Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.


Глава 3. Процессы и оборудование для внепечной обработки … 221
сталер
многочисленны и их работа в технологическом цикле с
мартеновскими печами объясняется, главным образом,
незавершенностью модернизации металлургического
производства. В будущем следует ожидать, что в таких цехах
мартеновские печи будут заменены на эквивалентные объему
азливочных ковшей дуговые. Безусловно, предлагаемая классификация ковш-печей носит
в некотором плане условный характер, что особенно характерно в
части
выбранных доминантных классификационных признаков.
Поэтому в условиях конкретного металлургического завода агре-
гат «ковш-печь» может одновременно соответствовать или выпол-
нять функции, характерные для нескольких групп одновременно.
Вероятно, в этом случае следует просто говорить о той или иной
степени универсальности ковш-печи.
В целом же функциональная эффективность агрегатов
«ковш-печь» может
существенно отличаться в зависимости от
стратегии завода и структуры металлургического производства,
что соответственно определяет круг требований к отдельным па-
раметрам обработки и огнеупорам, используемым в ковшах, в за-
висимости от длительности пребывания металла в ковше и уровня
качества стали.
3.3. РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ЖИДКОЙ СТАЛИ
В КОВШЕ
На современном этапе развития
металлургического произ-
водства высокий уровень качества металлопродукции в значи-
тельной степени обеспечивается сочетанием различных техноло-
гических приемов внепечного рафинирования жидкого металла,
что неизбежно приводит к увеличению продолжительности пре-

222 Металлургические мини-заводы
бывания расплава в ковше [245]. Ковшевые процессы глубокого
рафинирования металла на всех этапах сопровождаются сущест-
венным снижением температуры расплава. Ниже приведены ори-
ентировочные показатели снижения температуры в сталеразли-
вочных ковшах вместимостью 100 - 150 т:
• в позиции ожидания и при перестановках ковша - со
скоростью 0,5 - 0,6 °С/мин без защиты зеркала расплава и
0,2-0,3 °С/мин
с защитой различными средствами, напри-
мер, крышкой;
• при усреднении металла путем продувки инертным газом -
со скоростью 1,1 - 1,4 °С/мин;
• 60 - 80 °С за цикл ковшевого вакуумирования;
• 30 - 40 °С в процессе десульфурации, включающем форми-
рование шлака и перемешивания расплава газом;
• 10 - 15 °С при вводе ферросплавов с последующим усред-
нением химического состава
и температуры стали в ковше
(в зависимости от вида и количества добавок).
Как показывает практика работы ряда металлургических
предприятий, общее снижение температуры в ходе внепечной об-
работки стали массового сортамента составляет 50 - 60 °С и бо-
лее, при производстве специальных марок стали с технологией
однократного или двойного вакуумирования от 150 °С до 250 -
300 °
С, соответственно.
В целом величина потерь тепла при внепечной обработке
стали в ковше зависит от ряда производственных факторов и ко-
леблется от плавки к плавке. К наиболее значимым параметрам,
которые влияют на величину теплопотерь, следует отнести: тем-
пературу и продолжительность выпуска плавки; состояние (сте-
пени изоляции и износа рабочего слоя, теплопроводности
мате-
риалов и пр.) и температуру огнеупорной футеровки сталеразли-

Глава 3. Процессы и оборудование для внепечной обработки … 223
вочного ковша; количество и вид вводимых в ковш материалов;
длительность и интенсивность продувки инертным газом; про-
должительность операций ввода и растворения легирующих,
формирования шлака, десульфурации, пребывания металла в
ковше (с учетом времени «ожидания» разливки), отбора проб и
их анализа.
Вместе с тем, даже в условиях жесткой минимизации по-
терь тепла, для
обеспечения требуемых параметров разливки ста-
ли температура выпуска должна быть повышена до 1700 - 1750°С
и более, что неизбежно приводит к дополнительным потерям же-
леза шихты и электроэнергии [121]. Более того, для проведения
последующего длительного комплексного рафинирования стали
однократный перегрев перед выпуском, как правило, не в состоя-
нии обеспечить:
• чистоту полупродукта, выпускаемого
из печи, в связи с
существенным увеличением растворимости газов при пе-
регреве расплава;
• точность и стабильность получения заданной температуры
стали в соответствии с требованиями разливки;
• экономическую целесообразность из-за увеличения потерь
энергии, связанных со значительным перегревом металла,
существенным снижением стойкости печных и ковшевых
огнеупоров и удлинения плавки.
Тем
не менее, в силу ряда технологических соображений
способ предварительного перегрева металла в плавильном агре-
гате распространен в таких металлургических странах как Япо-
ния, Китай, Россия и Украина. Например, такую технологию ши-
роко применяют в конвертерных цехах металлургических комби-
натов им. Ильича, Днепровского, «Северсталь» и Новолипецкого.

