Товажнянский Л.Л., Грабченко А.И. и др. Интегрированные технологии ускоренного прототипирования и изготовления
Подождите немного. Документ загружается.

159
160
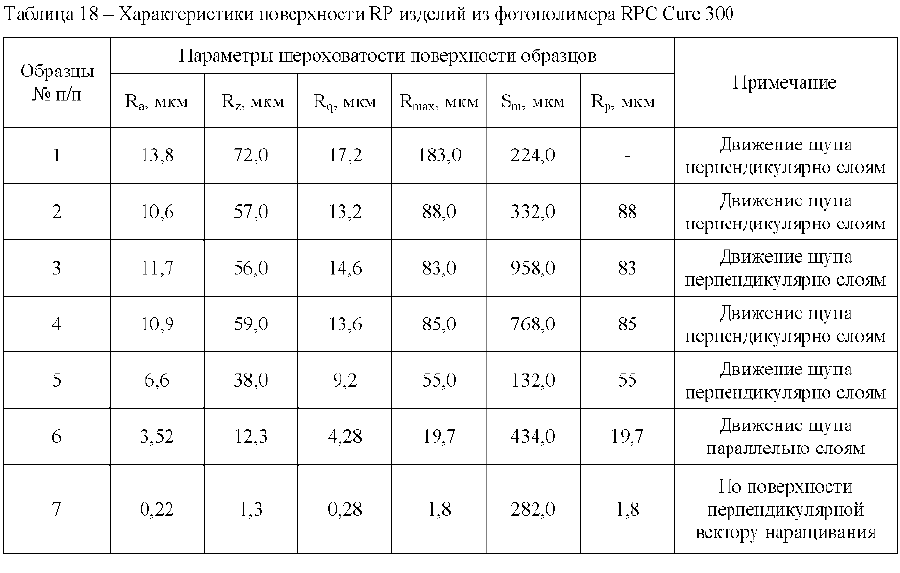
Микрорельеф поверхности образца № 5 (рис. 57д)
сформирован несимметричными векторами,
ориентированными в одном направлении. Профиль
регулярный с равномерным шагом 100 мкм,
соответствующим шагу наращивания слоев. При контроле
поверхности по схеме образцов № 6, 7 (рис. 57е, ж)
направление движения щупа было перпендикулярно вектору
наращивания, т. е. вдоль слоя. Регулярность профиля
наружной поверхности отсутствует. Поверхность гладкая,
профилограмма трансформируется почти в прямую линию,
что свидетельствует о высоком качестве поверхности в
направлении, перпендикулярном вектору наращивания
генерируемых слоев.
По результатам проведенных исследований
шероховатости поверхностей можно констатировать
следующее. Шероховатость боковых поверхностей на всех
образцах (рис. 57а-д), зависит от шага наращивания и
находится в пределах
a
R
= 6
13 мкм и
z
R
= 38
72 мкм.
Шероховатость в направлении, перпендикулярном вектору
наращивания генерируемых слоев, не превышает
a
R
= 3,52 мкм.
Следует отметить, что колебания высот
микронеровностей в пределах базовых длин сравнительно
невелики. Так, соотношение
max
/ 1,5 2
z
R R
, что
свидетельствует об отсутствии глубоких впадин или высоких
выступов на исследованных поверхностях.
Независимо от того, является RPTM изделие конечным
продуктом или промежуточным (модель, прототип), вопросы
точности и качества поверхности имеют важное значение для
потребителя. Объективное сравнение этих характеристик
изделий, изготовленных по различным способам RP (SL, SLS,
LOM, FDM и др.), затруднено, поскольку фирмы-
производители мало в этом заинтересованы.
Естественно за базу сравнения принимают изделия,
получаемые традиционными методами, например,
161
фрезерованием, точением, шлифованием и т.д.
