Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.


301
кости, фактическую длительность рабочего цикла и всех его элементов
по циклограмме. По завершении обработки партии изделий оценивают
точность обработки (суммарные погрешности) и другие выходные пара-
метры качества, а также безотказность (длительность устранения отказов
непоказательна).
Результаты испытаний по пп. 1 – 3 сообщают заказчику (покупате-
лю), и после урегулирования возможных разногласий (в том числе устра-
нения отказов, дефектов, отклонений и т.д.) оборудование демонтируют
и транспортируют заказчику, у которого совместно проводят более об-
ширные испытания уже в реальных условиях производства.
Испытаниям снова предшествует подготовка оборудования к работе:
от внешнего осмотра и проверки утечек до обеспечения комплекта инст-
румента, оснастки, необходимого числа заготовок, обучения производст-
венного персонала.
В ходе приемосдаточных испытаний с обслуживающим персоналом
заказчика оборудование должно проработать установленное число рабо-
чих смен (до 10…12) и при этом удовлетворить все требования, преду-
смотренные совместно согласованными документами, в том числе ТЗ.
В процессе и по итогам приемосдаточных испытаний оценивают и
сопоставляют с требованиями ТЗ (см. разд. 7.2; 7.3):
– качество изготовленной продукции по точности размеров, геомет-
рической форме, шероховатости и микротвердости поверхности и т.д.;
– техническую производительность, долю простоев всех видов, в
том числе по переналадкам;
– надежность функционирования (интенсивность отказов и длитель-
ность их устранения, в том числе стойкость инструментов и время их
замены);
– трудоемкость обслуживания оборудования по различным катего-
риям работающих, условия труда;
– воздействие работы оборудования на окружающую среду через
выбросы и сбросы, эффективность нейтрализации отходов производства.
В целом приемосдаточные испытания должны дать для заказчика
ответ на единственный вопрос: принимать оборудование сразу или доби-
ваться от поставщиков его доработки.
Вместе с тем, обе стороны обычно заинтересованы в проведении
таких испытаний в минимальные сроки: поставщики, чтобы скорее за-
вершить работу и получить полную оплату; заказчики, чтобы быстрее
внедрить оборудование в производство и начать получать отдачу. По-
этому при выполнении приемосдаточных испытаний распространены
ЦЕЛИ И СОДЕРЖАНИЕ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ

302
экспресс-методы, позволяющие давать оценки при минимальном объеме
количественной информации по качеству продукции (см. разд. 10.2),
безопасности в работе (см. разд. 10.4) и т.д.
Производственные исследования работоспособности, по сущест-
ву, охватывают тот же перечень анализируемых факторов, что и при сда-
че-приемке. Они выполняются в процессе стабильной эксплуатации и
решают иной круг задач, среди которых:
– реализация для поставщиков обратной связи – от опыта примене-
ния к последующим разработкам или продажам аналогичного оборудо-
вания, накопление банка данных по стоимости, быстродействию, надеж-
ности и т.д. для типовых технических решений;
– количественная оценка для эксплуатационников реальной величи-
ны возможного повышения производительности и надежности, сокраще-
ния обслуживающего персонала, изменения системы обслуживания и т.д.
данного оборудования в конкретных условиях;
– качественная и количественная оценка целесообразности конкрет-
ных мероприятий по модернизации данного оборудования, например
повышения степени его автоматизации;
– научное обобщение опыта проектирования и эксплуатации авто-
матизированного оборудования с использованием результатов для пер-
спективных разработок, в учебном процессе, в научно-технической
литературе.
Производственные исследования требуют значительно более высо-
ких затрат сил и времени, чем приемосдаточные испытания.
Методы приемосдаточных испытаний у заказчика и производствен-
ных исследований во многом идентичны, обработка информации и ее
интерпретация проводятся с применением аналогичного математического
аппарата.
Следует отметить существенное отличие стендовых (лабораторных)
и производственных исследований технологических процессов (ТП) и
конструкций.
Лабораторные исследования проводятся в условиях активного экс-
перимента, когда определяющие факторы можно изменять в широких
пределах, в том числе выходя за рамки очевидного.
