Волкова Л.А., Решетникова Е.Р. Технология обработки текстовой информации. Часть I. Основы технологии издательских и наборных процессов
Подождите немного. Документ загружается.

21
В процессе работы расчетный механизм последовательно вычитал ширину знаков
и постоянного пробела, равного 4 м.е. Когда до конца строки оставалось 4 эма (72 м.е.),
звонок предупреждал наборщика о необходимости заканчивать строку, и после
грамотного ее окончания в вилке указателя (8) оказывались две цифры (дробное число).
В соответствии с цифрой числителя нажимали на красную клавишу верхнего ряда
клавиатуры, а в соответствии со знаменателем – красную клавишу второго ряда (9).
Таким образом, в ленте просекались две пары отверстий, которые определяли размер
увеличения межсловных пробелов внутри каждой строки. Верхняя пара отверстий
определяла при отливке установку грубого клина, перемещение которого на один шаг
(0,2 дюйма) соответствует изменению в сторону увеличения размера межсловного
пробела на 0,0075 дюйма или на 0,1905 мм.
Нижняя пара отверстий определяла установку тонкого клина, перемещение
которого на один шаг увеличивает межсловный пробел на 0,0005 дюйма или 0,0127 мм.
Варьируя положение клиньев, можно было получить 225 различных по ширине
размеров увеличения постоянного межсловного пробела.
Для выключки вправо и по центру использовали специальные клавиши («Зп» и
«Гр»). Для отливки двух литер на одной ножке (лигатуры) или логотипа – литеры, на
очке которых размещено несколько букв часто встречающихся сочетаний (sin, cos, tg)
или дроби (число вместе с косой делительной чертой), использовалась специальная
клавиша S.
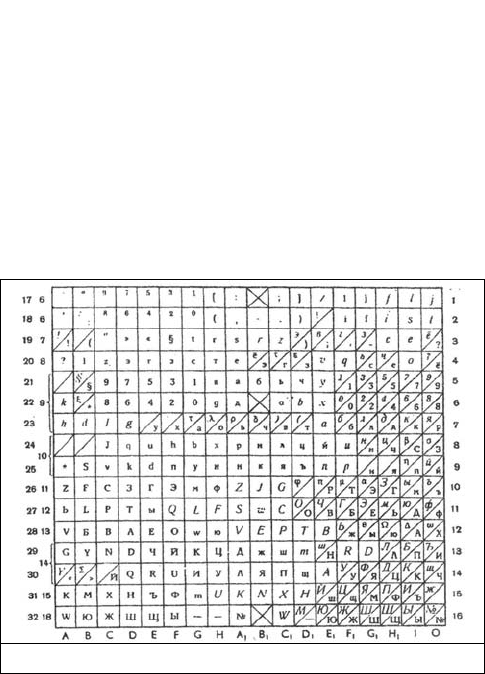
Рис. 1.16. Схема матричной рамки МО-5 (основная раскладка)
22
Лентодвижущий механизм перемещал ленту на один шаг перфорации после
кодирования символов или команд управления и перематывал ленту на приемную
катушку.
На автомате МО-5 автоматически выполнялись следующие операции: подготовка
изложницы к отливке литер или шпаций, отливка литер или шпаций, обработка и
выталкивание литер и шпаций из формы, формирование строки определенного формата
из отдельных элементов и транспортировка ее на приемный стол.
В отливном автомате все механизмы приводились в действие от электродвигателя,
кроме механизмов считывания перфоленты и управления отливкой литер и шпаций,
которые работали от пневматической системы.
Раскладка матриц в матричной рамке (рис. 1.16) производилась таким образом, что
в одном ряду располагались матрицы букв и знаков одинаковой ширины. Самые узкие
буквы содержат 6 м.ед., затем 7 и 8 м.ед.; буквы и знаки, содержащие 9 м.ед., занимали
3 ряда; 10 м. ед. – 2 ряда, 11 – 14 м.ед. – тоже два ряда; 15 м.ед. и 18 м.ед. Итого 15
горизонтальных (единичных) рядов матричной рамки, обозначенных цифрами от 1 до
15. Вертикальные ряды назывались поперечными и обозначались буквами от А до О.
