Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.


Глава 3. Процессы и оборудование для внепечной обработки … 271
ние металла на установке часто связанно с необходимостью по-
лучения требуемого содержания серы в стали. Действительно,
как показывает практика, при параллельном проведении опера-
ций десульфурации и нагрева на установке «ковш-печь» степень
использования трансформатора составляет около 50 %, что вле-
чет за собой повышение расходов по переделу и снижению про-
изводительности.
Поэтому в
процессе внепечной обработки стали применя-
ется технология непрерывной десульфурации, которая начинает-
ся сразу после наведения шлака на установке «ковш-печь» и за-
канчивается по окончании вакуумирования, включая продувку
металла в ковше инертным газом в позиции ожидания. Данное
мероприятие позволяет сократить продолжительность пребыва-
ния металла в ковше, повысить степень использования транс-
форматора и сократить потери тепла.
Завершающий этап десульфурации стали, который прово-
дят в камерном вакууматоре, позволяет достичь чрезвычайно низ-
кого содержания серы (до 0,001 %), а за счет интенсивного
перемешивания металла со шлаком без доступа воздуха преду-
предить опасность поглощения азота и окисления расплава в ходе
обработки, что существенно повышает результат рафинирования.
3.6. ОГНЕУПОРЫ ДЛЯ АГРЕГАТОВ «КОВШ-ПЕЧЬ»
Одной из основных затратных статей при внепечной обра-
ботке стали в агрегатах «ковш-печь» является удельный расход
огнеупоров, который существенным образом зависит от рацио-
нального выбора номенклатуры изделий и условий их эксплуата-
ции и ремонта.

272 Металлургические мини-заводы
Оптимизация выбора огнеупорных материалов для стале-
разливочного ковша в агрегатах «ковш-печь» является актуаль-
ной задачей, при решении которой необходимо учитывать не
только общие принципы построения футеровки, но также прини-
мать во внимание условия эксплуатации ковшей, как неотъемле-
мого элемента технологической цепочки всего сталеплавильного
цеха. К числу главных факторов, которые необходимо
учитывать
при конструировании футеровки ковша, следует отнести:
• удельную стоимость огнеупоров и их гарантируемое каче-
ство (стойкость);
• способ изготовления и методы ремонта элементов футе-
ровки (в том числе промежуточных);
• методы контроля износа элементов футеровки в ходе экс-
плуатации;
• степень влияния футеровки на качество стали (загрязнен-
ность неметаллическими включениями);
• вероятность быстрого аварийного разрушения футеровки в
экстремальных условиях.
Учитывая стремление большинства сталеплавильщиков к
максимальному снижению удельного расхода огнеупоров, следу-
ет считать, что одним из базовых принципов конструирования
футеровки должен быть принцип обеспечения равной и высокой
стойкости различных участков футеровки и универсальности за-
меняемых отдельных элементов [294, 295].
Обобщая известные данные по характеру износа
футеровки
и огнеупорных элементов сталеразливочных ковшей агрегатов
«ковш-печь», выделим наиболее быстро и неравномерно изнаши-
ваемые зоны:
• зона шлакового пояса и область, прилегающая к шлаково-
му поясу снизу;

Глава 3. Процессы и оборудование для внепечной обработки … 273
• зона контакта футеровки с падающим из печи металлом
(днище или нижняя часть стенки);
• зона контакта футеровки (стена) с быстро движущимися
восходящими потоками (при донной продувке инертным
газом);
• область днища, непосредственно прилегающая к проду-
вочному узлу;
• продувочный узел и гнездовой блок.
На практике скорость износа вышеперечисленных зон дос-
таточно сильно различается между собой и в несколько раз пре-
вышает скорость износа остальных участков футеровки ковша.