Производственные исследования, за редким исключением, выпол-
няются в условиях пассивного эксперимента (наблюдения и обработки
информации), когда исследователям не позволено что-либо менять в тех-
нологии и конструкции. "Активизации" экспериментов можно достичь,
применяя методы имитационного (физического и математического) мо-
Глава 10. РАБОТОСПОСОБНОСТЬ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ

303
делирования процессов функционирования машин и их систем по исход-
ным данным, полученным при производственных наблюдениях. Можно
назвать и другие методы активизации исследований, например метод
"искусственных партий" [1], методы теории технологической наследст-
венности [11] и т.д.
10.2. КАЧЕСТВО ВЫПУСКАЕМОЙ ПРОДУКЦИИ
Подавляющее число машин-автоматов и их систем, действующих в
системе материального производства в таких отраслях, как машино- и
приборостроение, электронная и радиотехническая промышленность,
производство бытовой техники и т.п., предназначено для обработки кон-
струкционных материалов. Продукцией являются отдельные детали и
простейшие сборки.
Под качеством продукции подразумевается совокупность свойств,
обусловливающих способность продукции удовлетворять своему назна-
чению. Под показателями качества продукции понимаются количествен-
ные характеристики одного или нескольких свойств продукции, состав-
ляющих ее качество. При этом разделяют единичные показатели качества
продукции, характеризующие одно из ее свойств, и комплексные, свиде-
тельствующие о нескольких свойствах [13].
Номенклатура показателей качества в каждом конкретном случае
зависит от назначения продукции. С позиций качества оценка продукции
по любым показателям сводится, прежде всего, к делению продукции на
две категории: годную продукцию, удовлетворяющую всем установлен-
ным требованиям, и брак – продукцию, передача которой потребителям
не допускается из-за наличия дефектов.
Оценка качества продукции по количественным показателям осно-
вывается на сопоставлении фактически замеренных значений с допусти-
мыми.
Продукция будет соответствовать своему целевому назначению, ес-
ли фактические числовые значения показателей качества будут нахо-
диться между двумя допустимыми предельными значениями (наиболь-
шим и наименьшим), образующими допуск. Часто за одно предельное
значение принимается номинальное, соответствующее высшему уровню
качества, за другое – значение, при котором качество продукции обеспе-
чивается на пределе.
Качество продукции характеризуется широкой номенклатурой
свойств: физико-химическими свойствами материалов изделий; точно-
стью их размеров, формы и взаимного расположения элементов; свойст-
вами поверхностного слоя изделий.
КАЧЕСТВО ВЫПУСКАЕМОЙ ПРОДУКЦИИ
304
Каждое из этих свойств может характеризоваться одним или не-
сколькими показателями. Например, качество взаимного расположения
поверхностей может оцениваться отклонениями от: прямолинейности в
плоскости, прямолинейности линий в пространстве, плоскостности,
круглости, цилиндричности, параллельности плоскостей, параллельности
осей в плоскости, перпендикулярности и т.д.
Конкретный перечень показателей качества зависит от вида продук-
ции, ее назначения и характера ТП.
Требования ставятся с учетом того, что конкретные показатели ка-
чества каждой единицы продукции являются случайными величинами, с
некоторым номиналом и диапазоном рассеяния.
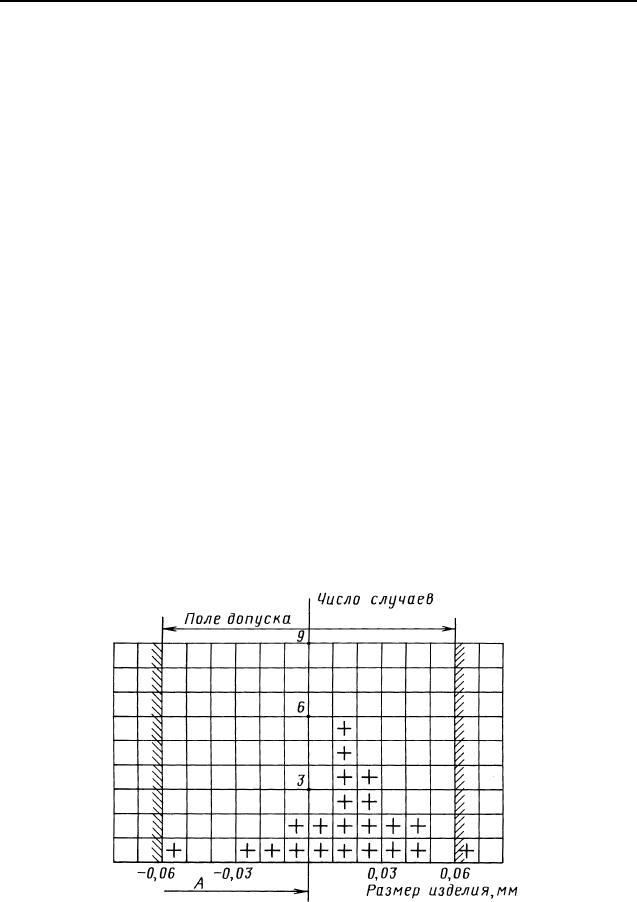
При выполнении приемосдаточных испытаний обрабатываются огра-
ниченные партии изделий, оценку стремятся проводить экспресс-ме-
тодами, используя заранее заготовленные формы, например по рис. 10.1.
