Water and Wastewater Engineering
Подождите немного. Документ загружается.

WATER PLANT RESIDUALS MANAGEMENT 15-7
Thus, on a theoretical basis, each mg/L of alu m yields 0.44 mg/L of sludge on a dry basis.
Suspended solids present in the water will produce an amount of sludge equal to the mg/L of
suspended solids. The amount of sludge produced per turbidity unit is not as obviou s ; however,
in many waters a correlation does exist. Carbon, polymers, and clay will produce about 1 kg of
sludge per kg of chemical addition. The sludge production for alum coagulation may then be ap-
proximated by (Davis and Cornwell, 2008):
MQ SSM
s
86 4 0 44..A()
(15-14)
where M
s
mass of dry sludge produced, kg/d
Q plant flow, m
3
/ s
A alum dose, mg/L
SS suspended solids in raw water, mg/L
M miscellaneous chemical additions such as clay, polymer, and carbon, mg/L
In a similar fashion, the dry mass of sludge prod
uced from the addition of iron may be
estimated from the reaction chemistry described by Equation 6-10 in Chapter 6 which is repro-
duced here:
FeCl HCO H O Fe OH H O s CO
332322
33 3 3
3
() ()
CCl
(15-15)
The sludge production for ferric chloride coagulation may be approximated by:
MQ M
s
86 4 2 9..Fe()SS
(15-16)
where Fe is the iron dose in mg/L expressed as mg/L of Fe, and the other terms are as described
in the preceding equation. Because the units of expression are different, it appears that iron pro-
duces several times the amount of sludge that alum produces. Based on the molecular weights of
the produc
t, in coagulating equivalent, one mole of iron produces about 20 to 25 percent more
dry-weight sludge than one mole of aluminum. When iron is purchased as ferric chloride (FeCl
3
)
and the dose is as equivalent dry weight without waters of hydration, about 1.0 mg of solids is
produced for each milligram of FeCl
3
added.
The calculation of polyaluminum chloride (PACl) doses to solids production is not as
straight forward as alum and iron calculations because there is no uniform strength meas ure-
ment. A typical PACl liquid contains about 30 to 35 percent PACl and about 10 perc
ent Al
2
O
3
.
A very rough estimate of the dry solids production is about 0.8 mg for each mg of PACl added
expressed as PACl.
Solids concentrations from horizontal flow settling basins using continuous collection equip-
ment for alum and iron sludges resulting from coagulation of low- to m
oderate-turbidity raw water
will be in the range of 0.5 to 2 percent. It is often less than 1 percent. Coagulant sludges from
highly turbid water may be in the 2 to 4 percent range (Cornwell, 1999). Twenty to 40 percent of
the solids are organic constituents; the remainder are inorganic constituents or silts. The specific
gravity of alum coagulated soli
ds is typically in the range of 1.2 to 1.5. The range of specific
gravity for iron coagulated slud ge solids is 1.2 to 1.8 (MWH, 2005). The pH of alum sludge is
normally in the 5.5 to 7.5 range. Alum sludge from sedimentation basins may include large num-
bers of microorganisms
, but it generally does not exhibit an unpleasant odor. The sludge flow
rate is often in the range of 0.3 to 1 percent of the treatment plant flow.
15-8 WATER AND WASTEWATER ENGINEERING
Softening Sedimentation Basin
The residues from softening by precipitation with lime [Ca(OH)
2
] and soda ash (Na
2
CO
3
) will
vary from a nearly pure chemical to a highly variable mixture. The softening process discussed in
Chapter 7 produces a sludge containing primarily CaCO
3
and Mg(OH)
2
.