Авторы изучали характер износа футеровки на ряде заво-
дов СНГ. Интересные экспериментальные данные получены при
изучении характера износа футеровки 20-ти тонного ковша
в ус-
ловиях работы завода ДП «УБ и ВТ» (г.Сумы). Ковш футерован
штучными периклазоуглеродистыми изделиями фирмы «LWB»
(Германия). Огнеупоры шлакового пояса изготовлены из высо-
кокачественного периклазоуглеродистого материала следующе-
го состава: MgO > 97,5 %; CaO/SiO
2
> 2,0 %; Fe
2
O
3
< 0,5 %; Al
2
O
3
< 0,2%; остаточный углерод 11-12 %, с добавкой 5 % антиокси-
данта. Футеровка стен и днища выполнена из рядового перик-
лазоуглерода (MgO > 95,5 %; SiO
2
< 1,0%; Fe
2
O
3
< 0,5 %; Al
2
O
3
<
0,2 %; остаточный углерод 5 % ) Характер износа футеровки ис-
следовали при различных методах перемешивания стали. Дан-
ные исследований приведены в таблице 3.9.
Соответственно повышенный (критический) износ одной
из зон предполагает вывод ковша из эксплуатации с целью ло-
кального ремонта футеровки или ее полной замены. Однако
полная замена футеровки приводит к значительному увеличе-
нию удельных
затрат на огнеупоры. Поэтому наиболее
274 Металлургические мини-заводы
износа
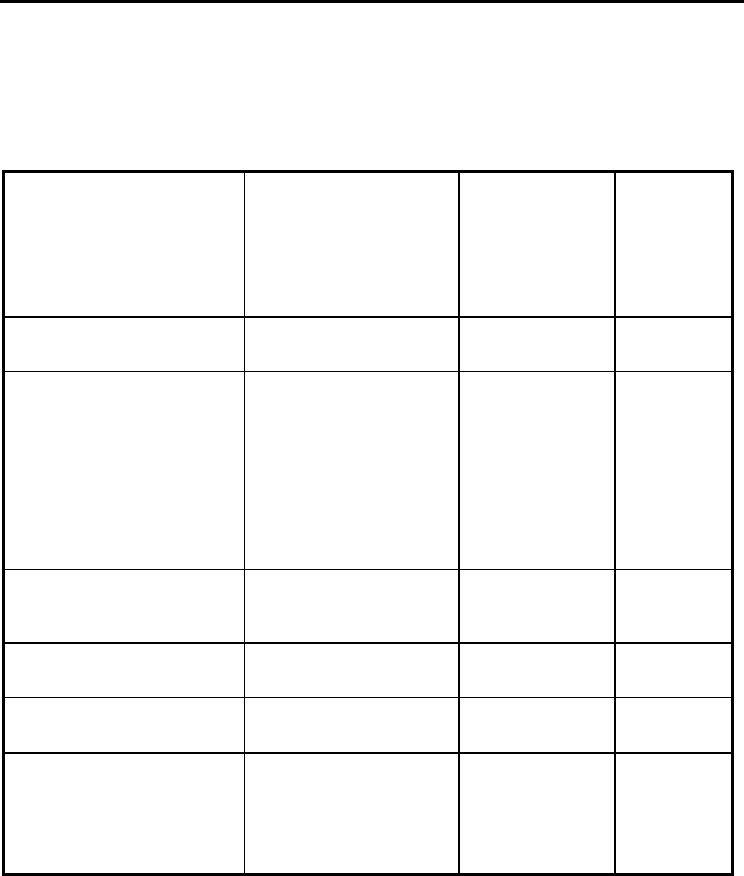
Таблица 3.9. Примерная скорость износа огнеупоров в
различных зонах сталеразливочных ков-
шей агрегата «ковш-печь» (мм/плавка)
Зона
повышенного
Электромаг-
нитное переме-
шивание и ва-
куумирование
Продувка
аргоном и
вакууми-
рование
Про-
дувка
арго-
ном
Шлаковый пояс 3,0-3,5 3,5-4,0 2,5-3,0
Стена ковша в мес-
те контакта с мак-
симально высоки-
ми по скорости
конвект. потоками
2,5-3,0 2,5-3,0 2,5-3,0
Стена ковша в ос-
тальных зонах
1,5-2,0 1,5-2,5 1,5-2,5
Днище ковша 1,5-2,0 2,0-2,5 2,0-2,5
Продувочный узел Нет 5,0-6,0 5,0-6,0
Гнездовой блок
(стойкость в плав-
ках до замены)
20-23 22-25 22-25
рациональной схемой представляется организация конструкции
футеровки ковша по мультизональному принципу: использова-
ние более прочных огнеупоров в зонах повышенного износа
(например, продувочного узла или шлакового пояса) и поддер-
жание кратности стойкости наиболее изнашиваемых зон к об-
щему времени эксплуатации футеровки ковша. Последнее по-

Глава 3. Процессы и оборудование для внепечной обработки … 275
зволяет осуществлять промежуточные локальные ремонты фу-
теровки в ходе эксплуатации.