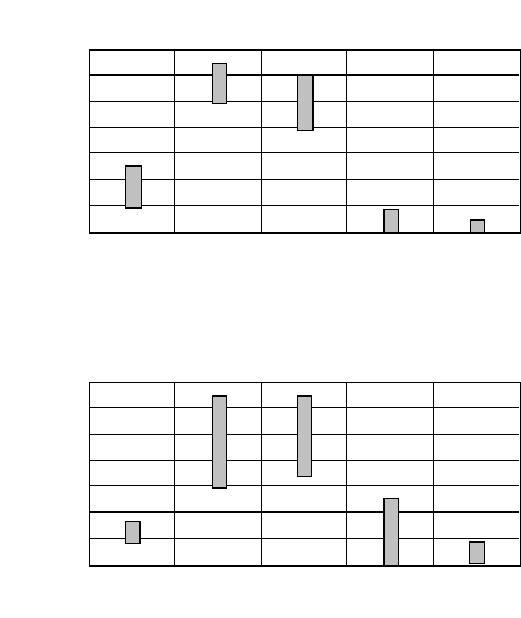
На рис. 58 приведены результаты измерения
шероховатости поверхности по критерию Ra и Rz [21] для
способов SL, LOM, FDM. Поверхность полимерных изделий,
полученных способом стереолитографии, имеет существенно
более низкую шероховатость, чем после LOM и FDM, где она
примерно одинакова. Важно, что SL поверхность по
критерию Rz приближается, а по критерию Ra практически
совпадает со значениями шероховатости после фрезерования
и даже шлифования. Исходное состояние поверхности SL-
модели Ra=3,97 мкм и Rz=21,03 мкм после доводки
улучшается до Ra=0,64 мкм и Rz=4,19 мкм.
Свойства и структура эпоксидной смолы обуславливают
облегчение пескоструирования, полирования и окраску SL
моделей, что обеспечивает их преимущество перед другими
RP моделями при оценке дизайна, формы, сборки.
Функциональные их свойства часто не позволяют
тестирования, например, термостойкость не превышает
220ºС, хотя доработкой и облагораживанием покрытиями
износостойкость можно повысить в 3-5 раз, придать свойства
электропроводности и др.
Хотя при использовании SLS и FDM показатели
шероховатости существенно хуже, однако прочность,
износостойкость, твердость и др. их качества позволяют
производить функциональное тестирование и сборку, т.к. при
SLS часто применяют полиамид, полистирол, металлы.
Для способа SLS в случае, когда размеры порошка
составляют около 50 мкм, можно ожидать впадины глубиной
до 25 мкм, что по критерию Rz соответствует 55 мкм. В
действительности шероховатость таких поверхностей
составляет Rz >50 мкм. По некоторым данным, способы
формообразования по возрастанию шероховатости можно
расположить в следующем ряду в диапазоне до ≈ 100мкм:
R
Z SLA-Ф
- R
Z SLA-С
- R
Z МО
- R
Z ЭРО
- R
Z SLS
- R
Z FDM
, (35)
где R
Z SLA Ф
– шероховатость после стереолитографии с
162
финишной доработкой; R
Z SLA-С
– шероховатость после
стереолитографии со стандартной обработкой; R
Z МО
–
шероховатость после механической обработки; R
Z ЭРО
–
шероховатость поверхности после электро-эрозионной
обработки; R
Z SLS
– шероховатость поверхности после
селективного лазерного спекания; R
Z FDM
–
шероховатость поверхности после моделирования
оплавлением.
SL
LOM
FDM
Фрезеро-
вание
Шлифо
-
вание
140
120
100
80
60
40
20
0
SL
LOM
FDM
Фрезеро-
вание
Шлифо-
вание
140
120
100
80
60
40
20
0
Сравнение шероховатости R
z
Сравнение шероховатости R
a
R
z
, мm
R
a
, мm
Рисунок 58 - Шероховатость поверхности после различных
способов RP и обработки резанием.