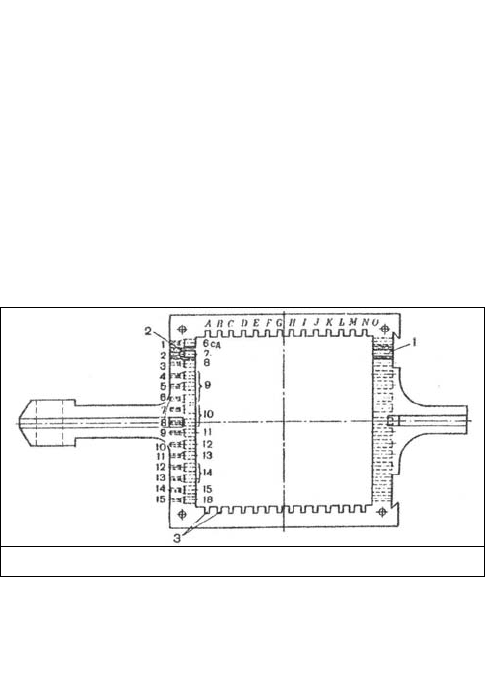
При рабочем цикле автомата МО его механизмы стремились перемещать
матричную рамку (рис. 1.17) к крайним положениям (упорам 15 и 0), а
перфорированная лента, руководя работой МО, останавливала матричную рамку для
отливки той матрицы, которая была закодирована на перфоленте, т.е. рамка натыкалась
на нужные упоры и останавливалась для отливки соответствующей литеры.
Рис. 1.17. Матричная рамка
Буквы и знаки, расположенные в нижнем 15-м ряду, устанавливались в положение
отливки подъемом только одного упора поперечнорядной камеру, поэтому на
перфоленте пробивалось только одно отверстие (А – О), любая матрица, расположенная
в крайнем правом ряду (0), устанавливалась в положение отливки подъемом одного из
упоров единичной камеры, поэтому на перфоленте также пробивалось только одно
отверстие иглой, соответствующей ряду, в котором расположена нужная буква.
Матрицы с координатами 0-15 устанавливались в положение отливки без
23
проколов на перфоленте, так как упоры 15 и 0 ограничивали крайнее положение рамки
и были постоянно подняты.
Три иглы кодировали перемещение трех пистонов: 0,0075, 0,0005 и S,
предназначенных для управления механизмами отливки пробелов.
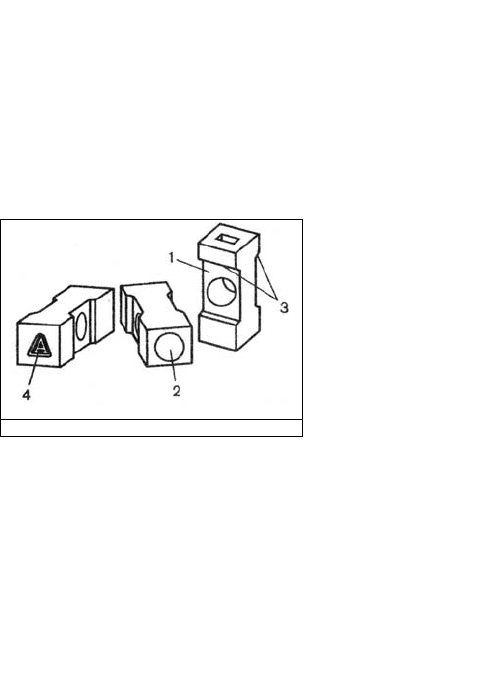
Литеры отливались со специальных матриц (рис. 1.18) с углубленным
очком (4) букв или знаков; 1 – корпус матрицы, 2 – коническое углубление,
расположенное на противоположном конце очка, которое служило для
центрирования матрицы перед отливкой, 3 – заплечики для крепления
матрицы в матричной рамке. Отливка литер начиналась с конца перфоленты,
каждая строка отливалась тоже с конца, поэтому первой поступающей
командой перед отливной была установка клиньев (грубого и тонкого) для
увеличения межсловного пробела и затем – команда межсловного пробела,
после чего начиналась отливка литер строки с конца к началу. Так
достигалась равномерность межсловных пробелов внутри строки.