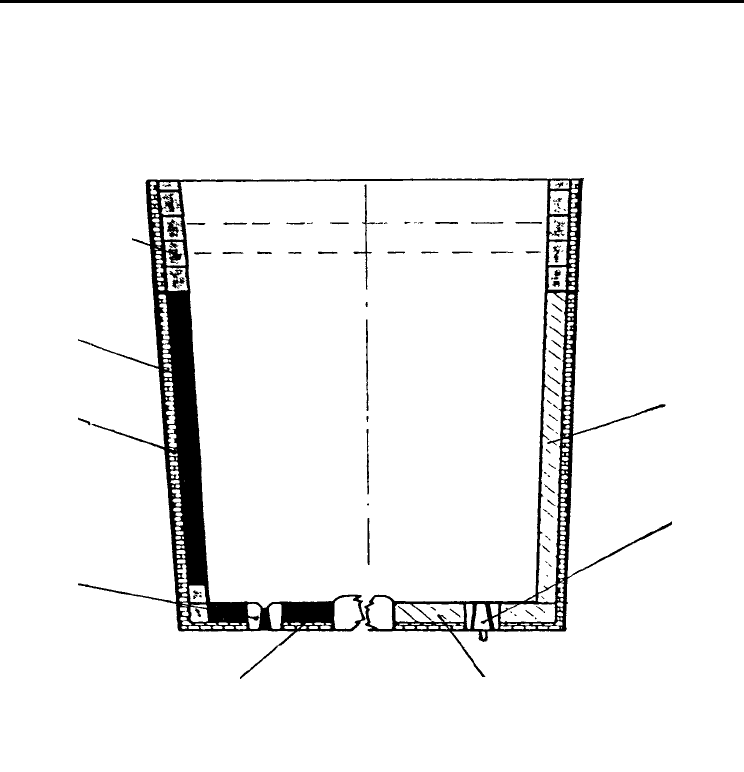
В основу выбора элементов футеровки ковшей для агрега-
тов «ковш-печь» могут быть положены два альтернативных
принципа (рис. 3.10):
• применение для футеровки ковша только кирпичных изде-
лий различной прочности и толщины (рис. 3.10 а);
• использование в рабочем слое наливных тиксотропных
масс, которые дают возможность осуществлять общий ре-
монт футеровки за счет ее многократной доливки
(рис.3.10_б).
Применение кирпичной футеровки рабочего слоя следует
считать традиционной и наиболее рациональной схемой подго-
товки сталеразливочных ковшей к эксплуатации. Вероятно, в свя-
зи с тяжелыми условиями эксплуатации и высокими
требования-
ми к качеству металла, кирпичная футеровка на основе перикла-
зоуглеродистых изделий практически всегда рекомендовалась
для агрегатов типа «ковш-печь». Основным недостатком такой
футеровки было принято считать ее недостаточную стойкость,
которая обычно связывалась с локальным износом отдельных зон
футеровки и необходимостью вывода из эксплуатации всего
ковша.
