Yin R. Metallurgical Process Engineering
Подождите немного. Документ загружается.


198 Metallurgical Process Engineering
sequence arrangement in chemical composition changing, deformation control,
structure control and metal performance. Generally speaking, the process running
essence
of
the whole steel production is the organization, coordination and cou-
pling
of
such factors as matter, energy, space, time. So it is actually the spatio-
temporal coupling
of
the chemical composition factor, the physical phase state
factor, the geometry factor, the surface feature factor, the energy and temperature
factor and also the space-location factor, the time-sequence factor etc. in the steel
production process. As the space-location factors e.g. layout, vertical arrangement
have been determined and fixed in steel plant design, so the coordination
of
steel
plant is synergistic coupling
of
all factors on time axis mainly. Therefore, the
buffer-coordination capacity
of
some procedures/devices can be simply mani-
fested by the functions
of
time-order and time-rhythm parameters.
Of
course, it
not means that the space factor is unimportant. Irrational layout and process net-
work are likely to result in mass flow confusion, which can not be recovered
through scheduling
of
production process.
Taking the secondary metallurgy device as an example for buffer-coordination
calculation, for the purpose
of
continuation
of
mass flow and long sequence cast-
ing in BOF
-CC
section, the condition should be
ISM
«t[JOF
~t
C C
i.e.
Q
C C
~Q[JOF
<Q
SM
where Qcc is the mass flowrate in effective operation
of
caster, t / min;
Q[JOF
is the
mass flowrate in tap-to-tap time
of
converter, t / min; QSM is the mass flowrate in
one cycle
of
secondary metallurgy, t / min.
Thus, the buffer-coordination capacity
of
secondary metallurgy for caster is
C C
QS
M-Q
CC= SM SM - CC cc
t;
-I
s i;
-I
s
where C is liquid steel weight
of
one heat, t.
I
~M
is start time
of
secondary re-
fining cycle, min;
I;M is end time
of
secondary refining cycle, min; I; c is
start
of
caster running time, min; t;Cis end
of
caster running time, min.
It
is shown that buffer-coordination capacity
of
a device here can be embodied
not only in time (min), but also in mass flowrate (t/min).
Similarly, the buffer-coordination capacity
of
secondary metallurgy to con-
verter is
C
where
I
~OF
- t
s[JOF
is tap-to-tap time
of
converter heat, min.
The buffer-coordination capacity
of
different hot metal pretreatment to blast
furnace process, or to converter process, the buffer-coordination capacity
of
re-
heating furnace to caster, or to hot rolling mill operation can be calculated respec-

Chapter 7 Operating Dynamics in the Production Process
of
Steel Plant 199
tively by similar method.
7.5 Interface Techniques
of
Steel Manufacturing Process
Since the World War II, some common technologies such as oxygen steelmaking,
continuous casting, strip rolling and large blast furnace ironmading have been put
into use worldwide. These technologies had differently influenced on the structure
and running dynamics
of
steel plant. The development and integration-
combination
of
these technologies have lead to the evolvement
of
the set
of
pro-
cedure's functions, the redistribution
of
procedure's functions and the change
of
the set
of
procedures' relations in steel production process. The analysis-
optimization
of
procedure function set and the coordination-optimization
of
pro-
cedure's relation set provide the technological support for re-ordering and high-
efficiency
of
the steel manufacturing process. Accompanying with the evolvement
and optimization
of
the set
of
procedure's functions and the set
of
procedures'
relations, the modification and optimization
of
a series
of
interface techniques and
even some new interface techniques have appeared. These new interface tech-
niques and the combination with them in different processing sections have af-
fected on the structure
of
steel manufacturing process including technical struc-
ture, equipment structure and product structure.
7.5.1 The meaning
of
interface technique
Interface technique refers to the method and device which plays the role
of
link-
ing-matching and coordinating-buffering among the main procedures such as
ironmaking, steelmaking, casting, blooming and rolling.
It
should be noticed that
the interface technique contains not only the relevant technology and device, but
also a series
of
engineering problems such as the arrangement
of
time-space and
the adjustment
of
quantity-capacity.
