Товажнянский Л.Л., Грабченко А.И. и др. Интегрированные технологии ускоренного прототипирования и изготовления
Подождите немного. Документ загружается.

129
также затраты на их генерацию, повысить качество изделия
(рис. 45а - г) [53]. Рассмотренные варианты ориентации
свидетельствуют о том, что в одних случаях (а) удается
одновременно улучшать шероховатость, устранять
поддержки и минимизировать время изготовления; в другом
(б) – только минимизировать время; в третьем (в) – устранить
опоры при увеличении длительности построения; в четвертом
(г) – снизить технологические погрешности при увеличении
длительности выращивания.
Перед построением количество опорных поддержек
должно быть сокращено до минимума. С одной стороны, они
требуют дополнительного материала и замедляют процесс
создания изделия, с другой стороны, требуются затраты на их
устранение вручную после завершения процесса. Поддержки
должны быть легко доступны для удаления из готового
изделия.
Ориентирование детали оказывает также влияние на
погрешности, обусловленные процессом. Например, большие
плоские поверхности во многих способах очень трудно
изготовить без поддержек, если они расположены в
направлении выращивания [48].
Из рассмотренного следует вывод о том, что при
изготовлении изделий по SLA технологии в качестве баз
может приниматься не только та или иная поверхность
выращиваемого изделия (подобно тому, как это делается
при механической технологии изготовления). Такую же роль
могут играть поддержки. Особенностью использования в
качестве баз технологических поддержек является то, что
они не являются конструктивным элементом изделия,
выращиваются послойно одновременно с собственно
изделием в тех же уровнях и имеют сотовую структуру.
После завершения послойного выращивания изделия
поддержки отделяются от него. Использование в качестве баз
поддержек расширяют возможности для выбора
рациональной ориентации изделия относительно вектора
130
наращивания слоев в соответствии с требованиями к
точности, шероховатости поверхностей и длительности
стереолитографического процесса.
В процессе выполнения работы был предложен
возможный, а в ряде случаев наиболее предпочтительный
подход, при котором заданное геометрическое тело
совместно с поддержками рассматривается как единое
послойно выращиваемое изделие. Тогда поверхность
платформы может рассматриваться в качестве
технологической базы изделия, что многое упрощает и,
прежде всего, расширяет возможности выбора ориентации
изделия относительно вектора наращивания слоев. Для
случая, представленного на рис. 44, базирование такого
изделия будет осуществляться по поверхностям
1 2 3 4
, , ,l l l l
.
7.2 Принцип структурной декомпозиции и
трансформации изделий
Принципиальной особенностью установок для лазерной
стереолитографии является существенное превышение
скоростей сканирования лазерным лучом поверхности
фотомономера X-Y над скоростью шага вертикального
перемещения платформы по оси Z. Чем большая площадь
поверхности X-Y сканируется, тем эффективнее
использование установки. Рациональное использование
площади платформы (плотность расположения объектов на
рабочей площади платформы) наряду с предложенным
способом сокращения количества слоев наращивания
изделий (количества шагов платформы) позволяет
существенно сократить время изготовления изделий или
составляющих их частей с последующим соединением в
единое целое.
В соответствии с предложенным принципом обратимой
структурной декомпозиции порядок подготовки и реализации
процесса построения изделия представляется следующим:
Выбирается база изделия, обеспечивающая его
131
наилучшую ориентацию относительно направления
построения (оси Z).
Производится разделение изделия на составляющие части
примерно равной высоты. Разделение предпочтительно
проводить по плоским поверхностям,
перпендикулярным вектору выращивания по границам
слоев. Эти плоскости имеют минимальную
шероховатость, что в последующем обеспечит
минимальные погрешности соединения составных
частей в единое изделие. 3D CAD модель разбивается на
составные части по следующему принципу.
Анализируется график зависимости высоты движения
стола от количества слоев для исходной детали.
Разбиение на части может производиться в точках
перегиба рассматриваемой зависимости, что
характеризует изменение скорости (т. е. времени)
построения детали.
Решается задача рациональной ориентации каждой
составляющей части изделия относительно вектора
наращивания слоев.
Выполняется планировка предельно плотного
размещения рационально ориентированных деталей в
пределах рабочей площади платформы.
Реализуется процесс послойного выращивания 3D CAD
объектов.
Соединение поверхностей отдельных элементов
производится склеиванием по поверхностям
технологических разъемов. Для обеспечения точности
базирования возможно создания дополнительных
базирующих элементов.
Обратимая структурная декомпозиция и трансформация
позволяет сократить технологическое время на построение
изделия и снизить себестоимость ее изготовления.