Поле допуска (по А = ± 0,06) делится на 10…12 интервалов, измеренный
размер каждого изготовленного изделия отмечается в соответствующем
интервале крестиком. Практика показывает, что уже при партии в 20…
30 шт. можно достаточно объективно оценить, соответствует ли уровень
настройки номиналу и насколько велико поле рассеяния анализируемого
показателя качества.
В ходе производственных исследований работоспособности предметом
анализа являются не только "мгновенные" характеристики качества в преде-
лах анализируемой партии изделий, но и стабильность ТП во времени (сме-
щение уровня настройки, изменение диапазона рассеяния и т.д.).
Рис. 10.1. Форма для экспресс-анализа партии изделий и ее заполнение
Глава 10. РАБОТОСПОСОБНОСТЬ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ

305
Анализ качества выпускаемой продукции включает в себя следую-
щие этапы:
1) выбор контролируемых показателей качества и измерительных
средств, определение величины статистической выборки;
2) необходимые измерения контролируемых параметров с заполне-
нием соответствующих таблиц;
3) расчет эмпирических значений математического ожидания и
среднего квадратического отклонения (СКО);
4) проверку достоверности полученных результатов, в том числе
оценку выборки на случайность, на смещение математического ожидания
в процессе измерений;
5) подбор теоретического закона распределения контролируемого
параметра с оценкой соответствия статистических и вероятностных ха-
рактеристик;
6) определение теоретического поля рассеяния контролируемого па-
раметра;
7) сопоставление поля рассеяния с допустимыми пределами, оценку
показателя качества.
В итоге качество выпускаемой продукции оценивается следующими
выходными документами:
– "точечной" диаграммой результатов измерений контролируемого
показателя у последовательно обрабатываемых изделий;
– диаграммой рассеяния значений контролируемого показателя в
масштабах представительной партии изделий в сопоставлении с допус-
тимыми границами;
– диаграммой или таблицей, характеризующей стабильность выпол-
нения ТП, т.е. динамику изменения уровня настройки и диапазона рас-
сеяния значений показателя качества;
– корреляционной диаграммой взаимосвязи данного показателя ка-
чества с некоторыми определяющими параметрами (например, припуск
на обработку – размер после обработки).
Методы отбора информации и ее математической обработки подроб-
но рассматриваются в курсах по прикладной математике, технологии ма-
шиностроения и др. Поэтому далее приводятся лишь некоторые примеры,
отражающие специфику анализа автоматизированного производства.
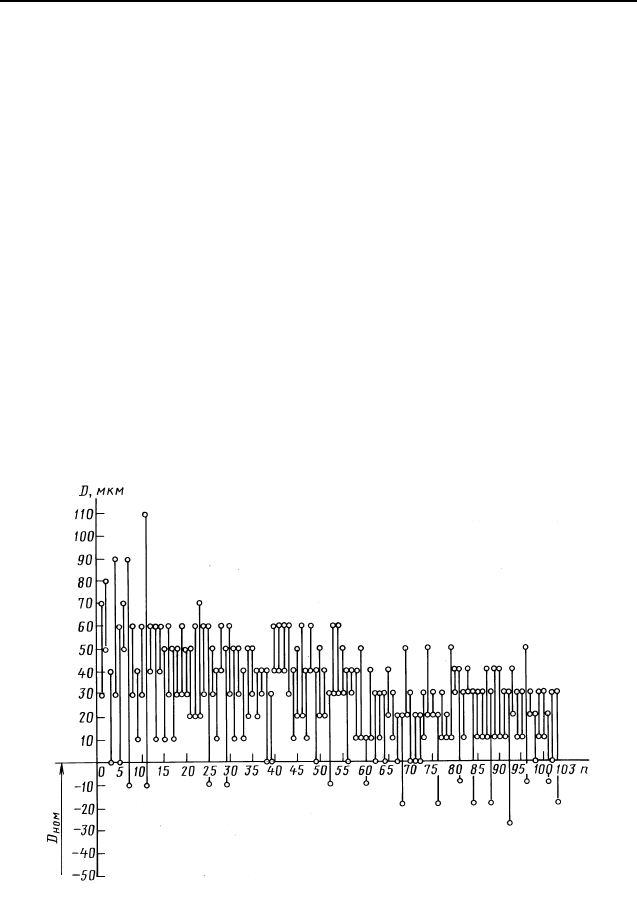
Пример 1. Расчет показателей качества обработки отверстий подшип-
никовых колец на токарном автомате. Обрабатываемый диаметр по номиналу
54,75 мм; допустимые отклонения ± 0,1 мм.
