Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.

Глава 3. Процессы и оборудование для внепечной обработки … 231
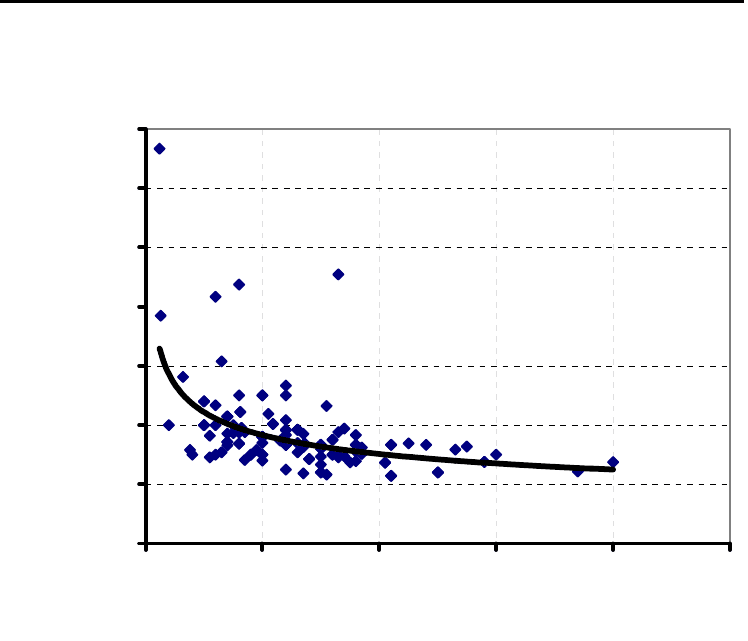
мощности печного трансформатора (s) от массы плавки (m), ко-
торая представлена на рис. 3.3.
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0 100 200 300 400 500
Масса стали в ковше, т
Удельная мощность печного
трансформатора, МВА/т
Рис. 3.3. Удельная мощность печного трансформатора
установок «ковш-печь»
Полученное уравнение регрессии имеет следующий вид:
25,0
65,0
−
×= ms
(3.1)
Анализ приведенных данных позволяет сделать следующие
выводы:
• средняя удельная установленная мощность трансформато-
ра установок «ковш-печь» снижается от 0,30 до 0,14
МВА/т по мере увеличения массы стали в ковше с 20 до

232 Металлургические мини-заводы
400 т соответственно, что вызвано сокращением потерь те-
пла в более крупных ковшах;
• удельная мощность трансформатора 80% установок рас-
смотренной выборки имеет отклонения от средней величи-
ны не более 20 %, что объясняется особенностями условий
эксплуатации;
• пониженная величина удельной мощности печного транс-
форматора (более чем на 20 % от средней) характерна,
прежде всего, для
двухпозиционных установок, работаю-
щих в условиях ритмичной подачи ковша с запасом време-
ни на нагрев. Так, из пяти установок «SMS Demag», имею-
щих пониженную мощность, три – двухпозиционные;
• повышенную мощность (более чем на 20 % от средней),
как правило, имеют агрегаты внепечного нагрева для про-
изводства специальных марок стали. Все четыре установки
«SMS Demag»,
которые попали в эту группу, применяются
в качественной металлургии и работают в комплексе с ва-
кумированием.
Обычно мощность печного трансформатора ограничивает-
ся интенсивностью нагрева металла, обусловливающего износ
огнеупоров ковша. Излишне высокая величина подводимой мощ-
ности приводит к увеличению интенсивности износа футеровки
ковша в шлаковой зоне и в "горячих точках".
Фактическая интенсивность
износа огнеупоров представ-
ляет собой сложную функцию и определяется следующими фак-
торами:
• параметрами электрической дуги;
• типом и качеством огнеупорного материала;
• температурой металла и шлака;

Глава 3. Процессы и оборудование для внепечной обработки … 233
• профилем распределения температуры в огнеупорной
футеровке ковша;
• химическим составом металла и шлака;
• толщиной слоя шлака;
• типом перемешивания расплава в ковше и его мощностью;
• геометрическими параметрами рабочего пространства ус-
тановки «ковш-печь».