From the view point
of
engineering science, the interface technique
of
steel
manufacturing process is mainly intended to realize the connection, matching,
coordination and steadiness
of
ferrugenius mass flow including flowrate, compo-
sition, structure, shape, energy flow, process temperature and process time and so
on.
It is necessary to research and develop the interface techniques for improving
the steadiness, coordination, effectiveness and continuation
of
the steel manufac-
turing process.
Before the World War II, the main procedures such as ironmaking, steelmaking,
teeming, blooming and hot rolling ran separately and in batch operations, their
relationship was connected as the simple link
of
input and output with some wait-
ing and big inter-stock. With these interfaces, there are many times
of
temperature
drop and reheating, blooms/ slabs entering into and leaving from stockyards re-

200 Metallurgical Process Engineering
peatedly, intermission frequently as well as transporting back and forth. These
interfaces result in long manufacture cycle, high energy consumption, low pro-
duction efficiency, unstable quality
of
products, and much more land occupied by
steel plant. Accompanying with the development, and integration
of
technologies
and devices
of
BOF
-CC
-hot
rolling mill(HRM),
of
large blast furnace and
converter,
of
UHP-
EAF
-CC
-HRM,
different kinds
of
interface techniques
within BF
-BOF,
BOF(EAF) - CC and CC
-HRM
have appeared in the steel
manufacturing process.
7.5.2 Interface techniques
of
B
F-B
OF section
According to the effective capacity, BF
-BOF
manufacturing process may be
divided mainly into two types: large BF
-BOF
process for flat products and small
BF-BOF
process for long products. The interface techniques between BF and
BOF have diversity and can be expressed as following types:
1. The hot metal tapped from smaller blast furnace and charged into iron ladle
is transported and charged into a hot metal mixer for preservation. When hot
metal is needed, the metal is tapped from mixer, filled into charging ladle, and
then charged into converter (Fig.7.6). During this case, the hot metal has under-
gone two shifts, i.e. tapping and charging. At the same time, the hot metal is ex-