224 Металлургические мини-заводы
Несмотря на то, что технологические параметры получения
заданной температуры металла на выпуске из конвертера рассчи-
тывают с высокой точностью, возникают ситуации, когда темпе-
ратура в сталеразливочном ковше снижается до уровня, при ко-
тором разливка на МНЛЗ затруднительна. В этом случае для ис-
правления "холодных" плавок применяют способы химического
подогрева стали в
ковше [246, 247 - 249].
Известно, что химический подогрев стали в ковше основан
на вводе в расплав дополнительного количества алюминия с по-
следующим окислением его газообразным кислородом в объеме
металла. Реакция окисления растворенного алюминия сопровож-
дается выделением значительного количества тепловой энергии,
которая практически полностью усваивается расплавом. После
проведения процесса металл подвергают очистительной продувке
инертным
газом в течение 15-20 мин для удаления продуктов ре-
акции.
Различные технологические варианты реализации техноло-
гии химического подогрева отличаются способом ввода алюми-
ния и кислорода. Так, процесс IR-UT, разработанный компанией
«Sumitomo Metal Ind» включает ввод порошкообразных материа-
лов в металл под специальным колоколом, перемешивание
инертным газом и подачу кислорода на поверхность стали; про-
цесс CAS-OB также основан на применении для ввода добавок
погружаемого колокола, которым накрывают так называемое «ар-
гонное пятно».
Разработанные в СНГ технологические варианты основаны
на вводе в металл первичного алюминия в виде катанки (с помо-
щью трайб-аппарата), вторичного алюминия - в виде чушек или
монолитного блока на ложном стопоре с продувкой
кислородом
через погружаемую фурму.

Глава 3. Процессы и оборудование для внепечной обработки … 225
Максимальное усвоение алюминия (70 - 75 %) и мини-
мальные потери тепла, безусловно, обеспечивает ввод алюминия
трайб-аппаратом, хотя добавка вторичного алюминия в виде кус-
ков и чушек является наиболее простым и распространенным
способом. В последнем случае усвоение алюминия при одновре-
менной продувке нейтральным газом составляет не более 35-40%.
Значительную экономию алюминия обеспечивает его ввод
в
виде блока, укрепленного на продувочной фурме. По данным
Днепровского металлургического комбината использование та-
кого рода блоков позволяет существенно снизить потери алюми-
ния и достигнуть величины среднего коэффициента усвоения
равного 55 % [250].
Примерный расход материалов для нагрева стали на 60 °С
оцениваются на следующем уровне:
• расход алюминия – 2,5 - 2,6 кг/т стали (по данным Новоли
-
пецкого металлургического комбината 1 кг алюминия на 1
тонну стали обеспечивает подогрев на 23 - 25 °С);
• расход вводимого кислорода – 1,0 м
3
/т;
• дополнительный расход огнеупоров – 0,1 - 0,2 кг/т стали.
Так, внедрение технологии химического подогрева стали в
конвертерном цехе металлургического комбината им. Ильича по-
зволило решить проблему «холодных» плавок при работе с пере-
гревом, в результате чего уменьшить возврат плавок с МНЛЗ на
разливку сверху с 2,10 до 0,04 %, количество не полностью раз-
литых
ковшей - с 3,20 до 1,34 %, а также сократить технологиче-
ские простои и увеличить серийность плавок на МНЛЗ в 2 раза
[250].
Вместе с тем, современная идеология компенсации тепло-
вых потерь в ходе ковшевой обработки основывается на обеспе-
чении порционного дозированного подвода тепла к расплаву в

