Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.


281
Указанный диапазон режимов можно разделить, например, на три
интервала, м/мин: v
1
= 50…70; v
2
= 70…90; v
3
= 90…110, протяженность
которых чувствительна к показателям производительности и экономиче-
ской эффективности. Следовательно, в зависимости от изменения v име-
ем три варианта технических решений.
4. Тип технологического оборудования. В условиях автоматизиро-
ванного производства валы можно обрабатывать на:
– одношпиндельных многорезцовых полуавтоматах;
– одношпиндельных токарных гидрокопировальных полуавтоматах;
– вертикальных многошпиндельных полуавтоматах и автоматах по-
следовательного действия;
– горизонтальных многошпиндельных полуавтоматах и автоматах
последовательного действия;
– вертикальных многошпиндельных полуавтоматах и автоматах па-
раллельного непрерывного действия.
Итого пять вариантов.
5. Степень автоматизации системы. В зависимости от степени ав-
томатизации вспомогательных процессов загрузки и транспортирования
деталей система машин для обработки ступенчатых валов может быть
построена по следующим вариантам:
– поточная линия из полуавтоматов;
– поточная линия из автоматов;
– автоматическая линия.
Всего три варианта.
6. Степень дифференциации технологического процесса. Это
число рабочих позиций q, на которое распределяется общий объем обра-
ботки. Согласно расчетам, приведенным в гл. 5 (см. табл. 5.1), минималь-
ное число позиций, на которое можно дифференцировать процесс обра-
ботки вала, равно 4, максимальное 14. Следовательно, по числу рабочих
позиций возможны 11 вариантов построения системы машин (4 ≤ q ≤ 14).
7. Число параллельных потоков обработки р. Оно зависит от тре-
буемого уровня производительности. Для большинства машинострои-
тельных предприятий достаточно иметь один-два потока обработки (или
независимых линий).
Итого два варианта.
8. Число станков-дублеров. Как было сказано в гл.5, реальные
