Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.

Глава 3. Процессы и оборудование для внепечной обработки … 251
а
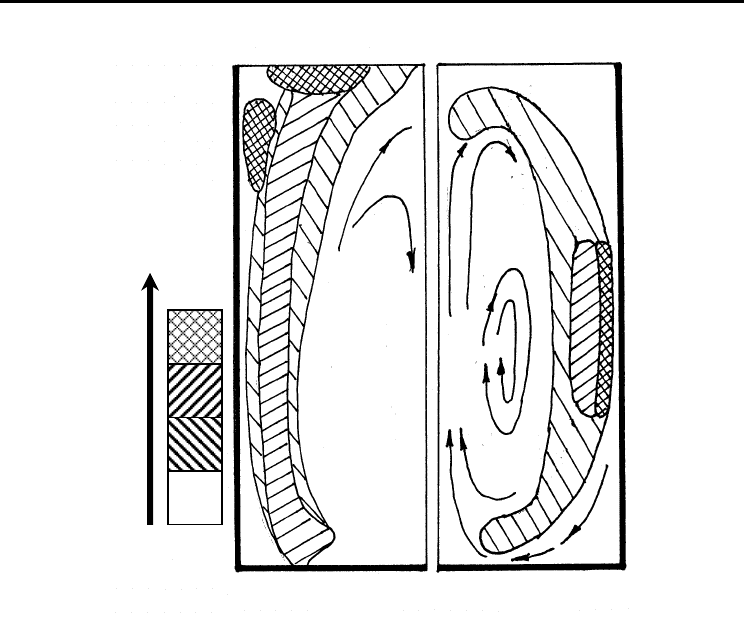
Скорость потоков
б
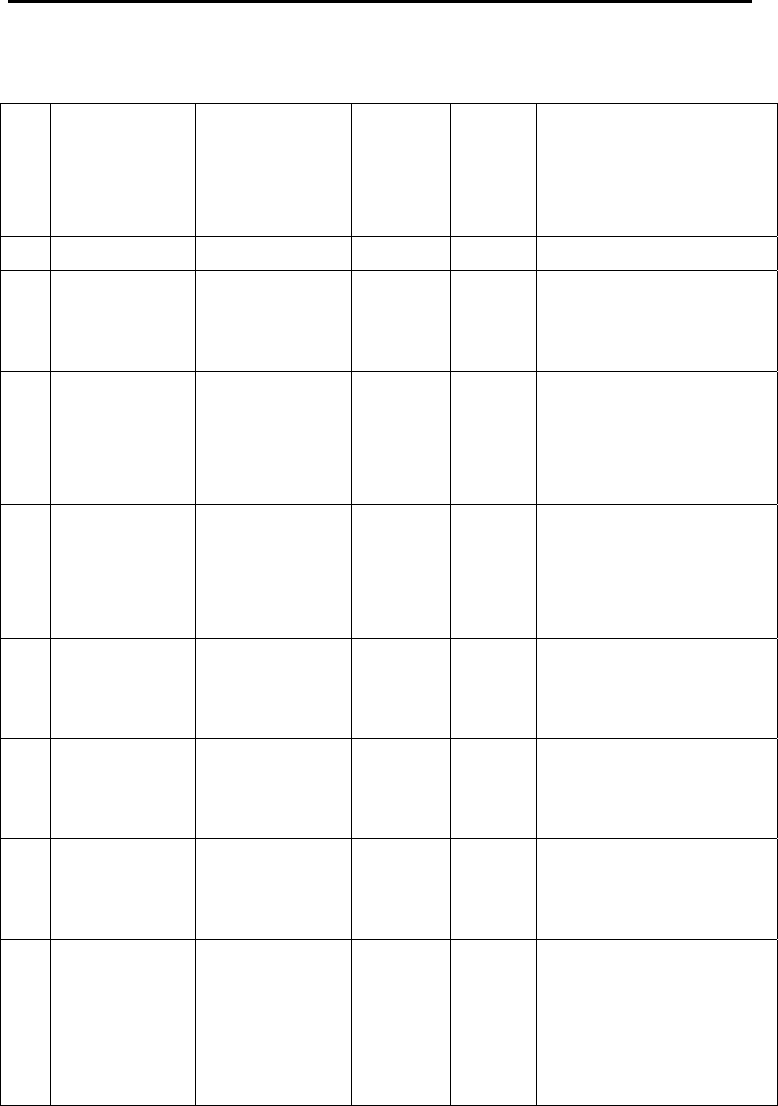
Рис. 3.7. Схематическое представление характера пе-
ремещения потоков металла при продувке газом
а) и при электромагнитном перемешивании б)
Сопоставительный анализ функциональных различий ме-
тодов электромагнитного перемешивания и продувки металла ар-
гоном через пористый блок приведены в табл. 3.6.