163
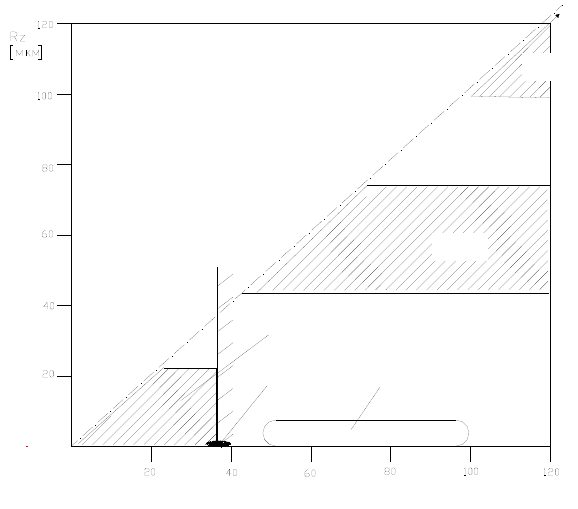
На рис. 59 показана взаимосвязь точности и
шероховатости поверхности, достигнутой использованием
различных способов RP в сопоставлении с
конвенциональными способами обработки.
Оптимальная область для
SLA-Ф
SLA-С
IT7
Точность[мкм]
Граница величины шероховатости для получения допуска, соответствующего формам для литья под давлением
конвенциональных технологий
Рисунке 59 - Шероховатость Rz и точность поверхности после
различных способов RP
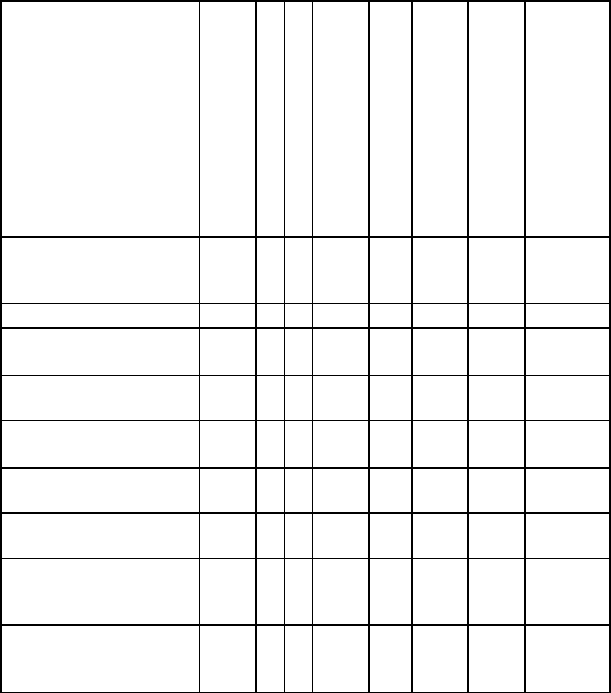
Убедительное сравнение способов проведено в высшей
школе специалистов Мангейма (ФРГ) К.Ю. Пешгесом
(табл. 19) по таким показателям, как стоимость, качество,
время изготовления, пригодность для точных изделий.
На основании имеющихся данных сегодня можно
заключить, что предложенный и активно развиваемый
SLS
FDM
164
американской фирмой 3D Systems способ стереолитографии
среди большого разнообразия появившихся RP технологий
обеспечивает самую высокую точность изделия и самую
низкую шероховатость его поверхности.
Таблица 19 - Сравнение способов RP
Способы RP
Применение
Низкая стоимость
Наличие
Качество
(размеры/поверхность)
Время
Пригодность для точных
пластиковых изделий
Пригодность для точных
резиновых изделий
Общая оценка
Быстрое
твердотельное литье
(QSM)
RT
●
•
○ •
●
•
годны
3D Keltool
RT
○
•
• ○
●
•
годны
Селективное лазерное
спекание (SLS)
RP
RT
•
•
•
●
• ○
годны
Стереолитография
(SL)
RP
•
●
○
● ● ●
годны
Вакуумное литье
RP
(RT)
●
●
● ●
○ -
частично
годны
Инжекционное литье
металла (НЕК)
RT
•
•
• ○ ○ -
частично
годны
Многоструйное мо-
делирование (MJM)
RP
●
•
-
●
- -
не годны
Производство лами-
нированного объекта
(LOM)
RP
●
•
- • - -
не годны
Моделирование
плавкой – охлаж-
дением (FDM)
RP
●
•
- • - -
не годны
Примечание: ● очень хорошо; • хорошо;
○
удовлетворительно;
-
плохо.
