Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.

Глава 3. Процессы и оборудование для внепечной обработки … 211
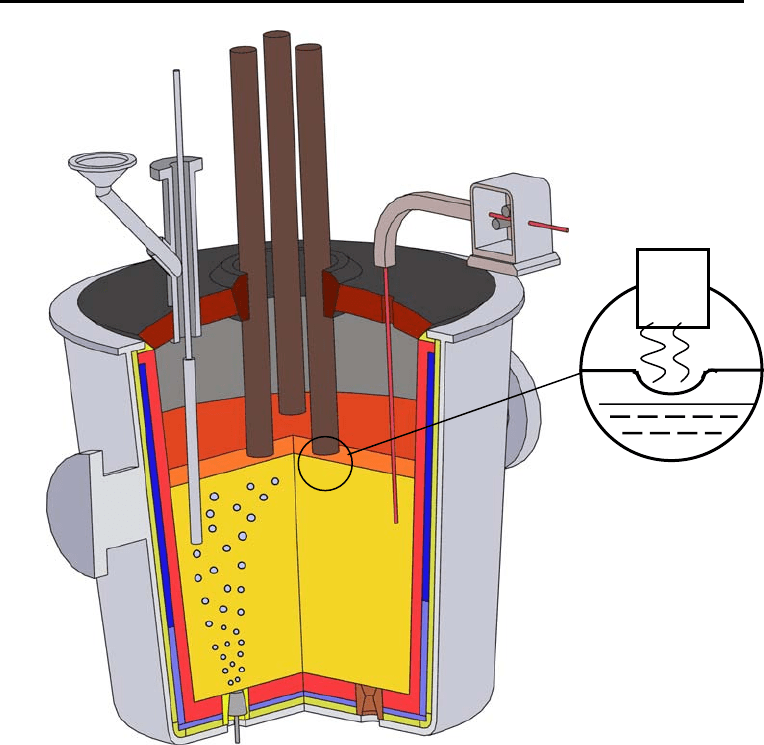
Рис. 3.1. Общая схема установки «ковш-печь»
Современная установка дугового нагрева стали в ковше
имеет устоявшуюся архитектуру и конструкцию, которая подоб-
на ДСП и включает следующие основные элементы:
• печной трансформатор, мощность которого обеспечивает
нагрев стали в ковше со скоростью 3–6 °С/мин;
• короткую сеть;

212 Металлургические мини-заводы
• колонны электрододержателей с приводами перемещения
электродов;
• электрододержатели различного исполнения: с трубоши-
нами или токопроводящие, могут применяться как индиви-
дуально управляемые, так и спаренные (электроды непод-
вижны один относительно другого), взаимное расположе-
ние токопроводящих элементов электрододержателей вы-
полняется триангулированным или копланарным с петлей
симметрии;
• водоохлаждаемый свод, который имеет отверстия
для
электродов, газоотсоса и технологические, что приводит к
необходимости увеличивать его поверхность за счет изме-
нения формы; наибольшее распространение получила
шляпообразная форма свода.
Вакуумирование стали (если оно предусмотрено техноло-
гическим процессом) осуществляется на отдельной установке.
Как правило, это вакууматор камерного типа VD/VAD. При этом
насыщенность процесса вакуумирования различными технологи-
ческими
операциями обусловливает дополнительные потери теп-
ла сталью в процессе обработки.
В мире накоплен большой практический опыт эксплуата-
ции агрегатов «ковш-печь», что позволило разработчикам опти-
мизировать их основные конструктивные и технологические па-
раметры. В настоящее время разработкой и изготовлением агре-
гатов «ковш-печь» занимаются более двух десятков машино-
строительных фирм. В
табл. 3.1 проведено сравнение основных
эксплуатационных параметров этих агрегатов некоторых компа-
ний. В целом проведенное сравнение позволяет сделать вывод о
том, что основная совокупность рабочих и эксплуатационных
параметров агрегатов достаточно близка, а некоторые их
колебания, наблюдаемые в табл. 3.1, находятся, на наш взгляд, в
Глава 3. Процессы и оборудование для внепечной обработки … 213
наблюдаемые в табл. 3.1, находятся, на наш взгляд, в прямой
взаимосвязи только с работой конкретного сталеплавильного це-
ха.
Таблица 3.1. Сравнение параметров агрегатов «ковш-
печь» некоторых компаний
Параметр
ASEA
-SKF
(Шве-
ция)
VAI -
Fukhs
(Г
е
рм
а
ния)
[ДМЗ]
Krupp
(Г
е
рм
а
ния)
Danieli
(Ита-
лия)
[ММЗ
Isteel]
BSW
(Анг-
лия)
НКМЗ
(Ук-
раина)
[ЕМЗ]
АКО
С-
125
(Рос-
сия)
ММЗ
(Молд
вия
а )
Вместимость
ковша, т
90-110 150 120 120 86 145
100-
125
100
Мощность
трансформат
ора, МВА
12-15 18 18/21 18 12 25 16 18
Сила тока,
кА
36 30 38 40 25 40 40 35
Диаметр
электрода,
мм
400 406 450 400 350 450 400 400
Диаметр
распада элек
-
тродов, мм
825 700 750 700 580 850 650 700
Скорость
нагрева,
°С/мин
4-6 4 4,3 4,6 3 4,5 3-5 4
Расход элек-
тродов, кг/т
0,85 0,46 0,3 0,45 0,2 0,25 0,3 0,3
Расход элек-
троэнергии,
кВт×час/т
80 52 30 55 20 35 25-40 36
Продолжи-
тельность об
-
работки, мин
60-180
(общая)
45
(об-
щая)
40-50
(на-
грев)
60-120
(общая
)
20-30
(нагрев
)
20-25
на-
грев)
55-60
(общая)
22-25
(нагрев)
25-50
(об-
щая)
45-50
(об-
щая)