В литературе имеются достаточно противоречивые данные
относительно величины удельных затрат на организацию элек-
тромагнитного перемешивания [287]. Однако с учетом обяза-
тельных затрат на оснащение ковшей немагнитными вставками и
приобретение дорогостоящего оборудования для электромагнит-
252 Металлургические мини-заводы
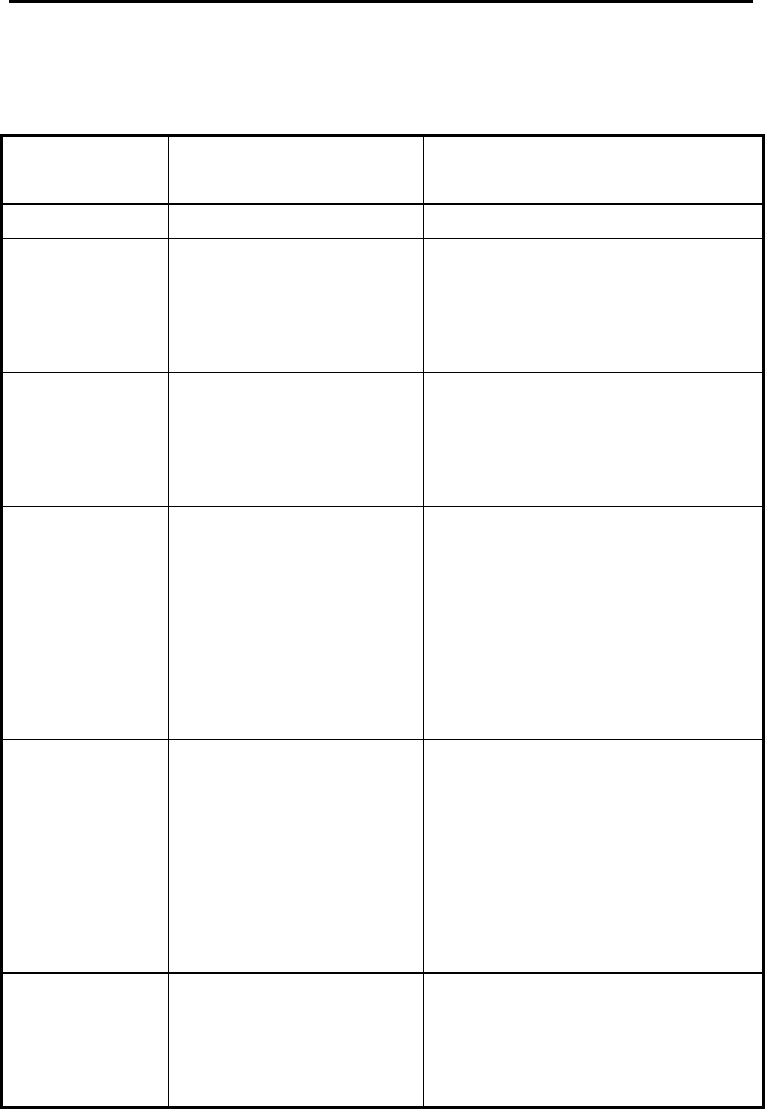
Таблица 3.6. Сравнение характерных технологических эф-
фектов для методов электромагнитного перемешива-
ния и продувки металла аргоном через пористый блок
Технологиче-
ский признак
Электромагнитное
перемешивание
Продувка металла инертным
газом
1 2 3
Характери-
стика фазово-
го состава
жидкой ванны
Жидкая ванна пред-
ставлена одной фазой –
расплавленным метал-
лом
Жидкая ванна представлена, по
меньшей мере, двумя фазами –
расплавленный металл и вду-
ваемый газ
Взаимодейст-
вие со шлаком
Шлак в жидкую ванну
металла практически
не вовлекается
Шлак вовлекается в перемеши-
вание достаточно активно (в
зависимости от интенсивности
продувки)
Характери-
стика прину-
дительных
конвективных
потоков
Потоки носят устано-
вившийся характер,
имея максимальную
скорость вблизи стенки
ковша со стороны ин-
дуктора
Конвективные потоки развива-
ются в соответствии с пред-
ставлениями о всплывающем
вверх газометаллическом стол-
бе; при этом развитие конвек-
тивных потоков характеризует-
ся высокой турбулентностью
Интенсив-
ность пере-
мешивания
Достаточно высокая,
но в жидкой ванне
имеются застойные
зоны (с низкой скоро-
стью движения пото-
ков)
Интенсивность перемешивания
примерно на 20-30 % выше
(при тех же энергетических па-
раметрах), чем при электромаг-