процессы не поддаются равномерной дифференциации, поэтому при
классическом однопоточном варианте линии, где число станков равно
числу рабочих позиций q, станки будут всегда иметь различную длитель-
ФОРМИРОВАНИЕ ВОЗМОЖНЫХ ВАРИАНТОВ
282
ность цикла. Вместо
того чтобы дифферен-
цировать обработку на
лимитирующих опера-
циях, можно использо-
вать на них станки-
дублеры числом m (при
m = 2 получается двух-
поточная линия). Здесь
также существует ши-
рокая вариантность. По
каждому варианту ли-
нии можно считать це-
лесообразным исполь-
зование шести-восьми
станков-дублеров.
Примем возмож-
ными шесть вариантов.
9. Тип транспорт-
ной системы. Этот от-
личительный признак
определяется взаимным
расположением техно-
логического и вспомо-
гательного оборудова-
ния, траекторией пере-
мещения обрабатывае-
мых деталей в пределах
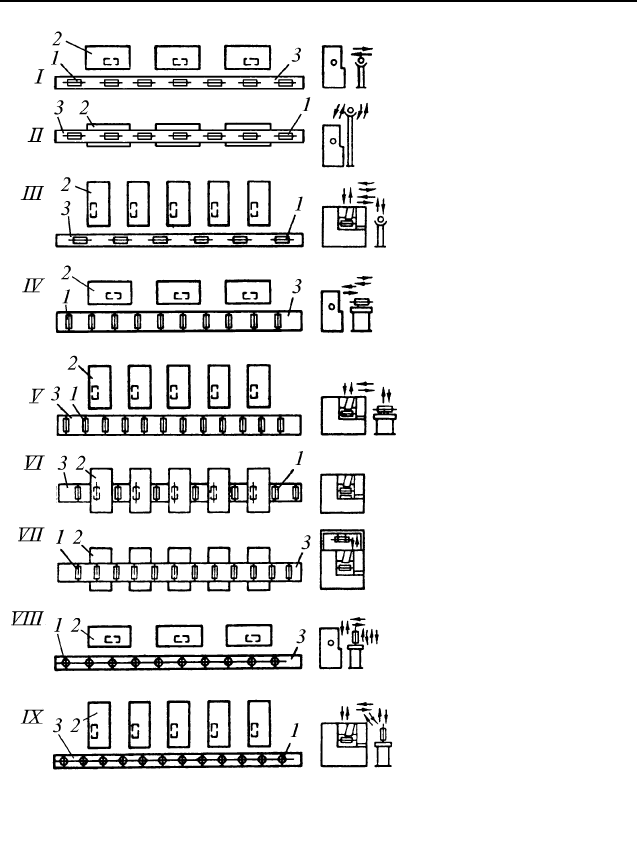
линии. Известно девять
основных вариантов (I –
IХ на рис. 9.1), в том
числе системы сквозно-
го транспортирования,
системы I бокового
транспортирования с
расположением обору-
дования вдоль основно-
го конвейера, системы бокового транспортирования с расположением
оборудования поперек основного конвейера и т.д. Все эти девять вариан-
Глава 9. ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ АВТОМАТИЧЕСКИХ ЛИНИ
Й
Рис. 9.1. Компоновочные варианты
автоматической линии с различными видами
системы межстаночного транспортирования:
1 – изделия; 2 – станки; 3 – транспортеры
283
тов конкурентны, так как отличаются показателями стоимости, несовме-
щенных холостых ходов и т.д.
10. Число участков-секций. Каждый вариант системы машин, раз-
личающийся числом позиций, типом транспортной системы и т.д., может
быть построен по различным структурным вариантам – от линии с жест-
кой межагрегатной связью (n
у
= 1) до линии с гибкой связью (n
у
= q).
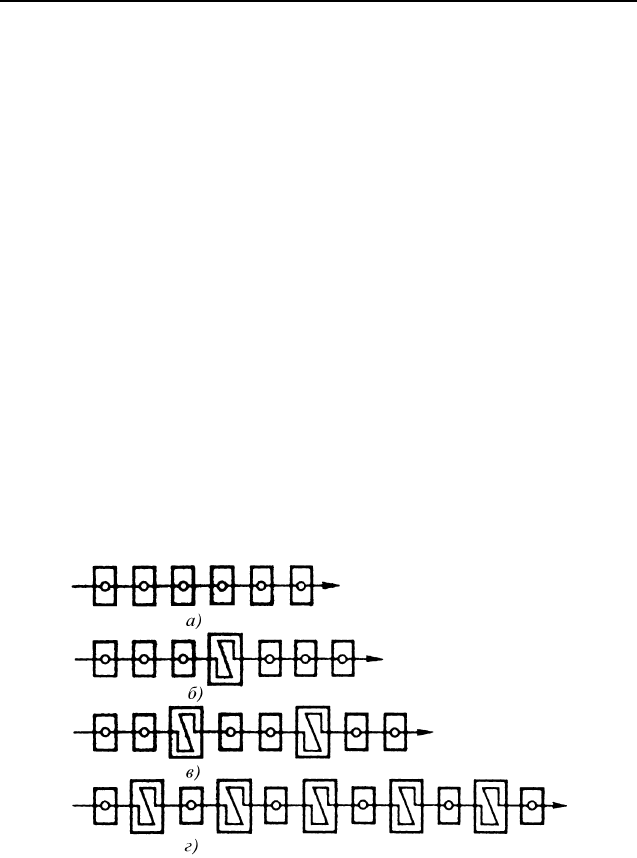
Так, линия из шести станков (q = 6) может быть разделена по четы-
рем вариантам: n
у
= 1, 2, 3, 6 (рис. 9.2).