165
10. ИНТЕГРАЦИЯ ГЕНЕРАТИВНЫХ
ТЕХНОЛОГИЙ RAPID PROTOTYPING,
RAPID TOOLING И RAPID MANUFACTURING
(RPTM)
Идея генеративного изготовления прототипов, как
показало время, оказалась исключительно продуктивной. Об
этом свидетельствует то большое количество RP способов,
которое на сегодня предложено рынку технологий.
Определяющей тенденцией их развития является стремление
интегрировать Rapid Prototyping, Rapid Tooling и Rapid
Manufacturing, т. е. максимально использовать все
преимущества RP-идеологии для скорейшего получения
нового конечного продукта.
Наиболее универсальна лазерная стереолитография,
обеспечиваящая надежное получение 3D объектов
многостороннего назначения.
Как конструкторские и дизайнерские прототипы при
создании макетов изделий, в том числе в сборе. Здесь
важное значение имеет возможность осуществления
принципа дизайна уже на этапе виртуального
прототипирования (рис. 60), а с другой стороны в
твердотельном варианте возможна визуализация газо- и
гидродинамических потоков внутри моделей, тепловых
полей и полей напряжений в деталях и их соединениях.
В качестве формообразующей оснастки при различных
видах точного литья, а также оснастки из других
материалов по созданным моделям.
Как мастер-модели при изготовлении электродов для
электроэрозионной обработки.
При реконструировании и воссоздании различных
объектов по данным координатно-измерительных машин
и других видов зондирования трехмерных объектов, по
данным компьютерных томографов для целей
архитектуры, машиностроения, археологии,
криминалистики, медицины, в частности создания
166
биосовместимых имплантантов.
Перечисленное указывает на объективную
необходимость интеграции ускоренного прототипирования,
ускоренного создания инструментального обеспечения и
ускоренного изготовления конечного продукта в рамках
единой технологии. Но именно SL технология демонстрирует
тот факт, что геометрические, физические, механические и
др. свойства 3D RP моделей в ряде случаев еще отстают от
свойств аналогичных изделий, полученных традиционными
методами. Выравнивание этих различий достигается путем
последующих доработок – постпроцессов. Именно это
обстоятельство объективно обуславливает интеграцию Rapid
Prototyping, Rapid Tooling, Rapid Manufacturing. В то же время
именно это обстоятельство требует тщательного анализа при
выборе базового способа RP технологии и интегрируемых с
ним других процессов.
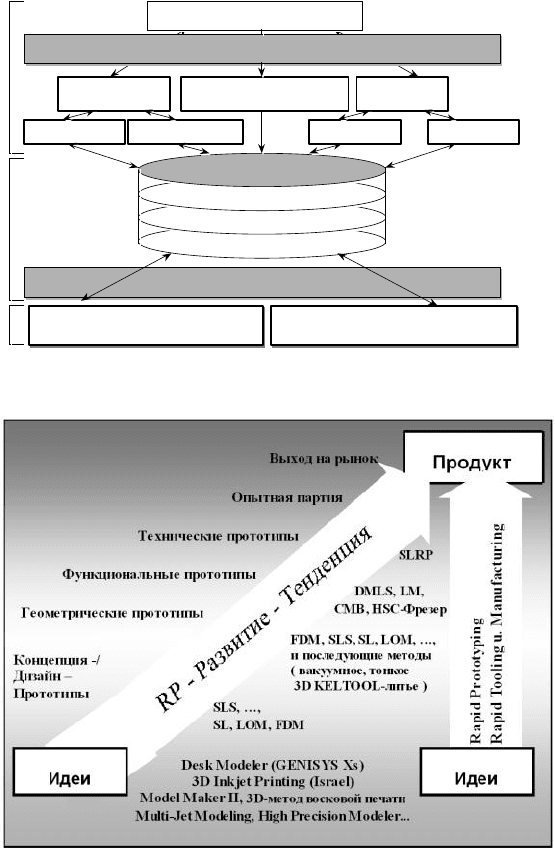
На рис. 61 представлены в обобщенном виде области
применения различных RP и других способов в цепочке «от
идеи до конечного продукта», т. е. в цепочке RPTM.