Theoretically, each mg/L of calcium hardness removed produces 1 mg/L of CaCO
3
sludge;
each mg/L of magnesium hardness removed produces 0.6 mg/L of sludge; and each mg/L of lime
added produces 1 mg/L of sludge. The theoretical sludge production can be estimated as (Davis
and Cornwell, 2008):
MQ
s
864 2 26 16.. .CaCH MgCH CaNCH MgNCH CO(
22
)
(15-17)
where M
s
mass of dry sludge production, kg/d
Q plant flow, m
3
/ s
CaCH calcium carbonate hardness removed as CaCO
3
, mg/L
MgCH magnesium carbonate hardness removed as CaCO
3
, mg/L
CaNCH noncarbonate calcium hardness removed as CaCO
3
, mg/L
MgNCH noncarbonate magnesium hardness removed as CaCO
3
, mg/L
CO
2
carbon dioxide removed by lime addition, as CaCO
3
, mg/L
When surface waters are softened, or when the softening process is followed by coagulation
and flocculation to remove the fine precipitate, this equation does not account for all of the solids
production. There will be additional sludge from coagulation of suspended materials and precipi-
tation of metal coagulants. Equation
s 15-14 and/or 15-16 may be used to estimate the additional
mass of solids that will be produced.
The specific gravity of lime softening sludge solids is about 1.9 to 2.5. The sludge pH will be
in the range 10.5 to 11.5. The solids content of lime softening sludge in the sedimentation basin
ranges between 2 an
d 15 percent. A nominal value of 10 percent solids is often used.
Spent Filter Backwash Water
All water treatment plants that practice filtration produce a large volume of was h water con-
taining a low suspended solids concentration. The volume of backwash water is usually 2 to 3
percent of the treatment plant flow. Spent filter backwash water (SFBW) will typically contain
10 to 20 percent of the total solids production. It will have a suspended solids concentration in
the range of 30 to 400
mg/L depending on the applied turbidity and the ratio of backwash water
to production water volume (Cornwell, 1999; Peck and Russell, 2005). From limited data, solids
production can range from less than 3 kg/1,000 m
3
to more than 16 kg/m
3
of production water
(Cornwell, 2006). The solids in backwash water resemble those found in sedimentation units. Be-
cause filters can support biological growth, the spent filter backwash water may contain a larger
fraction of organic solids than do the solids from the sedimentation basins. SFBW will contain
substantial concentrations of
microorganisms. It has been identified as a source of microorgan-
isms that increases the concentration of Cryptosporidium and Giardia in the water applied to
filters when it is recycled. This may result in an undesirable breakthrough of these organisms into
the water supply (Le Gouellec et al., 2004).
Iron and Manganese Precipitates
The oxidation products that are formed in the removal of iron and manganese are principally ferric
hydroxide, ferric carbonate, and/or manganese dioxide. For each mg/L of iron or m anganese in
WATER PLANT RESIDUALS MANAGEMENT 15-9
solution, 1.5 to 2 mg/L of sludge is produced (Peck and Russel, 2005). Because the iron and man-
ganese concentrations found in natural water is typically low, the sludge volumes are much less
than coagulant and softening sludge volumes. The iron and manganese oxides are captured on the
filters, and the solids are found in the spent backwash water.
Membrane Process Residuals
The constituents that do not pass through the membrane are termed reject, concentrate, or brine.
The volume of reject can be estimated as
QQ R
cf
()1
(15-18)
where Q
c
reject or concentrate flow rate, m
3
/ d
Q
f
feed water flow rate, m
3
/ d
R recovery rate
The recovery rate is dependent on the source water quality, fouling, feed rate, operating pressure,
and type of membrane. Typical recovery rates and backwash or concentrate flow rates as a per-
cent of the feed water flow rate are shown in Table 15-2 .
If an ion or particle is completely rejected by a N
F/RO membrane, the concentration factor,
that is, the concentration in the residual waste stream compared to that in the feed stream, may be
estimated as (Peck and Russel, 2005):
CF
R
1
1
(15-19)
In addition to the concentrate, clean in place (CIP) residuals must be disposed. While the reject
volume may range from 10 to 60 percent of the feed flow, CIP chemicals are typically less than
0.1 percent of the treated flow (AWWA, 2004).