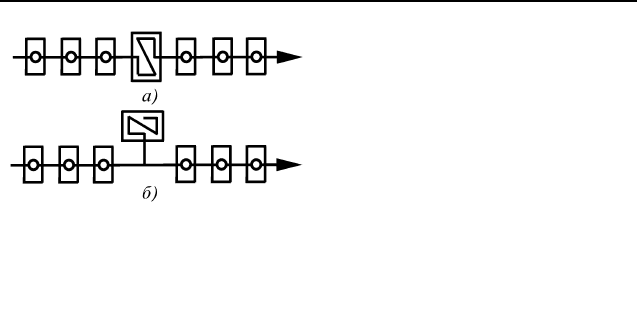
11. Тип межоперационных накопителей. Для линий обработки ва-
лов применяются магазины-накопители двух видов: сквозные, через ко-
торые проходит весь поток обрабатываемых деталей (рис. 9.3, а); тупи-
ковые, работающие только в случае отказа одного из участков
(рис. 9.3, б). Последние более надежны в работе, однако конструктивно
сложнее и занимают дополнительную площадь.
12. Число наладчиков при обслуживании машин. Этот отличи-
тельный признак также носит ярко выраженный экстремальный характер.
В предельном случае, когда один наладчик обслуживает всю линию,
норма обслуживания равна числу станков (z
н
= q), фонд заработной пла-
ты минимален, однако велики простои станков из-за ожидания очереди
на обслуживание. В другом предельном случае, когда наладчик обслужи-
вает лишь один встроенный в линию станок (z
н
= 1), производительность
линии максимальна, но велик и фонд заработной платы. Оптимальные
варианты обслуживания не самоочевидны. Возможны четыре–пять вари-
антов.
Рис. 9.2. Структурные схемы вариантов линии из шести станков
с различным числом накопителей межоперационных заделов:
а, г – соответственно с жесткой и гибкой агрегатной связью;
б и в – с разделением на участки
ФОРМИРОВАНИЕ ВОЗМОЖНЫХ ВАРИАНТОВ
284
Если обобщить рассмотрен-
ные отличительные признаки и
число вариантов по каждому из
них, то при условии полной со-
вместимости вариантов их полное
число составит (для обработки
вала по рис.5.3) многие тысячи.
Даже если учесть, что многие
варианты несовместимы, общее
число структурно-компоновочных
вариантов, вполне конкурентных
на ранних стадиях проектирования
автоматических систем машин,
очень велико.
Следует отметить, что в линиях для обработки подшипниковых ко-
лец основным вариационным показателем служит число параллельно
работающих станков, в линиях для обработки корпусных изделий – чис-
ло участков-секций и т.д.
9.3. СРАВНИТЕЛЬНЫЙ АНАЛИЗ И ОТБОР ВАРИАНТОВ
Перечень отличительных признаков систем машин для обработки
ступенчатых валов, рассмотренный в разд. 9.2, наиболее общий, теорети-
ческий (он может быть и продолжен). Однако в конкретном случае его
необходимо составлять и анализировать, имея в виду деление всех харак-
теризующих систему машин параметров (технологических, структурных,
компоновочных, конструктивных, эксплуатационных и т.д.) на три кате-
гории:
– параметры, которые в данном случае не являются вариацион-
ными, так как их значения заданы по ТЗ или могут быть однозначно вы-
браны на основе накопленного опыта проектирования и эксплуатации;
– основные вариационные параметры, по которым решения
должны быть приняты однозначно еще на ранних стадиях проектирова-
ния и дальнейшей корректировке не подлежат; именно их сочетание оп-
ределяет впоследствии принятый в качестве оптимального вариант ли-
нии – ее технологическую и структурную схему, планировку (число
станков, участков, потоков обработки и т.д.);
– вспомогательные вариационные параметры, в меньшей степе-
ни влияющие на технико-экономические результаты внедрения линии;
первоначально принятые по этим параметрам решения могут в дальней-
Глава 9. ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ АВТОМАТИЧЕСКИХ ЛИНИ
Й
Рис. 9.3. Структурная схема
однопоточной линии с накопителями
заделов сквозного (а) и
тупикового (б) типов
285
шем, в том числе при эксплуатации, корректироваться. Такие параметры
определяют обычно форму реализации принятой принципиальной схемы
системы машин (режимы обработки, число наладчиков, система замены
инструмента, организация ремонта и обслуживания и др.).