Шрифтовые
возможности
буквоотливной
строконаборной
машины обеспечивали
набор текстов 4 группы
сложности (словарей,
формул); в случае
необходимости широко
использовали знак
«замены», т.е., если
какая-либо матрица,
необходимая для
набора, не помещалась в
матричную рамку, использовали любую, но такой же ширины, а при
ручной правке использованная матрица заменялась на нужную. Правка
гранок монотипного набора производилась вручную на специальных
реалах, оснащенных кассами с литерами, отлитыми на монотипе.
Установка матриц в матричную рамку производилась в соответствии с
набираемым текстом, раскладка (расклейка) знаков на МК также
изменялась. Для набора словарей были изготовлены специальные
клавиатуры. На МК набирались любые выводы и таблицы с частичной
ручной доработкой, но перед началом набора на МК необходимо было
форматы таблиц, боковика и граф, заданные в квадратах, перевести в
монотипные единицы, пользуясь таблицами переводов форматов. Перевод
типографской системы измерений в сетовую основан на пересчете
типографских и монотипных единиц в метрические. Для облегчения
пересчета и с последующего набора выводов и таблиц использовался сет-
Рис. 1.18

24
барабан с типографскими размерами знаков (6Т, 8Т, ЮТ, 12Т) и сет-клинья
на пунктовой основе (Т9Т, Ф9Т), при использовании которых перевод
форматов из типографской системы в сетовую производился без остатка.
Доработка таблиц (установка линеек) производилась вручную.
Формулы, так же, как и при строкоотливном наборе, набирались по
четырехстрочному способу.
Печатающие линейки кеглем от 2 до 16 п., шпоны – от 1 до 4 п.,
реглеты – от 6 до 16 п. и марзаны – 24 п., 30 п. и 36 п. отливались на
линеечно-пробельном автомате (АЛП).
Технологические схемы набора и верстки при типографском наборе
проводились по всем трем методам: граночному (рис. 1.19), безграночному
(рис. 1.20) и по оригинал-макету (рис. 1.21), в зависимости от сложности
набора и степени подготовки текстового оригинала. По оригинал-макету
набирали на строкоотливной машине. Оригинал-макет изготавливался на
наборно-пишущей технике с предварительным расчетом и учетом формата,
кегля и гарнитуры шрифта. Точное совпадение строк оригинал-макета и
строк наборной полосы обеспечивалось тем, что строки оригинал-макета
должны были войти в зону выключки, при этом необязательно было, чтобы
зрительно оригинал-макет был похож на наборную полосу с вертикальным
левым и правым краями. Верстали полосы вручную на верстальных реалах,
используя гранки основного, дополнительного, вспомогательного текстов,
клише, пробельно-линейный материал.
Разница процессов набора и верстки при разных способах
типографского набора заключалась только в приемах правки: ручная
наборщица сама правила свои гранки; для правки линотипного набора
производился набор заборки (другой наборщицей целиком на все издание,
правка производилась правщицей); правка гранок монотипного набора
производилась вручную на отдельном участке другими наборщицами.
Верстка полос выполнялась на специальных реалах вручную, независимо
от способа типографского набора.
Подготовка полос к печати или матрицированию заключалась в спуске
и обкладке полос.
Наборные полосы использовали для изготовления текстовых
диапозитивов различными способами.