Фактический объем выборки составил 103 кольца; фактический диаметр
измерялся по всем сечениям с фиксацией максимальных и минимальных значе-
КАЧЕСТВО ВЫПУСКАЕМОЙ ПРОДУКЦИИ
306
ний на специальной измерительной позиции посредством индикаторов с ценой
деления шкалы 5 мкм, что обеспечивает точность измерения до 2,5 мкм.
Измерения проводились в порядке обработки колец партии. По их данным
непосредственно была построена точечная диаграмма (рис. 10.2), на которой раз-
меры каждого кольца изображены в виде черточки: верхний конец означает мак-
симальный диаметр, нижний – минимальный, длина черточки – разность диамет-
ров в одном сечении, т.е. отклонение от круглости – овал.
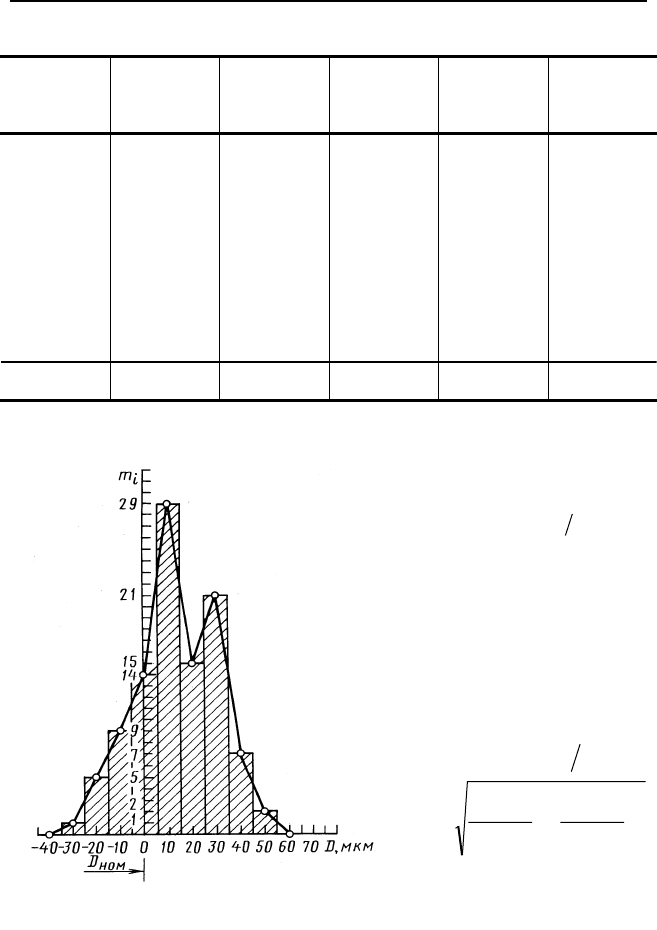
Для построения диаграммы рассеяния размеров результаты измерения от-
клонений диаметра колец в партии (независимо от последовательности их обра-
ботки) были сведены в табл. 10.1 после предварительного распределения этих
значений по интервалам.
Число интервалов при объеме выборки более 100 рекомендуется выбирать
от 9 до 15. Задавшись числом интервалов 9, определим интервалы с учетом мак-
симального отклонения [60 – (–30)]/9 = 10 мкм.