При оценке установленной мощности печного трансфор-
матора применяют отработанные практикой эмпирические соот-
ношения. При этом
величина мощности, с одной стороны, долж-
на обеспечить требуемый ритм работы (в частности, скорость на-
грева), с другой – минимизировать износ огнеупоров. Вместе с
тем, как показывает практика работы ряда мини-заводов, в усло-
виях высокой цены металлопродукции и приоритета потреби-
тельских свойств металла задача экономии огнеупоров может
быть отодвинута на
второй план.
Отношение активной мощности трансформатора к пло-
щади ванны расплава в ковше принято считать одним из основ-
ных интегральных критериев. Практикой установлено, что вели-
чина износа огнеупоров стен ковша находится в допустимых
пределах при величине удельной активной мощности не превы-
шающей 2,0 - 2,5 МВт/м
2
площади зеркала ванны.
Равномерность тепловой нагрузки. Электроды располага-
ются в вершинах равностороннего треугольника, характеризуе-
мого диаметром распада D
p
, поэтому нагрузка тепловосприни-
мающей поверхности зависит от расположения относительно нее
электрических дуг. Известно, что равномерность тепловой на-
грузки металла, шлака и футеровки стен ковша может быть обес-

234 Металлургические мини-заводы
печена при соблюдении следующего соотношения
3,0<
k
p
D
D
(D
к
– диаметр зеркала металла в ковше). D
p
является конструк-
тивным параметром, который минимизируют на стадии
проектирования.
Для оценки количественного показателя локального тепло-
вого воздействия электрической дуги в наиболее близкой к ней
точке футеровки применяют известный эмпирический комплекс
В.Швабе (формула 2.1). Рекомендуется, чтобы в «горячих» точ-
ках этот показатель не превышал 45 В×кВт/см
2
.
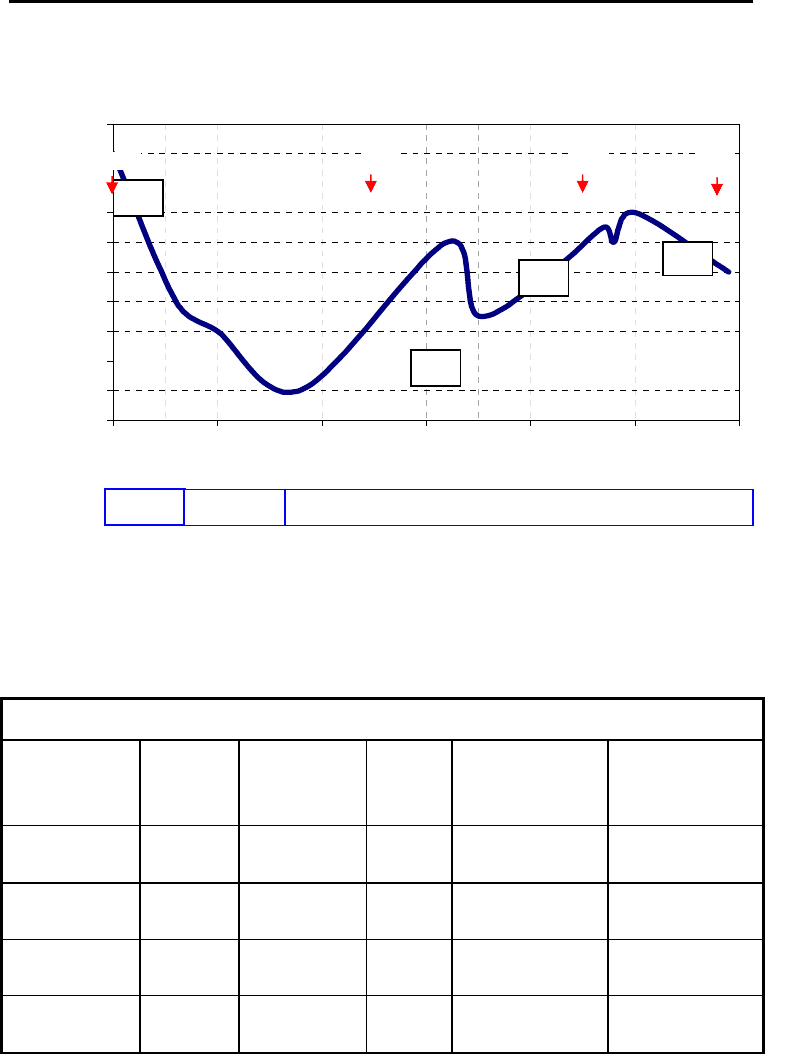
Ниже (рис. 3.4 и табл. 3.3 – 3.5) приведен пример расчета
температурного режима внепечной обработки плавки массой 155
т (площадь зеркала метала в ковше 7,45 м
2
).