226 Металлургические мини-заводы
ковше с целью обеспечения минимального перегрева на всех ста-
диях внепечной обработки от выпуска до транспортировки гото-
вой стали на разливку.
Реализация такого подхода достигается путем применения
мощного высокотемпературного источника локального нагрева,
который обеспечивает непрерывную компенсацию тепловых по-
терь. При этом с одной стороны, тепловая энергия концентриру-
ется в зоне шлака
для поддержания его необходимых физических
свойств и плавления высокотемпературных компонентов шлако-
вой смеси, а, с другой, в сочетании с пневматическим перемеши-
ванием в процессе нагрева происходит усреднение температуры
во всем объеме.
Как известно, возможность ввода большого количества те-
пловой энергии в сочетании с простотой регулирования подво-
димой мощности, является неоспоримым
преимуществом дугово-
го нагрева, поэтому нагрев стали в ковше проводят с помощью
электрической дуги переменного трехфазного тока. Очевидно,
что применение электрической дуги постоянного тока в этом
случае представляется достаточно спорным.
Сразу после освоения первых установок электродугового
нагрева расплава в сталеразливочном ковше стали очевидны их
технологические и экономические преимущества перед техноло-
гией
перегрева металла в печи. Так, на заводе компании «Krupp»
в Гайсвайде в 100-тонной электропечи выплавляли широкий сор-
тамент легированной стали, которую перед выпуском перегрева-
ли в среднем до 1750 °С. После ввода в эксплуатацию установки
электродугового нагрева, которая была переоборудована из ста-
рой дуговой печи, температуру выпуска снизили в среднем на
60°С, при этом производительность печи возросла с 78 до 85 т/ч.
Удельный расход электроэнергии снизился на 40 кВт×ч/т, при
среднем ее расходе для ковшевого нагрева около 30 кВт×ч/т, что

Глава 3. Процессы и оборудование для внепечной обработки … 227
объясняется более высокой степенью усвоения энергии в ковше
(45 %), чем на конечной стадии плавки [251].
Взаимодействие тока дуги с окружающим ее магнитным
полем нельзя рассматривать изолированно от шлака на поверхно-
сти металла, так как глубина погружения дуги в ванну при про-
чих равных условиях, прежде всего, зависит от толщины слоя
жидкоподвижного шлака
и его плотности. Поэтому идея ковше-
вого электрического нагрева состоит в применении коротких
сильноточных дуг, которые горят в глубоких лунках и передают
тепловой поток металлу и шлаку вблизи электродов. При этом
нагрев металла происходит также за счет теплопроводности и
электродинамической конвекции, а свободное излучение на фу-
теровку сводится к минимуму. Очевидно
, что величина глубины
погружения электрической дуги в жидкий шлак в существенной
степени определяет степень усвоения тепловой энергии распла-
вом.
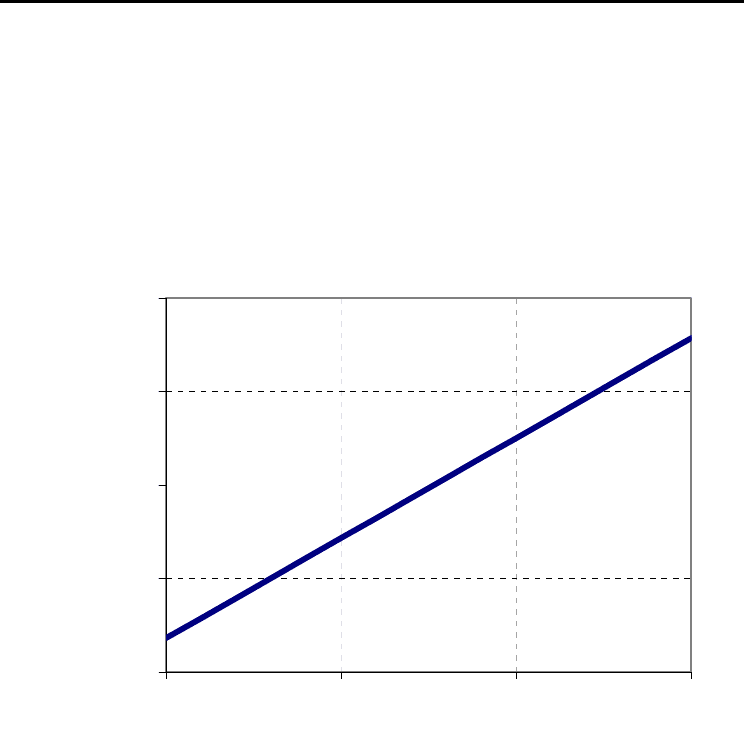
Результаты оценки глубины лунки для различной величи-
ны силы тока дуги представлены на рис. 3.2.
Чтобы избежать шунтирования электрической дуги и рас-
творения углерода графитированных электродов во время нагре-
ва, длина дуги
должна несколько превышать глубину лунки. С
другой стороны, для уменьшения потерь тепла излучением и по-
требления шлакообразующих материалов, длина дуги должна
быть ограничена величиной толщины слоя шлака. Выполнение
этих условий должно обеспечиваться регулированием электриче-
ских параметров дугового разряда и ведением технологического
процесса. Таким образом, эффективная работа установки дугово-
го нагрева возможна
при строгом соответствии ряда параметров,
в т.ч.:
228 Металлургические мини-заводы
• величины падения напряжения дугового разряда (напряже-
ния дуги), которая определяет ее длину;
• силе тока дуги, которая влияет на глубину шлаковой лун-
ки;
• шлакового режима, который обеспечивает устойчивый на-
грев металла.
0,05
0,06
0,07
0,08
0,09
25 30 35 40
Сила тока дуги, кА
Глубина лунки, м
Рис. 3.2. Зависимость глубины шлаковой лунки
электрической дуги от силы тока
В благоприятных условиях, при большой силе тока и высо-
кой степени экранирования шлаком дуговой промежуток все
время ионизирован до такой степени, что его электропроводность
практически постоянна в течение полупериода. Понятно, что
толщина слоя шлака оказывает непосредственное влияние на ус-
ловия
горения дуги, электрический режим и выделяемую мощ-
ность. Так, установлено, что для плавки массой 100 - 150 т вели-