Помня, что в измерениях использовали прибор с ценой деления измери-
тельной шкалы 5 мкм, окончательно выбираем ∆ = 10 мкм. В каждый интервал
входят размеры, находящиеся в диапазоне от наименьшего размера в интервале
(включая его) до наибольшего (исключая его).
Для удобства вычислений параметров распределения заполняем тaбл. 10.1.
Зaнocим в нее границы интервалов, их средние значения, а также измеренные
значения диаметра.
Рис. 10.2. Точечная диаграмма значений внутреннего диаметра
колец подшипников при обработке на токарном автомате
Глава 10. РАБОТОСПОСОБНОСТЬ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ
307
10.1. Таблица отклонений размеров изделий
Интервал
Среднее
значение
интервала х
i
Частота
попадания в
интервал m
i
b
i
= (x
i
– x
0
)∆
m
i
b
i
m
i
b
i
2
1…2
–30…–20
–20…–10
–10…0
0…10
10…20
20…30
30…40
40…50
50…60
3
–25
–15
–5
5
15
25
35
45
55
4
1
5
9
14
29
15
21
7
2
5
–4
–3
–2
–1
0
1
2
3
4
6
–4
–15
–18
–14
0
15
42
21
6
7
16
45
36
14
0
15
84
63
32
Сумма – 103 – 35 305
Диаграмма рассеяния показана на рис. 10.3.
Вводим вспомогатель-
ный параметр:
∆−= )(
0
xxb
ii
,
где х
0
– новое начало отсчета,
за которое принимается сере-
дина интервала, имеющего
наибольшую частоту; х
i
–
среднее значение i-го интерва-
ла; ∆ – величина интервала.
Рассчитываем среднее
значение Х и СКО S:
()
.
;
2
0
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−∆=
∆+=
∑
∑
∑
∑
∑∑
i
ii
i
ii
iii
m
mb
m
mb
S
mmbxX
Используя для расчетов
данные табл. 10.1, получаем
КАЧЕСТВО ВЫПУСКАЕМОЙ ПРОДУКЦИИ
Рис. 10.3. Статистическая диаграмма
рассеяния максимального диаметра колец
308
4,18103351015 =⋅+=X мкм; 9,16
103
35
103
305
10
2
=
⎟
⎠
⎞
⎜
⎝
⎛
−=S мкм.
Таким образом, центр группирования размеров колец по максимальному
диаметру не совпадает с номиналом, а смещен от него в бóльшую сторону на
16,9 мкм, что означает увеличение припуска на последующие шлифовальные
операции. Качественно такую оценку можно сделать и по рис. 10.2. При этом все
кольца находятся в поле допуска (D
ном
± 100 мкм), т.е. автомат в пределах изме-
ренной партии выдавал только годную продукцию. Расчет и построение теорети-
ческой диаграммы мгновенного поля рассеяния размера диаметра как случайной
величины по статистической выборке в предположении нормального закона рас-
пределения, т.е. стабильности процесса, ведется стандартными методами теории
вероятности и математической статистики.
Оценку стабильности ТП, т.е. тенденций смещения уровня настройки из-за
износа резцов, изменения температуры, жесткости системы и т.д., можно прово-
дить простейшим методом – путем попарного сопоставления размеров соседних
по очередности обработки колец, сводя результаты в табл. 10.2 (приведены лишь
фрагменты).
Для удобства размеры даны не в абсолютных величинах, а в отклонениях
(мкм) от номинала, как и в диаграмме на рис. 10.1. Из табл. 10.2 видно, что
D
2
= + 80 мкм, D
3
= + 40 мкм; a
i
= 40 – 80 = – 40 мкм.
Если суммировать все данные по парным отклонениям в пределах партии
2 ≤ i ≤ 103, то можно получить
∑
a = –5,2 мкм.
Процесс достаточно стабилен, однако настройка имеет тенденцию "ухо-
дить" в сторону уменьшения, по-видимому, из-за износа резцов.
Аналогичные расчеты могут быть выполнены в отношении других показа-
телей качества.
10.2. Таблица разностей диаметров последовательно обработанных изделий
Номер изделия i Диаметр изделия D
i
Разность a
i
= D
i
– D
i–1
2 80 –
3 40 –40
4 90 +50
5 60 –30
M M M
102 30 15
103 30 0
Глава 10. РАБОТОСПОСОБНОСТЬ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ

309
Рассмотренный в примере расчет часто используется для оценки
ожидаемых показателей качества при проектировании оборудования ана-
логичного технологического назначения.