нитном; в перемешивание во-
влекается практически весь
объем жидкой ванны
Вторичное
окисление
стали
В ходе электромагнит-
ного перемешивания
металла практически
не наблюдается
Достаточно высокое в силу
оголения части зеркала металла
в процессе продувки
Глава 3. Процессы и оборудование для внепечной обработки … 253
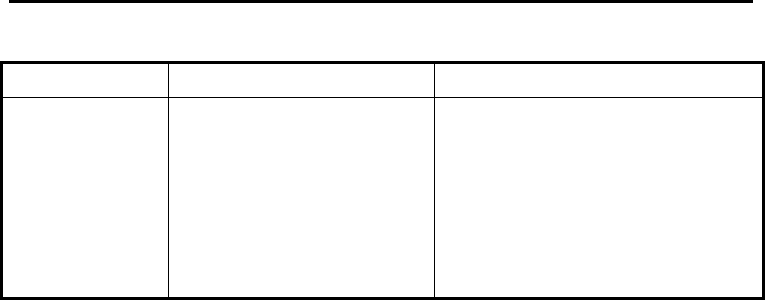
Продолжение табл. 3.6.
1 2 3
Влияние на
износ огне-
упоров
Значительно усиливает
износ стенки ковша в
зоне расположения
индуктор
а
Усиливает износ стенки ковша
со стороны установки проду-
вочного узла, а также способ-
ствует износу шлакового поя-
са в зоне выхода пузырьков
газа
ного перемешивания, видимо, следует считать, что этот метод
представляется более дорогостоящим. Исключение могут соста-
вить ковши малой вместимости (15 - 40 т), поскольку в них суще-
ственно возрастает доля удельных затрат на огнеупоры и повы-
шаются потери тепла.
Характерной иллюстрацией к вышесказанному является
Дочернее предприятие «Завод утяжеленных бурильных и веду-
щих труб» (УбиВТ)
Сумского научно-производственного маши-
ностроительного объединения им. Фрунзе с номинальным годо-
вым объемом производства около 100 тыс. тонн стали [235]. В
состав сталеплавильного цеха входит отделение подготовки ме-
таллолома, сталеплавильный участок (две трехфазные дуговые
сталеплавильные печи номинальной вместимостью 18 тонн каж-
дая), установка для внепечной обработки стали типа «ковш-печь»
(ASEA-SKF), установка вакуумно-
кислородного обезуглерожива-
ния (VOD), машина непрерывной разливки стали на блюмы сече-
нием от 190×190 мм до 650×650 мм, участок сифонной разливки
стали в слитки и пр.