25
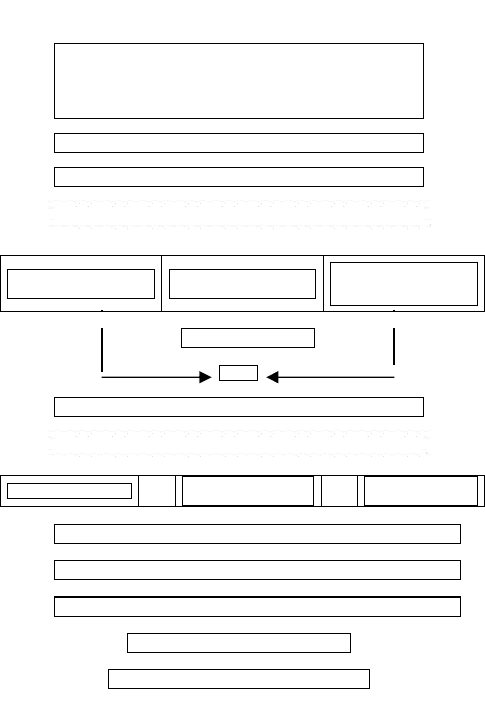
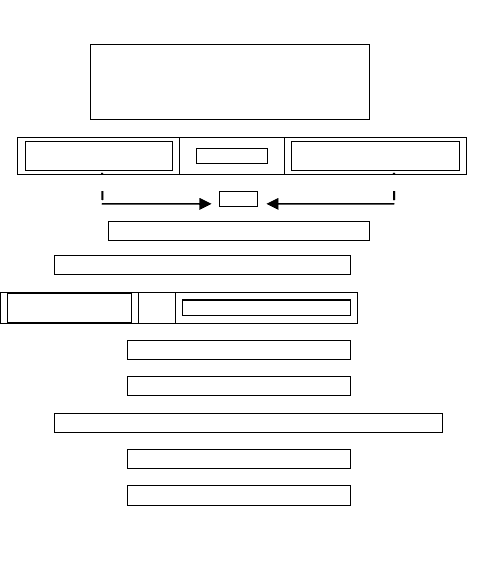
Технологическая схема изготовления
оригинальных печатных форм по граночному методу
Набор
1. основного текста
2. вспомогательного текста
3. дополнительного текста (сложные виды IV группа сложности)
4. крупнокегельный набор
↓
Комплектовка гранок раздельно для каждого вида набора
↓
Получение корректурных оттисков гранок
↓
Корректура гранок в издательстве
↓
↓
Правка гранок
↓
Верстка
↓
Получение корректурных оттискав со сверстанных полос
↓
Корректура верстки в издательстве и авторская
↓
Набор заборки
→
Корректура заборки
в типографии
→
Правка сверстанных
полос
↓
Получение оттисков с исправленных сверстанных полос – сверка
↓
Корректура сверки в издательстве и подпись в печать
↓
Правка и подготовка формы к печати или матрицированию
↓
Получение оттисков сводки
↓
Корректурная читка сводки в типографии
Рис. 1.19
Изготовление клише в
цинкографии
Набор заборки, корректура
заборки в типографии
Отливка пробельного
материала и печатающих
линек

26
Технологическая схема
изготовления печатных форм по безграночному методу
Набор
1. основного текста
2. дополнительного и вспомогательного текста
(других кегля и гарнитуры)
3. крупнокегельный набор
↓
Изготовление клише в
цинкографии
Комплектовка
Отливка пробельного материала и
печатающих линеек
↓
Верстка
↓
Получение оттисков со сверстанных полос и отправка в издательство
↓
Корректура верстки в издательстве и авторская
↓ ↓
Набор заборки, корректура
заборки в типографии
→
Правка набора сверстанных полос
↓
Получение оттисков с выправленных сверстанных полос – сверки
↓
Читка сверки в издательстве и подписание ее в печать
↓
Правка набора и подготовка формы к печати или матрицированию
↓
Получение оттисков сводки
↓
Чтение сводки в типографии
Рис. 1.20
27
Технологическая схема
изготовления печатных форм по безграночному методу
Набор
1. основного текста
2. дополнительного и вспомогательного
текста
3. крупнокегельный набор
↓
↓
Верстка
↓
Получение оттисков со сверстанных полос
↓
Корректура верстки в типографии
↓
Заборки строк.