Более сложной задачей является оценка качества выполнения ТП,
связанных с многократной обработкой одних и тех же поверхностей, с
чередованием формообразующих и уточняющих операций.
Как правило, проектируемый ТП отличается от действующего ви-
дом заготовок, методами и режимами обработки, жесткостью технологи-
ческой системы и т.д. Поэтому при исследовании показателей качества
важно не только проследить динамику их изменения по ходу ТП, но и
определить, как отразились бы изменения технологии на промежуточных
операциях, на показателях качества конечной продукции. Для этого мо-
жет быть использован метод искусственных партий изделий, сущность
которого заключается в следующем.
Из общего потока обрабатываемых изделий на исследуемой опера-
ции формируется несколько партий, отличающихся диапазоном рассея-
ния размеров изделий, составляющих данную партию. Рекомендуется
комплектовать партии со следующими отношениями между полем рас-
сеяния ω
i
и допуском δ на данный показатель качества: 1) ω = 0 (вся пар-
тия комплектуется из изделий, имеющих одинаковые размеры);
2) ω = 0,50δ; 3) ω = 1,0δ; 4) ω = 1,5δ; 5) ω = 2,0δ (рассеяние размеров
вдвое больше допуска). Объем каждой партии должен составлять
100…120 шт. Отдельные изделия в партии должны иметь размеры, рас-
пределенные по закону, характерному для данного показателя качества
(линейные размеры по нормальному закону; эксцентриситет, разностен-
ность – по закону Максвелла).
Поле рассеяния в каждой партии делится на интервалы; для каждого
из них должно быть подобрано из потока изделий определенное число
изделий. В табл. 10.3 приведены данные по числу изделий в каждом интер-
вале для нормального закона распределения при объеме выборки 100 шт.
Если, например, комплектуется партия изделий с номинальным раз-
мером 54 мм и рассеянием ω = 0,24 мм, удобно принять число интерва-
лов, равное 12. Тогда величина интервала будет составлять 0,02 мм. Сле-
довательно, при комплектовании в партию должно быть включено одно
изделие, размеры которого (мм) находятся в интервале 53,88…
53,90; два изделия – в интервале 53,90…53,92; четыре изделия – в интер-
вале 53,92…53,94 и т.д. При комплектовании всех партий изделий необ-
ходимо пользоваться одними измерительными устройствами, что исклю-
чает субъективные ошибки. Для ускорения все партии можно комплекто-
вать одновременно.
КАЧЕСТВО ВЫПУСКАЕМОЙ ПРОДУКЦИИ
310
10.3. Число изделий в интервале при подборе партии
Число изделий в партии при числе интервалов
Номер интервала
12 9
1
2
3
4
5
6
7
8
9
10
11
12
1
2
4
9
15
19
19
15
9
4
2
1
2
5
12
18
26
18
12
5
2
–
–
–
Всего: 100 100
Скомплектованные партии пропускаются далее по всему технологи-
ческому маршруту с обязательными измерениями и определением поля
рассеяния после каждой операции – вплоть до получения конечной про-
дукции.
По результатам составляются две выходные диаграммы: 1) поэтап-
ного изменения показателя качества ω
i
по ходу ТП; 2) зависимости пока-
зателя качества конечной продукции от показателей качества на анализи-
руемой операции.
Пример 2. На рис. 10.4 представлена диаграмма рассеяния размера диа-
метра подшипниковых колец после операций токарной обработки (1), термообра-
ботки (2), чернового (3) и чистового (4) шлифования. Были скомплектованы три
партии колец с рассеянием размеров ω после токарной обработки, равным 80, 130
и 180 мкм при допуске δ
ток
= 150 мкм и допуске на готовое изделие δ
гот
= 16 мкм.
Вследствие термической обработки не сократилось, а увеличилось поле рас-
сеяния, при этом размеры "лучшей" партии возросли в 2 раза, а "худшей" – толь-
ко в 1,2 раза, т.е. произошло явное "выравнивание" погрешностей. В результате
чернового шлифования происходит резкое уменьшение погрешностей с дальней-
шим их "выравниванием". Если после токарной обработки у трех партий они из-
менились в 2,25 раза, в ходе термической в 1,4 раза, то после чернового шлифо-
вания только в 1,3 раза.
Глава 10. РАБОТОСПОСОБНОСТЬ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