На практике установлено, что определенное сокращение
издержек на производство 1 т стали удается достигнуть при со-
гласованной работе дуговых сталеплавильных печей и машины
непрерывной разливки стали, что во
многом определяется ста-

254 Металлургические мини-заводы
бильной и эффективной работой установки «ковш-печь». Она со-
стоит из трех постов, соединенных между собой передвижной те-
лежкой. На первом посту при помощи машины для скачивания
шлака производится удаление печного шлака из ковша, затем на
втором – наведение синтетического высокоосновного шлака, по-
догрев стали и добавка ферросплавов и, наконец, на третьем
по-
сту выполняется вакуумирование жидкой стали (до содержания
водорода не более 2 ррm). Фактический цикл обработки стали на
установке «ковш-печь» составляет обычно 90 минут и обуслов-
ливается условиями разливки стали на МНЛЗ.
В качестве базовых методов воздействия на практике ис-
пользуются либо перемешивание с помощью электромагнитного
поля, либо посредством продувки металла
аргоном через донный
продувочный блок. Учет условий и интенсивности перемешива-
ния металла в ковше позволяет соответствующим образом скор-
ректировать процесс внепечной обработки в целом.
Оценка времени перемешивания металла в ковше, выпол-
ненная посредством введения в расплав фиксированного количе-