Рассмотрим пример построения изделия на установке
SLA 5000, с помощью предложенного подхода. На рис. 46

132
представлена тестовая деталь – усеченная пирамида с
отверстием и полуцилиндрическим пазом.
Исходная деталь
Деталь разделенная на две части
часть1 часть2
Рисунок 46 – Разделенная модель прототипа
0
20
40
60
0 200 400 600 800 1000
Количество слоев
Приращение высоты
стола, мм
Рисунок 47 – График зависимости высоты стола от номера
приращения
133
134
Пирамида, изготавливаемая целиком, разделяется на 848
слоев. Согласно рис. 47, где представлены график
зависимости величины перемещения стола от количества
слоев, деталь разделяется на переходе поверхностей разных
порядков. В данном случае это будут боковые наклонные
поверхности и поверхность полуцилиндра. Разделение детали
можно осуществить по плоскости на высоте 22÷23 мм
(рис. 46, нижнюю ее часть необходимо выполнить высотой не
25 мм, а 25+(2
3) мм.
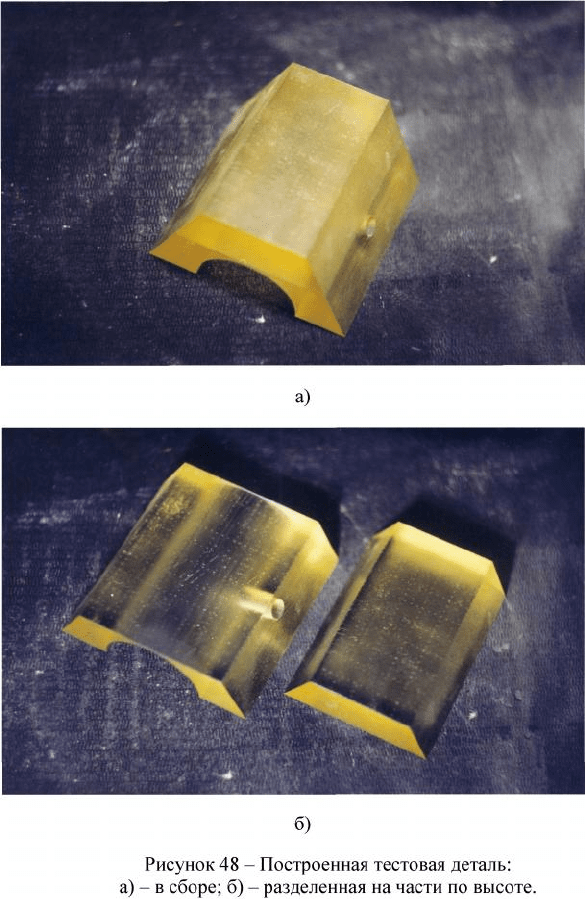
На рис. 48 представлена фотография изготовленной
детали. В процессе изготовления тестовой пирамиды
технологическое время уменьшилось на 20%.
Применение обратимой декомпозиции и ориентации к
рассмотренным тестовым деталям позволило сократить
технологическое время на 15
40%, и таким образом
существенно снизить себестоимость изготовления деталей
способом лазерной стереолитографии.
135
8. Технологическое время изготовления изделий
послойным выращиванием
Технологический процесс изготовления изделий
послойным выращиванием для большинства существующих
способов можно представить в виде последовательности
следующих операций:
подготовительные операции (монтаж рабочей
платформы, дозаправка рабочей емкости исходными
материалами);
послойное построение технологических опор
(поддержек);
послойное изготовление изделия;
заключительные операции (демонтаж изделия с рабочей
платформы, удаление технологических опор, промывка
изделия, постобработка и пр.).
Практический опыт использования способа лазерной
стереолитографии показал, что суммарное время на
подготовительно-заключительные операции находится в
интервале 1
5% от общего технологического времени
построения изделия, поэтому в первом приближении эту
составляющую можно не рассматривать.
Технологическое время создания изделия
И
T
послойным
выращиванием в общем случае (рис. 49) представляет собой
сумму времен создания деталей
Д( )
T
и опор
О( )
T
:
Д
О
И Д( ) О( )
=1 1
N
N
T T T
, (6)
где
Д
N
,
О
N
- количество деталей на рабочей платформе и
опор.
С точки зрения временной последовательности
первоначально создаются опоры, а на них располагаются
детали. С позиций задач изготовления - первичным является
изделие, поэтому его изготовление будет рассматриваться в
136
первую очередь. В большинстве способов послойного
выращивания опоры и/или поддержки не используются.
Примером обязательного использования опор (поддержек)
является способ лазерной стереолитографии (SLA)
использующий жидкую исходную рабочую среду –
фотомономер.