214 Металлургические мини-заводы
ока жд вместимость
и
Наибольшее влияние на рабочие параметры агрегатов
«ковш-печь» зывает, пре е всего, сталеразли-
вочного ковша. Как видно из данных, приведенных в табл. 3.1,
существует зависимость между увеличением вмест мости ковша,
расходом вдуваемого аргона и мощностью трансформатора. В то
же время, скорость нагрева металла в ковше для большинства
«ковш-печей» составляет 3,5 - 4,0 °С/
мин. Исключением являют-
ся ковши малой вместимости (15 - 40 тонн), в которых скорость
нагрева может достигать 5 - 6 °С/мин, что, вероятно, объясняется
высокими удельными потерями тепла в малых ковшах.
Между тем, говоря об эффективности обработки стали в
агрегатах «ковш-печь», необходимо обязательно принимать во
внимание удельные расходы, связанные с затратами энергии на
нагрев металла и расходом огнеупоров, которые в денежном вы-
ражении составляют от 3 до 25 долларов США на тонну стали.
При этом на величину затрат существенное влияние оказывает
рациональная организация технологического процесса в сово-
купности с условиями совмещения
работы сталеплавильных аг-
регатов и МНЛЗ. Вместе с тем, следует отметить, что условия
эксплуатации ковшей в агрегатах типа «ковш-печь» могут суще-
ственно различаться по целому ряду квалификационных призна-
ков.
В настоящее время агрегатами типа «ковш-печь» оснащено
свыше четырехсот электросталеплавильных цехов мини-заводов
и более ста конвертерных цехов заводов
с полным циклом. Ха-
рактерно, что эти агрегаты сооружены в различное время в цехах
с различной стратегией функционирования и развития. Соответ-
ственно они имеют отличные друг от друга производственные
показатели, которые не всегда корректно сравнивать с показате-
лями других аналогичных агрегатов. На наш взгляд, для систем-

Глава 3. Процессы и оборудование для внепечной обработки … 215
ного анализа эффективности работы конкретных агрегатов целе-
сообразно классифицировать известные ковш-печи на опреде-
ленные группы, учитывающие внешние (макросреда) и внутрен-
ние (технологическая система) условия функционирования и раз-
вития.
Предлагаемая авторами классификация агрегатов «ковш-
печь» (табл.3.2) основана на рассмотренной ранее классификации
мини металлургических заводов в зависимости от стратегии их
развития (глава
1).
Безусловно, наибольшее распространение в мире получили
агрегаты, работающие по условиям групп 1 и 2. При этом следует
иметь ввиду, что мини-заводы группы 1 наиболее соответствуют
представлениям о современном мини-заводе со стратегией мини-
мизации затрат, что обычно характерно при производстве стали
массового сортамента [30, 31, 76] для сортового проката. В этом
случае согласованная
цикличность работы плавильной печи и аг-
регата «ковш-печь» жестко лимитирует время нахождения метал-
ла в ковше. Практическая реализация этой схемы оказалась воз-
можной в последнее десятилетие за счет большого прогресса в
области технологии электроплавки (уменьшение цикла плавки до
30-60 минут). Характерным примером этой группы ковш-печей
следует считать, например, ЗАО «
ММЗ «Istееl (Украина)» [42],
Молдавский металлургический завод [228] и завод «Huta
Czestochova» (Польша) [229]. В последние годы на территории
СНГ появилось несколько новых мини-заводов с построением,
которое характерно для группы 1: Новороссийский электрометал-
лургический завод ООО «НОВОРОСМЕТАЛЛ», Фроловский элек-
тросталелитейный завод ЗАО «Волга-Фест», JSC «Baku Steel
Co» и некоторые другие [230].