ства (500 кг) ферроникеля ФН-5 (30% Ni) и определения времени
выравнивания концентрации никеля в
объеме ковша, показала,
что для широкого диапазона изменения величины мощности пе-
ремешивания (100-600 Вт/т) интенсивность электромагнитного
перемешивания примерно на 20-30 % ниже, чем при продувке
металла газом. Это, видимо, следует связывать с тем, что при
продувке аргоном в зону активного принудительного перемеши-
вания вовлекаются значительно большие объемы металла. Кроме
того, при выходе пузырьков
газа из жидкой ванны в атмосферу
интенсифицируется перемешивание верхних слоев металла в ков-
ше (рис.3.7).
В технологическом плане интенсификация перемешивания
металла в зоне, непосредственно прилегающей к шлаку, имеет
Глава 3. Процессы и оборудование для внепечной обработки … 255
большое практическое значение. Это, в первую очередь, относит-
ся к эффективности десульфурации стали синтетическим шлаком.
В промышленных условиях ЭСПЦ ДП «УБиВТ» выполнена серия
экспериментов по оценке эффективности удаления серы различ-
ными методами. Для обработки использовался шлак следующего
химического состава: 50-60% CaO; 10-15% SiO
2
; 6-8% MgO; 15-
20% Al
2
O
3
; FeO < 1,5%. Сравнение полученных данных представ-
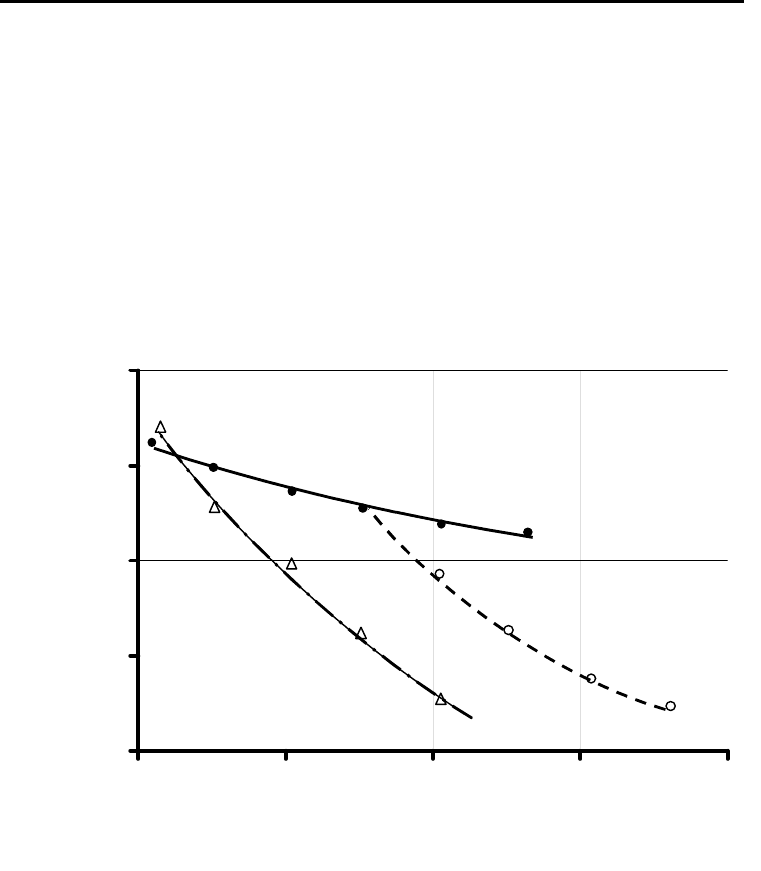
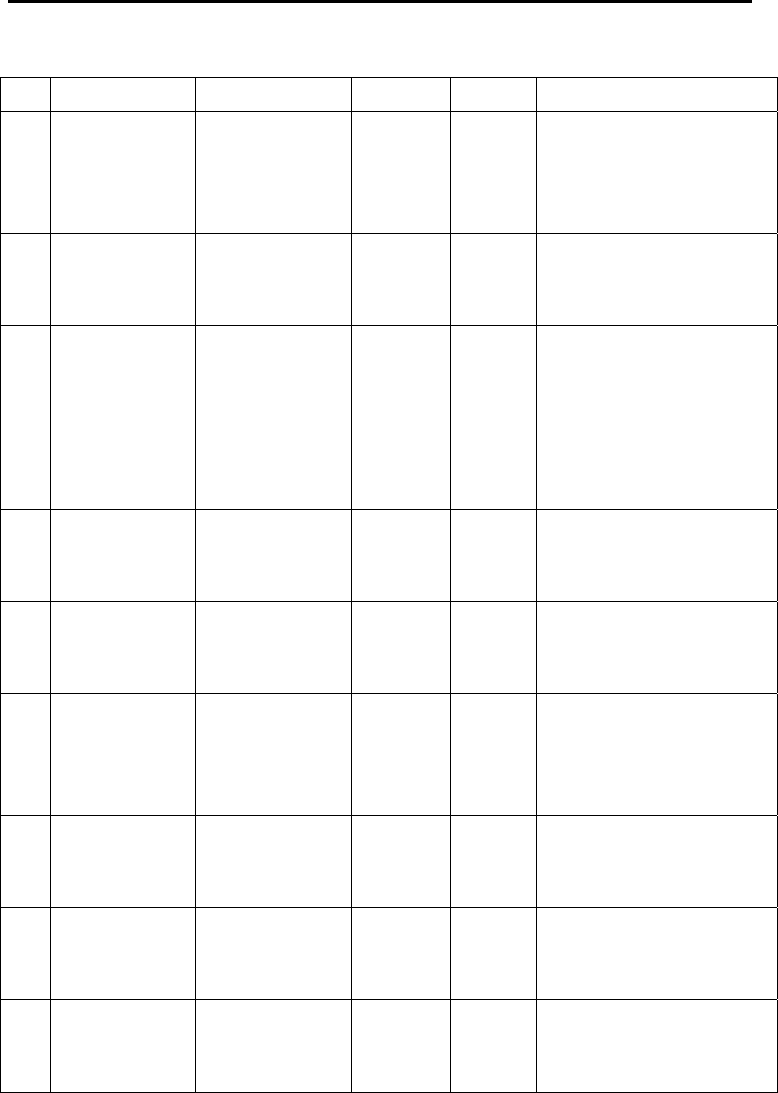
лено на рис.3.8.