Конкретный анализ и отбор возможных структурно-компоновочных
вариантов определяется требованиями ТЗ.
Иллюстрируем данное положение, рассматривая в дальнейшем за-
дачу построения системы машин для другой конструкции ступенчатого
вала – по рис. 9.4, а не по рис. 5.3. Несмотря на единство подходов, кон-
кретные действия будут несколько отличаться.
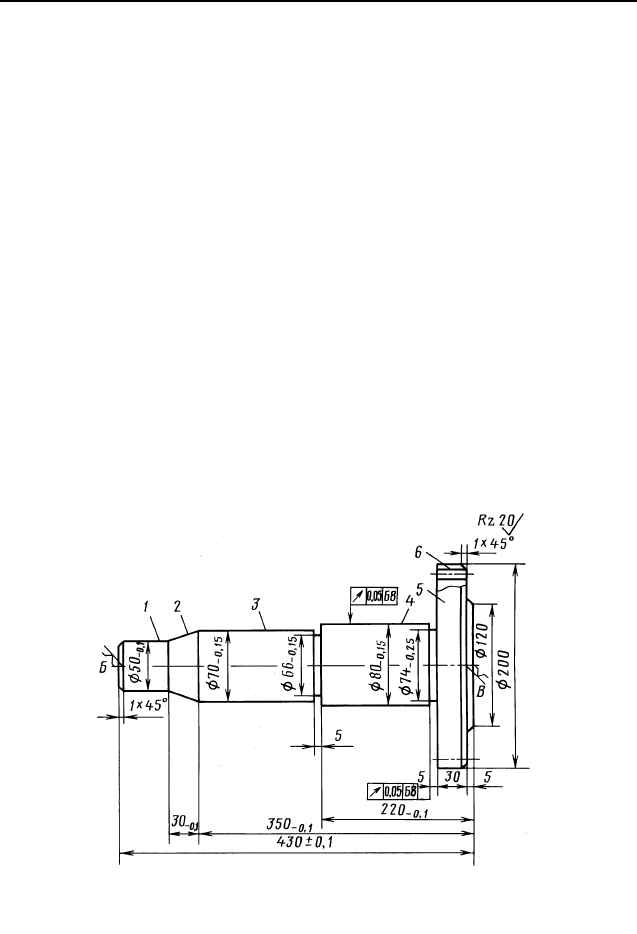
Пример. Согласно полученному ТЗ разработать на этапе технического
предложения структурно-компоновочную схему автоматической линии токарной
обработки вала-фланца, чертеж которого со всеми техническими требованиями
приведен на рис. 9.4.
Производительность линии Q
min
= 420 шт./смена с возможным превышени-
ем на 15 % (т.е. 420 ≤ Q
тр
≤ 485 шт./смена). Задан директивно маршрут обработки
(рис. 9.5).
Допускается дробление длины обработки на всех черновых и чистовых опе-
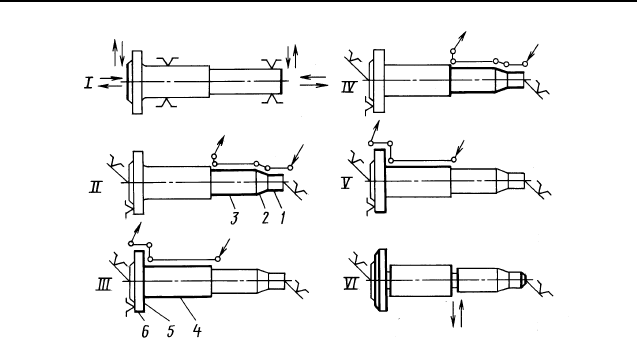
рациях, кроме поверхностей 1 и 3 (см. рис. 9.4), которые являются посадочными.