For low pressure membranes (MF and UF), backwash water represents about 95 to 99 per-
cent of the residual waste. The remainder is c hemically enhanced backwash (CEB) and CIP
chemicals. The volume of backwash residuals is on the order of 2 to 15 percent of the plant feed
TABLE 15-2
Typical recovery rates for membrane processes
Process
Feed water
recovery rate, %
Backwash or concentrate
flow,
a
% of feed rate
Microfiltration 85 to 98 2 to 15
Ultrafiltration 85 to 98 2 to 15
Nanofiltration 75 to 90 10 to 25
Brackish water RO 60 to 85 15 to 40
Seawater RO 20 to 50 50 to 80
a
Backwash does not include chemically enhanced backwash (CEB) or clean in place
(CIP) chemicals.
Sources: AWWA, 1996; AWWA, 2005; Peck and Russel, 2005.

15-10 WATER AND WASTEWATER ENGINEERING
flow rate (AWWA, 2003). CEB and CIP chemicals range from 0.2 to 0.4 percent of the feed
water flow rate (AWWA, 2005). The total solids in the wash water is in the range of 100 to 1,000
mg/L. The specific gravity of the wash water is in the range 1.00 to 1.025 (MWH, 2005).
Ion Exchange Residuals
The residual waste streams from ion exchange are liquid. The production rate varies from 1.5 to 10
percent of the water treated. The typical constituents and their ranges are shown in Table 15-3 .
The ion exchange resin itself will leach 30 to 300 mg/L of BOD and 30 to 5,000 mg/L of COD.
In addition, it is solid waste that will have to be replaced approximately every
five to ten years.
Mass Balance Analysis
Clarifier sludge production can be estimated by a mass balance analysis of the sedimentation ba-
sin. Because there is no reaction taking place, the mass balance equation reduces to the form:
Accumulation Rate InputRate OutputRate
(15-20)
The input rate of solids may be estimated using Equations 15-14, 15-16, or 15-17 for the
appropriate chemical addition. An estimate of the concentration of solids and the flow rate is
required to estimate the mass flow (outpu t rate) of solids leaving the clarifier through the weir.
With these estimates, the mass flow out through the weir is
then
Weir solids mass outputrate C
effluent e
()(Q
fffluent
)
(15-21)
where C
effluent
concentration of solids in effluent, g/m
3
Q
effluent
flow rate through the weir, m
3
/ d
E xample 15-2 illustrates the calculations to estimate the sludge production.
Example 15-2. A coagulation treatment plant with a flow of 0.5 m
3
/ s is dosing alum at
23.0 mg/L. No other chemicals are being added. The raw water suspended solids concentration is
37.0 mg/L. The effluent suspended solids concentration is measured at 12.0 mg/L. The sludge
solids content is 1.00% and the s pecific gravit
y of the sludge solids is 1.2. What volume of
sludge must be disposed of each day?
Consituent Range of concentration, mg/L
Calcium3,000 to 6,000
Magnesium 1,000 to 2,000
Sodium 2,000 to 5,000
Chloride 9,000 to 20,000
Total dissolved solids (TDS) 15,000 to 35,000
Total hardness (as CaCO
3
) 11,000 to 24,000
Sources: Mickey, 1993; MWH, 2005.
TABLE 15-3
Typical constituents of ion exchange brine
WATER PLANT RESIDUALS MANAGEMENT 15-11
Solution. The mass balance diagram for the sedimentation basin is
Mass of
solids in
influent
Mass of
solids in
effluent
Accumulation withdrawn as slud
g
e
a . Compute the accumulation of sludge in the clarifier. The mass of solids (sludge) flowing
into the clarifier is estimated from Equation 15-14 :
M
s
86 4 0 5004423 0 370
3
.. . . .( )[( ( )m /smg/L mg//L
kg/d
0
2035 58
]
,.
