Воронов Г.В., Старцев, В.А. Огнеупорные материалы и изделия в промышленных печах и объектах вспомогательного назначения
Подождите немного. Документ загружается.

Эффективность работы керамических рекуператоров зависит от коэф-
фициента теплопроводности, герметичности и удельной поверхности нагрева.
Конструктивное оформление рекуператора существенно влияет не толь-
ко на эти основные характеристики, но и на работу рекуператора в целом.
6.3.3. Огнеупоры в электрической низкотемпературной печи
Электрические печи используют для нагрева изделий из металла раз-
личных размеров и форм перед термической обработкой или обработкой дав-
лением Футеровка любой печи состоит из стен, свода и пода и является наибо-
лее ответственной частью печей, от качества и стойкости которой зависят
продолжительность кампании и основные технико-экономические показатели.
В низкотемпературных печах стены и свод состоят из слоя огнеупорного
кирпича и слоя теплоизоляции. В качестве огнеупорного кирпича используют
плотный шамотный кирпич и легковесный. Шамот имеет низкую электро-
проводность. Это позволяет использовать шамот в печах для крепления на-
гревательных элементов. Для кладки сводов печей применяется клиновой ша-
мотный кирпич. Легковесный шамот характеризуется меньшей прочностью,
малой термической стойкостью, высокой газопроницаемостью и значительной
истираемостью при механических воздействиях. Повышение стойкости
легковесов можно достичь применением защитных обмазок. Простейшей
обмазкой является размолотый шамот, смешанный с глиной и жидким стек-
лом.
В качестве огнеупорной футеровки для пода и стен применяют огне-
упорные бетоны. Огнеупорный бетон состоит из заполнителя: порошок и
щебень из боя шамота и вяжущего вещества - глиноземистый цемент. При-
менение огнеупорных бетонов дает резкое уменьшение количества швов и
значительно удешевляет изготовление фасонных футеровок.
В качестве теплоизоляционных материалов в низкотемпературных печах
следует применять доломитовый, пеношамотный, пенодиатомитовый кирпич,
вермикулитовые, совелитовые, асбоцементные и минераловатные плиты. Диа-

томитовый кирпич состоит преимущественно из аморфного кремнезема –
SiО2 (89-95%) и обладает высокой пористостью, имеет пониженную огне-
упорность и прочность. Уральский диатомитовый кирпич: ирбитский, камыш-
ловский имеет пористость 60%, объемный вес 900 кг/м
3
, допустимую рабочую
температуру до 850-900°С.
Совелитовые изоляционные материалы готовят из асбеста и белой маг-
незии, полученной переработкой доломита и мела.
В качестве облицовочного материала для наружной кладки дымохо-
дов, подов печей, заполнения фундаментов применяется красный строитель-
ный кирпич.
Для печей с температурой ниже 700°С стены рекомендуют выкладывать
из одного диатомитового кирпича с теплоизоляцией вермикулитом, минераль-
ной ватой и другими материалами. Материалы, состоящие из волокон или со-
держащие волокна, могут иметь объемную плотность значительно более низ-
кую, чем плотность массивного материала. Применение таких материалов не
только способствует уменьшению потерь тепла, но и эффективно решает зада-
чу снижения материалоемкости.
Стены с температурой печей 600°С и ниже часто делают из двух метал-
лических листов с засыпкой между ними изоляционного порошка или шлаковой
ваты. Целесообразно для снижения потерь тепла производить обмазку по ме-
таллической сетке наружных поверхностей стен молотым шамотом с асбе-
стом слоем толщиной 15-20 мм. При применении легковесов и изоляцион-
ной засыпки рекомендуется выкладывать стены термических печей в металли-
ческом кожухе из листового железа толщиной 3-4 мм.
Пяты сводов целиком должны быть выполнены из огнеупорного
кирпича и разгружены на арматуру печи через поперечный уголок, швеллер
или литую балку. Подины выкладывают из шамотного кирпича, а наруж-
ный слой делают из трепельного или красного кирпича. Заслонки рабочих
окон выполняют набивными из диатомового боя с огнеупорной глиной. Отво-
дящие дымовые каналы следует футеровать на 0,5 кирпича шамотом. Дымо-
вые борова и каналы, расположенные под печью, футеруют шамотом тол-
щиной в 0,5 кирпича, красным кирпичом в 1 кирпич с заполнением проме-
жутков боем красного кирпича. Своды боровов вне пределов печи футеруют в
0,5 кирпича шамота, стенки боровов в 0,5 трепельного кирпича. В местах,
подверженных действию грунтовых вод, борова должны быть защи-
щены гидроизоляцией. При соприкосновении боровов с фундаментами ко-
лонн, фундаменты изолируют диатомитовым кирпичом.