216 Металлургические мини-заводы
Таблица 3.2. Классификация агрегатов «ковш- печь» по ус-
ловиям функционирования в зависимости от тех-
нологической структуры сталеплавильного цеха
Общее технологическое построение
Группа
ДСП
ковш-
печь
вакуу-
матор
МНЛЗ слитк
и
Стратегия
мини-завода
Время
пребыва-
ния метал-
л
а в ковше,
минут
Класс
сталей
1
● ● - ● -
50-70
2
●
●
● - ● -
миними-
зация из-
держек
120-240
угле-
роди-
стые,
рядо-
вое
каче-
ст во
3
● ● ● ● (●)
100-140
4
●
●
● ● ● (●) 120-240
5
*
■■...■ ● (●) (●) ●
фиксация
опреде-
ленного
сегмента
рынка
80-150
низко-
леги-
рован-
ные,
качест-
венные
6
●
(●)
● ● ● ● 120-180
7
●
●
(●)
● ● (●) ● 120-180
8
■■…■ ● ● - ●
специа-
лизация в
производ-
стве
100-300
каче-
ствен-
ные и
высо-
кока-
чест-
венны
леги-
роан-
ные
е
*Примечание: ■ – мартеновская печь; (●) – возможное наличие или
отсутствие заданной позиции

Глава 3. Процессы и оборудование для внепечной обработки … 217
При этом режим работы ковш-печи соответствует технологиче-
ской цикличности разливки стали на МНЛЗ, а для обеспечения
некоторого демпфирующего резерва времени (для непрерывной
разливки стали) перед началом процесса литья предусматривает-
ся хотя бы один дополнительный ковш металла, что соответст-
венно предполагает увеличение времени пребывания стали в
ковше.
Группа 2 обычно представляет
собой мини-заводы (ЭСПЦ),
которые были построены, как правило, более 15 лет назад, то есть
во времена, когда длительность электроплавки составляла более
2-3 часов. В этом случае одной из главных функций агрегата
«ковш-печь» является совмещение работы двух дуговых печей и
МНЛЗ с целью обеспечения серийности разливки. По существу
это означает, что
перед началом разливки на МНЛЗ создается ре-
зерв жидкого металла (1-2 ковша). Поэтому достаточно часто ме-
талл может находиться в ковше 3 - 4 часа и более, что существен-
но усложняет условия работы огнеупоров и снижает их стой-
кость. Кроме того, с целью уменьшения длительности нахожде-
ния металла в печи сталь выпускают с достаточно
низкой темпе-
ратурой, что требует последующего интенсивного и длительного
подогрева ее в ковше. Это, в свою очередь, повышает скорость
износа шлакового пояса в силу высокой температуры и агрессив-
ности шлака.
Значительные отличия появляются в работе агрегатов
«ковш-печь» в случае их функционирования в структуре мини-
заводов со стратегией фиксации определенного
сегмента рынка,
то есть выпуска качественной продукции вполне конкретного на-
значения (группа 3 и 4). Для таких ковш-печей расширяются за-
дачи по рафинированию и доводке стали по химическому соста-
ву. Очень часто в технологическую цепь производства заготовки

218 Металлургические мини-заводы
включается операция вакуумирования, что предполагает увели-
чение времени пребывания стали в ковше в среднем на 40 - 50
минут и дополнительные потери тепла (на 40-60°С). Компенсация
потерь тепла осуществляется за счет подогрева металла в уста-
новке «ковш-печь». Сравнивая условия эксплуатации ковша для
группы 1 и группы 3 необходимо отметить, что для группы 3 дли
-
тельность пребывания металла в ковше может возрастать при-
мерно в 2 раза при увеличении нагрузки на огнеупоры шлакового
пояса. Ковш-печи группы 3 эксплуатируются, например, в элек-
тросталеплавильном цехе №2 Белорусского металлургического
завода [231, 232] и на Волжском трубном заводе [233].
Иногда в технологической структуре цехов группы 3 пре-
дусматривается также разливка стали в слитки, используемые
за-
тем для получения качественной заготовки для машиностроения.
Примером такого завода можно считать завод
«Georgsmarienhütte» (Германия), который имеет в своем составе
130-т дуговую сталеплавильную печь, агрегат «ковш-печь», ва-
кууматор, 4-х ручьевую блюмовую МНЛЗ и разливку стали в
слитки массой 4,5 - 38 т [234].
Отличия в работе ковш-печей группы 4 от группы
3 в основ-
ном аналогичны отличиям ковш-печей группы 2 от группы 1. При-
мером ковш-печей группы 4 может быть Оскольский электроме-
таллургический комбинат, который является одним из крупней-
ших мини-заводов мира [34]. Однако такое технологическое по-
строение широко используется и для мини-заводов малых объемов
производства. Например, мини-завод ДП «
Завод утяжеленных бу-
рильных и ведущих труб» СМНПО им. Фрунзе (г. Сумы), в состав
которого входят две 18-тонные ДСП, ковш-печь типа «ASEA-SKF»,
блюмовая МНЛЗ и разливка в слитки производит до 80 тыс. тонн
стали в год [235], а металлургический завод в г. Никшич (Черного-
рия), имеющий в составе две 50-тонные ДСП, «ковш
-печь» типа