posed to air and absorbed heat by ladle lining. Moreover, the mixer must be
heated in order to hold the temperature
of
hot metal. Therefore, problems such as
environmental pollution, higher energy consumption as well as graphite and fume
formation during recharging process are arisen for this type
of
interface technique.
r.
T4
r l
~
~
r
3
T)
Dt§
:"e
~
q
~
~
=
Iron ladle
Mixer
tE
Charging ladle
BOF
Fig.7.6 Hot metal transport from blast furnace via iron ladle
-mixe
r-charging
ladle,
into smaller converter
tlT
- Temperature change
of
hot metal, "C; r - Time
of
hot metal transport,
storage, charging, min; E- Supplementary energy, GJ
2. The hot metal tapped from smaller blast furnace is filled into iron ladle.
When the capacities
of
ladle and converter are same, the hot metal is directly
charged into converter. In this case, there is only one time
of
exposure to the air
for hot metal. When the capacities
of
ladle and converter don't match each other,
the excess hot metal must be poured into charging ladle, then charged again into
Chapter 7 Operating D
ynamics
in the Production Process
of
Steel Plant
201
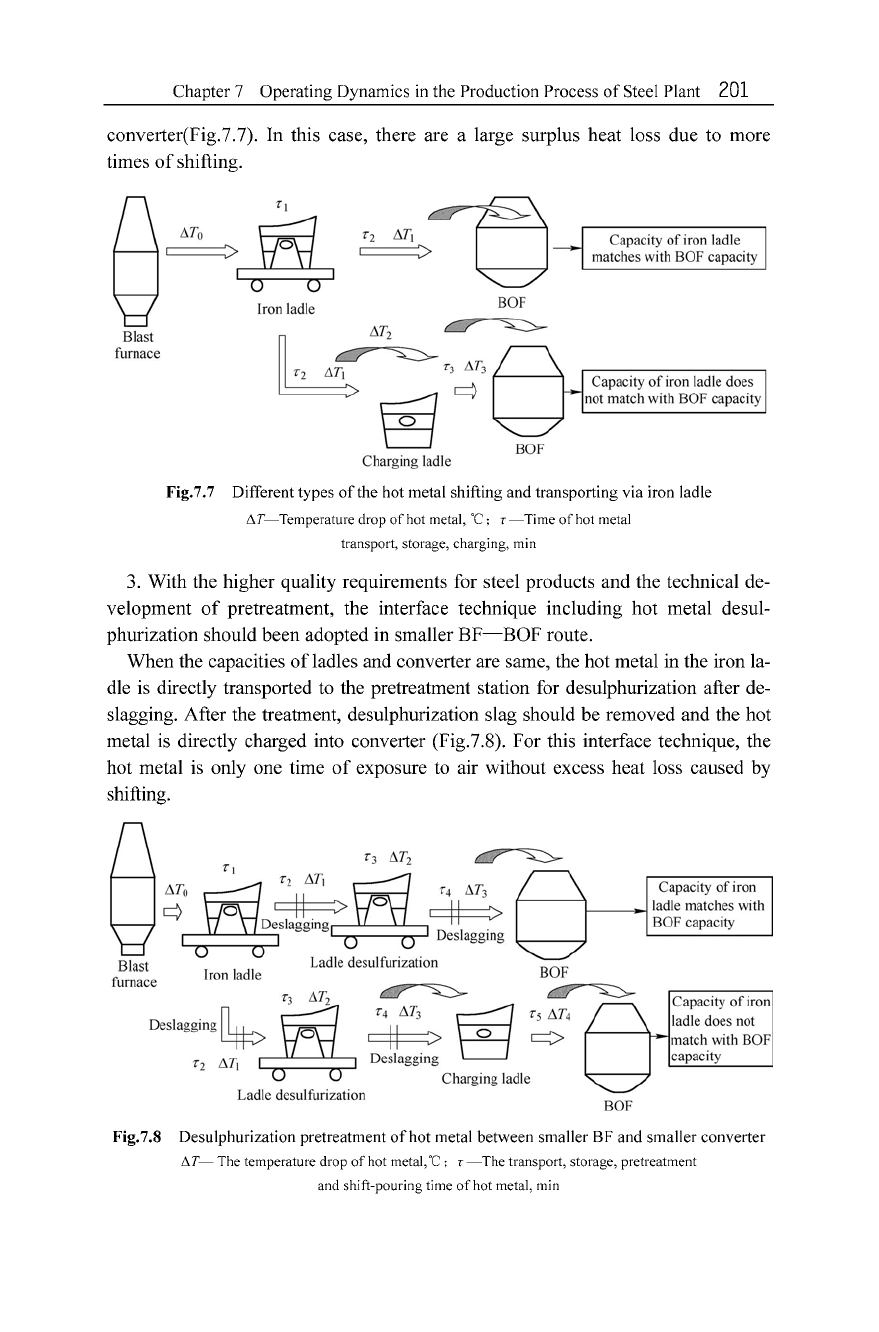
converter(Fig.7.7). In this case, there are a large surplus heat loss due to more
times
of
shifting.
Capacity
of
iron ladle
malches with BOF capacity
Capacity of iron ladle docs
not match with 1301'capacity
Iron ladle 1301'
~
:e
~
BOF
Charging ladle
Fig.7.7 Different types
of
the hot metal shifting and transporting via iron ladle
Blast
furnace
t.T
-Te
mperature drop of hot metal, 'C; r
-T
ime of hot metal
transport, storage, charging, min
3. With the higher quality requirements for steel products and the technical de-
velopment
of
pretreatment, the interface technique including hot metal desul-
phurization should been adopted in smaller
BF-BOF
route.
When the capacities
of
ladles and converter are same, the hot metal in the iron la-
dle is directly transported to the pretreatment station for desulphurization after de-
slagging. After the treatment, desulphurization slag should be removed and the hot
metal is directly charged into converter (Fig.7.8). For this interface technique, the
hot metal is only one time
of
exposure to air without excess heat loss caused by
shifting.
BOF
~
BOF
Capacity
of
iron
ladle does not
f-
- -
-\-.