Recognizing that g/m
3
mg/L, the mass of solids leaving the weir is
Weir outpu trate g/mm ()()(12 0 0 508640
33
.. ,0010
518 4
3
s/d kg/g
kg/d
)( )
.
The accumulation of sludge in the clarifier is then
Accumulation or2035 58 518 4 1 517 18 1 5,. . ,. ,117 kg/d
b. Using the specific gravity of the sludge solids, compute the specific gravity of the
sludge.
S
sl
12
001 12 099
1 002
.
...
.
()( )
c. Estimate the volume of sludge produced that must be disposed of each day.
sl
1 517
1 000 1 002 0 01
15
3
,
,..
kg/d
kg/m()()()
114 150
3
.or m /d
V
15-4 MINIMIZATION OF RESIDUALS GENERATION
Coagulation
The sludge production rate may be reduced by 30 to 80 percent from the amount produced by
conventional complete treatment using alum or iron if either of two methods is employed: simul-
taneous use of polymer and coagulant or the adoption of a direct filtration alternative (Kawamura,
2000). While the use of polym
er has been adopted widely, the direct filtration techniques (direct
filtration and in-line filtration) are limited by the raw water turbidity.
Frequent assessment of coagulant dosage by jar testing has been shown to reduce the genera-
tion of sludge because it minimizes the potential for overdosing with coagulant.

15-12 WATER AND WASTEWATER ENGINEERING
Softening
Blending softened water and raw water to achieve a final hardness greater than the practical solu-
bility limits will significantly reduce the amount of sludge produced. Customers that have been
consuming water with a hardness over 300 mg/L as CaCO
3
will be pleased to have a water with
130 to 150 mg/L as CaCO
3
hardness. Not only will there be a savings in sludge production, there
will be associated cost savings in sludge disposal and chemical purchases that can be passed on
to the customer. Each 10 mg/L of hardness as CaCO
3
left in the water reduces the sludge quantity
by about 1,200 kg/y per m
3
/ s of flow.
Air stripping of carbon d ioxide rather than neutralization with lime is another method for
reducing sludge production. Because there is a cost associated with build ing and operating the
stripping column, a careful economic analysis is required. Suggestions for a starting point in
investigation of stripping bas
ed on the CO
2
concentration are given in Chapter 7.
In softening plants where a significant fraction of hardness is attributable to magnesium, split
flow lime softening can reduce the total sludge production compared with excess lime softening
(Peck and Russell, 2005).
Spent Backwash Water
Filter design criteria that are relevant to determining waste wash water frequency in granular
filters are the unit filter run volume (UFRV) and the unit backwash volume (UBWV). The UFRV
is the volume of water that passes through a unit area of the filter during a run. The UBWV is the
volume per unit area required to backwash the filter.
The efficiency of water production is called the recovery. It is d
efined as the ratio of the net
to total water filtered:
Recovery
UFRV UBWV UFWV
UFRV
(15-22)
where UFWV unit filter to waste volume, m
3
/ m
2
of filter area.
Filters designed to achieve a recovery of 95 percent or more will generate less spent backwas h
water. To achieve 95 percent recovery, UFRV will have to be at least 200 m
3
/ m
2
of filter area,
and a filter run will have to be at least 1,000 minutes between backwash cycles. (MWH, 2005).
Recycling
Recycling both saves product water and minimizes the volume of residuals. Possible streams that
may be recycled include (Cornwell, 1999):
1 . Filter to waste.
2. Spent filter backwash water.
a . With the solids from filtration.
b. Without the solids from filtration (after settling).
3. Clarifier or settling basin sludge from softening.
4. Slud
ge thickener supernatant.
WATER PLANT RESIDUALS MANAGEMENT 15-13
5. Sludge lagoon overflow.
6. Dewatering operation liquid waste.
a . From filter press.
b. From centifuge.
c. Leachate from sand drying beds.