Глава 3. Процессы и оборудование для внепечной обработки … 219
ASEA-SKF, сортовую МНЛЗ и разливку в слитки, производит до
180 тыс. тонн стали в год [236].
Ковш-печи группы 5 представляют собой немногочислен-
ную группу, поскольку расположены в мартеновских цехах метал-
лургических заводов, которые сохранились в Украине и России.
Практически все эти металлургические заводы соответствуют
концепции «мини-завод» со стратегией фиксации определенного
сегмента
рынка, а мартеновские печи работают скрап-процессом.
Например, ОАО «Нижнеднепровский трубопрокатный завод»
[237] и ОАО «Выксунский металлургический завод» [238] имеют в
своем составе по 2-4 мартеновских печи, «ковш-печь», вакууматор
и разливают сталь в слитки. Агрегатами «ковш-печь» оснащены
также мартеновские цехи ОАО «Донецкий металлургический за-
вод» и ОАО «Таганрогский металлургический завод» [239]. Для
работы ковш-печей в таких условиях характерна неритмичность
цикла эксплуатации ковшей, а также практически полное отсутст-
вие эффективной системы отсечки печного шлака, что снижает
возможность рафинирования стали и повышает скорость износа
огнеупоров в шлаковом поясе. Кроме того, часто «ковш-печь» в
мартеновском цехе работает в режиме параллельной обработки
металла в
двух сталеразливочных ковшах.
Значительные отличия появляются в работе агрегатов
«ковш-печь» в случае их функционирования в структуре мини-
завода со стратегией специализации производства (группа 6 и 7),
то есть выпуска высококачественной уникальной продукции.
Обычно такие мини-заводы имеют небольшие объемы производ-
ства (10 - 50 тыс. т в год) и, соответственно, не имеют требований
к
высокой удельной производительности сталеплавильных агрега-
тов и ковш-печей. В любом случае в технологическом построении
мини-завода имеется, по меньшей мере, одна установка для ваку-

220 Металлургические мини-заводы
умной обработки стали. Кроме того, сложный сортамент выплав-
ляемой стали предопределяет увеличение цикла нахождения ме-
талла в установке «ковш-печь», поскольку расширяется спектр
операций по легированию, рафинированию и модифицированию
металла.
Примером ковш-печи группы 6 с определенной степенью
допущений и перспектив модернизации может, вероятно, служить
«ковш-печь» сталеплавильного цеха ЗАО «Камасталь
» [240].
Ковш-печи группы 7 применяются, например, на электрометаллур-
гическом заводе ОАО «Днепроспецсталь» [241] или в ЭСПЦ-3 Че-
лябинского металлургического завода ОАО «Мечел» [242]. Они
имеют небольшую вместимость ковшей (соответственно 50 т и 15
т) и обеспечивают получение стали специального назначения при
разливке в слитки разной массы. Между тем, для таких ковш-
печей наблюдается повышенный
износ футеровки ковшей в зоне
шлакового пояса, что объясняется значительным перегревом шла-
ка и близким расположением электродов по отношению к огне-
упорному слою.
Ковш-печи группы 8 обычно используются в сталеплавиль-
ных цехах крупных заводов тяжелого и энергетического машино-
строения [243, 244]. Для этих ковш-печей характерно появление
дополнительной функции: сбор металла из
нескольких плавиль-
ных агрегатов и накопление большого количества стали для от-
ливки крупных и сверхкрупных слитков. Примером работы такого
агрегата является «ковш-печь» АО «Новокраматорский машино-
строительный завод» [244]. Эта «ковш-печь» имеет три типораз-
мера ковша (30 т, 60 т, 90 т) и позволяет собирать металл из трех
плавильных агрегатов. Следует особо отметить, что
время пребы-
вания металла в ковше при такой схеме работы ковш-печи состав-
ляет 60-360 минут, что существенно влияет на стойкость футеров-
ки ковшей. В целом агрегаты «ковш-печь» группы 8 крайне не-