Характеристики печного трансформатора:
• полная мощность (S) 22 МВА;
• активная мощность (Р
а
) 17 МВт;
• длина дуги (L
д
) 80 мм;
• напряжение дуги (U
д
) 115 В;
• вторичное напряжение (U
в
) 340 В;
• сила тока электродов (I
э
) 42 кА;
• мощность дугового нагрева (Р
д
) 14,5 МВт;
• коэффициент мощности (λ) 0,77.
Практика эксплуатации современных установок «ковш-
печь» показывает, что доля тепловых потерь дугового нагрева,
связанных с водяным охлаждением панелей свода ковш-печи,
уносимых отходящими газами и пр., относительно постоянна и
составляет около 19-22% всех затрат тепла.
Глава 3. Процессы и оборудование для внепечной обработки … 235
•
ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ
1540
1550
1560
1570
1580
1590
1600
1610
1620
1630
1640
0 102030405060
мин
Температура град. С
П0 П1 П2
П3
Д1
Д4
Д3
Д2
Рис.3.4. Температурный режим внепечной обработки стали
в 155-тонном ковше
Таблица 3.3. Виды добавок в ходе внепечной обработки
Легирующие и шлакообразующие добавки, кг
Добавки ФС ФМн Al
Известь +
флюрит
С-порошок
Д1 368 561 124 200 148
Д2 - 1,5 - 600 -
Д3 181 1703 - 400 6
Д4 47 692 - - -
Выпуск
Ожидание
Обработка

236 Металлургические мини-заводы
Таблица 3.4. Изменение химического состава стали в ходе
внепечной обработки
Химический анализ стали
Проба
С,
%
Si, % Mn, % Al, % S,% P, %
П0 0,04 0,00 0,15 0,00 0,015 0,015
П1 0,14 0,15 0,35 0,050 0,010 0,015
П2 0,19 0,23 1,10 0,045 0,005 0,015
П3 0,20 0,25 1,40 0,040 0,005 0,015
ЦЕЛЬ 0,20 0,25 1,40 0,040 0,005 0,015
Таблица 3.5. Основные технические показатели
внепечной обработки
Показатели
Единица
измерения
Величина
Общая длительность обработки мин 45
Продолжительность нагрева мин 27
Без нагрева мин 18
Скорость нагрева
°С/мин
4,0
Расход электроэнергии
кВт×ч
7650
Удельный расход электроэнергии
кВт×ч/т
49

Глава 3. Процессы и оборудование для внепечной обработки … 237
3.4. ПЕРЕМЕШИВАНИЕ РАСПЛАВА В КОВШЕ
Перемешивание расплава в ковше является обязательной
операцией внепечной обработки. Известно, что в сочетании с пе-
ремешиванием скорость рафинирования металла различными
технологическими средствами существенно возрастает, становит-
ся возможным реализация эффективного дугового нагрева и ва-
куумной обработки раскисленной стали. Более того, путем
перемешивания достигают требуемые по условиям разливки
степень однородности температуры и химического состава стали,
которые в значительной мере определяют технико-
экономические показатели процесса производства.