Recycling must be evaluated carefully. These wastes may upset the treatment processes and
affect the quality of the finished water. The prin
cipal constituents that may be of concern include
(Cornwell, 1999):
• Microbiological contaminants.
• Total organic carbon.
• Disinfection byproducts.
• Turbidity and suspended solids.
• Metals.
• Taste and odor causing compounds.
High
concentrations of many of these constituents can be removed by coagulation, sedimen-
tation, and other treatment processes. As the composition of the waste stream is unique for each
plant, careful on-site analysis, including laboratory and pilot experiments, is rec
ommended.
15-5 RECOVERY OF TREATMENT CHEMICALS
Although not widely practiced, the technologies for recovery of alum and iron coagulant and lime
have been available in the United States for over 40 years. The low cost of virgin chemicals, as
well as the availability of several sludge disposal options, has made the economics of chemical
recovery
unfavorable except in some special localized cases. The specialized cases will become
more numerous as local circumstances reduce the options for sludge disposal.
Alum Recovery
Four methods are available for recovery of alum: acidification, liquid ion exchange, alkaline
recovery, and Donnan dialysis.
Acid Recovery. This process consists of three steps:
• Thickening of the sludge.
• Acidification of the sludge to a pH between 1.0 and 3.0.
• Decanting the dissolved aluminum
for reuse.
Aluminum recoveries range from 60 to 80 percent. The reaction of about 1 kg of sulfuric acid
with 0.5 kg of aluminum hydroxide yields approximately 1 kg of alum. Other metals such as
15-14 WATER AND WASTEWATER ENGINEERING
chromium and copper can be converted to a soluble form during acidification. This has raised
concerns for the potential buildup of toxic metals.
Liquid Ion Exchange (LIX). The process steps for liquid ion exchange are the same as those
used for acid recovery e
xcept that the aluminum is extracted into the LIX medium. The LIX is
immiscible in water and is separated by flotation. The aluminum is recovered from the LIX by
adjusting the pH of the solution. The LIX can then be reused. Unlike the acid recovery process,
the LIX process is selective for aluminu
m (Westerhoff and Cornwell, 1978). In laboratory studies
this process achieved 95 percent recovery of alum.
An example of a specialized case of the application of this technique is one where a
nearby wastewater treatment plant can us e the recovered alum to remove phosphorus from the
wastewater. This approach increase
s the potential for favorable economics while reducing the
potential for recycling and concentrating toxic metals.
Alkaline Recovery. If sodium aluminate can be used as coagulant, then the aluminum can
be dissolved by raising the pH from about 12 to 12.5 with sodium hydroxide. This converts the
al
uminum hydroxide to sodium aluminate. Aluminum recoveries of 90 to 95 percent are reported
(Peck and Russell, 2005).
Donnan Membrane Process. Also known as Donnan dialysis, this process is driven by an elec-
trochemical potential gradient across a semipermeable ion exchange membrane. In the Donnan
membrane cell, the feed side of the membrane contains coagulant acidified to a pH in the range
of 3 to 3.5. The recovery side contains a 10 percent sulfuric acid solution. In laboratory experi-
ments, a 70 percent alum recovery was obtained, and the recovered alum was essentially
free of
particulate matter and NOM. Concentrations of metals that were examined were low but not zero:
As 0.5 mg/L, Cu 1 mg/L, Zn 7 mg/L. While these data were obtained at laboratory scale,
they show promise for future development (Prakash and Sengupta, 2003).
Iron Coagulant Recovery
In a process similar to the acid recovery process for alum, this process requires a pH of 1.5 to 2.0
to recover 60 to 70 percent of the iron. Because of the expense and poor dewatering characteris-
tics of the sludge, there has been little interest in this process.
The laboratory scale Donnan process has also been used to recover iron c
oagulant with simi-
lar success to alum recovery (Prakash and Sengupta, 2003).