Основной вид оборудования – токарные гидрокопировальные полуавтоматы,
пригодные для встраивания в автоматическую линию. Заготовка – поковка.
СРАВНИТЕЛЬНЫЙ АНАЛИЗ И ОТБОР ВАРИАНТОВ
Рис. 9.4. Типовая деталь – вал-фланец:
1 – 6 – обрабатываемые поверхности
286
Рис. 9.5. Технологические эскизы обработки вала-фланца:
I – VI – позиции обработки; 1 – 6 – обрабатываемые поверхности
Таким образом, на стадии разработки технического предложения постоян-
ными – заданными по величине параметров следует считать основные характери-
стики технологического процесса (методы, маршрут, режимы обработки). Это
позволяет рассчитать в качестве исходных данных длительность t
р
технологиче-
ских переходов – обработки элементарных поверхностей. Для вала, приведенного
на рис. 9.4, t
р
имеют следующие значения, мин.
Фрезерование торцов ............................... 0,30
Зацентровка торцов .................................. 0,10
Черновое обтачивание поверхностей
1 – 6 соответственно …………………… 0,15; 0,10; 0,30; 0,35; 0,20; 0,15
Чистовое обтачивание поверхностей
1 – 6 соответственно …………………… 0,25; 0,15; 0,35; 0,45; 0,30; 0,20
Прорезание канавок ……………………. 0,30
Снятие фасок …………………………… 0,15
Исходные данные для расчета ожидаемого уровня надежности станков и
инструмента на ранних стадиях проектирования (до конструктивной разработки)
можно назначить лишь ориентировочно – на основе исследования аналогичных
систем (см. гл. 10). Принимаем, что ожидаемые внецикловые потери по инстру-
менту для токарной обработки вала на линии
12,0С =
∑
i
мин/шт., внецикло-
вые потери одной позиции
02,0
1
об
=t мин/шт., итоговые ожидаемые (расчет-
ные) собственные потери для линии с жесткой межагрегатной связью
qt 02,012,0
с
+=
∑
.
Глава 9. ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ АВТОМАТИЧЕСКИХ ЛИНИ
Й

287
В качестве варьируемых параметров как отличительных признаков различ-
ных вариантов линии принимаем:
– число рабочих позиций обработки q; в данном случае – однопозиционных
станков, выполняющих полный объем обработки;
– число параллельных потоков обработки р (независимых или зависимых)
либо станков-дублеров на лимитирующих позициях m
i
;
– компоновочный вариант линии, характеризуемый взаимным пространст-
венным расположением станков и элементов транспортной системы;
– число участков секций n
у
, на которые разделена линия как численная ха-
рактеристика межагрегатной связи (1 ≤ n
у
≤ q);
– вместимость накопителей;
– число наладчиков.
Эти вариационные параметры следует разделить на две существенно раз-
личные категории:
1) основные структурно-компоновочные параметры, варьирование которы-
ми означает разные планировочные варианты линии (число станков в потоке и
потоков обработки, компоновочный вариант, число участков-секций); техниче-
ские решения по этим параметрам принимают только в процессе проектирования,
при эксплуатации оборудования они не могут быть изменены;
2) вспомогательные параметры, варьирование которыми не отражается на
планировке (число наладчиков, вместимость межоперационных накопителей).
Эти параметры могут варьироваться не только в процессе проектирования, но и
при эксплуатации; интервалы вариации здесь, как правило, минимальны.
Поэтому целесообразно считать основными следующие вариационные па-
раметры:
– число рабочих позиций обработки q;
– компоновочный вариант линии;
– число участков-секций n
у
;
– число параллельных потоков обработки р, в данном случае – независимых
автоматических линий или станков-дублеров m.