..lmalch with BOF
capacity
Capacity of iron
i - -
I-
__
.-l
ladle matches with
13
0 1'capacity
TJ
t.T
1
~
r.
~T
I
~
~
T4 T
J
c:::>
0 Deslagging 0
=#===?'
Deslagging
Blast Ladle desulfurization
furnace Iron ladle
DeSlagging~
~T
J
T
1
~
Tl
t.T
1
Deslagging
Charging ladle
Ladle dcsulfurization
Fig.7.S Desulphurization pretreatment
of
hot metal between smaller SF and smaller converter
t.T- The temperat ure drop
of
hot metal.
U:
r - The transport, storage, pretreatment
and shift-pouring time
of
hot metal, min

202
Metallurgical Process Engineering
If the capacities ofladles and converter are not same, it is necessary to add or to
reserve excess hot metal in an iron ladle after treatment and then shift into charg-
ing ladle. Thus, this way increases one time
of
heat absorption
of
lining and one
time
of
exposure to air.
4. The hot metal tapped from large blast furnace has filled into torpedo and
then transported at an iron-accepting pit. Here, hot metal is poured into a charging
ladle and then directly charged into converter without treatment (Fig.7.9). In this
case, there are one time
of
heat loss by shifting, one time
of
heat absorption by
lining, and two times
of
exposure to air. In another case, the torpedo goes to pre-
treatment station and undergoes desulphurization and deslagging, then the hot
metal is transported to iron-accepting pit, poured into charging ladle, and charged
into converter. There are also one time
of
heat loss by shifting, one time
of
heat
absorption by lining and two times
of
exposure to air. However, the temperature
decreases much more due to desulphurization and deslagging.
Of
course, it is re-
quired that the capacities
of
torpedo, charging ladle and converter are same in the
two cases.
Blast
furnace
Dcsiliconization
in runner
Torpedo
~
~
~
"
~
t§
,,
~
,
p
Charging ladle
~
'2
T,
~
~
~
,~
T)
Deslagging
2:~:;=====S~
D
e
Sl
a
g
g
i
n
g
e
' 5
T
5
~
¢::J
D
Charging ladle
801'
Fig.7.9 Transportation via torpedo between large SF and large converter
~
T
-
The temperature drop of hot metal, ·C; r - The time of transport, storage, pretreatment,
deslagging and shift-pouring of hot metal, min
5. The hot metal tapped from large blast furnace is desiliconized in runner and
fills into torpedo. Then the torpedo is transported to the pretreatment station.
Firstly desilicon slag must be removed. Then desulphurization and dephosphori-
zation are carried out in the torpedo simultaneously. After deslagging, the hot
metal is poured into charging ladle, then charged into converter (Fig.7.I0). For

Chapter
7
Operating
Dynam ics in the Production Process
of
Steel Plant
203
this case, there are only one time
of
shifting heat loss and two times
of
exposure
to air, but the complex pretreatment processes take a long processing time with
much more heat losses, the metal temperature drop is remarkable. This technol-
ogy is mainly applied to the large BF
-BOF
route to produce the high grade
steels.
It requires the capacity matching among torpedo, ladle and BOF to avoid
excess hot metal.
Torpedo
R ":
t§
~
Charging ladle
BOF
Fig.?I
0 Hot metal pretreatment of desiliconization, desulphurization and dephosphorization
in torpedo and its transportation between SF and
SOF
t>T- The temperature drop of hot metal.D : r - The time
of
transport, storage, pretreatment,
deslagging and shift-pouring, min
6. The hot metal tapped from large blast furnace is desiliconized in runner,
filled into torpedo and transported to pretreatment station. After disiiicon slag
removed, the hot metal is poured into a ladle and desulphurized. Through
desulphurization and deslagging, the hot metal is charged into dephosphoriz-
ing converter. Low phosphor metal (semi-steel) tapped and deslagged from
the converter is charged into decarburization converter by charging ladle,
rapid decarburization and heating-up would be finished(Fig.7.11). This pre-
treatment process takes the better thermodynamic and kinetic conditions for
dephosphorization than that
of
torpedo. Meanwhile, the metal heat loss and
the temperature drop are greater due to the four times
of
exposure to air, two
times
of
hot metal shifting. Generally speaking, the process is high efficient
and stable, and is good for high quality sheet production with high speed cast-
ing especially.