Lime and Magnesium Recovery
Recalcining. Lime sludge that is predominantly CaCO
3
can be subjected to high heat in a pro-
cess similar to that used to form quicklime (CaO) from CaCO
3
that has been mined. This heating
process is called recalcining. This process is energy intensive and requires cheap energy and
substantial quantities of sludge to achieve a scale that can be economical.
Magnesium Carbonate. Black and Thompson (1975) developed a method that softens
the
water while coagulating turbidity. Magnesium carbonate is used as the coagulant. Lime is added
to precipitate the magnesium. The resulting sludge is composed of CaCO
3
, Mg(OH)
2
, and the
coagulated turbidity. The sludge is carbonated by injecting CO
2
gas, which selectively dissolves
WATER PLANT RESIDUALS MANAGEMENT 15-15
the Mg(OH)
2
. The carbonated sludge is filtered and soluble magnesium bicarbonate is recovered
as filtrate. The lime is recovered by recalcining the CaCO
3
.
15-6 RESIDUALS CONVEYANCE
With appropriate selection of materials to deal with the corrosive nature of the sludge, waste back-
wash water, reject from membrane processes, brine from ion exchange processes, and sludges with
solids concentrations less than 1 percent may be conveyed by standard pump and pipe sy
stems used
for water. As shown in Example 27-2, the Hazen-Williams equation may be used for pipe design.
Sludges with concentrations above 1 percent behave as non-Newtonian fluids. There is
no simple relationship that can be used to predict headloss. There is no readily available
method for calculating headloss in chemi
cally generated sludges from water treatment pro-
cesses. The graphs that are available for calculating headloss in pumping sludge are based on
experiments with biological sludges found in wastewater treatment systems. Pec k and Russell
(2005) suggest that these may be used with appropriate
safety factors. These are discussed in
Chapter 27.
In addition to the difficulties in predicting headloss, conventional centrifugal pumps are inef-
fective in moving sludge with solids concentrations greater than about 3 or 4 percent. Progressive
cavity pumps, peristaltic pumps, and diaphragm pum
ps have been used for pumping residuals
from clarifiers and thic keners . As an alternative to s c rew or c onvey or systems, progressive cav-
ity pumps and high-pressure piston pumps have been used to move dewatered residuals (Peck
and Russell, 2005). The selec
tion and application of various alternatives for moving sludges and
dewatered residuals are discussed in Chapter 27.
15-7 MANAGEMENT OF SLUDGES
The treatment of solid/liquid wastes produced in water treatment processes involves the separa-
tion of the water from the solid constituents to the degree necessary for the selected disposal
method. Therefore, the required degree of treatment is a direct function of the ultimate disposal
