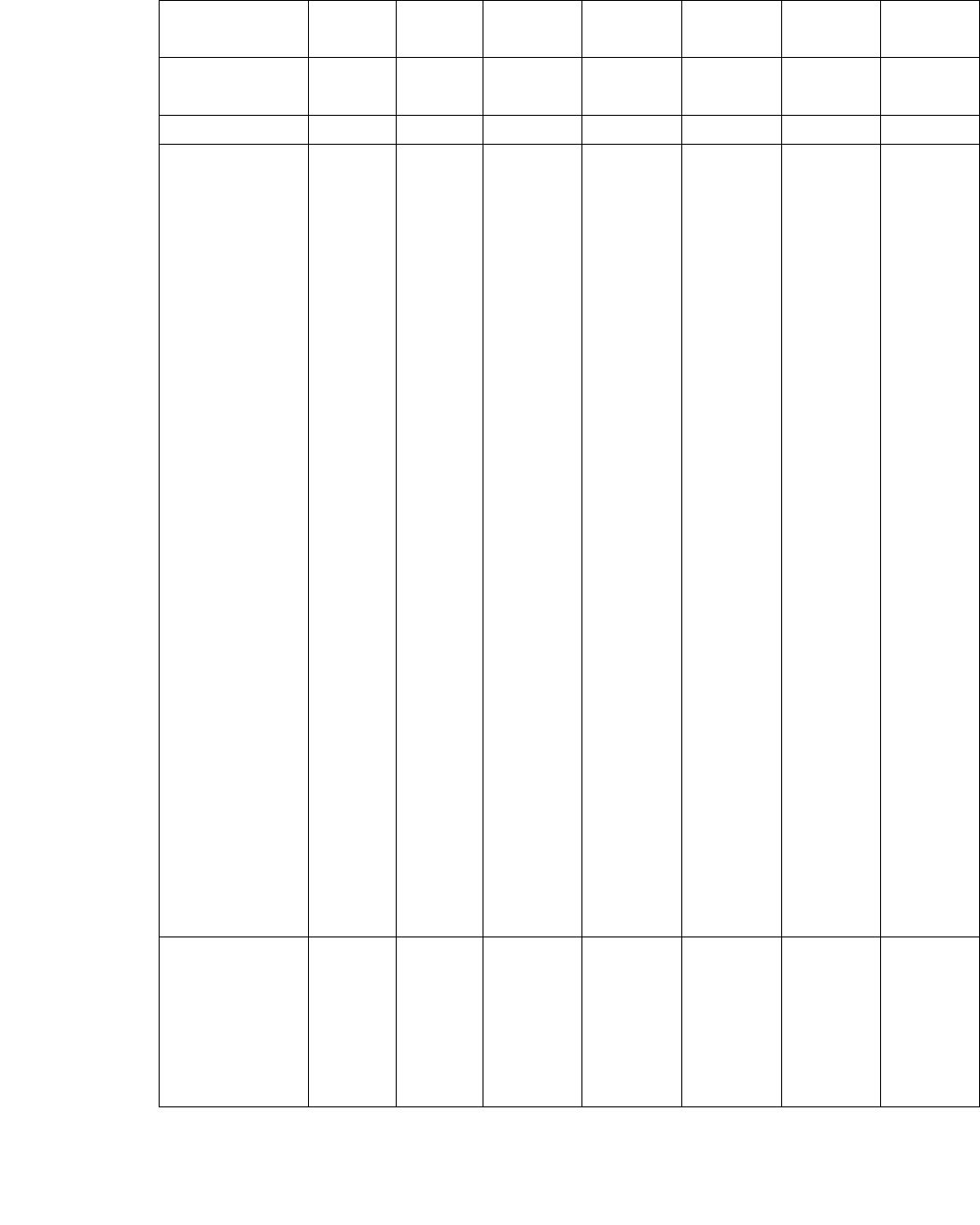
Таблица 2.2
Технические характеристики маркировочных машин
Показатель ДЭ-
3А
ДЭ-3Б
ДЭ-18 ДЭ-
18А
ДЭ-20 ДЭ-21 ДЭ-40
Базовое
шасси
Т-
16М
Т-
16М
ГАЗ-
53А
ГАЗ-
53А
ГАЗ-
53А
ГАЗ-
53-12
УАЗ-
452Д
1 2 3 4 5 6 7 8
Наносимые
на
покрыти
е
сплошные
и
прерывист
ые линии:
материал
способ
нанесения
число
линий
ширина
полосы, мм
длина
преры-
вистых
ли-ний, м:
кратная 1
кратная 1,4
Краск
а
Пнев
-
мати
-
чески
й
1
100
–300
1–31
–
Эпок
-
сидна
я
эмаль
Пнев
-
мати
-
чески
й
1; 2
–
4–31
–
Краска
Пнев-
мати-
ческий
3
100–1000
1–31
–
Краска
Пнев-
мати-
ческий
1; 2; 3
100
–1000
1–31
–
Термо
-
пласти
к
Грави
-
тацион
-ный
1
100, 200
1–31
–
Термо
-
пласти
к
или
краск
а
–
1; 2; 3
–
0,5–30
–
Краска
Кине
-
тичес
-кий
–
130–170
–
1, 4
Компрессор
:
тип
подача,
м
3
/мин
У4310
2
0,5
У4310
2
0,5
ПУ-
1,75
1–75
У43102
0,5
–
–
У43102
0,5
–
–
давление,