0,01
0,02
0,03
0,04
0,05
0 1020304
Время обработки, мин
Содержание серы, %
0
Рис.3.8. Динамика десульфураии стали синтетическим
шлаком при электромагнитном перемешивании в
ковше под атмосферным давлением (•) и в процес-
се вакуумирования (ο); продувка аргоном (∆)
Обобщая полученные результаты, отметим, что эффектив-
ность процесса десульфурации в значительной степени зависит

256 Металлургические мини-заводы
от интенсивности перемешивания металла и шлака, что в наи-
лучшей степени достигается при продувке жидкой ванны арго-
ном. Причем, продувка производится под нагревательным сводом
с незначительным оголением зеркала, что предупреждает вто-
ричное окисление стали. По сути, применение только электро-
магнитного перемешивания (рис. 3.8) не может обеспечить быст-
рого и эффективного удаления серы
из металла. Применение ме-
тода электромагнитного перемешивания в процессе вакуумиро-
вания существенно повышает степень десульфурации стали при
прочих равных условиях. Это следует связывать с дополнитель-
ным перемешиванием металла со шлаком в ходе интенсивного
всплытия пузырьков СО.
В целом технологическая схема агрегата «ковш-печь» с
применением электромагнитного перемешивания для ковшей ма-
лой вместимости представляется вполне конкурентоспособной в
сравнении с продувкой аргоном в случае ее использования в тех-
нологической цепочке с вакуумированием стали
.
3.5. ВАКУУМНАЯ ОБРАБОТКА РАСПЛАВА В КОВШЕ
Технологические процессы вакуумирования стали вносят
весомый вклад в повышение качества металлопродукции, в связи
с чем они получают все большее распространение. Так, согласно
экспертному прогнозу объем вакуумируемой стали к концу
десятилетия в сравнении с 1999 г. возрастет более чем в три раза
и составит около 15-18 % [148].
Известно
, что еще в 1893 г. на заводе германской компании
«Bohmer Feraine» была опробована разливка стали под вакуумом.
В 1914 г. в Бельгии вакуумировали 2,5 т плавки, а в 1932-1935 гг.
опыты по вакуумной обработке проводили на заводах «Shkoda» в

Глава 3. Процессы и оборудование для внепечной обработки … 257
Чехословакии [301]. В Советском Союзе начиная с 1940 г.
А.М._Самарин и Л.М._Новик разработали технологию
вакуумирования. С 1950 г. компания «Bohmer Feraine» начала
промышленное опробование различных методов вакуумирования
стали. Сразу же после проведения первых промышленных
экспериментов, в том числе и в СССР – ковшевое
вакуумирование на Енакиевском металлургическом заводе в
Донбассе (1952 г
.) - металлурги увидели насколько значительны
результаты нового метода и начали разработку поточных
способов вакуумирования. Основная идея этих способов
базировалась на повышении скорости массообменных процессов
в металле под вакуумом путем [245, 252, 288]:
• порционного вакуумирования стали (DH компания «Der-
munder Herder Huttenunion» - 1956 г., ФРГ) в ковшах
большой вместимости с целью активизации процессов в
мелкой ванне камеры вакууматора
(8-12% от общей массы)
и последующим возвращением обработанной порции
металла в ковш;
• непрерывного вакуумирования потока расплава
(циркуляционное вакуумирование RH компании
«Ruhrstahl» и «Heraeus» - 1959 г., ФРГ) в больших ковшах,
где во входной патрубок вводят инертный газ с целью
организации контура циркуляции, активизации реакции
окисления углерода и экстракционных процессов;
• организации
перемешивания расплава в ковшах небольшой
высоты и вместимости под герметичной крышкой (ASEA-
SKF, Швеция, 1965 г.) либо в камерном вакууматоре (VD) c
использованием газодинамичного перемешивания.
Очевидно, что первые методы вакуумирования имели
серьезные технические и технологические ограничения. Ковше-

258 Металлургические мини-заводы
вое вакуумирование могло быть эффективно только при наличии
условий интенсивного перемешивания всего объема расплава,
что невозможно было реализовать в глубоком сталеразливочном
ковше из-за высокого ферростатического давления. Следователь-
но, если условия для кипения отсутствовали, концентрация ки-
слорода, водорода и азота в стали по окончании вакуумирования
намного превышала требуемые значения.
Недостатки ковшевого
вакуумирования раскисленной ста-
ли пытались устранить путем продувки метала аргоном и гелием
(1958 г., ФРГ и 1959 г., США) или его электромагнитным пере-
мешиванием (1962 г, ФРГ и США).