metho
d. In turn, the ultimate disposal method is a function of regulatory constraints and the eco-
nomics of the disposal method.
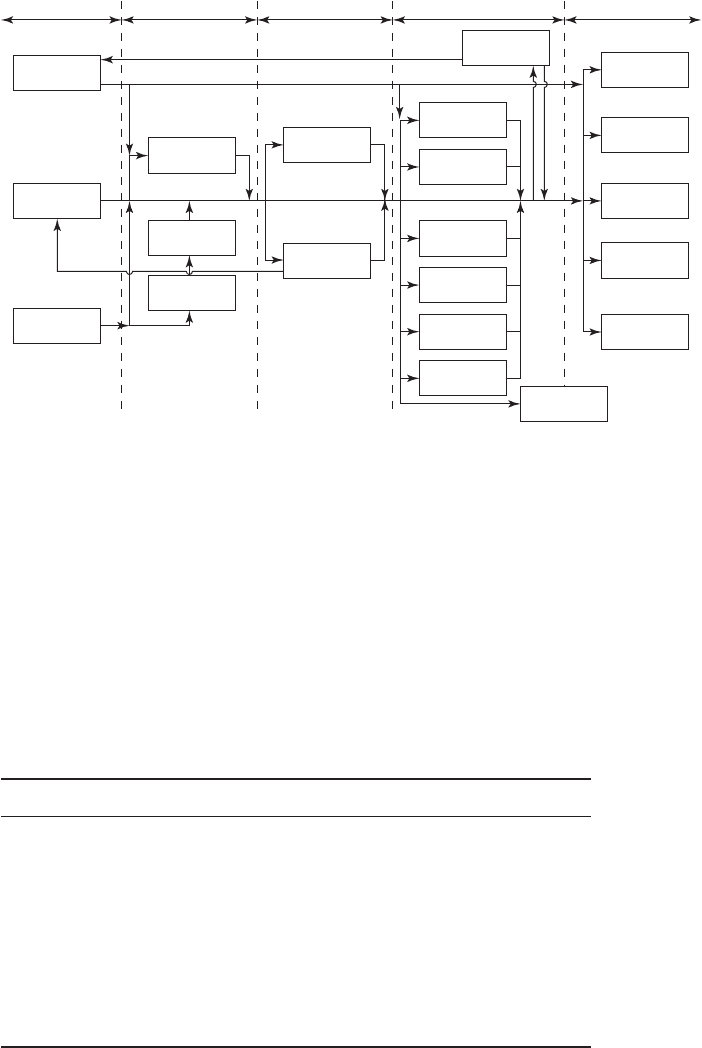
There are several sludge treatment methodologies that have been practiced in the water
industry. Figure 15-1 shows the most comm
on s ludge handling options available, listed by the
categories of thickening, dewatering, and disposal. In choosing a combination of the possible treat-
ment process trains, it is best to first identify the available disposal options and their requirements
for a final cake solids concentration. Most landfill applications will require a “handleable” sl
udge,
and this may limit the type of dewatering devices that are acceptable. Methods and costs of trans-
portation may affect the decision how dry is dry enough? The criteria should not be to simply
reach a given solids concentration, but rather to reach a solids concentration that has
the properties
for handling, transport, and disposal. The required properties are a function of the management
options that are available.
Table 15-4 shows a generalized range of results that have been obtained for final solids con-
centrations from different dewatering devices for coagulant and lime sludges.
To give you an appreciation of these solids c
oncentrations, a sludge cake with 35 percent
solids would have the consistency of butter, while a 15 percent sludge would have a consistency
much like rubber cement.
15-16 WATER AND WASTEWATER ENGINEERING
The conventional sludge handling options shown in Figure 15-1 are discussed in the following
paragraphs.
Thickening
After removal of the sludge from the clarifier or sedimentation basin, the first treatm ent step is
usually thickening. Thickening assists the performance of any subsequent treatment, gets rid of a
lot of water quickly, and helps to equalize flows to the subsequent treatment device.
Softening
unit
Thickening Conditioning
Lime
Dewatering/treatment DisposalWaste source
Dewatering
lagoon
Recalcination
Direct
discharge
Landfill/
monofill
Land
application
Useable or
salable product
Wastewater
plant
Centrifuge
Pressure
filter
Va cuum
filter
Belt filter
press
Permanent
lagoon
Sand bed/
freeze-thaw
Conditioning
Alum
recovery
Coagulant
clarifer
Thickening
Alum
Gravity
thickening
Storage/
equalization
Spent filter
backwash
FIGURE 15-1
Sludge handling options. ( Source: Davis and Cornwell, 2008.)
Lime sludge, % Coagulation sludge, %
Gravity thickening 15–30 2–4
Dissolved air flotation 3–53–5
Basket centrifuge
N/A
a
10–15
Solid bowl, scroll centrifuge 55–65 20–25
Belt filter press 25–60 15–30
Vacuum filter 45–65
N/A
a
Pressure filter 55–70 30–40
Sand drying bed50 20–25
Storage lagoon 50–60 7–15
TABLE 15-4
Range of obtainable cake solid concentrations
a
N/A not advised.
( Sources: Davis and Cornwell, 2008; MWH, 2005.)