The above six types
of
interface technique have been applied in steel produc-
tion process. Among them, the former three types are often applied to smaller
BF
-BOF
route and the later three types to large BF
-BOF
route.
204 Metallurgical Process Engineering
Blast furnace
Desiliconization in
run
ner
Torpedo
BQF
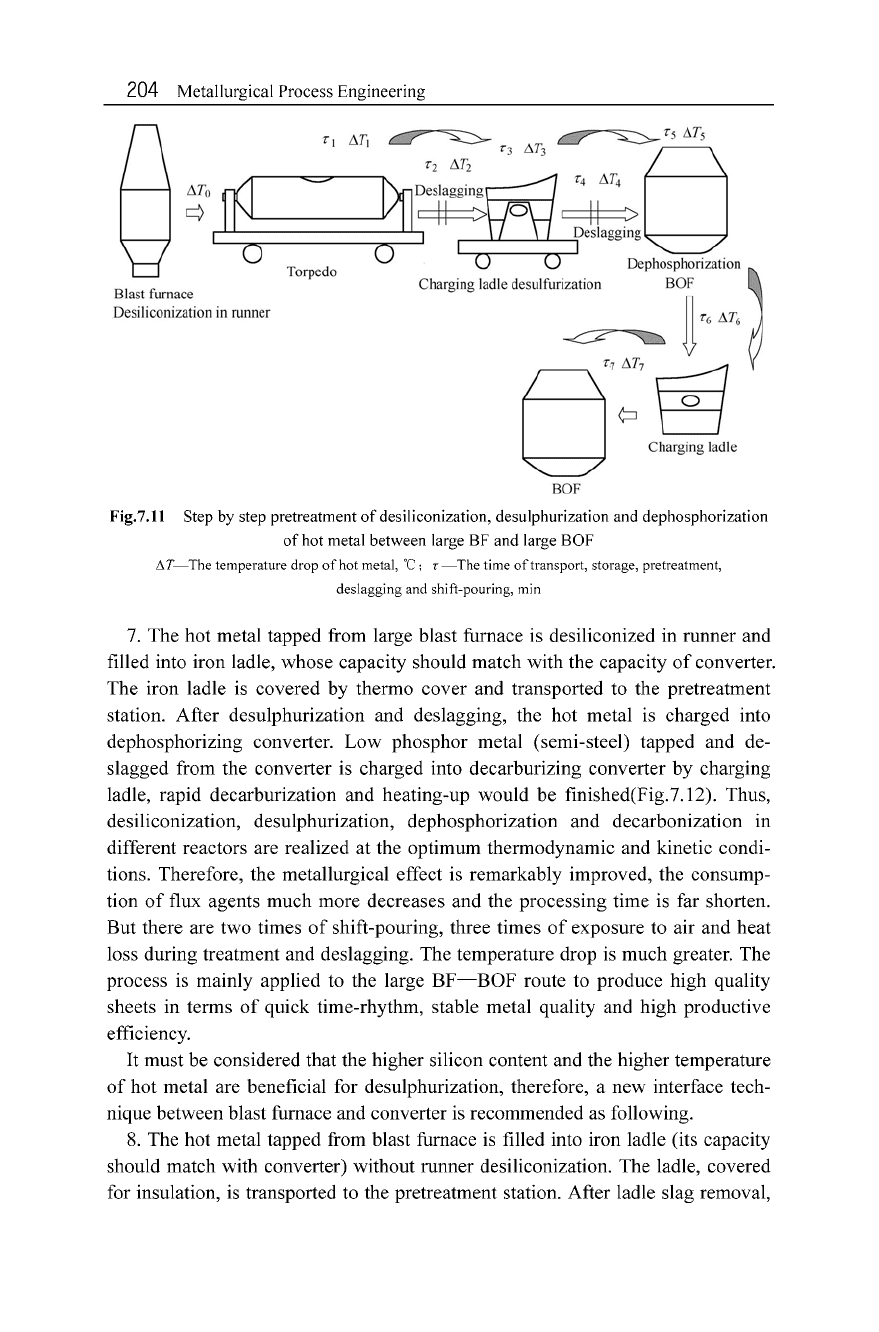
Fig.7.11 Step by step pretreatment
of
desiliconization, desulphurization and dephosphorization
of hot metal between large
SF and large SOF
~
T
-
The temperature drop
of
hot metal, 'C ; r - The time of transport, storage, pretreatment,
deslagging and shift-pouring, min
7. The hot metal tapped from large blast furnace is desiliconized in runner and
filled into iron ladle, whose capacity should match with the capacity
of
converter.