Корректура заборки
→
Правка сверстанных полос
↓
Получение оттисков сверки
↓
Корректура верстки в типографии
↓
Правка набора и подготовка формы к печати или матрицированию
↓
Получение оттисков сводки
↓
Корректура сводки в типографии
Рис. 1.21
Изготовление клише в
цинкографии
Комплектовка
Отливка пробельного материала
и линеек

28
Отливка литер для ручного набора, линотипных строк, монотипных литер и
крупнокегельных строк производилась с использованием свинцово-сурьмяно-
оловянистого сплава марки У, что обеспечивало работу по замкнутому циклу, т.е.
переплавку всех элементов наборных форм после печати или матрицирования. Рабочая
температура отливки строк – 275 ± 5°С, а литер – 320 – 390°С с допуском ±5°С, поэтому
типографский набор иногда называют «горячим» набором.
При соблюдении режимов отливки (температуры и давления) и использовании
невыгоревшего матричного очка точность шрифтовых элементов выдерживается в
пределах допуска, а использование замкнутого цикла набора обеспечивалось всегда
новое очко печатающих элементов форм.
Контроль точности литер и линотипных строк производился в цеховых
условиях с использованием точечной диаграммы индивидуальных
значений статического метода, относящегося к разряду предупредительных
способов и обеспечивающих возможность определения причин отклонений
точности отливаемого набора от установленных допусков.
Качество воспроизведения текста при типографском наборе, так же
как и при других способах, во многом определялось точностью размерных
параметров шрифтового носителя, и в данном случае точностью очка
матриц.
Матрицы для отливки литер и для строкоотливного набора могли быть
изготовлены гравированием, штамповкой (в основном), прессованием. Для
каждого шрифтового символа с учетом кегля и начертания художник-
шрифтовик создавал рисунок в увеличенном масштабе, по которому затем
изготавливался чертеж. По чертежу можно было гравировать или
использовать его для изготовления шаблона, применяемого при машинном
гравировании. Размер изображения знака на шаблоне в 20 раз превышал
размер символа на матрице, поэтому все тонкости изображения символа на
кегельной площадке могли быть учтены.
Тренинг (процесс установки правильного размера апрошей в
зависимости от рисунка, начертания и графической основы шрифта) всегда
учитывался. Например, апроши прописных букв должны были быть
немного больше, чем у строчных, однако, если различия апрошей у
прописных и строчных букв очень велики, прописная буква будет
«отскакивать» от строчных, стоящих за ней и формирующих слово,
поэтому в некоторых шрифтах правые апроши прописных букв делают
меньше, чем левые, сдвигая очко вправо на кегельной площадке в процессе
конструирования шрифтовых знаков.
Кернинг – процесс визуального уменьшения пробелов между буквами
достигался применением логотипов и лигатур (литер сдвоенных знаков,
не разделенных пробелами). При крупнокегельном наборе процесс
визуального выравнивания (увеличения) пробелов между буквами в
зависимости от их начертания выполнялся с использованием тонких
шпаций.

29
Технология типографского набора с фиксированной выключкой и
постоянным интерлиньяжем обеспечивала правильность набора и верстки
наборной полосы с учетом технологических инструкций и требований
художественного оформления полос издания.
Конструктивно наборное оборудование, предназначенное для
механизированного типографского набора, наборная строкоотливная
машина (линотип) и буквоотливная машина (монотип) обеспечивали
правильность выполнения межсловного пробела. Так, строкоотливные
машины были оснащены комплектами шпационных клиньев четырех
типов, каждый из которых использовали при наборе строк кеглем от 6 до
12 п., что и обеспечивало максимальное приращение межсловного пробела
соответственно от 4 до 6 п., при исходной толщине клина от 2 до 3 п.
Пробел между словами при буквоотливном наборе должен быть не менее 6
и не более 12 монотипных единиц (м.е.), что также обеспечивалось
увеличением постоянного межсловного пробела, равного 4 м.е.
Но, типографский набор имел следующие большие недостатки:
– тяжелые физические нагрузки, которые должны были выполнять
рабочие наборных цехов, например чушка сплава весила 8,5 кг, гранка
набора – 6,5 кг, оригинальная наборная форма (1 уч. - изд. лист) – 100 кг;
– уровень шума в строкоотливном отделении достигал 85 дБ, а в
монотипном строкоотливном – 105 дБ;
– опасность получения ожогов и других травм;
– токсичность сплава (самое главное). Свинец и сурьма вредны не
только в расплавленном состоянии, но и в виде пыли.