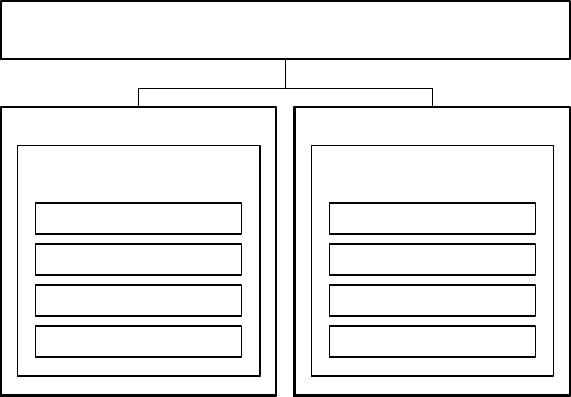
Рисунок 49 - Структурная схема изготовления изделий послойны м
вы ращ иванием
Изготовление изделий послойным выращиванием
Построение детали (деталей)
Построение
i
-го слоя
детали
Генерирование слоя
Вы равнивание слоя
О пускание платформ ы
Временная вы держ ка
Построение опор
Построение
j
-го слоя
опор
Генерирование слоя
О пускание платформ ы
Временная вы держ ка
Вы равнивание слоя
В рамках концепции послойного выращивания
пространственных изделий время создания отдельной детали
и сопутствующих ей опор определяется временем создания
всех составляющих слоев:
СД
Д( ) СД(i)
i=1
N
T T
;
СО
О( ) СО(j)
j=1
N
T T
, (7)
где
СД(i)
T
,
СО(j)
T
- соответственно время создания i-го и j-го
слоев детали и опор.
137
В свою очередь времена создания i-го слоя детали
СД(i)
T
и j-го слоя опоры
СО( )j
T
представляют собой сумму
следующих технологических процедур:
СД(i) Ф Д( ) П Д( ) Н Д ( ) ВД( )i i i i
T T T T T
; (8)
СО( ) ФО( ) ПО( ) НО( ) ВО( )j j j i j
T T T T T
, (9)
где
ФД( )i
T
,
ФО( )j
T
- время формообразования слоя (SLA -
время воздействия лазерного луча на поверхность
фотомономерной смолы);
ПД ( )i
T
,
ПО( )j
T
- время
опускания платформы;
НД ( )i
T
,
НО( )j
T
- время работы
выравнивающего слой устройства (SLA - для опор
данная процедура не выполняется);
ВД ( )i
T
,
ВО( )j
T
- время
выдержки (SLA - для восстановления плоской формы
поверхности фотомономерной смолы).
Тогда обобщенное выражение для технологического
времени создания изделия (6) с учетом (7)-(9) имеет
следующий вид:
СД
Д
И ФД( ) П Д( ) Н Д ( ) ВД ( )
=1 i=1
N
N
i i i i
T T T T T
СО
О
ФО( ) ПО( ) Н О( ) ВО( )
1 j=1
N
N
j j j j
T T T T
, (10)
где обозначения соответствуют (6) - (9).
Рассмотрим составляющие технологического времени
послойного выращивания изделий на базе способа лазерной
стереолитографии.
8.1. Модель технологического времени создания
изделия
При разработке параметрической модели времени
создания изделия использовалось аналитическое
138
моделирование. Аналитическое моделирование предполагает
использование математической модели реального объекта в
форме уравнений, связывающих выходные переменные
(характеристики процесса) с входными (параметрами
процесса), дополненных системой ограничений. При этом
предполагается наличие однозначной вычислительной
процедуры получения точного решения уравнений.
В табл. 17 приведены 18 основных параметров процесса
формообразования изделий способом лазерной
стереолитографии. Для каждого параметра определена
область допустимых значений
(min) (max)i i i
X X X
и базовое
значение
( )i
баз
X
. Знаком * отмечены параметры,
регулируемые оператором. Выявление основных
технологических параметров производилось по технической
документации к установке для лазерной стереолитографии,
опыту практической работы и экспериментальным
исследованиям. Технологический смысл параметров будет
рассматриваться по мере их использования.
8.1.1. Время построения детали
Время построения детали при послойном выращивании
способом лазерной стереолитографии представляет собой
сумму времен построения отдельных слоев и определяется
ранее полученным уравнением (7). Для получения
аналитического выражения для времени построения детали
необходимо выявить зависимости его составляющих от
технологических параметров процесса.
Время формообразования i-го слоя детали. Рассмотрим
исходную схему формообразования способом лазерной
стереолитографии. Луч лазера проходит через оптическую
систему и, отражаясь от поверхности управляющего зеркала,
попадает на поверхность жидкого фотомономера (диаметр
пятна лазерного луча
Л
D
). Время, требуемое для
полимеризации, зависит от спектральных характеристик