Остальные параметры – вместимость накопителей Е (мин) и число станков,
обслуживаемых одним наладчиком z
н
, – принимаем на данном этапе как неварь-
ируемые, заданные по величине. Так, вместимость накопителей целесообразно
выбирать в пределах Е = 30…40 мин, что обеспечивает межучастковое наложе-
ние потерь не более 5…8 %; число станков, обслуживаемых одним наладчиком,
принимаем z
н
= 6.
Таким образом, инженерный анализ на основе предшествующего опыта и
научных обобщений позволяет уже на этапах разработки технического задания и
начальной работы над техническим предложением разрешить вариантность по
многим отличительным признакам (см. разд. 9.2), не прибегая к оптимизацион-
ным моделям и сложным расчетам.
Далее используем возможность поэтапного выбора (см. разд. 8.3), т.е. рас-
смотрения некоторых параметров независимо от остальных. Сюда относится вы-
бор типа транспортной системы и компоновки линии в целом, где имеется девять
вариантов (см. рис. 9.1), которые отличаются:
СРАВНИТЕЛЬНЫЙ АНАЛИЗ И ОТБОР ВАРИАНТОВ

288
– расположением геометрических осей станков по отношению к продольной
оси линии (перпендикулярно или соосно);
– положением магистрального транспортера по отношению к рабочим зо-
нам станков (боковое, верхнее, сквозное);
– положением осей заготовок и полуфабрикатов при межстаночном транс-
портировании (горизонтально или вертикально).
Все эти компоновочные варианты – реальные, реализованные в известных
конструкциях различных фирм-разработчиков. Данные варианты различаются
стоимостью, общей площадью, несовмещенными холостыми ходами, надежно-
стью в работе, удобством обслуживания транспортера и станков и т.д., т.е. непо-
вторимым сочетанием достоинств и недостатков.
Реплика. Предоставьте самим студентам возможность дать оценку
достоинствам и недостаткам каждого варианта хотя бы по приведенным вы-
ше критериям, лучше – с использованием таблиц по типу приведенных в гл. 7 и 8.
Прекрасный повод еще раз напомнить истину: если какой-то вариант обладает
только достоинствами в сравнении, остальные неизбежно будут забыты.
Выбор варианта транспортной системы и компоновки линии в целом (I – IX
на pиc. 9.1) во многом субъективен, поскольку достоинства и недостатки каждого
из вариантов не всегда могут быть формализованы. Возможно применение толь-
ко количественных критериев, с противопоставлением характеристик стоимости
и быстродействия t
x
.
Однако зачастую вопрос решается приверженностью разработчиков к при-
вычным вариантам, что неявно служит и экономическим критерием (сокращение
длительности разработки, наличие готовых технологических процессов изготов-
ления и сборки, налаженных связей со смежниками и т.д.).
В итоге принимаем вариант с боковым транспортированием изделий в гори-
зонтальном положении и расположением станков параллельно трассе магист-
рального транспортера (см. рис. 9.1, вариант I).
Его стоимостные характеристики
К
тр
= 35 000q + 800n
у
,
где q – число станков в линии; n
у
– число участков, на которое разделена линия.
Несовмещенное время холостых ходов t
x
= 0,25 мин.
Остальные параметры: число последовательно работающих станков q, уча-
стков-секций n
у
, станков-дублеров m в одной линии, а также нескольких незави-
симо работающих линий р взаимосвязаны, ибо все они реализуют целевую функцию
достижения заданного в ТЗ уровня производительности (420 ≤ Q
тр
≤ 485 шт./смена)
различными методами структурного усложнения (при росте стоимости линии).
Ведущим параметром является число позиций q, на которое дифференциру-
ется процесс обработки, этот параметр дает наибольшее число вариантов. Как
указано в ТЗ, обработка вала должна складываться из следующих операций: фре-
зерования торцов, зацентровки торцов, чернового обтачивания поверхностей, их
чистового обтачивания, прорезания канавок, снятия фасок.