The iron ladle is covered by thermo cover and transported to the pretreatment
station. After desulphurization and deslagging, the hot metal is charged into
dephosphorizing converter. Low phosphor metal (semi-steel) tapped and de-
slagged from the converter is charged into decarburizing converter by charging
ladle, rapid decarburization and heating-up would be finished(Fig.7.12). Thus,
desiliconization, desulphurization, dephosphorization and decarbonization in
different reactors are realized at the optimum thermodynamic and kinetic condi-
tions. Therefore, the metallurgical effect is remarkably improved, the consump-
tion
of
flux agents much more decreases and the processing time is far shorten.
But there are two times
of
shift-pouring, three times
of
exposure to air and heat
loss during treatment and deslagging. The temperature drop is much greater. The
process is mainly applied to the large BF
-BOF
route to produce high quality
sheets in terms
of
quick time-rhythm, stable metal quality and high productive
efficiency.
It
must be considered that the higher silicon content and the higher temperature
of
hot metal are beneficial for desulphurization, therefore, a new interface tech-
nique between blast furnace and converter is recommended as following.
8. The hot metal tapped from blast furnace is filled into iron ladle (its capacity
should match with converter) without runner desiliconization. The ladle, covered
for insulation, is transported to the pretreatment station. After ladle slag removal,

Chapter
7 Operating Dynamics in the Production Proce ss
of
Steel Plant 205
the hot metal desulphurization is practized in the ladle. Skimming desulphuriza-
tion slag, the hot metal is charged into dephosphorizing converter to remove sili-
con and phosphor, then tapped into another ladle and charged into converter for
rapid decarbonization and heating-up(Fig.7.l3).
If
the silicon content in hot metal
is more than 0.4%, the runner desiliconization is still necessary.
Ladle desulfurization
A
~
'd
Charging ladle
Dcphosphorization converter
IBlast
furna
ce
IDesiliconization in runner
BOF
Fig.7.12 Step by step pretreatment
of
desiliconization, desulphurization and dephosphorization
of
hot metal in large scale BF
-BO
F route without torpedo
~
T
-
The temperature drop
of
hot metal, 'C; r - The time
of
transport, storage, pretreatment,
deslagging and shift-pouring, min
Converter for desiliconization
and dephosphorization
c:#=:>
Deslagging
Ladle
desulfuriza tion
Blast furnace
Fig.7.13 Simplified step by step pretreatment
of
desulphurization, desiliconization and
dephosphorization
of
hot metal in large BF and BOF route without torpedo
~T
- The temperature drop
of
hot metal, 'C ; r - The time of transport, storage, pretreatment,
deslagging and shifi-pouring,min

206 Metallurgical Process Engineering
This process route takes better thermodynamic condition
of
desulphurization
than that
of
the former two process routes shown in Fig. 7.11 and Fig. 7.12. So the
process is worth to investigate experimentally. There are still two times
of
shift-
pouring, three times
of
exposure to air. But owing to the quick time-rhythm and
the short operation cycle
of
charging ladle, the temperature drop will be reduced.
Omission
of
torpedo and mixer is also beneficial for energy saving and environ-
mental protection.