Нагреватели электрических печей, работающие в вакууме или в ат-
мосфере водорода и аргона, изготовляют из молибдена и вольфрама. С целью
уменьшения взаимодействия паров молибдена с огнеупорной футеровкой ее
выполняют из высокоглиноземистых или корундовых изделий.
Применение и служба огнеупоров во вращающейся печи. Вра-
щающиеся печи широко применяют в различных отраслях промышленно-
сти. Они являются печами непрерывного действия и по назначению весьма
разнообразны: плавильные, термические и обжиговые.
Рассмотрим для примера вращающиеся печи для получения цемента.
Профиль печи может быть цилиндрический с расширенной зоной спека-
ния, расширенной зоной декарбонизации или с пережимом.
В соответствии с последовательностью процессов, протекающих при
обжиге клинкера, вращающаяся печь по длине может быть условно разбита
на 6 технологических зон. Примерные температурные границы газового пото-
ка, материала, рабочей поверхности футеровки и корпуса печи для этих зон, а
также условия службы огнеупоров в каждой зоне приведены в табл. 6.17.
При мокром способе производства протяженность зоны испарения
и сушки достигает 50-60% всей длины печи, зоны декарбонизации - 20-
23%; экзотермических реакций ~7%, зоны спекания - 10-15% и зоны охлаж-
дения - 2-4%.
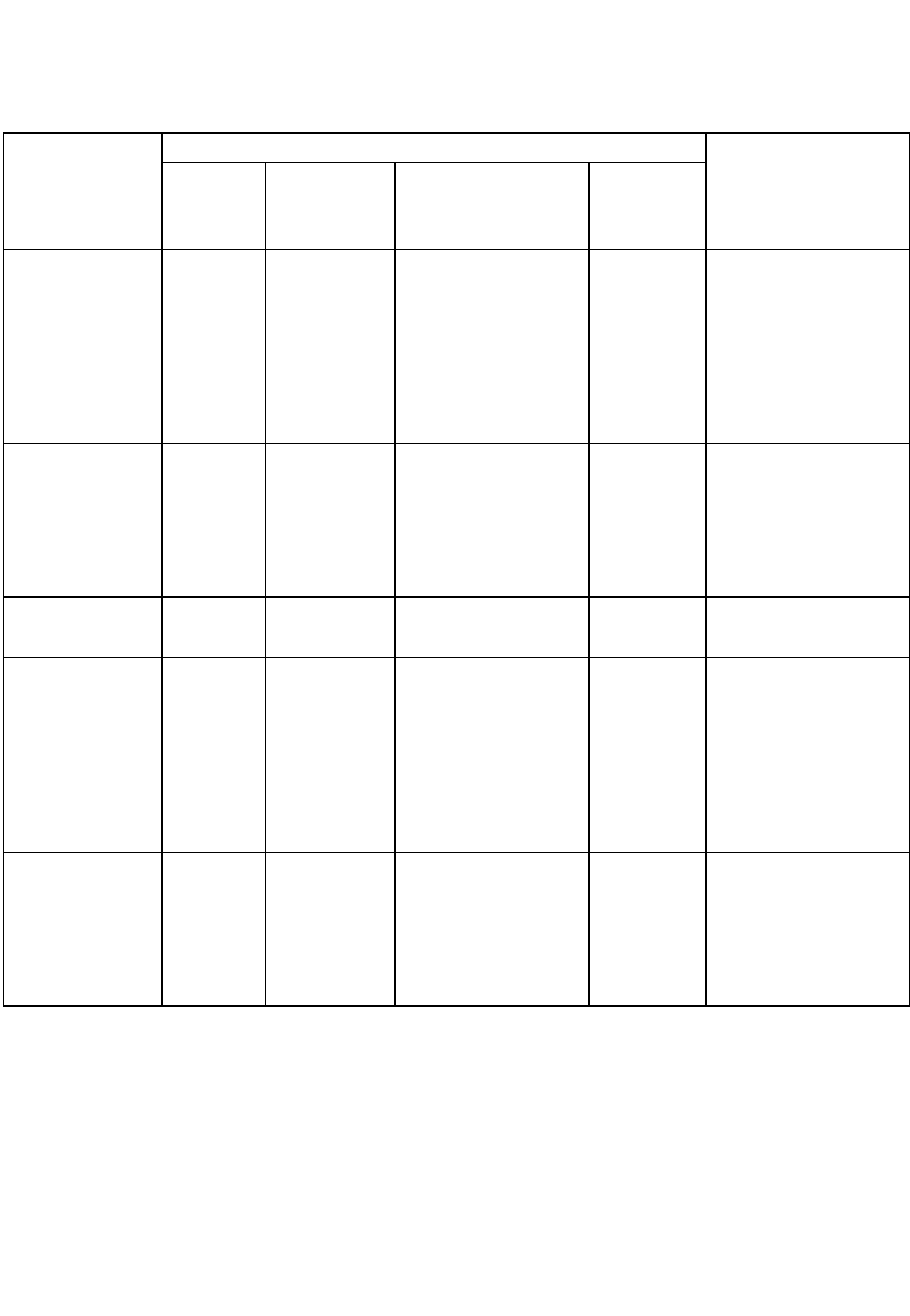
Таблица 6.17
Технологические зоны вращающейся печи и условия службы
огнеупорной футеровки в различных зонах
Зона Темпе
р
ат
ур
а в начале и в конце зон
,
°С Условия
газа обжигае-
мого мате-
р
иала
рабочей поверх-
ности футеровки
кожуха службы футеровки
Сушки 200-1100 25-250 70-800 ~100 Футеровка покры-
та слоем шлама, в
зоне цепной заве-
сы подвергается
истирающему
действию цепей
Подогрева и
дегидратации
1100-
1250
250-500 800-920 ~160 Футеровка под-
вергается исти-
рающему дейст-
вию гранулиро-
ванного порошко-
Декарбониза-
ции
1250-
1600
500-900 920-1320 ~255 Тоже
Экзотермиче-
ских реакций
1600 900-1400 1320 – 1400 ~300 На огнеупор воз-
действует жидкая
фаза клинкера, на
поверхности фу-
теровки образует-
ся защитный слой
Спекания 1600 1400 1400-1450 ~290 Тоже
Охлаждения - 1400-1000 - ~224 Истирающее дей-
ствие раскаленно-
го клинкера; рез-
кое охлаждение
Длина участков, футеруемых соответствующими видами огнеупоров,
не совпадает с длиной технологических зон печи. Определять границы этих
участков в каждом отдельном случае следует с учетом конкретных особен-