Вместе с тем, достигнутые
в последнее десятилетие пока-
затели эксплуатационной стойкости огнеупоров на основе магне-
зита и доломита позволили значительно расширить возможности
внепечной обработки в ковше как технологического приема по-
вышения качества стали. Например, в ЭСПЦ Оскольского элек-
трометаллургического комбината средняя стойкость футеровки
стен и шлакового пояса сталеразливочных ковшей агрегатов
«ковш-печь» (при условии
вакуумирования части стали методом
276 Металлургические мини-заводы
DH) составляет около 70 плавок [295]. В практике металлургиче-
ских заводов Западной Европы известны и более высокие показа-
тели.
1
2
4
3
5
6
а
7 8
б
Рисунок 3.10. Общая схема футеровки сталеразливочных
ковшей агрегатов «ковш-печь»
а - кирпичная футеровка; б - наливная футеровка стен и
днища ковша; 1 - шлаковый пояс; 2 - кирпичная футеровка
стен ковша (периклазографит или магнизитосмолодоло-
мит); 3 - теплоизоляционный слой; 4 - наливная футеровка
стен ковша; 5 - продувочный узел; 6 - стакан сталевыпускно-
го отверстия; 7 - днище ковша кирпичное; 8 - днище ковша
наливное.

Глава 3. Процессы и оборудование для внепечной обработки … 277
б
к
дл пребы
н и
По существу, ведущие производители огнеупоров (а их на-
считывается в мире более двух десятков) для сталеплавильной
технологии располагают весьма широкими возможностями в час-
ти получения огнеупорных изделий с различными эксплуатаци-
онными параметрами, что позволяет реализовать принцип равно-
стойкости различных зон ковша. Этот принцип достигается как за
счет варьирования номенклатуры (химического состава
и меха-
нических свойств) изделий, так и за счет разной толщины футе-
ровки в зависимости от скорости износа. На практике это означа-
ет, что при выборе огнеупоров первоначально определяется (за-
дается) стойкость наиболее изнашиваемых элементов, стойкость
которых определяет эксплуатационные показатели работы ковша
в целом. Как показали исследования, такими элементами являют-
ся шлаковый пояс и продувочный узел. В настоящее время пред-
ставляется возможным и экономически целесообразным обеспе-
чивать соотношение стойкости футеровки ковша к стойкости
шлакового пояса либо 2:1, либо 1:1.
Аналогичным образом подбираются огнеупоры для днища
ковша. При этом стойкость продувочного узла выбирается на
уровне стойкости днища или шлакового пояса. Преимущество
таким о разом спроектированной
кирпичной футеров и заключа-
ется в уменьшении затрат на промежуточные ремонты, снижении
чувствительности футеровки к ительному ванию в ней
металла, снижении затрат на огнеупоры за счет использования
изделий отечественных производителей в местах, которые мень-
ше подвержены из осу, повышении качества стали т.п. Выбор
кирпичной футеровки для ковшей, видимо, следует рекомендо-
вать для агрегатов типа «ковш-печь» 3-8-ой группы (табл. 3.2).

278 Металлургические мини-заводы
Метод изготовления наливной футеровки на основе высо-
коглиноземистых тиксотропных масс получил распространение в
Западной Европе и Японии в последние два десятилетия [296,
297]. На первый взгляд, основным преимуществом различных
типов наливной футеровки принято считать высокую степень ав-
томатизации процесса изготовления и последующей подготовки
ковшей к эксплуатации, а также возможность периодического
ремонта футеровки
за счет ее подливки после каждых 40 - 70
плавок. Однако, использование ковшей с наливной футеровкой
требует оснащения участка подготовки ковшей специальным
оборудованием: смесителями для приготовления наливной массы
с выдачей материала и точным дозированием воды, шаблона для
формирования внутренней поверхности футеровки, виброустано-
вок для уплотнения бетона, специальных сушильных агрегатов
для длительной (в течение нескольких
суток) термообработки
футеровки по заданному режиму, специального участка в цехе, в
котором поддерживается положительная температура в зимнее
время и пр.