Количественная оценка изменения температуры стали по ходу
разливки из 160-т ковша в кислородно-конвертерном цехе ком-
бината им. Ильича приведена в работе [85]. Относительную тем-
пературу струи металла при наполнении каждой из восьми из-
ложниц плавки измеряли трижды с помощью оптического пиро-
метра. Измерения проводили на плавках без перемешивания (25
плавок) и с продувкой азотом через пористый элемент (15 пла-
вок).
Изменение температуры стали относительно первого слит-
ка по ходу разливки, продолжительностью около 45 мин, приве-
дено на рис. 3.5.
В обоих случаях максимальное значение температурного
перепада струи наблюдается
при наполнении четвертого и вось-
мого слитка. При этом на плавках без усреднения металла в ков-
ше перед разливкой перепад составляет в среднем 30 °С, а на
плавках с перемешиванием путем продувки через пористый эле-
мент он уменьшается почти в четыре раза и равняется 8 °С. Наря-
ду с этим средняя
температура усредненной стали на 7 °С ниже,
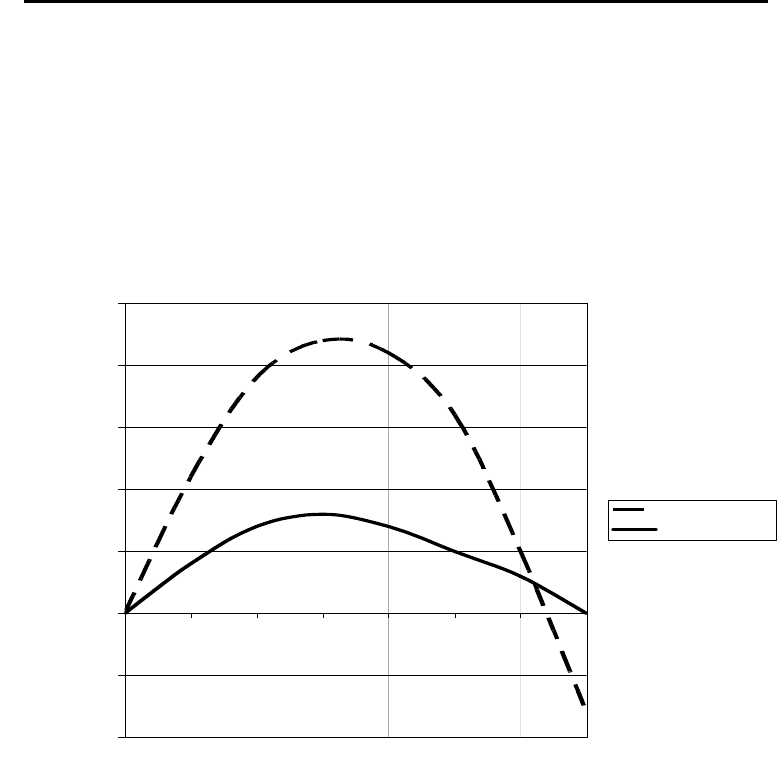
238 Металлургические мини-заводы
так как вследствие перемешивания усиливается теплоотдача из-за
возрастания температуры жидкой стали вблизи футеровки ковша
и зеркала ванны. Следует отметить, что величина потерь тепла
ванны на нагрев продувочного газа пренебрежительно мала. Так,
падение температуры стали составляет 1,8 °С на 1м
3
/т, что в при-
веденном случае не превышает 0,05 °С.