ностей печного агрегата и технологии производства, принятой на данном за-
воде.
Специфика службы огнеупоров во вращающихся печах цементной
промышленности характеризуется в основном тремя общими условиями:

• во-первых, высоким температурным градиентом, обусловленным
односторонним нагревом сравнительно тонкой (160-230мм) огнеупорной
кольцевой кладки, заключенной в защитной металлический кожух. Самый
высокий температурный градиент по сечению футеровки находится в зоне
спекания. Здесь температура рабочей поверхности огнеупорной кладки
достигает 1450-155О°С, а температура наружной поверхности кладки 250-
350°С;
• во-вторых, периодическими колебаниями температуры поверх-
ности футеровки, которая за каждый оборот печи - примерно в течение
одной минуты – подвергается последовательному воздействию горячих га-
зов и более холодного обжигаемого материала Разница между температура-
ми поверхности футеровки при выходе из-под слоя материала и при входе
под него составляет примерно 150-200 °С, причем в силу тепловой инерции
огнеупора эти температурные колебания распространяются на
глубину примерно 20-30 мм от рабочей поверхности футеровки;
• третьим общим условием службы огнеупоров во вращающихся пе-
чах является химическое и истирающее воздействие непрерывно движуще-
гося слоя обжигаемого материала. Это воздействие на различных участках
длины печи сказывается неодинаково. Так, химическое взаимодействие об-
жигаемого материала с огнеупором активно протекает лишь в зоне наивыс-
ших температур- зоне спекания Истирающее воздействие в разной степе-
ни имеет место во всех зонах, но больше всего - в зоне охлаждения, где
спекшийся материал обладает наибольшими абразивными свойствами В пе-
чах, работающих по мокрому способу, оснащенных цепной завесой, футеровка
в зоне испарения подвергается интенсивному истиранию цепями.
Входную часть печи (холодную) обычно футеруют шамотным кирпи-
чом или клинкероцементным бетоном. Часто ее вообще не футеруют. В пе-
чах, работающих с кальцинаторами или циклонными теплообменниками,
входная часть фактически расположена в зоне декарбонизации, поэтому ее
футеруют многошамотным огнеупором. С конструктивной точки зрения фу-

теровка входной части не представляет затруднений. Единственная ее особен-
ность - наличие кольца из огнеупорного кирпича марок Ц-1 и Ц-2 высотой
200 мм или марок ЦМ-1 и ЦМ-2 высотой 300 мм.