Концептуальной отработке идеи продукта способствует
создание дизайн-прототипов на виртуальном и реальном
уровнях. На этом этапе преимущество отдается таким
способам, как многоструйное моделирование,
высокопрецизионное моделирование, 3D принтерный способ,
3D восковой печати и др.
На этапе создания геометрических прототипов, когда
оценивается форма, размеры, а свойства материалов не
имеют значения, более эффективны способы
стереолитографии, лазерного селективного оплавления, LOM
и FDM технологии.
Функциональные прототипы, требующие изготовления
из материала конечного продукта, преимущественно
изготавливают по способам спекания листовой модели и
постпроцессов – вакуумного литья, литья под давлением и др.
167
Модель процесса
Модель продукта
Дизайн & Потребители
Интерфейс виртуальной реальности
Представление
Оценка
Поколение продукта
Визуализация
Взаимодействие
Анализ
Имитация
Компьютерный (виртуальный)
прототип
Реальная модель
Компьютерное моделирование
Технические (физические)
прототипы
Производственный&Продукционный
менеджмент
Мир дизайна
Виртуальный мир
Реальный мир
Рисунок 60 – Структурная схема дизайна на стадии виртуального
прототипирования
Продукт
Rapid Prototyping
Rapid Tooling u. Manufacturing
Идеи
Выход на рынок
Опытная партия
Технические прототипы
Функциональные прототипы
Геометрические прототипы
Концепция -/
Дизайн –
Прототипы
Desk Modeler (GENISYS Xs)
3D Inkjet Printing (Israel)
Model MakerII,
3D-метод восковой печати
Multi-Jet Modeling, High Precision Modeler...
Идеи
SLS, …,
SL, LOM, FDM
FDM, SLS,SL, LOM, …,
и последующие методы
( вакуумное, тонкое
3D KELTOOL-литье )
DMLS, LM,
CMB, HSC-Фрезер
SLRP
Рисунок 61 – Место RP способов в цепочке «от идеи до конечного
продукта» (по Ф. Лиерату)
168
Технические прототипы и опытная партия
изготавливается способами, обеспечивающими все
функциональные, эстетические и экологические свойства
конечного продукта. В этом плане серьезное внимание
уделяется тем способам RP, которые напрямую обеспечивают
получение конечного продукта с наперед заданными
свойствами, без последующей обработки. Например, способ
Selectiv Laser Powder Remelting (SLPR).
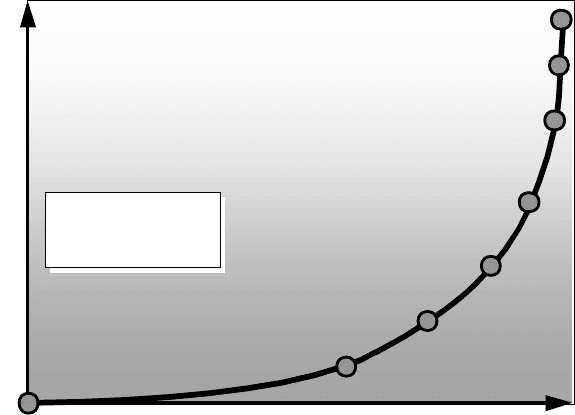
Еще одной важной предпосылкой, своеобразным
катализатором создания интегрированных технологий
является 3D CAD моделирование. При этом конечный
результат, а, значит, ожидаемая прибыль от применения
3D CAD моделирования принадлежит заказчику (рис. 62).
Прибыль
Расходы
3D-документация
Проверка качества, например,
3D-измерительная программа
Механическая обработка (например,
5-координатное фрезерование)
Программа NC
Rapid Prototyping
Rapid Tooling
3D-моделирование, VR (разработка изделия /
производственная инженерия и др.)
3D-CAD (геометрическая модель)
(Solids)
3D-CAD модели
катализаторы в общей
интеграции
Рисунок 62 – Сеть 3D данных при создании
интегрированных технологий
Изложенное позволяет представить обобщенную
структуру высоких интегрированных технологий (рис. 63),