Глава 9. ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ АВТОМАТИЧЕСКИХ ЛИНИ
Й
289
Первые два перехода выполняются на фрезерно-центровальных станках, ос-
тальные – на гидрокопировальных. Поэтому минимальное число рабочих пози-
ций обработки вала можно принять q = 4 (см. гл. 5).
Распределение переходов по позициям и их длительность в соответствии с
приведенными данными будут (см. табл. 5.1):
поз. I – фрезерование и зацентровка торцов, t
I
= 0,25…0,10 = 0,40 мин;
поз. II – черновое и чистовое обтачивание поверхностей 1, 2 и 3; t
II
= 0,15 +
+ 0,10 + 0,30 + 0,25 + 0,15 + 0,35 = 1,30 мин;
поз. III – черновое и чистовое обтачивание поверхностей 4, 5 и 6, t
III
=
= 0,35 + 0,20 + 0,15 + 0,45 + 0,30 + 0,20 = 1,65 мин;
поз. IV – прорезание канавок и снятие фасок (совмещены во времени),
t
IV
= 0,30 мин.
Ha станках поз. II и III необходимо иметь поворотные копиры.
Считая временем рабочего хода время обработки на лимитирующей пози-
ции (в данном случае поз. III), получаем для четырехпозиционного варианта по-
строения линии t
р
(4) = 1,65 мин.
Укрупненный расчет ожидаемой производительности в простейшем варианте
(см. гл. 3) при t
х
= 0,25 мин и η
ис
= 0,75 показывает, что при q = q
min
= 4 линии за-
данный уровень производительности (Q
min
= 420 шт./смена) заведомо не обеспечи-
вается
19075,0
25,065,1
480480
ис
хр
=
+
=η
+
=
tt
Q
шт./смена.
Более высокая производительность может быть обеспечена дальнейшей
дифференциацией процесса обработки (q > q
min
) с увеличением числа станков в
однопоточной линии. Для этого обработка на лимитирующей позиции (в данном
случае поз. III) разделяется на две части путем уменьшения числа обрабатывае-
мых на одной позиции поверхностей. Целесообразно разделить выполнение чер-
новой и чистовой обработки. Тогда при q = 5 распределение технологического
процесса по позициям будет следующим:
поз. I – фрезерование и зацентровка торцов, t
I
= 0,4 мин;
поз. II – черновое и чистовое обтачивание поверхностей 1, 2 и 3,
t
II
= 1,3 мин;
поз. III – черновое обтачивание поверхностей 4, 5 и 6, t
III
= 0,35 + 0,20 +
+ 0,15 = 0,70 мин;
поз. IV – чистовое обтачивание поверхностей 4, 5 и 6, t
IV
= 0,45 + 0,30 +
+ 0,20 = 0,95 мин;
поз. V – прорезание канавок и снятие фасок, t
V
= 0,30 мин. Время рабочего
хода как время обработки на лимитирующей поз. II t
р
(5) = 1,30 мин.
При дроблении технологического процесса на q = 6 позиций на каждой позиции
проводится лишь однократная обработка вала с одной стороны (см. рис. 9.5). Так как
время рабочих ходов цикла линии при каждом из вариантов t
р
(q) равно времени
наиболее лимитирующего перехода, то с увеличением числа станков в линии t
р
(q)
монотонно сокращается, все данные заносим в табл. 9.1. Как видно, чем больше
станков в линии, тем меньше длительность рабочего цикла.