Цепная зона - наиболее трудоемкий участок футеровки. До последнего
времени для футеровки этой части необходимо было стесывать огнеупоры.
Объяснялось это тем, что при конструировании узлов крепления цепей к
корпусу совершенно не учитывались стандартные размеры и форма огнеупор-
ных кирпичей. В конструкциях крепления цепей в новых печах (4x150;
4,5x170 и 5х185м) этот недостаток частично устранен за счет изменения
расстояния между отдельными швеллерами кратного длине кирпича.
Так как на футеровку цепной зоны оказывают ударное и истирающее
действие металлические цепи, то материал футеровки должен обладать зна-
чительной механической прочностью. Таким условиям удовлетворяет мно-
гошамотный огнеупор. Его и применяют для футеровки цепной зоны. Тол-
щина цепной зоны в печах диаметром до 4,5 м включительно – 120 мм, в
печах диаметром до 5 м – 160 или 200 мм.
Первоначально участок навески цепей футеровали клинкерно - це-
ментным бетоном. Однако из-за низкой стойкости такого бетона, особенно в
горячей части цепной завесы, пришлось заменить его штучным огнеупо-
ром, сначала шамотным, а в последние годы многошамотным. Клинкеро-
цементный бетон можно применять сейчас только в холодной части зоны на-
вески цепей и притом в печах небольшого диаметра, а также для особо
сложных участков футеровки в печах больших диаметров. Например, в пе-
чах 4,5x170 м таким бетоном можно футеровать участки, где расположены
крепления цепей в холодной половине цепной завесы, в горячей же части
лучше для тех же целей использовать шамотный бетон на жидком стекле.
Подготовительные зоны - подогрева, дегидратации и декарбонизации
(холодную ее часть) - футеруют шамотным кирпичом: толщина футеровки в
зависимости от диаметра колеблется от 160 до 200 мм.
Сложнее всего футеровать металлические теплообменники. Несо-

вершенство конструкции крепления таких теплообменников к корпусу печи
приводит к постоянному расшатыванию примыкающей футеровки. В резуль-
тате этого кирпич часто выпадает и футеровку приходится ремонтировать. На
некоторых заводах делались попытки насаживать кирпич на металлические
штыри, приваренные к основанию теплообменника, но такие опыты большей
частью не приносили желаемого результата.
Подготовительные зоны вращающейся печи на участке от цепной заве-
сы до горячей части зоны кальцинирования, занимающую 30-40% части печи,
наиболее перспективным, с точки зрения экономии-тепла можно получить,
если футеровать весь этот участок легковесным шамотным кирпичом. От-
сутствие абразивного действия обжигаемого материала позволяет осущест-
вить такую теплоизоляцию.
Для улучшения теплообмена футеровку рассматриваемого участка печи
предложено делать рифленой или же устанавливать здесь дополнительные те-
плообменные устройства.
Горячую часть зоны декарбонизации футеруют многошамотным ог-
неупором, толщина футеровки 200 мм.
Для дальнейшего повышения стойкости футеровки в горячей половине
зоны декарбонизации целесообразно перейти от многошамотных на примене-
ние более высококачественных огнеупоров – высокоглиноземистых, содер-
жащих до 55% оксида алюминия.
Переходные конусы на многих печах находятся в зонах дегидрата-
ции и декарбонизации. Футеруют такие конусы, как уже упоминалось ранее,
вперевязку или кольцами. Если же переходный конус попадает в более высо-
котемпературную зону, то его футеруют только кольцами.
На всех рассматриваемых участках вращающейся печи футеровка
представляет собой отдельную панель, примыкающую к соседней по прямому
обрезу. Кладку ведут главным образом продольными рядами с перевязкой по-
перечных швов.
Следующей частью футеровки, от которой по существу зависит работа

всей печи, является высокотемпературный участок, включающий зону спека-
ния.
Конструкционные особенности футеровки этого участка, как уже от-
мечалось, заключаются в следующем:
• футеровка состоит из отдельных панелей;
• между панелями оставляются температурные швы;
• перевязка продольных рядов кладки осуществляется только стан-
дартными перевязочными кирпичами.
Сложным является определение общей длины высокотемпературного
участка, а также границ переходных участков. Это связано, вероятно, с
тем, что их длина и расположение зависят от многих факторов - свойств об-
жигового сырья, размеров печи, теплотехнического и технологического режи-
мов работы печи, вида топлива и др.