Между тем, сравнительно быстрый цикл изготовления фу-
теровки ковша (2 - 3 часа) не обеспечивает дальнейших преиму-
ществ в силу того, что длительность периода «выдержка – сушка
– разогрев» ковша составляет, по меньшей мере, двое
суток. В
этих условиях негативным фактором следует считать невозмож-
ность оперативного ввода ковша в эксплуатацию, так как персо-
нал цеха должен планировать вывод ковша из работы за 3 - 4 су-
ток, что при значительном износе футеровки представляется дос-
таточно сложной производственной задачей. Наличие эксплуата-
ционного резерва по футеровке у ковша, который запланирован
к
выводу из эксплуатации, приводит к ситуации, когда либо новый
ковш продолжает стоять под разогревом (соответственно проис-
ходит потеря топлива), либо приходится выводить из эксплуата-

Глава 3. Процессы и оборудование для внепечной обработки … 279
оц сп
ции старый ковш, который мог бы еще работать некоторое время
(это повышает удельный расход огнеупоров). В условиях мини-
завода эта проблема представляется достаточно актуальной, по-
скольку в обороте одновременно находится ограниченное коли-
чество ковшей. Так, для мини-завода с годовым производством
0,6 - 1,0 млн. т стали в год необходимо иметь в обороте
8 - 10
ковшей вместимостью 100 т.
С точки зрения технологии изготовления и эксплуатации
наливная футеровка имеет ряд весьма существенных особенно-
стей, которые необходимо учитывать при принятии решения об
ее применении:
• обязательная специальная центровка шаблона относитель-
но стенок ковша, которая достаточно часто представляется
крайне затруднительной и неэффективной из-за коробле-
ния (появления эллиптичности)
металлического кожуха
ковша в ходе эксплуатации;
• необходимость равномерного прогрева всей поверхности
футеровки во время ее сушки, что требует использования
специальных горелок и программного обеспечения для
функционирования горелок;
• возможность растрескивания футеровки и нарушения ее
сплошности на больших участках во время сушки и при
первых наливах (вследствие внутренних напряжений и де
-
формации ковша при транспортировке), что затрудняет ви-
зуальную енку эк луатационных возможностей футе-
ровки;
• необходимость тщательной подготовки и ручной очистки
футеровки от шлака и металла во время ее промежуточного
ремонта и доливки новым слоем бетона; образование тре-

280 Металлургические мини-заводы
щин в такой футеровке представляется еще более опасным с
точки зрения высокой вероятности расслоения бетона.
В определенной степени влияние технологической разно-
толщинности футеровки, ее растрескивания и повышенного ло-
кального износа удается уменьшить при рациональном выборе
толщины футеровки. Лимитирующим звеном при оценке показа-
телей работоспособности монолитной футеровки является ее ми-
нимально допустимая
толщина, которая обычно принимается в
пределах 70 - 80 мм, и минимально необходимая толщина подли-
ваемого слоя, которая из технологических соображений не долж-
на быть менее 60 - 70 мм. Соответственно минимальная началь-
ная толщина монолитной футеровки может колебаться в преде-
лах 140 - 150 мм. Однако работа сталеразливочного ковша с ми-
нимальной начальной толщиной монолитной футеровки не мо-
жет быть признана рациональным решением по следующим со-
ображениям:
• низкая конструкционная прочность ковша из-за недоста-
точной толщины слоя футеровки;
• высокая вероятность образования сквозных трещин в фу-
теровке вследствие низкой конструкционной прочности
ковша (деформация при транспортировке со сталью);
• высокая температурная нагрузка на весь монолитный слой
при длительном нахождении
в ковше жидкой стали;
• повышенные требования к равномерности износа футеров-
ки из-за малого интервала между допустимым износом фу-
теровки и минимальной толщиной подливаемого слоя.
Увеличение толщины футеровки свыше минимально до-
пустимого слоя представляется рациональным подходом по со-
ображениям повышения надежности и стойкости монолитной
футеровки, а также некоторого снижения
требований к качеству