В случае порционного вакуумирования, после каждого
цикла смешивания обработанной порции стали с металлом в
ковше, движущая сила реакций рафинирования в ванне камеры
вакууматора снижается
и эффективность обработки каждой
последующей порции расплава падает. В перерывах между обра-
ботками вакууматоры такого типа требуют поддержания высокой
температуры футеровки вакуумной камеры и, следовательно, до-
полнительных затрат из-за потерь энергии и повышения расхода
огнеупоров. Кроме того, необходимо отметить, что увеличение
объема вакуумкамеры, а, следовательно, и массы обрабатываемо-
го
металла на раннем этапе развития ковшевой металлургии ли-
митировала низкая производительность вакуумных насосов. Тем
не менее, такой подход позволил обеспечить поточное производ-
ство вакуумированной стали. Вакууматоры DH и RH совершен-
ствовались и получили довольно широкое распространение, что
позволяет по настоящее время эксплуатировать их на крупных
металлургических заводах, имеющих плавильные агрегаты боль
-
шой вместимости и высокой производительности [289]. Однако,
стоит отметить, что в последние 15–20 лет агрегаты DH и RH
практически не сооружались (табл. 3.7).
Глава 3. Процессы и оборудование для внепечной обработки … 259
Таблица 3.7. Основные параметры вакууматоров SMS
Demag (1988-2004 гг.)
№
Тип
вакуума-
тора
Сортамент
Вмести
мость
ковша
Ввод
в дей-
ствие
Компания
1 2 3 4 5 6
1
VOD
однокамер-
ный
Полупро-
дукт для
MRP-L
100 1988 ALZ N.V., Бельгия
2
VD
однокамер-
ный
Углероди-
стая и высо-
колегиро-
ванная сталь
25 1989
ESAC-Evergreen Su-
perior Alloys Corp.,
Тайвань
3
VD/VOD
однокамер-
ный
Углероди-
стая и леги-
рованная
сталь
75/ 100 1989
Sammi Steel Co.Ltd.,
Южная Корея
4
VD
однокамер-
ный
Блюм 150 1992
Tianjin Pipe Co.,
Китай
5
VD
однокамер-
ный
н.д. 170 1991 WCI Steel Inc., США
6
VOD/VD
однокамер-
ный
Спец. марки
стали,
50
1993/
1994
Walsin Lihwa
Wire&Cable Corp.,
Тайвань
7
2×VOD
однокамер-
ный
Нержавею-
щая и угле-
родистая
сталь, квад-
ратная заго-
товка
100
1995/
1996
Yieh United Steel Cor-
poration, Тайвань
260 Металлургические мини-заводы
Продолжение табл. 3.7
1 2 3 4 5 6
8
RH
однокамер-
ный
Углероди-
стая и леги-
рованная
сталь, блюм,
300 1995
Huta Katowice S.A.,
Польша
9
VOD
однокамер-
ный
н.д. 75 1996 ACESITA, Бразилия
10
VD
однокамер-
ный
VOD
однокамер-
ный
н.д. 40
1992/
1994/
1996
Kia Steel Co. Ltd,
Южная Корея
11
VOD
однокамер-
ный
Тонкий сляб
900-1560×50-
60 мм
180
1996/
2002
Nippon Denro Ispet
Ltd., Индия
12
VD
однокамер-
ный
Квадратная
заготовка
100 1997
Jiang Yin Xing Chen
Co., Ltd, Китай
13
VD
однокамер-
ный
Тонкий сляб
1130-
1600×45/50/
60/(70) мм,
180 1997
Nakornthai Strip Mill
Public Co. Ltd., Таи-
ланд
14
VD
однокамер-
ный
Квадратная
заготовка,
100 1998
Qualitech Steel Corp.,
США
15
VD
однокамер-
ный
Квадратная
заготовка
100 2000 Sidenor S.A., Испания
16
VOD
однокамер-
ный
Нержавею-
щая сталь
120 2004
SBGC Shanghai No.1
Iron & Steel Co. Ltd,
Китай