Назначение переходного участка - предотвратить химическое взаимо-
действие при высоких температурах 1250-1350°С между магнезиальными и
шамотными огнеупорами. Первые являются основными по своему составу,
вторые, хотя их и относят к группе нейтральных огнеупоров, содержат все
же значительное количество кремнезема. Поэтому на практике часто наблю-
дают взаимодействие между шамотным и хромомагнезитовым огнеупором
при условии, что температура достаточно высока. Это взаимодействие прояв-
ляется в образовании на стыке таких огнеупоров углублений или в резком
снижении толщины футеровки.
В этом случае приходится границы участка, футеруемого высокока-
чественными магнезиальными огнеупорами, выносить за пределы зоны
высоких температур и уже только там стыковать основные огнеупоры с ша-
мотным или магнезиальным кирпичом. Это связано со значительным пере-
расходом дефицитных основных огнеупоров. Кроме того, хромомагнезито-
вый огнеупор по краям или почти вне зоны спекания часто работает без
обмазки, что значительно снижает его стойкость.
При выборе огнеупора для наиболее высокотемпературной зоны следу-

ет учитывать как свойства обжигаемого сырья, так и размеры печи.
Высококачественные огнеупоры - периклазошпинелидные и магне-
зитохромитовые обожженные целесообразно использовать в первую очередь
для футеровки центральной части зоны спекания печей с высокотемператур-
ным обжигом и в печах большого диаметра. Края зоны спекания нужно футе-
ровать менее качественными огнеупорами, например, хромомагнезитовыми.
В футеровке из безобжигового магнезитохромитового огнеупора в
железных кассетах БМХЦ запрещается оставлять какие-либо температурные
швы, тек как этот огнеупор при высоких температурах дает усадку. Наличие
выгорающих прокладок неизбежно приведет к разрушению футеровки. Ог-
неупор БМХЦ следует использовать только в центральной части зоны спека-
ния и притом лучше в печах с трудным режимом обжига.
Зона охлаждения вращающихся печей состоит из прямого участка и
порога печи. Назначение порога, как известно, задерживать материал в печи.
Высоту его устанавливают опытным путем. Для облегчения порога на
многих печах горячий конец корпуса печи — делают обычно в виде обрат-
ного конуса.
При конструировании порогов необходимо учитывать следующее:
1) кирпич каждого кольца не должен выступать из кладки более чем на 1/3-1/2 своей
высоты;
2) соседние по оси печи кольца должны иметь различный диаметр в свету;
3) порог должен иметь плавный скат в сторону зоны наивысших температур;
4) каждая ступень порога должна иметь длину не менее, чем в три кольца.
Огнеупоры в зоне охлаждения должны противостоять ряду термоме-
ханических воздействий:
1) ударному и истирающему действию гранул обожженного клинкера;
2) значительным термическим ударам, которые обусловлены одновремен-
ным действием «холодного» (600-900°С) воздуха, поступающего в печь
через холодильник, и горячего клинкера с температурой 1000-1250°С;
3) давлению футеровки, направленному вдоль оси печи и вызванному ее на-

клоном.
Для футеровки зоны охлаждения чаще всего используют шамотный,
многошамотный или тальковый огнеупор. Лучше стоит многошамотный огне-
упор.
Хорошие результаты получены при применении для тех же целей высо-
коглиноземистых огнеупоров. Однако значительная стоимость задерживает по-
ка их дальнейшее применение.
Конструкция футеровки печей, работающих с конвейерным кальцинато-
ром или с циклонными теплообменниками, в принципе не отличается от футе-
ровки обычных вращающихся печей. В этих печах отсутствуют участки фу-
теровки зон подготовки материала. Футеровка состоит из участков, располо-
женных в :
• зоне охлаждения;
• передней переходной части;
• зоне наивысших температур (спекания);
• задней переходной части;
• зоне декарбонизации.
Толщина футеровки, виды применяемых огнеупоров, а также способы
ее создания такие же, как и в печах, где проходит весь цикл термической обра-
ботки материала.
Отметим только необходимость применения для футеровки зон спе-
кания печей, работающих с конвейерными кальцинаторами, наиболее высоко-
качественных магнезиально-хромистых огнеупоров, так как условия службы
футеровок в таких печах более тяжелые.
Механизм и причины разрушения огнеупоров. Во вращающихся пе-
чах цементной промышленности футеровка подвергается сильному односто-
роннему нагреву со стороны рабочей поверхности, обращенной внутрь печи.
Вследствие неравномерного прогрева футеровки в ней возникают температур-
ные напряжения, обусловленные различным тепловым расширением отдельных