According to above discussions
of
different interface techniques between blast
furnace and converter, some problems should be considered and emphasized. The
capacity matching relationship among blast furnace (the quantity
of
tapped hot
metal), iron ladle or torpedo, pretreatment equipment, charging ladle and con-
verter is very important. The layout and the railway transport capacity in the sec-
tion between blast furnace and converter
playa
key role in linking-matching
of
the interface. The rational number
of
blast furnace, steel workshop or converter
inside,and different ladles considering heat loss
of
returning empty ladles must be
studied. All these problems have affected the optimization
of
the running dynam-
ics between blast furnace and converter.
7.5.3 Interface technique between steelmaking furnace and
caster
The steelmaking
-caster
sections are
of
two types as following:
1.
Converter-secondary
refining-r-tundish-r-caster;
2.
EAF-secondary
metallurgy-tundish-caster.
The capacity and function
of
steelmaking furnace, secondary metallurgy and
caster depend on the performance and specification
of
products as well as the rea-
sonable scale
of
hot rolling mill. So there are two major types
of
process routes:
flat product type and long product type.
The
steelmaking-continuous
casting interface technique consists
of
secondary
metallurgy, ladles, tundishes; transportation and layout
of
steel plant; as well as
the quantity (capacity)
of
devices and their matching relations .
A. Function and classification
of
secondary metallurgy
With the development and the improvement
of
secondary metallurgy, and espe-
cially the application
of
fully continuous casting, the secondary metallurgy has
become one
of
the on-line procedures necessary for the steel manufacturing proc-
ess. Meanwhile, the functions
of
this procedures have become
1. to improve quality
of
products, especially to control the cleanness and the
temperature
ofliquid
steel,
2. to take a portion
of
steelmaking functions for time shortening
of
steelmaking
furnace and the speedy frequency
of
tap-to-tap operation, and
Chapter 7 Operating Dynamics in the Production Process
of
Steel Plant 207
3. to be as a buffer between steelmaking furnace and caster to provide liquid
steel to caster in time, in temperature and in quality, increasing time
of
sequence
casting length.
Obviously, the procedures and devices
of
secondary metallurgy have to be in-
dispensable for the steady operation, to improve steel quality, to decrease product
cost and to increase efficiency
of
modem steel plants.
Since the 1960's, secondary metallurgy, excluding hot metal pretreatment, had
been developed rapidly into various types with different features as
1. Injection treatment by blowing inert gases
(Ar
blowing and N
2
blowing);
2. Vacuum treatment (RH, VD etc.);
3. Powder injection (including wire feeding);
4. Ladle furnace (LF, ASEA-SKF etc.);
5. Special oxygen refining furnace (AOD,VOD etc. ), and
6. Electroslag remelting.
The functions
of
the tundish in continuous casting had also been evolved and
improved. There was no tundish at beginning
of
continuous casting development.
Tundish had been used for stabilizing the level
of
metal bath in the mould and
reducing the impact
of
stream on the solidified shell. At present, the functions
of
the tundish have spread over following:
I. to stabilize the static pressure
of
the metal bath in tundish and to stabilize the
liquid level in mould,
2. to protect liquid steel from reoxidation and remove the majority
of
the large
non-metallic inclusions in steel,
3. to adjust and control the overheating degree
of
liquid steel, and
4. to be as the buffering "loop" in the course
of
converter-secondary refin-
ing
-caster
in dimension
of
time and flowrate.
For recent 20 years, the capacity
of
tundish has been enlarged gradually, the
structure has been improved, the campaign has been elongated and a series
of
techniques about tundish shifts and lining repair have been developed. All the
technologies aim at much longer sequence casting time.
B. Interface technique between converter and caster
Generally, there are two main types
of
interface techniques between converter and
caster: the flat product process and the long product process.
1. The
converter-caster-hot
rolling mill process for flat products. The flat
product process refers to the hot rolled coil production, consisting
of
converters
with capacity 120
-300
t, traditional casters with slab thickness of210
-300
mm or
thin slab casters with slab thickness
of
50 mm, 70 mm or 90
-I35mm
respectively.
The productivity per strand
of
these casters is about 1 Mtla or even more. These
process are characterized by high efficiency, speedy rhythm and high quality.
In terms
of
the interface technique between large converter and slab caster, the