Указанные недостатки типографского набора издавна являлись
причинами для поиска новых способов набора.
Наборно-фотографический способ (фотонабор)
Фотонабором называется процесс получения выключенных строк
текста на фотоматериале с использованием специального фотонаборного
оборудования.
Фотонаборное оборудование в соответствии с технологическими и
шрифтовыми возможностями подразделяется на четыре поколения.
К первому поколению относятся машины, использующие
клавиатурный ввод и построенные по аналогии с наборно-отливным (СФК,
ФО) оборудованием или на базе пишущих машинок (Диатайп, Диатроник и
т.п.). Фотографировались выключенные строки, состоящие из фотоматриц
или фотолитер.
Фотонаборное оборудование второго поколения включает машины
и комплексы, работой фотосекций которых управляет промежуточный
носитель информации: перфолента, используемая для кодирования текста

30
на ФПВ-100 (комплекс Каскад); гибкая магнитная лента (НГМД),
применяемая в качестве носителя информации в комплексе «Квант». Как
правило, фотонаборные автоматы второго поколения отечественного
оборудования – оптико-механические с вещественными
шрифтоносителями.
Многие операции в фотонаборном оборудовании второго поколения
выполнялись автоматически, например расчет строки в процессе
кодирования на ФНК с выводом полнокодовой информации на носитель,
так же проводился расчет вертикальных перемещений, что давало
возможность формирования наборных полос с учетом правил верстки.
В программирующих аппаратах фотонаборного оборудования второго
поколения программирование текста и правка могут проводиться с
использованием видеотерминальных устройств (мониторов).
Комплекс «Каскад» включает следующее основное оборудование:
1. Программирующие аппараты – ФВП-500, ФП-500 и получивший наибольшее
использование для кодирования простых и усложненных текстов – ФВП-1000.
2. Устройство ФКУ для получения текста, полиграфически оформленного для
корректуры в дофотонаборной стадии. ФКО практически не использовалось, так как
корректурные распечатки в машинописном варианте позволяют уловить только
грамматические ошибки, а этого недостаточно даже при первой корректуре. Принцип
работы ФКУ – электрофотографический с использованием шрифтоносителей
фотонаборного автомата.
3. Корректурное устройство ФК для проведения правки перфоленты в
полуавтоматическом режиме. При использовании 2ФКВ-16 (визуализирующего
устройства) правка перфоленты по принципу «из ленты в ленту», проводимая на ФК,
имела предпочтительное использование по сравнению с правкой перфоленты на ФКА
автоматически по принципу «из двух в третью», во первых потому, что для работы на
ФКА нужно было изготовить ленту-заборку, а во-вторых потому, что за процессом
правки нельзя было следить по монитору, а любую правку, так же как и верстку лучше
выполнять в диалоговом режиме. Наборно-корректурный аппарат ФКТ явился
прообразом ФНК.
4. Фотонаборные автоматы ФА-500, ФА-500С, ФА-1000.
5. Крупнокегельная фотонаборная машина Ф-96К и Ф-156К, сменившая Ф-96К, с
кеглем набора от 16 до 156 п.
6. Установка для обработки фотопленки ФО-25П, для обработки фотобумаги –
ФО-35Б.
7. Монтажный стол ФКМ.
Система переработки текста «Каскад-СМ» – фонотаборное оборудование,
управляемое электронно-вычислительной машиной.
Фотонаборный комплекс «Квант», предназначенный для изготовления
фотоформ текста любой сложности для книжно-журнальной продукции и сверстанных
газетных полос формата А-3, объединяет 4 единицы оборудования:
1. Наборно-корректурный аппарат ФНК, предназначенный для кодирования
текстов любой сложности с выводом на гибкий магнитный диск и правки в
дофотонаборной стадии;
Правка производилась при выполнении следующих операций: гашение кода,