Глава 3. Процессы и оборудование для внепечной обработки … 229
чина слоя шлака 100 - 120 мм обеспечивает спокойное и устойчи-
вое горение электрической дуги. При этом она в меньшей степе-
ни «выдувается» в сторону футеровки ковша и обеспечивает из-
нос торца графитированного электрода в горизонтальной плоско-
сти. В случае чрезмерной толщины шлака скорость нагрева ме-
талла в сталеразливочном ковше существенно снижается, так как
теплопроводность шлака на порядок ниже, чем теплопроводность
стали.
Если же толщина шлака недостаточна, то последний «раз-
дувается» дугой. В таких условиях дуга горит менее устойчиво,
что, по-видимому, связано с оголением зеркала жидкой стали и
повышением концентрации паров железа в разрядном промежут-
ке.
Горение дуг в период формирования шлака протекает
в не-
благоприятных условиях - дуги горят неспокойно, часто обрыва-
ются на время, необходимое для восстановления дугового разря-
да. В паузах столб дуги резко охлаждается, отдавая значительное
количество энергии окружающим его твердым шлакообразую-
щим материалам, и теряет электропроводность.
Величина мощности электрической дуги должна обеспе-
чить проведение (в заданных графиком внепечной обработки вре
-
менных рамках) следующих технологических операций:
• компенсацию тепловых потерь металла в ковше на всех
стадиях внепечной обработки;
• формирование рафинировочного шлака;
• корректировку температуры жидкой стали перед разлив-
кой.
Принимая во внимание вышеуказанные ограничения, для
заданной величины мощности дуги можно оценить ее силу тока и
напряжение.

230 Металлургические мини-заводы
На практике значения электротехнических показателей ус-
тановок «ковш-печь» являются устоявшимися величинами. Сло-
жившееся конструктивное оформление, применение новых тех-
нологий и качественное изготовление короткой сети электропеч-
ной установки позволяют иметь значение электрического КПД на
уровне η
э
= 0,90 и выше.
Величина коэффициента мощности характеризуется ком-
промиссным решением проблемы нагрева. Так как, с одной сто-
роны, повышение λ (за счет снижения силы тока и увеличения
напряжения при одинаковой полной мощности печного транс-
форматора) приводит к уменьшению глубины лунки и росту дли-
ны дуги, что сокращает долю полезно используемой
тепловой
энергии, с другой, - снижение λ вызывает уменьшение активной
мощности электрической дуги с одновременным повышением ее
КПД. Принято считать, что оптимальное значение коэффициента
мощности λ для установок «ковш-печь» не превышает 0,70.
Величина мощности печного трансформатора является
основным энерготехнологическим параметром установки дугово-
го нагрева и оказывает многоплановое влияние на эффективность
ее
работы. В частности, величина мощности печного трансфор-
матора оказывает непосредственное влияние на скорость нагрева
стали в ковше и продолжительность цикла обработки, условия
работы футеровки ковша и расход огнеупоров, а также качество
проведения технологического процесса. Поэтому создание опти-
мальных энергетических условий нагрева является необходимой
и решающей предпосылкой эффективного проведения техноло-
гического процесса
.
Статистическая обработка значений энергетических пара-
метров 129 промышленных установок типа «ковш-печь» компа-
ний «SMS Demag» и «VAI-Fuchs» построенных в период с 1989 по
2002 гг. позволила выявить зависимость удельной установленной