СРАВНИТЕЛЬНЫЙ АНАЛИЗ И ОТБОР ВАРИАНТОВ
290
9.1. Время рабочих ходов при различной степени дифференциации
Число
рабочих
позиций q
4 5 6 7 8 9 10 11 12 13
Время ра-
бочих хо-
дов цикла
t
р
(q), мин
1,65 1,30 0,95 0,75 0,70 0,55 0,50 0,45 0,40 0,35
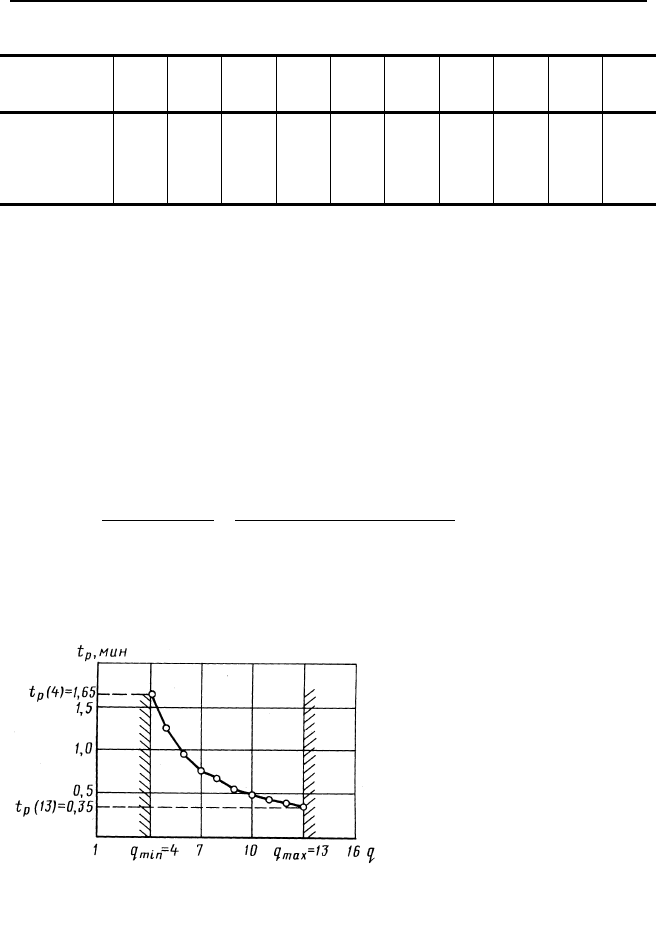
Графически эта зависимость приведена па рис. 9.6. При q = 12 длина чисто-
вой обработки поверхности вала 4 должна делиться на две позиции, что техниче-
скими условиями допускается. Однако дальнейшая дифференциация технологи-
ческого процесса q > 13 невозможна, так как остальные поверхности вала более
критичны к точности и наличие ступеней (неизбежных при дроблении длины
чистовой токарной обработки) не допускается.
Следовательно, q
max
= 13; t
р
(13) = 0,35 мин. Таким образом, по степени диф-
ференциации технологического процесса проектируемая линия может иметь 10
вариантов (4 ≤ q ≤ 13).
Ожидаемая производительность однопоточной автоматической линии с
максимальным числом позиций (q
max
= 13) и жесткой межагрегатной связью
(n
у
= 1) в соответствии с принятыми исходными данными и предполагаемым
уровнем загрузки η
загр
= 0,85:
416
1302,012,025,035,0
85,0480
480
схр
загр
=
⋅+++
⋅
=
++
η
=
∑
ttt
Q
шт./смена.
Предыдущий расчет производительности для линии с минимальным числом
позиций (q = 4) был заведомо ориентировочным. Данный расчет показывает, что
обойтись без дальнейшего структурного усложнения: деления линий на участки-
секции, введения станков-
дублеров на лимитирующих
операциях – не удается.
Реплика. Следует вспом-
нить результаты оптимизаци-
онных расчетов, приведенных в
гл. 8: оборудование с макси-
мальным или минимальным
числом позиций обычно не ока-
зывается оптимальным, как и
заниженные и завышенные
режимы обработки; принцип
золотой середины работает
всегда (см. результаты после-
дующих расчетов).
Глава 9. ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ АВТОМАТИЧЕСКИХ ЛИНИ
Й
Рис. 9.6. Зависимость времени
рабочих ходов в линии от числа позиций