-10
-5
0
5
10
15
20
25
12345678
Номер слитка
Перепад температуры относительно начала разливки,
град Ц
Без продувки
С продувкой
Рис. 3.5. Изменение перепада температуры стали по ходу
разливки
В процессе перемешивания стали в ковше происходит
также гомогенизация химического состава в объеме металла.
После присадки ферросплавов на выпуске разница содержания
таких элементов, как кремний и марганец по высоте ковша,
может достигать 0,05 - 0,15 % абс. После продувки стали

Глава 3. Процессы и оборудование для внепечной обработки … 239
инертным газом эта величина обычно снижается до 0,01 - 0,03%
[252].
Перемешивание разделяют по способу организации на
пневматическое (путем продувки инертным газом) и электромаг-
нитное (за счет взаимодействий индуцируемого в жидкой стали
электрического тока с внешним переменным электромагнитным
полем).
Принято считать, что для достижения максимальной рав-
номерности химического состава целесообразнее использовать
электромагнитное перемешивание, а
для глубокого рафинирова-
ния (десульфурация и дегазация) - продувку аргоном.
Пузырьки газа, барботирующие при продувке весь слой
металла, способствуют его рафинированию. При увеличении ин-
тенсивности массопереноса в ковше происходит выравнивание
состава и температуры в объеме металла. Интенсивное переме-
шивание ускоряет доставку неметаллических включений к по-
верхности раздела металл - шлак и удаление их
из стали, чему
способствует флотация пузырьками продуваемого газа неметал-
лических включений. Так как парциальное давление, например,
водорода в пузырьках инертного газа практически равно нулю,
они по отношению к растворенному водороду являются «вакуум-
ными» полостями и экстрагируют газ из металла. Известно, что
характер и интенсивность движения стали в ковше зависят от
ря-
да параметров продувки, которые влияют на ее эффективность, в
частности на степень гомогенизации металлической ванны. На
основании исследований поведения металла при продувке в раз-
личных агрегатах установлена зависимость времени, необходи-
мого для достижения определенной степени гомогенизации, от
параметров продувки, основным из которых является диссипация
энергии. Так, величина диссипации энергии увеличивается
, а

240 Металлургические мини-заводы
время, необходимое для гомогенизации стали в ковше при задан-
ной температуре, уменьшается с повышением скорости поступ-
ления газа в металл, а также с увеличением глубины барботажной
зоны. С увеличением массы металла и диаметра ковша время го-
могенизации увеличивается.
Современная техника пневматического перемешивания
сравнительно проста и надежна в обслуживании и эксплуатации.
Разработанные и широко применяемые технологические вариан-
ты обеспечивают необходимый уровень мощности перемешива-
ния и позволяют удалять при атмосферном давлении до 10-15 %
водорода и неметаллические включения, а также интенсифици-
ровать массообменные процессы между металлической и шлако-
вой фазами.
На практике для вдувания инертного газа в металл на этапе
внепечной обработки применяют либо погружаемые
в расплав
фурмы, либо специальные огнеупорные блоки, устанавливаемые
в днище ковша. Основные известные схемы продувки стали в
ковше инертным газом представлены в работах [253, 254].
В конце 70-х годов прошлого века продувка сверху с по-
мощью погружаемой фурмы типа "ложного стопора" была при-
нята в качестве основного варианта при оснащении сталепла-
вильных
цехов Советского Союза установками для усреднения
металла в ковше. Продувку в большинстве случаев вели непо-
средственно через выходное отверстие фурменной трубы, из-за
чего интенсивность её не превышала 40 - 60 м
3
/ч, а удельный
расход газа - 0,03 - 0,05 м
3
/т стали. Это исключало возможность
рафинирования металла, но было вполне достаточно для переме-
шивания добавок, усреднения состава и температуры стали [255].
Увеличение интенсивности продувки через погружаемую
фурму практически невозможно. Опыт промышленной эксплуа-
тации показал, что при расходах газа около 60 м
3
/ч наступает так